Настоящее изобретение относится к способу формирования стержня для изделия, генерирующего аэрозоль, из листа материала. Оно также относится к устройству для формирования стержня для изделия, генерирующего аэрозоль, из листа материала.
Известным примером подобного способа и устройства является решение, раскрытое в WO 2016/023965 A1.
Как известно, материал, формирующий лист, может представлять собой гомогенизированный табачный материал, TCL (табачный литой лист), который высушен и затем разрезан на пленки или листы, которые смотаны в рулоны для хранения и транспортировки. Другим материалом может быть, например, PLA (полимолочная кислота), которую используют для изготовления конкретных частей фильтров изделий, генерирующих аэрозоль.
В типичном процессе производства изделий, генерирующих аэрозоль, лист материала подвергается процессу гофрирования. Гофрированный лист материала затем сжимают в стержень, который разрезают на части, обычно трубчатые. Эти отрезанные стержни могут формировать компоненты изделий, генерирующих аэрозоль.
В процессе гофрирования в целом используются два вращающихся цилиндрических валика, между которыми зажат лист материала. Эти валики, как правило, имеют на своих наружных поверхностях согласующие текстурированные узоры гребней и впадин, которые гофрируют лист.
Процесс гофрирования может влиять на степень контакта с воздухом, сопротивление затяжке (RTD) и другие свойства, и, следовательно, непосредственно ощущаться пользователями изделий, генерирующих аэрозоль.
Другой важный эффект процесса гофрирования заключается в том, что гофрирование разрушает структуру и волокна материала, что будет способствовать сжатию листа материала в стержень. В частности, гофрирование удлиняет материал, с помощью которого образован лист, с формированием продольных ослабленных линий предпочтительного складывания. Однако данный эффект ослабления гофрирования на структуре материала может иметь нежелательные эффекты.
Вследствие этого, прикладывание надлежащего давления гофрирования является важным аспектом процесса гофрирования. Хотя слишком низкое давление гофрирования может ослабить положительные эффекты гофрирования, слишком высокое давление может повредить лист материала или снизить его прочность на разрыв, что, в свою очередь, может повысить частоту разрыва и даже может привести к измельчению.
Общий производственный процесс предпочтительно проходит на большой скорости. Однако, чем короче время гофрирования, тем большее давление должно быть приложено для обеспечения надлежащего гофрирования листа материала, что увеличивает риск повреждения листа во время процесса гофрирования.
Полученный гофрированный лист затем складывают в стержни и также предпочтительно обертывают, например, в оберточную бумагу.
Однако, в частности, для PLA–материала в листе, гофрированный лист материала – после складывания – может пытаться вернуться обратно в развернутое состояние, и это может привести к давлению, прикладываемому к обертке, из–за жесткости листа из PLA, тем самым приводя к нажиму на обертку или на клей, залепляющий обертку. Это вероятно может привести к «неожиданному выпиранию» обертки, закрывающей стержень.
Следовательно, существует потребность в устройстве и способе формирования стержня из листа материала, в котором регулируется складывание листа. Кроме того, целесообразно, чтобы нажим и повреждения на возможной обертке вокруг стержня были ограничены.
В первом аспекте настоящее изобретение относится к способу формирования стержня для изделия, генерирующего аэрозоль, из листа материала, при этом способ включает этапы: гофрирования листа материала; разглаживания гофрированного листа материала посредством его принудительного введения в контакт со скользящей кромкой, расположенной в поперечном направлении относительно направления подачи листа материала; придания по существу трубчатой формы разглаженному листу материала; формирования стержня посредством листа материала, которому таким образом придана форма.
Настоящее изобретение подготавливает лист материала, подлежащий сжатию и складыванию из формата листа в формат стержня, с целью осуществления процесса формирования стержня c более эффективным регулированием. Эта «подготовка» происходит предпочтительно после процесса гофрирования для гофрирования листа материала и до фактического сжатия или складывания гофрированного листа в стержень. В способе согласно настоящему изобретению лист предпочтительно вытягивают на большой скорости. Лист, который предпочтительно изготовлен из гибкого материала, затем может иметь свойства, подобные текучести. Лист вводят в контакт, в этом состоянии текучести, со скользящей кромкой, которая «разглаживает» материал. Действительно, лист материала предпочтительно содержит канавки и гребни, сформированные в процессе гофрирования: эти неровности, сформированные канавками и гребнями, растягиваются скользящей кромкой. После растягивания, листу придают цилиндрическую форму. Таким образом, структура материала ослабляется в результате разглаживания. Кроме того, лист материала приобретает трубчатую форму, которая является более компактной, чем плоская форма листа, и поэтому способствует процессу сжатия в стержень гофрированного листа.
В контексте настоящего документа термин «лист» обозначает слоистый элемент, имеющий ширину и длину, по существу большие, чем его толщина. Ширина листа предпочтительно больше чем приблизительно 10 миллиметров, более предпочтительно больше чем приблизительно 20 миллиметров или 30 миллиметров. Еще более предпочтительно ширина листа находится в диапазоне от приблизительно 100 миллиметров до приблизительно 300 миллиметров.
В предпочтительном варианте осуществления лист содержит полимолочную кислоту (PLA). Лист может представлять собой лист материала, содержащего алкалоиды. Лист может представлять собой лист, содержащий гомогенизированный табачный материал.
«Материал, содержащий алкалоиды» представляет собой материал, который содержит один или более алкалоидов. Среди алкалоидов предпочтительным является никотин, который может быть обнаружен в табаке.
Алкалоиды представляют собой группу встречающихся в природе химических соединений, которые в основном содержат атомы азотистых оснований. Данная группа также включает некоторые связанные соединения с нейтральными и даже слабокислыми свойствами. Некоторые синтетические соединения подобной структуры также называют алкалоидами. В дополнение к углероду, водороду и азоту, алкалоиды также могут содержать кислород, серу и, реже, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды получают с помощью большого ряда организмов, в том числе бактерий, грибков, растений и животных. Их можно очищать из неочищенных экстрактов этих организмов с помощью кислотно–щелочной экстракции. Кофеин, никотин, теобромин, атропин, тубокурарин являются примерами алкалоидов.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и литой лист. Способ формирования листов гомогенизированного табачного материала обычно включает этап, на котором табачную пыль и связующее смешивают с образованием пульпы. Затем эту пульпу используют для создания табачного полотна. Например, посредством литья вязкой пульпы на движущуюся металлическую ленту с производством так называемого литого листа. Альтернативно пульпа с низкой вязкостью и высоким содержанием воды может использоваться для получения восстановленного табака в процессе, сходном с производством бумаги.
Листовой материал табака может называться восстановленным листовым материалом и быть образован с использованием сыпучего табака (например, восстановленного табака) или табачной сыпучей смеси, увлажнителя и водного растворителя с образованием табачной композиции. Затем, как правило, осуществляют литье, экструзию, раскатку или прессование этой табачной композиции с образованием листового материала из табачной композиции. Лист табака может быть образован с использованием влажного процесса, в котором используют мелкодисперсные табачные частицы для изготовления материала, подобного бумаге; или процесса литья листа, в котором мелкодисперсные табачные частицы смешивают вместе со связующим материалом и осуществляют литье на движущуюся ленту с образованием листа.
Лист гомогенизированного табачного материала могут затем сматывать в рулоны, которые разматывают для последующей обработки, чтобы, например, стать частью изделия, генерирующего аэрозоль, то есть для включения в субстрат, образующий аэрозоль, изделия, генерирующего аэрозоль. «Нагреваемое без сжигания» изделие, генерирующее аэрозоль, представляет собой курительное изделие, в котором субстрат, образующий аэрозоль, нагревают до сравнительно низкой температуры с целью образования аэрозоля, но предотвращая горение табачного материала. Кроме того, табак, присутствующий в гомогенизированном табачном листе, как правило, представляет собой исключительно табак или содержит большую часть табака, присутствующего в гомогенизированном табачном материале такого «нагреваемого без сжигания» изделия, генерирующего аэрозоль. Это означает, что в основе состава аэрозоля, который генерируется таким «нагреваемым без сжигания» изделием, генерирующим аэрозоль, по существу лежит лишь гомогенизированный табачный материал.
В контексте настоящего документа термин «материал, образующий аэрозоль» обозначает материал, который способен при нагреве высвобождать летучие соединения с генерированием аэрозоля. Табак может классифицироваться как материал, образующий аэрозоль, особенно как лист гомогенизированного табака, содержащий вещество для образования аэрозоля. Субстрат, образующий аэрозоль, может содержать материал, образующий аэрозоль, или состоять из него.
Гомогенизированный табачный лист в целом содержит, в дополнение к табаку, связующее и вещество для образования аэрозоля. С помощью этой композиции может быть получен лист, который является «липким», то есть он приклеивается к смежным объектам, и в то же самое время он является довольно хрупким, имея относительно низкую прочность на разрыв.
В контексте настоящего документа термин «гофрированный» обозначает лист или полотно с несколькими гофрами. Термин «гофрирование» обозначает образование гофрированного листа материала, предпочтительно из по существу плоского листа материала или листа материала, предварительно необработанного, для создания структурированной поверхности.
В контексте настоящего документа термин «величина амплитуды» или «амплитуда» относится к высоте гофра от его вершины до самой глубокой точки самой глубокой, непосредственно смежной впадины.
В контексте настоящего документа термин «гребень» обозначает выступ, имеющий форму холма и образующий кончик, который может иметь либо форму в виде угла, либо закругленную форму. Соответствующий кончик может быть ограничен двумя боковыми поверхностями, по одной на каждой стороне кончика. Гребень или кончик может иметь определенную протяженность.
В контексте настоящего документа термин «гофры» обозначает несколько по существу параллельных гребней, образованных из чередующихся вершин и впадин, соединенных посредством боковых поверхностей гофра. К ним относятся, но без ограничения, гофры, имеющие ромбовидный профиль, синусоидальный волновой профиль, треугольный профиль, пилообразный профиль или любую их комбинацию.
В контексте настоящего документа термин «стержень» обозначает в целом цилиндрический элемент с по существу круглым или овальным поперечным сечением.
В контексте настоящего документа термины «осевой» или «в осевом направлении» относятся к направлению, проходящему вдоль, или параллельно, оси цилиндра стержня.
В контексте настоящего документа термины «собранный» или «собирание» означают, что полотно или лист свернут или иным образом сжат или сужен по существу в поперечном направлении относительно оси цилиндра стержня.
В процессе производства изделий, генерирующих аэрозоль, лист материала может подвергаться процессу гофрирования.
Во время процесса гофрирования лист материала обычно зажимают между двумя вращающимися цилиндрическими валиками, также называемыми «гофрирующими валиками». Эти валики имеют на своих внешних поверхностях взаимодополняющие текстурированные узоры гребней/канавок, которые гофрируют лист. Однако в настоящем изобретении можно использовать любой процесс гофрирования.
В процессе гофрирования образуют гофры на листе материала. В результате гофрирования предпочтительно структура и волокна материала листа разрушаются. Это разрушение предпочтительно способствует сжатию листа материала в стержень. В частности, гофрирование удлиняет материал, с помощью которого изготовлен лист, с формированием продольных ослабленных линий предпочтительного складывания. Эти линии называются гофрами.
После процесса гофрирования, с помощью которого образованы гофры на листе, имеется «этап подготовки» перед сборкой гофрированного листа и формированием стержня из него. Этот этап подготовки включает разглаживание гофрированного листа благодаря контакту листа со скользящей кромкой. Скользящая кромка образована, например, на поверхности, на которой может скользить лист.
Эффект контакта между гофрированным листом и скользящей кромкой заключается в том, что структура материала может быть ослаблена. Гофры при контакте с кромкой «разглаживаются». Это разглаживание раскладывает гофрированный лист, разглаживая гофры, образованные в ходе процесса гофрирования. Таким образом, гофрированные части листа ослаблены.
Кроме того, после этапа разглаживания лист предпочтительно принудительно складывают в цилиндрическую форму. Эта цилиндрическая форма предпочтительно имеет диаметр больший, чем диаметр стержня, в который сжимают лист. Таким образом, осуществляется предварительное сжатие листа, так что лист достигает окончательной формы стержня за несколько этапов. Достигаемый эффект заключается в том, что лист приобретает трубчатую форму перед этапом формирования стержня. Такая трубчатая форма является более компактной, чем плоская форма листа, и она может способствовать процессу сжатия в стержень. Стержень может быть сформирован посредством вытягивания листа в раструб.
Для того, чтобы принудительно придать листу трубчатую форму, может быть использован элемент, имеющий трубчатую поверхность. Лист приводят в контакт с трубчатой поверхностью во время перемещения от устройства для гофрирования к устройству для формирования стержня.
Кроме того, эти дополнительные этапы процесса разглаживания и придания листу цилиндрической или трубчатой формы являются стабильными и могут быть легко воспроизведены, что может способствовать достижению стабильности в сжатии листа в стержень и, таким образом, достижению стабильности также в конечном продукте.
После приведения листа в цилиндрическую или трубчатую форму, лист сжимают с образованием стержня. Стержень может быть использован в качестве компонента изделия, генерирующего аэрозоль.
Предпочтительно этап разглаживания гофрированного листа материала посредством его принудительного введения в контакт со скользящей кромкой, расположенной в поперечном направлении относительно направления подачи листа материала, включает транспортировку гофрированного листа материала и введение его в контакт со скользящей кромкой, так что лист материала по меньшей мере частично раскладывается или растягивается. Преимущественно гофрированный лист материала контактирует со скользящей кромкой, в то время как гофрированный лист материала транспортируется вперед в процессе изготовления.
Предпочтительно скользящая кромка включена в по существу плоскую скользящую поверхность. Преимущественно также по существу плоская скользящая поверхность способствует раскладыванию или растягиванию листа материала до этапа придания по существу трубчатой формы сжатому листу материала. По существу плоская поверхность поддерживает растягивание, которое было достигнуто на скользящей кромке.
Предпочтительно по существу плоская скользящая поверхность представляет собой текстурированную поверхность. Преимущественно текстурированная поверхность уменьшает трение между самой по существу плоской скользящей поверхностью и листом материала. Предпочтительно по существу плоская скользящая поверхность содержит пластину, имеющую углубления, так что между листом материала и пластиной имеются воздушные зазоры.
Предпочтительно, на этапе разглаживания гофрированного листа материала посредством его принудительного введения в контакт со скользящей кромкой, расположенной в поперечном направлении относительно направления подачи листа материала, лист материала натягивают. Преимущественно разглаживание гофрированного листа материала осуществляют посредством принудительного скользящего контакта между листом материала и скользящей кромкой, при этом лист материала поддерживается в натянутом состоянии.
Предпочтительно этап придания по существу трубчатой формы разглаженному листу материала включает складывание разглаженного листа материала в по существу цилиндрическую поверхность. Преимущественно контакт листа материала с по существу цилиндрической поверхностью эффективно придает по существу трубчатую форму разглаженному листу материала.
Предпочтительно по существу цилиндрическая поверхность соединена с по существу плоской скользящей поверхностью. Преимущественно по существу цилиндрическая поверхность и по существу плоская скользящая поверхность могут быть сформированы в виде одного элемента, так что этапы разглаживания гофрированного листа материала посредством его принудительного введения в контакт со скользящей кромкой и придания по существу трубчатой формы разглаженному листу материала выполняют в чрезвычайно компактном пространстве.
Предпочтительно этап формирования стержня посредством листа материала, которому таким образом придана форма, включает вставку листа материала в раструб с формированием стержня. Преимущественно листовой материал сжимают и складывают в раструб с формированием стержня.
Во втором аспекте настоящее изобретение относится к устройству для формирования стержня для изделия, генерирующего аэрозоль, из листа материала, при этом устройство содержит: гофрирующее приспособление для гофрирования листа материала; участок в виде раструба для формирования стержня; скользящую кромку, расположенную в поперечном направлении относительно направления подачи листа материала, причем скользящая кромка расположена между гофрирующим приспособлением и участком в виде раструба, так что гофрированный лист материала контактирует со скользящей кромкой перед вхождением в участок в виде раструба; и трубчатую поверхность, расположенную дальше по ходу потока относительно скользящей кромки в направлении подачи для складывания листа в цилиндрическую форму.
Преимущественно устройство согласно настоящему изобретению подходит для выполнения способа согласно настоящему изобретению с преимуществами, упомянутыми выше. Это устройство также является чрезвычайно компактным.
Предпочтительно трубчатая поверхность представляет собой цилиндрическую поверхность.
В частности, устройство согласно настоящему изобретению преимущественно содержит скользящую кромку, которая резко изгибает и раскладывает или растягивает лист материала перед его вхождением в участок в виде раструба. Сгибание и раскладывание или растягивание листа материала преимущественно способствует повышению эффекта ослабления процесса гофрирования на листе материала.
Предпочтительно устройство согласно настоящему изобретению содержит по существу плоскую скользящую поверхность, содержащую скользящую кромку. Преимущественно по существу плоская скользящая поверхность способствует раскладыванию или растягиванию листа материала перед его вхождением в участок в виде раструба.
Предпочтительно по существу плоская скользящая поверхность представляет собой текстурированную поверхность. Преимущественно текстурированная поверхность уменьшает трение между самой по существу плоской скользящей поверхностью и листом материала. Другими словами, по существу плоская скользящая поверхность может содержать пластину, имеющую углубления, так что между листом материала и пластиной имеются воздушные зазоры.
Предпочтительно по существу плоская скользящая поверхность образует угол в диапазоне от приблизительно 10° до приблизительно 70° относительно направления подачи. Более предпочтительно угол находится в диапазоне от приблизительно 20° до приблизительно 60°, и еще более предпочтительно он находится в диапазоне от приблизительно 30° до приблизительно 50°. Предпочтительно направление подачи представляет собой горизонтальное направление.
Преимущественно было обнаружено, что такие углы могут обеспечить возможность удобного скользящего контакта с листом материала для обеспечения хорошего раскладывания или растягивания самого листа.
Предпочтительно по существу цилиндрическая поверхность соединена с по существу плоской скользящей поверхностью. Преимущественно по существу цилиндрическая поверхность и по существу плоская скользящая поверхность могут быть сформированы в виде одного элемента, так что устройство является чрезвычайно компактным.
Предпочтительно гофрирующее приспособление содержит гофрирующие валики.
Лист материала, упомянутый выше со ссылкой на первый и второй аспекты настоящего изобретения, предпочтительно представляет собой полимерный лист или лист материала, содержащий алкалоиды.
Более предпочтительно лист материала имеет толщину в диапазоне от приблизительно 0,2 миллиметра до приблизительно 1,0 миллиметра. Предпочтительно толщина листа материала находится в диапазоне от приблизительно 0,3 миллиметра до приблизительно 0,6 миллиметра.
Другие преимущества настоящего изобретения станут очевидны из его подробного описания с неограничивающей ссылкой на прилагаемые графические материалы:
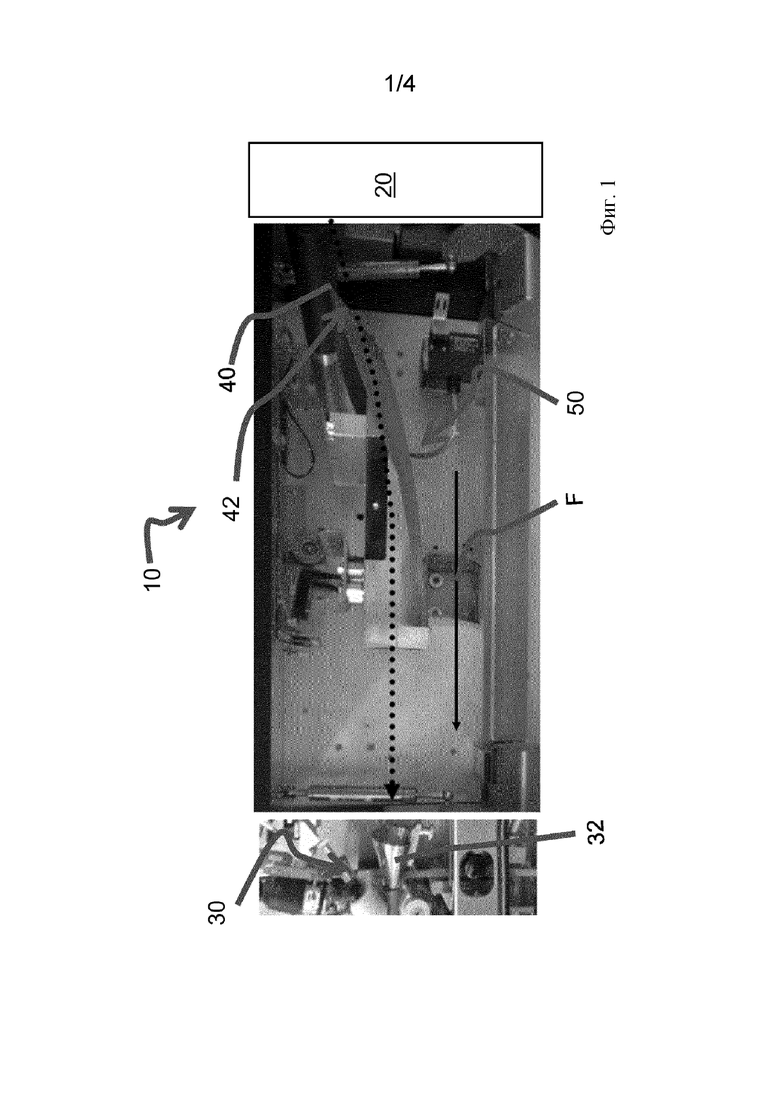
на фиг. 1 показан схематический вид сбоку устройства согласно настоящему изобретению для формирования стержня для изделия, генерирующего аэрозоль, из листа материала;
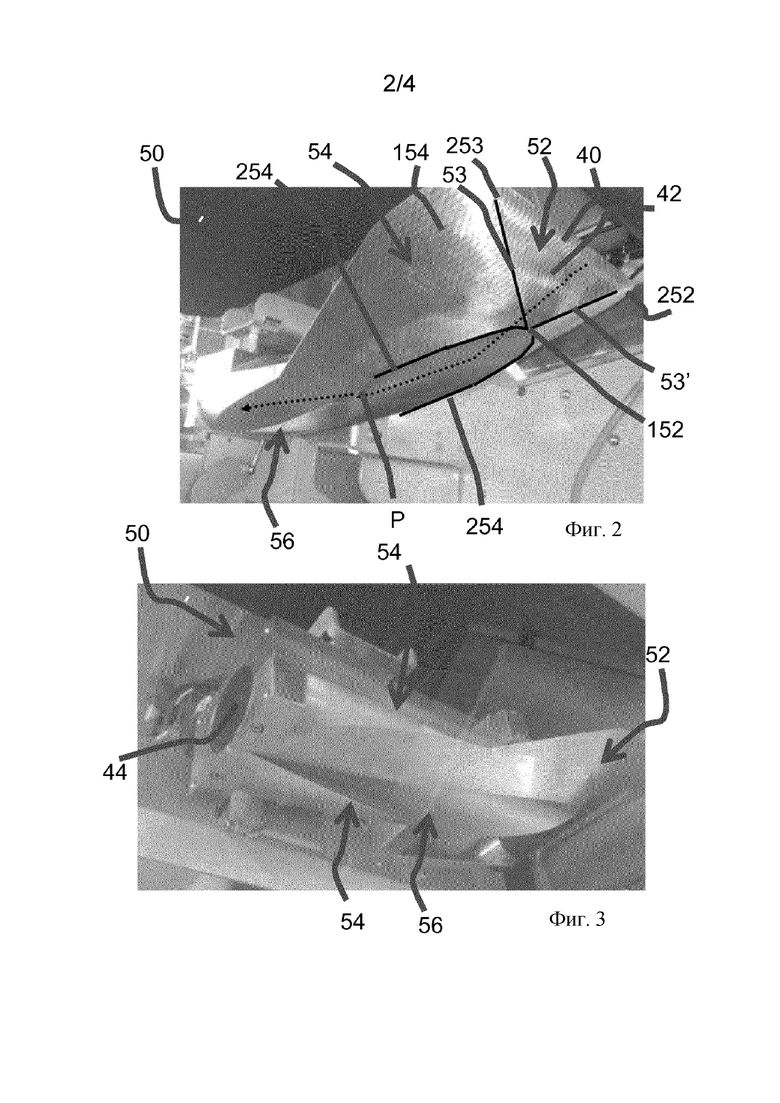
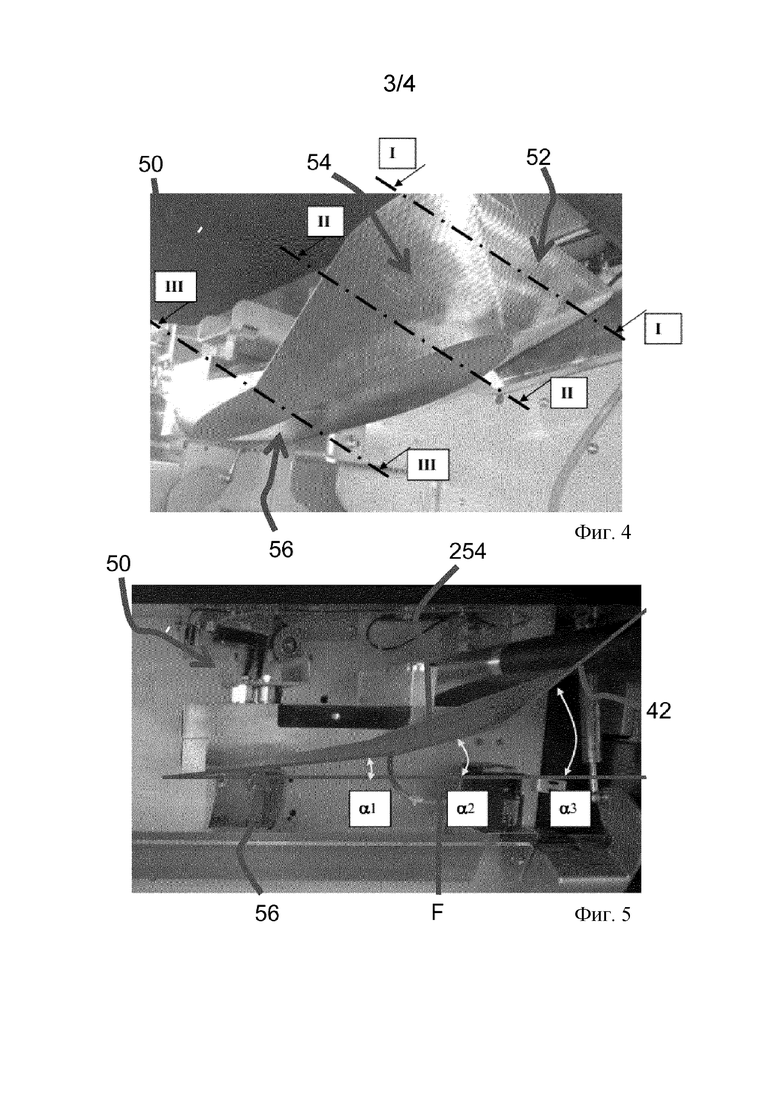
на фиг. 2–4 показаны схематические виды в перспективе участка устройства по фиг. 1;
на фиг. 5 показан схематический вид сбоку участка устройства по фиг. 2–4; и
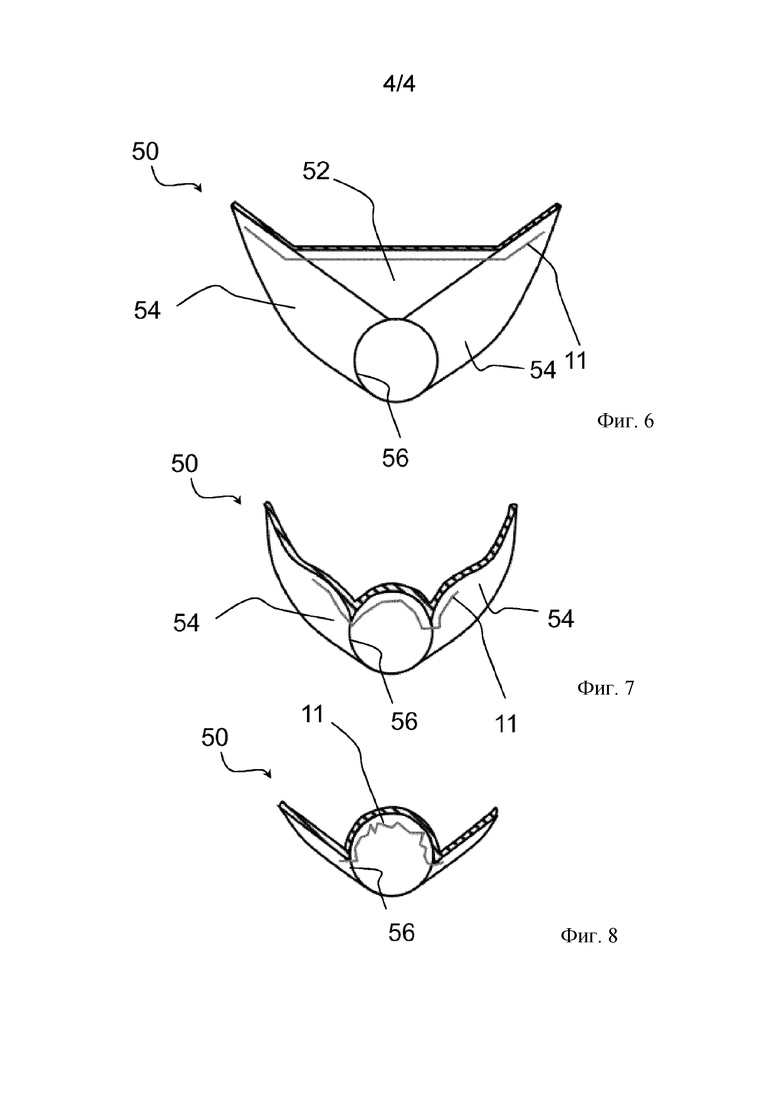
на фиг. 6–8 показаны схематичные поперечные сечения участка устройства по фиг. 4, выполненные в плоскостях, обозначенных I–I, II–II, III–III на фиг. 4, соответственно.
Согласно фигурам, устройство в соответствии с настоящим изобретением представлено и обозначено ссылочной позицией 10, при этом устройство 10 подходит для формирования стержня (не показан на фигурах) для изделия, генерирующего аэрозоль (также не показано) из листа 11 материала (схематически изображенного кривой линией на фиг. 6–8).
Предпочтительно лист 11 материала представляет собой полимерный лист, изготовленный из PLA. Предпочтительно лист материала имеет толщину в диапазоне от приблизительно 0,3 миллиметра до приблизительно 0,6 миллиметра.
Согласно фиг. 1 устройство 10 содержит гофрирующее приспособление 20 для гофрирования листа 11 материала и участок 30 в виде раструба для формирования стержня. Гофрирующее приспособление 20 и участок 30 в виде раструба известны из уровня техники и не описаны более подробно ниже. Гофрирующее приспособление 20 содержит гофрирующие валики (не показаны на фигурах) и участок 30 в виде раструба содержит раструб 32, в котором лист 11 сжимают в стержень.
Лист материала транспортируют вдоль направления F подачи и сначала его гофрируют в гофрирующем приспособлении 20, затем обрабатывают, как подробно описано ниже, и затем вводят в участок 30 в виде раструба, где его сжимают или складывают в стержень. После прохождения через гофрирующее приспособление 20, лист 11 содержит несколько гофров (не изображены на графических материалах), обычно предусматривающие структуру из гребней/канавок. Эти гофры по существу представляют собой складки в листе.
Устройство 10 также содержит приспособление 50, имеющее скользящую кромку 40. Приспособление 50 расположено между гофрирующим приспособлением 20 и участком 30 в виде раструба, так что гофрированный лист 11 материала, выходящий из гофрирующего приспособления 20 в участок 30 в виде раструба, контактирует со скользящей кромкой 40 перед входом в участок 30 в виде раструба.
Скользящая кромка 40 расположена в поперечном направлении относительно направления F подачи листа 11 материала. На фиг. 1 лист 11 материала перемещается справа налево в соответствии с направлением стрелки, представляющей направление F подачи.
Приспособление 50 содержит по существу плоскую скользящую поверхность 42, содержащую скользящую кромку 40. Предпочтительно по существу плоская скользящая поверхность 42 представляет собой текстурированную поверхность.
Как показано на фиг. 5, по существу плоская скользящая поверхность 42 образует угол α3 относительно направления F подачи. Предпочтительно угол α3 находится в диапазоне от приблизительно 10° до приблизительно 70°, более предпочтительно находится в диапазоне от приблизительно 20° до приблизительно 60° и еще более предпочтительно находится в диапазоне от приблизительно 30° до приблизительно 50°. Предпочтительно направление подачи представляет собой горизонтальное направление.
Кроме того, приспособление 50 содержит по существу цилиндрическую поверхность 44, которая предусмотрена между скользящей кромкой 40 и участком 30 в виде раструба. По существу цилиндрическая поверхность 44 предусмотрена для придания листу 11 материала по существу трубчатой формы перед его вхождением в участок 30 в виде раструба. Раструб 32 и по существу цилиндрическая поверхность 44 являются по существу соосными, так что лист 11 материала может быть легко вставлен в раструб 32.
По существу цилиндрическая поверхность 44 соединена с по существу плоской скользящей поверхностью 42, и предпочтительно две поверхности 42, 44 образованы в виде одной детали. Предпочтительно эти две поверхности представляют собой поверхности цельной детали.
Приспособление 50, содержащее скользящую кромку и скользящую поверхность, содержит корпус, содержащий переднюю часть 52, две боковые части 54 и внутреннюю часть 56, которые лучше видны на фиг. 3. Корпус имеет продольную ось, которая соответствует направлению F подачи, и он предпочтительно является по существу симметричным относительно направления подачи. Предпочтительно продольная ось корпуса приспособления 50 является горизонтальной. Предпочтительно корпус представляет собой цельный корпус, так что передняя, боковые и внутренняя части 52, 54, 56 являются участками одного и того же корпуса, соединенными между собой.
В следующем описании лист 11 материала перемещается вдоль горизонтального направления F подачи.
Передняя часть 52 приспособления 50 представляет собой часть, которая является ближайшей к гофрирующему приспособлению 20, из которого поступает поступающий лист 11.
Передняя часть 52 расположена над поступающим листом 11. Другими словами, над листом 11 находится расположенная раньше по ходу потока часть приспособления 50.
Передняя часть 52 содержит по существу плоскую скользящую поверхность 42, которая является по существу плоской и образует угол α3 относительно горизонтальной плоскости поступающего листа 11 или относительно направления F подачи.
В предпочтительном варианте осуществления, показанном на фигурах (в частности, см. фиг. 2), плоская скользящая поверхность 42 по существу имеет треугольную форму, содержащую три вершины 152, 252, 253. Одна 152 из вершин находится в нижней области передней части 52, а две другие вершины 252, 253 находятся в верхней области передней части 52, которая представляет собой контактную область, где лист 11 начинает контактировать с приспособлением 50. Две вершины 252, 253 по существу расположены на одной и той же высоте, и между ними определяется скользящая кромка 40. Таким образом, одна сторона треугольной формы скользящей поверхности представляет собой скользящую кромку 40. Другие две стороны 53, 53’ определены кромками, соединяющими вершины 152 и 252, а также вершины 152 и 253.
Передняя часть 52 расположена над листом 11, т. е. лист 11 контактирует и проходит под передней частью 52.
Две боковые части 54 имеют одинаковую форму, при этом одна является симметричной относительно другой в соответствии с вертикальной плоскостью, проходящей через направление F подачи листа 11. Две боковые части проходят на противоположных сторонах поверхности передней части для участка вдоль направления F подачи и расположены на двух сторонах внутренней части 56 для дополнительного участка вдоль направления F подачи. Две боковые части 54 удерживают лист сходящимся в направлении внутренней части 56.
Боковые части 54 проходят вдоль продольной оси приспособления 50. Каждая боковая часть 54 содержит изогнутую поверхность 154. Две изогнутые поверхности стыкуются друг с другом в их самой удаленной точке от контактной области передней части 52. Изогнутые поверхности наклонены относительно как горизонтальной плоскости, параллельной направлению подачи, так и вертикальной плоскости. Две изогнутые поверхности образуют сходящийся элемент для листа в направлении внутренней части. Две изогнутые поверхности соединены с передней частью 52, и, в частности, каждая из них проходит от одной из двух сторон 53, 53’ треугольной формы, определенной передней частью 52. Каждая изогнутая поверхность 154 затем проходит вдоль направления F подачи в направлении участка 30 в виде раструба, и на своей протяженности изогнутая поверхность «поворачивается», так что она становится все более и более горизонтальной.
На боковом сечении, выполненном вдоль плоскости, параллельной направлению подачи, каждая боковая часть 54 определяет нижнюю кривую 254. Нижняя кривая 254 определена как самая нижняя кривая, полученная в разрезе боковой части, образованной вертикальной плоскостью. Как показано на фиг. 2 и 5, нижняя кривая 254 каждой боковой части 54 представляет собой по существу вертикальную монотонно убывающую функцию вдоль направления F подачи листа 11, убывающую от заданной вертикальной высоты вдоль ее протяженности.
Внутренняя часть 56 содержит участок горизонтальной трубчатой поверхности, имеющей продольную ось, параллельную направлению F подачи листа 11. По существу цилиндрическая поверхность 44 образована в этой горизонтальной трубчатой поверхности.
Внутренняя часть 56, таким образом, содержит поверхность, которая имеет форму участка внутренней поверхности горизонтальной трубки, которая разрезана плоскостью, образующей угол в диапазоне от приблизительно 10° до приблизительно 70° относительно направления F подачи листа F, например, относительно горизонтальной плоскости. Следовательно, внутренняя часть в начале своей протяженности содержит небольшой участок цилиндрической поверхности, и на своем конце она содержит всю замкнутую цилиндрическую поверхность. От ее начала как участка цилиндрической поверхности до ее замыкания, внутренняя часть соединена с боковыми частями на своих двух сторонах. Следовательно, лист 11, который входит в контакт с внутренней частью, исходящей от передней части, находится в контакте с внутренней вогнутой поверхностью, образованной участком цилиндрической поверхности, и двумя выпуклыми поверхностями, образованными двумя изогнутыми поверхностями; каждая из выпуклых поверхностей проходит со стороны вогнутого участка цилиндрической поверхности. Изогнутые выпуклые поверхности образуют «боковые крылышки» относительно участка цилиндрической поверхности и «проталкивают» лист в направлении последнего.
Горизонтальная трубка (разрезанная плоскостью), образованная во внутренней части, имеет диаметр, который по существу равен вертикальному убыванию нижней кривой 254 поверхности 54 боковой части, то есть диаметр горизонтальной трубки предпочтительно равен разности вертикальных ординат нижней кривой 254 в начале корпуса 50 и в конце корпуса 50.
Входная зона участка горизонтальной трубки – где поступающий лист 11 стыкуется с участком горизонтальной трубки – касается нижней области передней части 52.
Нижняя область участка горизонтальной трубки касается самых нижних областей боковых частей 54 приспособления 50.
В предпочтительном варианте осуществления, показанном на фигурах (в частности, см. фиг. 2), приспособление 50 определяет другие кромки, в дополнение к скользящей кромке 40. В частности, существуют две заостренные кромки, которые представляют собой две нижние кривые 254, между боковыми частями 54 и участком горизонтальной трубки внутренней части 56. Также между передней частью 52 и боковыми частями 54 образованы две кромки 53, 53’. Эти две кромки представляют собой стороны передней части треугольной формы.
В частности, на фиг. 2 приспособление 50 показано снизу и могут быть видны кромки 53, 53’, 254. Эти кромки 53, 254 растягивают лист 11, путь которого обозначен пунктирной стрелкой P.
Описанная форма приспособления 50 оказывает различные эффекты на текучесть листа 11, который протягивается в приспособление 50 посредством всей машины, в которой обрабатывают лист 11.
При запуске все устройство 10 протягивает на большой скорости лист 11 через гофрирующее приспособление, так что в листе 11 образуются гофры. Затем лист проходит через приспособление 50. Лист 11 изготовлен из гибкого материала, так что он имеет свойства, подобные текучести при прохождении внутрь приспособления 50.
Первый эффект заключается в том, что структура материала, образующего лист, ослабляется. Лист 11 разглаживают относительно скользящей кромки 40. Скользящая кромка 40 раскладывает гофры на гофрированном листе 11, ослабляя, таким образом, гофрированные участки листа 11, когда лист дополнительно протягивают вдоль кромок 254 между боковыми частями 54 и горизонтальной трубкой внутренней части 56.
Второй эффект заключается в том, что лист 11 растягивается, когда он стыкуется с передней частью 52 и боковыми частями 54. Такое вытягивание, при выполнении после гофрирования, растягивает структуру материала, формирующего лист 11, который имеет, после гофрирования, форму гребней/канавок (или гофрированную форму). Это растягивание «сглаживает» форму гребней/канавок и поэтому помогает дополнительно разрушать структуру материала, формирующего лист. Это дополнительное ослабление материала, формирующего лист, осуществляют без необходимости в увеличении давления или глубины гофрирования и, следовательно, без соответствующих побочных эффектов в результате такого увеличения давления, которые могут повредить или измельчить материал, формирующий лист.
Третий эффект заключается в том, что лист 11 приобретает трубчатую форму внутри приспособления 50. Такая трубчатая форма является более компактной, чем плоская форма листа, и поэтому она способствует процессу сжатия в стержень, и является устойчивой, что способствует достижению стабильности в сжатии листа 11 и, следовательно, в конечном продукте.
Поверхность приспособления 50, контактирующая с листовым материалом, предпочтительно имеет текстурированную поверхность, которая уменьшает трение между приспособлением 50 и листовым материалом.
На фиг. 5 показан нижний профиль приспособления 50, соответствующий нижней кривой 254 для средней части, где проходят боковые части. Три разные секции нижнего профиля приспособления 50 являются по существу прямолинейными и лежат под тремя соответствующими разными углами α1, α2 и α3 относительно направления F подачи. Угол α3 был описан выше, тогда как угол α2 предпочтительно находится в диапазоне от приблизительно 5° до приблизительно 30°, и угол α1 предпочтительно находится в диапазоне от приблизительно 10° до приблизительно 20°.
Лист 11 материала сначала проходит по секции, имеющей угол α3, затем по секции, имеющей угол α2, и, наконец, по секции, имеющей угол α1.
Углы α2 и α3, образованные приспособлением 50, могут обеспечивать постепенное перемещение и эффективное растягивание, в то время как угол α1 является предпочтительно относительно небольшим для того, чтобы избежать повреждения листа в то время, когда лист 11 входит в участок внутренней части 56, которая образует замкнутую цилиндрическую поверхность.
На фиг. 6–8 показаны три поперечных сечения приспособления 50, выполненные в плоскостях, обозначенных I–I, II–II, III–III на фиг. 4, соответственно. Плоскость I–I расположена в вышеупомянутой секции, имеющей угол α3, плоскость II–II расположена в вышеупомянутой секции, имеющей угол α2, и плоскость III–III расположена в вышеупомянутой секции, имеющей угол α1.
На фиг. 6–8 также показан лист 11 материала, который разглаживают на передней части 52 (фиг. 6), а затем он входит во внутреннюю часть 56, при этом постепенно приобретает по существу трубчатую форму (фиг. 7 и 8).
При эксплуатации устройство 10 выполняет следующий способ формирования стержня для изделия, генерирующего аэрозоль, из листа 11 материала, при этом способ включает этапы: гофрирования листа 11 материала; разглаживания гофрированного листа 11 материала посредством его принудительного введения в контакт со скользящей кромкой 40, расположенной в поперечном направлении относительно направления F подачи листа 11 материала; придания по существу трубчатой формы разглаженному листу 11 материала; и формирования стержня посредством листа 11 материала, которому таким образом придана форма.
Этап разглаживания листа включает транспортировку гофрированного листа 11 материала и введение его в контакт со скользящей кромкой 40, так что лист 11 материала по меньшей мере частично раскладывается и/или растягивается.
На этапе разглаживания листа лист 11 материала натягивают.
Этап придания листу трубчатой формы включает складывание разглаженного листа 11 материала в по существу цилиндрическую поверхность 44 приспособления 50.
Этап формирования стержня включает вставку листа 11 материала в раструб 32 с формированием стержня.
Другими словами, устройство 10 содержит заплечик (содержащий скользящую кромку 40), придающий предварительную форму, который расположен поперечно направлению перемещения листа (направление F подачи) и который расположен между гофрирующим приспособлением 20 и участком 30 в виде раструба устройства 10, так что гофрированный лист 11 под натяжением скользит по заплечику, придающему предварительную форму, перед входом в участок 30 в виде раструба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СГИБАНИЯ ПОЛОТНА МАТЕРИАЛА | 2019 |
|
RU2776285C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2757892C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ТАБАЧНОГО МАТЕРИАЛА | 2018 |
|
RU2753685C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РИФЛЕНОГО ПОЛОТНА | 2020 |
|
RU2820236C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2765704C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2763209C2 |
| НАГРЕВАЕМЫЕ ГЕНЕРИРУЮЩИЕ АЭРОЗОЛЬ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ УСОВЕРШЕНСТВОВАННЫЕ СТЕРЖНИ | 2014 |
|
RU2672029C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ЛИСТА | 2020 |
|
RU2812695C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СКЛАДЫВАНИЯ ЛИСТА МАТЕРИАЛА В СТЕРЖЕНЬ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2018 |
|
RU2765707C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2757894C2 |
Настоящее изобретение относится к способу формирования стержня для изделия, генерирующего аэрозоль, из листа материала, при этом способ включает этапы: гофрирования листа материала; разглаживания гофрированного листа материала посредством его принудительного введения в контакт со скользящей кромкой, расположенной в поперечном направлении относительно направления подачи листа материала; придания трубчатой формы разглаженному листу материала; и формирования стержня посредством листа материала, которому таким образом придана форма. Настоящее изобретение также относится к устройству для формирования стержня для изделия, генерирующего аэрозоль, из листа материала. 2 н. и 11 з.п. ф-лы, 8 ил.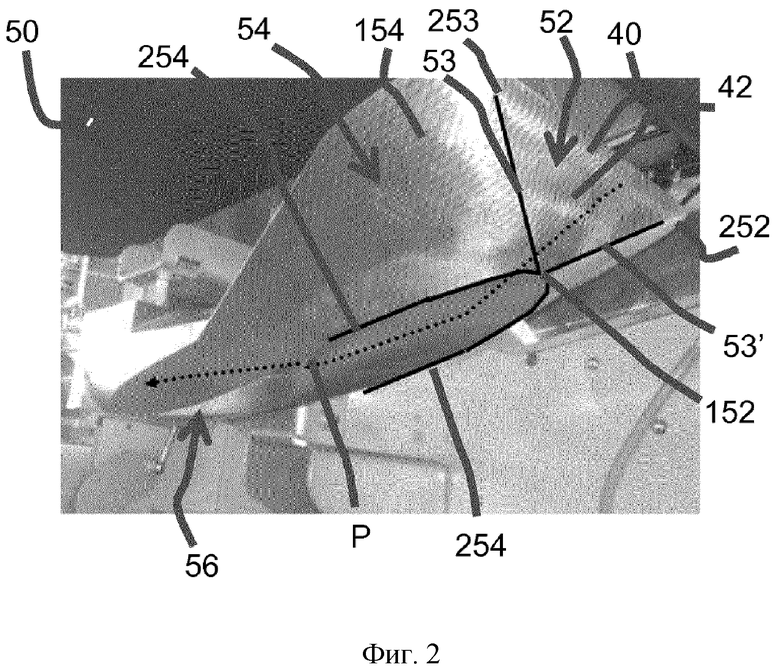
1. Способ формирования стержня для изделия, генерирующего аэрозоль, из листа материала, включающий этапы:
гофрирования листа материала;
разглаживания гофрированного листа материала посредством его принудительного введения в контакт со скользящей кромкой, расположенной в поперечном направлении относительно направления подачи листа материала, в том числе транспортировки гофрированного листа материала и введения его в контакт со скользящей кромкой, так что лист материала по меньшей мере частично раскладывается или растягивается;
придания трубчатой формы разглаженному листу материала; и
формирования стержня посредством листа материала, которому таким образом придана форма.
2. Способ по п.1, в котором скользящая кромка содержится в плоской скользящей поверхности.
3. Способ по п.2, в котором плоская скользящая поверхность представляет собой текстурированную поверхность.
4. Способ по любому из предыдущих пунктов, в котором на этапе разглаживания гофрированного листа материала посредством его принудительного введения в контакт со скользящей кромкой, расположенной в поперечном направлении относительно направления подачи листа материала, лист материала натягивают.
5. Способ по любому из предыдущих пунктов, в котором этап придания трубчатой формы разглаженному листу материала включает складывание разглаженного листа материала относительно цилиндрической поверхности.
6. Способ по п.5, в котором цилиндрическая поверхность соединена с плоской скользящей поверхностью.
7. Способ по любому из предыдущих пунктов, в котором этап формирования стержня посредством листа материала, которому таким образом придана форма, включает вставку листа материала в раструб с формированием стержня.
8. Способ по любому из предыдущих пунктов, в котором лист материала представляет собой полимерный лист или лист материала, содержащий алкалоиды.
9. Способ по любому из предыдущих пунктов, в котором лист материала имеет толщину в диапазоне от 0,2 миллиметра до 1,0 миллиметра.
10. Устройство для формирования стержня для изделия, генерирующего аэрозоль, из листа материала, содержащее:
гофрирующее приспособление для гофрирования листа материала;
участок в виде раструба для формирования стержня;
плоскую скользящую поверхность, содержащую скользящую кромку, расположенную в поперечном направлении относительно направления подачи листа материала, при этом скользящая кромка расположена между гофрирующим приспособлением и участком в виде раструба, так что гофрированный лист материала контактирует со скользящей кромкой перед входом в участок в виде раструба, при этом плоская скользящая поверхность образует угол в диапазоне от 10° до 70° относительно направления подачи; и
трубчатую поверхность, расположенную дальше по ходу потока относительно скользящей кромки в направлении подачи для складывания листа в цилиндрическую форму.
11. Устройство по п.10, в котором плоская скользящая поверхность представляет собой текстурированную поверхность.
12. Устройство по п.10 или 11, в котором цилиндрическая поверхность соединена с плоской скользящей поверхностью.
13. Устройство по любому из пп.10–12, в котором гофрирующее приспособление содержит гофрирующие валики.
| WO 2016097016 A1, 23.06.2016 | |||
| Двупреломляющая призма переменного угла двоения | 1979 |
|
SU879537A1 |
| WO 2016042100 A1, 24.03.2016 | |||
| EP 2854570 B1, 27.07.2016 | |||
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ФИЛЬТРОВ | 2010 |
|
RU2560354C2 |
| СПОСОБ И ОБОРУДОВАНИЕ С РЕЛЬЕФНЫМ БАРАБАНОМ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2561973C1 |

