Изобретение относится к обработке металлов давлением, а именно к листовой штамповке.
Известен штамп по авт. свид. СССР №592482, в котором формовка гофров происходит под воздействием пуансонов, имеющих способность свободно передвигаться друг относительно друга за счет их шарнирного закрепления на подвижных рычагах, установленных на подпружиненных ползушках. При работе штампа усилие гибки зависит от усилия сопротивления пружины и не может быть сколь угодно большим, поэтому данный штамп может быть применен только для обработки листов небольших толщин, высота гофра ограниченна величиной хода пружины.
Известен штамп по авт. свид. СССР №1509154, принятый авторами за прототип, содержащий верхнюю и нижнюю плиты, с закрепленными на них пунсоном и матрицей, верхняя плита крепится к поворотной траверсе нестандартного пресса. Изготовление деталей происходит последовательно и включает предварительную гибку одной стенки гофра и калибровку следующей.
Недостатком данного штампа является необходимость создания специализированного оборудования, что ведет к дополнительным затратам; низкая производительность штампа обусловлена тем, что за один ход пресса происходит гибка и калибровка только одного гофра; низкая точность изготовления деталей обусловлена накапливанием погрешности при перемещении и базировании детали. Данный штамп не позволяет изготовить деталь с произвольной формой гофра (одна стенка должна быть обязательно выполнена с прямым углом, так как используется для фиксации по шагу). В данном штампе отсутствует фиксатор на первый шаг, что не позволяет получать идентичную конфигурацию первого гофра на получаемых деталях.
Данным изобретением решается задача создания штампа, работающего на стандартном прессовом оборудовании, в котором повышается точность выполнения гофров на листовой детали и сокращается число технологических операций для получения гофров.
Для достижения указанного технического результата в штампе для изготовления листовых деталей с гофрами, включающем подвижную верхнюю плиту с элементами крепления на ползуне пресса, пуансон, матрицу с гибочными выступами, пуансон закреплен на матрице через поворотный узел, опорная поверхность пуансона в зоне передачи усилия выполнена цилиндрической, на опорной поверхности пуансона закреплены полозья, с боковых сторон пуансона выполнены пазы, верхняя поверхность полозьев и пазов выполнены эквидистантно опорной поверхности пуансона, в пазах установлены с возможностью перемещения ролики, закрепленные на щеках плиты, на матрице установлены фиксаторы для ориентации листовых заготовок.
Кроме того, пазы выполнены с выходом на рабочую поверхность пуансона.
Кроме того, полозья выполнены из мягкого металла.
Кроме того, полозья выполнены из бронзы.
Отличительной особенностью предлагаемого штампа является наличие поворотного узла, установленного на матрице, с которым связан пуансон, что обеспечивает возможность поворота пуансона при передаче поступательного движения ползуна пресса через опорные поверхности пуансона и плиты, что позволяет выполнять поочередную гибку всех гофров при повороте пуансона относительно матрицы и окончательную калибровку детали в конце рабочего хода за один ход пресса, получить более качественную деталь. Опорная поверхность пуансона в зоне передачи усилия выполнена цилиндрической. На опорной поверхности пуансона закреплены полозья, предназначенные для передачи усилия от пресса через опорную поверхность плиты при преобразовании вертикального поступательного движения ползуна пресса в поворотное движение пуансона. На боковых сторонах пуансона выполнены пазы так, что их верхняя поверхность и поверхность полозьев эквидистантны опорной цилиндрической поверхности пуансона. В пазах с возможностью перемещения установлены ролики, закрепленные на щеках плиты для возврата штампа в исходное положение при обратном ходе пресса. Матрица снабжена фиксаторами для ориентации листовых заготовок.
Для обеспечения безопасности работы и удобства сборки пазы выполнены с выходом на опорную поверхность пуансона, что обеспечивает при необходимости выход роликов из зацепления с пуансоном. Выход роликов происходит в случае подъема ползуна пресса сверх максимальной высоты раскрытия штампа, что предохраняет штамп от поломки.
Полозья могут быть изготовлены из мягкого металла, например бронзы или другого материала, обеспечивающего минимальный коэффициент трения, что позволяет существенно улучшить эксплуатационные показатели с уменьшением скольжения, уменьшенем износа штампа, повышением его ремонтоспособности и обеспечения плавности поворота пуансона.
Предлагаемый штамп для изготовления листовых деталей с гофрами иллюстрируется чертежами, представленными на фиг.1-3.
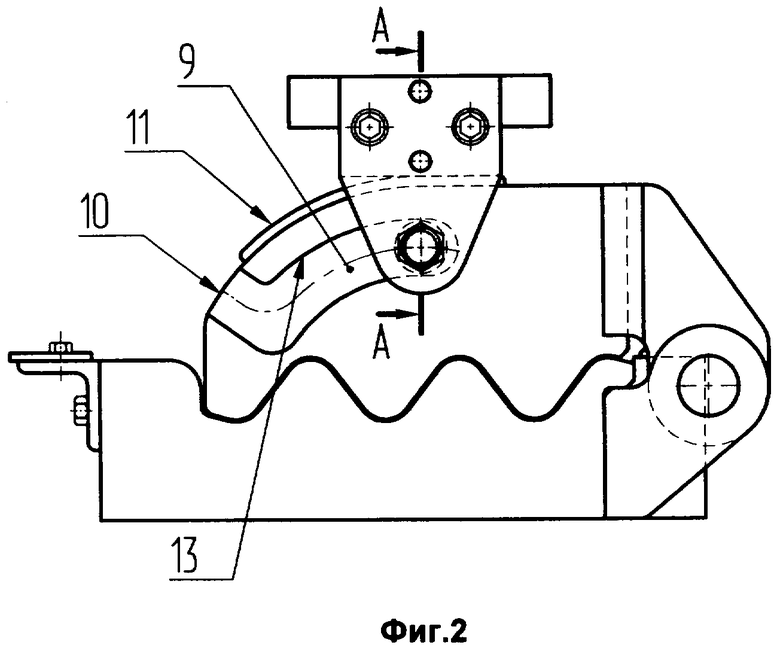
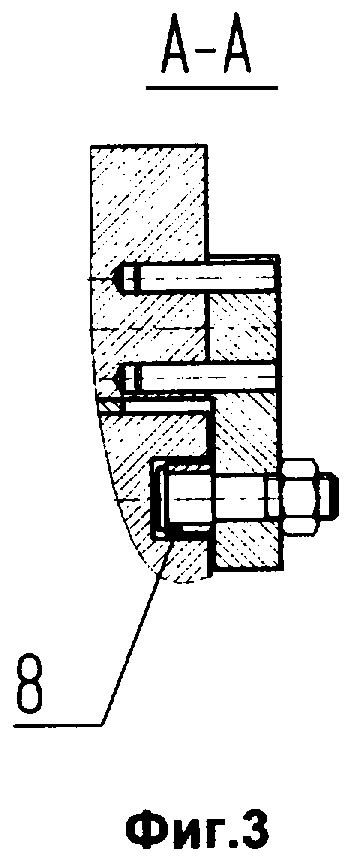
На фиг.1 показан штамп, находящийся в открытом положении в момент начала гибки детали; на фиг.2 показан штамп, находящийся в закрытом положении при окончании гибки листовой заготовки; на фиг.3 - вид А-А на фиг.2.
Штамп для изготовления деталей с гофрами из листовых заготовок содержит поворотный пуансон 1, закрепленный на матрице 2 через поворотный узел, образованный верхним кронштейном 3 и нижним кронштейном 4, соединенных осью 5. Верхнюю плиту 6 с элементами крепления на ползуне пресса (не показаны). К плите 6 закреплены щеки 7, на которых закреплены ролики 8, установленные в пазах 9 пуансона 1. Пазы 9 выполнены с выходом 10 на опорную поверхность пуансона 1. Опорная поверхность пуансона в зоне передачи усилия выполнена в виде цилиндрического сегмента, равного или большего угла раскрытия штампа, что обеспечивает преобразование поступательного движения плиты 6, закрепленной на ползуне пресса, в поворотное движение пуансона 1 за счет скольжения. На опорной поверхности пуансона 1 закреплены полозья 11, сопрягаемая с плитой 6 поверхность 12 которых выполнена эквидистантно опорной поверхности пуансона 1. Верхние поверхности 13 пазов 9 выполнены эквидистантно опорной поверхности пуансона 1. На матрице 2 установлены фиксаторы 14 для листовых заготовок 15. В частности, фиксатор 14 может быть выполнен с пазами для регулировки положения листовой заготовки на матрице. Сопрягаемые поверхности плиты 7 и полозьев 11 представляют пару скольжения, предназначенную для увеличения износостойкости штампа, а также способствующие плавному повороту пуансона. Полозья 11 для уменьшения трения скольжения выполнены из мягкой бронзы, а плита 6 из стали, что позволяет достичь минимального коэффициента трения.
Штамп для изготовления деталей с гофрами из листовых заготовок предназначен для эксплуатации на стандартном прессовом оборудовании и работает следующим образом. Листовая заготовка 15 укладывается на матрицу 2 между фиксаторами 14, после чего усилие от ползуна пресса через сопрягаемые поверхности плиты 7 и полозьев 11 передается на пунсон 1 и преобразуется в поворотное движение пуансона относительно оси 4. Происходит постепенная гибка одного гофра и предварительная подтяжка материала для формирования следующего гофра, в конце поворота пуансона 1 происходит окончательная калибровка всех гофров детали. При обратном движении ползуна пресса усилие через ролики 7 передается на верхние поверхности 13 пазов и происходит возврат пуансона 1 в исходное положение, при этом происходит размыкание рабочих частей штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий типа "петля | 1986 |
|
SU1368070A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Способ поперечной гибки профилированного или продольно-гофрированного листового металла и устройство для его осуществления | 1981 |
|
SU1207390A3 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Штамп для гибки швеллеров | 1985 |
|
SU1324709A1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
Изобретение относится к области обработки металлов давлением, а именно к листовой штамповке. Штамп для изготовления листовых деталей с гофрами включает подвижную верхнюю плиту с элементами крепления на ползуне пресса, пуансон, матрицу с гибочными выступами. Пуансон закреплен на матрице через поворотный узел. Опорная поверхность пуансона в зоне передачи усилия выполнена цилиндрической. На опорной поверхности пуансона закреплены полозья. С боковых сторон пуансона выполнены пазы. Верхние поверхности полозьев и пазов выполнены эквидистантно опорной поверхности пуансона. В пазах установлены с возможностью перемещения ролики, закрепленные на щеках плиты. На матрице установлены фиксаторы для ориентации листовых заготовок. Изобретение позволяет, используя стандартное прессовое оборудование, повысить точность выполнения гофров на листовой заготовке, а также сократить число технологических операций для получения гофров. 3 з.п. ф-лы, 3 ил.

| Штамп последовательного действия для изготовления листов с гофрами | 1988 |
|
SU1509154A1 |
| Штамп для изготовления гофрированных изделий | 1981 |
|
SU984568A1 |
| Штамп для гофрирования полосового материала | 1987 |
|
SU1445837A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ЗОЛОТИСТОГО СТАФИЛОКОККА | 2010 |
|
RU2510024C2 |
| МЕЩЕРИН В.Т., Листовая штамповка | |||
| Атлас схем, Москва, Машиностроение, 1975 г., с.92, лист 52, рис | |||
| Кузнечный горн | 1921 |
|
SU215A1 |

