Настоящее изобретение касается способа изготовления массивной детали, такой, например, как металлический усилительный элемент лопатки турбомашины.
В частности, изобретение касается способа изготовления металлического усилительного элемента передней кромки лопатки турбомашины.
Изобретение относится к области турбомашин и, в частности, области лопаток вентилятора из композитного или металлического материала, турбомашины, передняя кромка которых содержит металлический структурный усилительный элемент.
Однако изобретение применимо также к изготовлению металлического усилительного элемента, предназначенного для усиления передней кромки или задней кромки лопатки любого типа турбомашины, наземной или авиационной, и, в частности, турбинного двигателя вертолета или турбореактивного двигателя самолета, а также к винтам, таким как сдвоенные винты противовращения без обтекателей (на англ.яз. «open rotor» - открытый ротор).
Изобретение применимо также к изготовлению любых массивных деталей геометрически сложной формы.
Напомним, что передняя кромка соответствует передней части аэродинамического профиля, которая встречается с потоком воздуха и которая разделяет поток воздуха на поток воздуха по внутренней поверхности и поток воздуха по спинке. Задняя кромка соответствует задней части аэродинамического профиля, где встречаются внутренний и внешний потоки.
Лопатки турбомашины, и, в частности, лопатки вентилятора, испытывают значительные механические напряжения, связанные, в частности, со скоростью вращения, и должны удовлетворять точным условиям веса и габаритных размеров. Вследствие этого, используют лопатки из композитных материалов, которые являются более легкими и которые обладают лучшей теплостойкостью.
Известно выполнение лопаток вентилятора турбомашины из композитных материалов, снабженных металлическим структурным усилительным элементом, простирающимся по всей высоте лопатки и за ее передней кромкой, как упомянуто в документе ЕР1908919. Такой усилительный элемент позволяет защитить композитное лопаточное колесо при попадании инородного тела в вентилятор, такого, например, как птица, град либо также щебень.
В частности, металлический структурный усилительный элемент защищает переднюю кромку композитной лопатки при исключении рисков расслоения, разрыва нитей, либо также неисправности, вызванной расслоением волокно/основа.
Классическим образом, лопатка турбомашины включает аэродинамическую поверхность, простирающуюся в первом направлении между передней кромкой и задней кромкой, и во втором направлении, по существу, перпендикулярном первому направлению, между ножкой и вершиной лопатки. Металлический структурный усилительный элемент охватывает форму передней кромки аэродинамической поверхности лопатки и простирается в первом направлении за переднюю кромку аэродинамической поверхности лопатки для охвата профиля внутренней поверхности и спинки лопатки, и во втором направлении - между ножкой и вершиной лопатки.
Известным образом металлический структурный усилительный элемент является металлической деталью из титана, выполненной полностью путем фрезеровки из одного блока материала.
Однако металлический усилительный элемент передней кромки лопатки является сложной в изготовлении деталью, требующей многочисленных повторяющихся операций и сложных инструментов и имеющей значительную стоимость изготовления.
Известно изготовление массивных деталей и, в частности, металлических усилительных элементов лопаток турбомашины из волокнистой металлической объемной структуры путем тканья металлических нитей и способа изостатического прессования в горячем состоянии в оборудовании, вызывающем спекание металлических нитей металлической волокнистой структуры для получения массивной детали; этот способ описан в заявке на патент FR20080058996.
Классически тканье волокнистой структуры выполнено с помощью тканья металлических нитей основы и уточных нитей, при этом диаметр нитей составляет порядка нескольких десятых долей миллиметра, обычно от 0,05 мм до 0,3 мм.
Тканье волокнистой структуры становится сложным и трудным и даже трудно реализуемым, если необходимо изготовить более толстую металлическую волокнистую структуру с более значительным диаметром металлических нитей, обычно диаметром, превышающим 0,4 мм.
Действительно, становится трудно обеспечить достаточную деформацию нитей основы и утка для обеспечения тканья нитей, в частности, из титана, диаметром, превышающим 0,4 мм.
Решение для уменьшения жесткости нитей заключается в осуществлении термической обработки нитей для уменьшения их жесткости. Однако, эта термическая обработка в присутствии кислорода неприемлема для нитей из титана, так как она вызывает окисление титановых нитей, что ухудшает качество детали, изготовленной путем изостатического прессования в горячем состоянии.
Для исключения этого недостатка решение заключается в осуществлении термической обработки в вакууме, то есть при отсутствии кислорода. Это решение позволяет избавиться от проблемы окисления титана, но, однако, оно приводит к трудностям осуществления и технического обслуживания, так как все операции должны проводиться в вакууме.
Наконец, использование нитей малых диаметров (то есть меньших 0,4 мм) требует изготовления многочисленных волокнистых структур (малой толщины) путем тканья, затем наложения одних на другие для получения достаточной толщины для изготовления детали путем уплотнения в горячем состоянии. Чем более массивна деталь, тем большее количество волокнистых структур будет необходимо для изготовления детали, что, следовательно, увеличивает количество операций и стоимость изготовления такой детали.
Задачей изобретения является решение упомянутых выше проблем и разработка способа, позволяющего изготовить массивные детали сложной формы толщиной в несколько миллиметров быстро и просто, упрощая совокупность этапов технологического процесса изготовления и уменьшая стоимость изготовления такой детали.
Для решения этой задачи предлагается способ изготовления массивной детали, последовательно включающий:
- этап тканья объемной волокнистой структуры путем тканья, причем упомянутое тканье осуществляется из металлических прядей, образованных множеством скрученных между собой одиночных металлических нитей вокруг продольной оси пряди;
- этап изостатического прессования в горячем состоянии упомянутой волокнистой структуры, вызывающего спекание металлических прядей упомянутой волокнистой структуры для получения массивной детали.
Под металлической прядью понимают совокупность металлических нитей, скрученных между собой для образования металлического шнура.
Под массивной деталью понимают моноблочную деталь, не содержащую полых частей и без присоединенных частей.
Благодаря изобретению можно изготовить массивную деталь сложной формы, такую как усилительный элемент лопатки турбомашины, который является скрученной и изогнутой деталью, простым и быстрым способом тканья волокнистой структуры, образующей предварительную форму металлического усилительного элемента, и способом прессования или изостатического уплотнения в горячем состоянии (HIP - Hot Isostatic Pressing - на англ. яз.), позволяющим получить плотную беспористую деталь путем комбинации пластической деформации, текучести и диффузионной сварки.
Благодаря способу по изобретению волокнистая структура является упругой структурой, легко деформируемой вручную. Волокнистая структура может быть также пластически деформирована вручную, например, сгибанием, что позволяет придать форму вручную в холодном состоянии (т.е. при температуре окружающей среды) волокнистой структуре в процессе ее установки в оборудовании.
Деформация волокнистой структуры вручную в холодном состоянии позволяет исключить тепловую деформацию под действием источника окисления в кислородной среде титановых прядей, а также манипуляции любой сложности и техническое обслуживание титановой детали в процессе тепловой деформации в вакууме.
Тканье волокнистой структуры в виде гибких связей позволяет также избавиться от проблем значительной упругой деформации, связанных с жесткостью нитей на основе титана диаметром, превышающим 0,4 мм.
Так, деформация упругой волокнистой структуры осуществляется без использования фальцевального аппарата, без необходимости использования ковки в холодном и/или горячем состоянии с оборудованием, чтобы придать соответствующий угол волокнистой структуре.
Такой способ изготовления позволяет осуществить выполнение сложных деталей путем изготовления предварительных форм, вытканных их металлических прядей при уменьшении стоимости изготовления, в частности, путем уменьшения количества операций, необходимых для изготовления одной такой детали.
Способ изготовления массивной детали по изобретению может также отвечать одной или нескольким приведенным ниже характеристикам, рассматриваемым в отдельности или во всех технически возможных комбинациях:
- упомянутый этап тканья осуществляют из металлических прядей, образованных множеством металлических нитей, при этом диаметр каждой нити меньше 0,1 мм;
- упомянутый этап тканья осуществляют из металлических прядей диаметром, равным или превышающим 0,5 мм;
- упомянутый этап тканья осуществляют из металлических прядей диаметром, равным или превышающим 1 мм;
- упомянутый этап тканья осуществляют из металлических прядей, образованных множеством металлических титановых нитей или множеством металлических нитей из различных материалов;
- упомянутый этап тканья осуществляют из металлических прядей, образованных множеством металлических нитей различных диаметров;
- предварительно перед этапом изостатического прессования в горячем состоянии способ включает этап укладки в форму упомянутой волокнистой структуры, при этом укладка в форму осуществляется вручную;
- упомянутая укладка в форму упомянутой волокнистой структуры осуществляется в процессе укладки упомянутой волокнистой структуры в оснастку;
- предварительно перед указанным этапом изостатического прессования упомянутый способ включает этап очистки упомянутой волокнистой структуры;
- упомянутая массивная деталь является металлическим усилительным элементом передней кромки или задней кромки лопатки вентилятора турбомашины.
Объектом изобретения является также волокнистая структура, образованная тканьем металлических прядей, выполненных из множества металлических нитей, скрученных между собой вокруг продольной оси пряди.
Объектом изобретения является также способ изготовления полой массивной детали, включающий последовательно:
- этап тканья объемной волокнистой структуры посредством тканья металлических нитей и/или прядей;
- этап установки, по меньшей мере, одной временной вставки в упомянутую волокнистую структуру;
- этап изостатического прессования в изостатическом состоянии системы, образованной упомянутой волокнистой структурой и упомянутой, по меньшей мере, одной временной вставкой, вызывающий спекание металлических нитей упомянутой волокнистой структуры вокруг упомянутой, по меньшей мере, одной временной вставки для получения одной массивной детали;
- этап химического травления упомянутой, по меньшей мере, одной временной вставки для того, чтобы растворить упомянутую вставку и образовать внутреннюю полость упомянутой массивной детали для получения полой массивной детали.
Под «временной вставкой» принимают вставку, которая не является постоянной, и которая необходима только для изготовления полого металлического усилительного элемента передней кромки. Таким образом, временная вставка отсутствует в металлическом усилительном элементе в его конечном состоянии, и никоим образом не влияет на механические характеристики металлического усилительного элемента.
Благодаря изобретению полая массивная деталь изготавливается просто и быстро путем тканья волокнистой структуры, образующего предварительную форму металлического усилительного элемента, и способом прессования или изостатического уплотнения в горячем состоянии (HIP - Hot Isostatic Pressing - на англ. яз.), позволяющим получить плотную и беспористую деталь комбинацией пластической деформации, текучести и диффузионной сварки.
Установка временной вставки в волокнистую структуру позволяет создать ограниченную зону, в которую металлический материал волокнистой структуры не может попасть в процессе этапа изостатического прессования в горячем состоянии. Эта вставка выполнена из материала, отличного от волокнистой структуры, затем растворяется путем химического воздействия для образования внутренней полости в массивной детали и получения, таким образом, облегченной детали.
Предпочтительно, полая массивная деталь является полым металлическим усилительным элементом передней кромки или задней кромки.
Такой способ изготовления позволяет также избавиться от сложного изготовления усилительного элемента путем механической обработки из массы материала фрезеровкой, протягиванием из плоских заготовок, что требует большого объема материала для изготовления и, следовательно, значительной стоимости запасов сырья и позволяет легко выполнить металлические усилительные элементы, соответствующие точным требованиям по массе и/или геометриям.
Способ изготовления полой массивной детали по изобретению может также соответствовать одной или нескольким нижеуказанным характеристикам, рассматриваемым индивидуально или во всех технически возможных комбинациях:
- упомянутая полая массивная деталь является полым металлическим усилительным элементом передней кромки или задней кромки лопатки вентилятора турбомашины или винта;
- перед упомянутым способом изостатического прессования в горячем состоянии упомянутый способ включает этап размещения упомянутой совокупности в оснастке;
- одновременно осуществляют размещение на месте упомянутой совокупности и размещение упомянутой совокупности в форме в упомянутой оснастке;
- упомянутый способ включает предшествующий этап предварительной деформации совокупности с помощью оснастки для деформации;
- предварительно перед этапом предварительного изостатического прессования упомянутый способ включает этап обезжиривания упомянутой совокупности;
- упомянутый этап химического воздействия осуществляют путем вымачивания упомянутой массивной детали в ванне с реактивом;
- упомянутый этап установки упомянутой, по меньшей мере, одной временной вставки осуществляют путем размещения на месте упомянутой, по меньшей мере, одной временной вставки между двумя предварительными независимыми формами, образующими упомянутую волокнистую структуру, выполненную в процессе тканья;
- упомянутый этап установки упомянутой, по меньшей мере, одной временной вставки осуществляют путем намотки предварительной однослойной формы, образующей упомянутую волокнистую структуру, выполненную в процессе тканья, вокруг упомянутой временной вставки;
- упомянутый этап установки, по меньшей мере, временной вставки осуществляют путем размещения упомянутой, по меньшей мере, одной временной вставки в полости через щель, предварительно сформированную в упомянутой однослойной предварительной форме, образующей упомянутую волокнистую структуру в процессе упомянутого этапа тканья упомянутой волокнистой структуры.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
- фиг. 1 изображает вид сбоку лопатки, содержащей структурный металлический усилительный элемент передней кромки, полученный способом осуществления по изобретению;
- фиг. 2 изображает частичный вид в разрезе первого варианта выполнения лопатки, содержащей структурный металлический усилительный элемент, полученный с помощью способа воплощения по изобретению, в плоскости разреза АА, изображенного на фиг. 1;
- фиг. 3 представляет синоптическую схему, изображающую основные этапы первого варианта выполнения структурного металлического усилительного элемента передней кромки лопатки турбомашины в соответствии со способом воплощения изобретения;
- фиг. 4 изображает частичный вид в разрезе металлического усилительного элемента передней кромки лопатки турбомашины в процессе первого этапа способа, изображенного на фиг. 3;
- фиг. 5 изображает частичный вид в разрезе металлического усилительного элемента передней кромки лопатки турбомашины в процессе второго этапа способа, изображенного на фиг. 3;
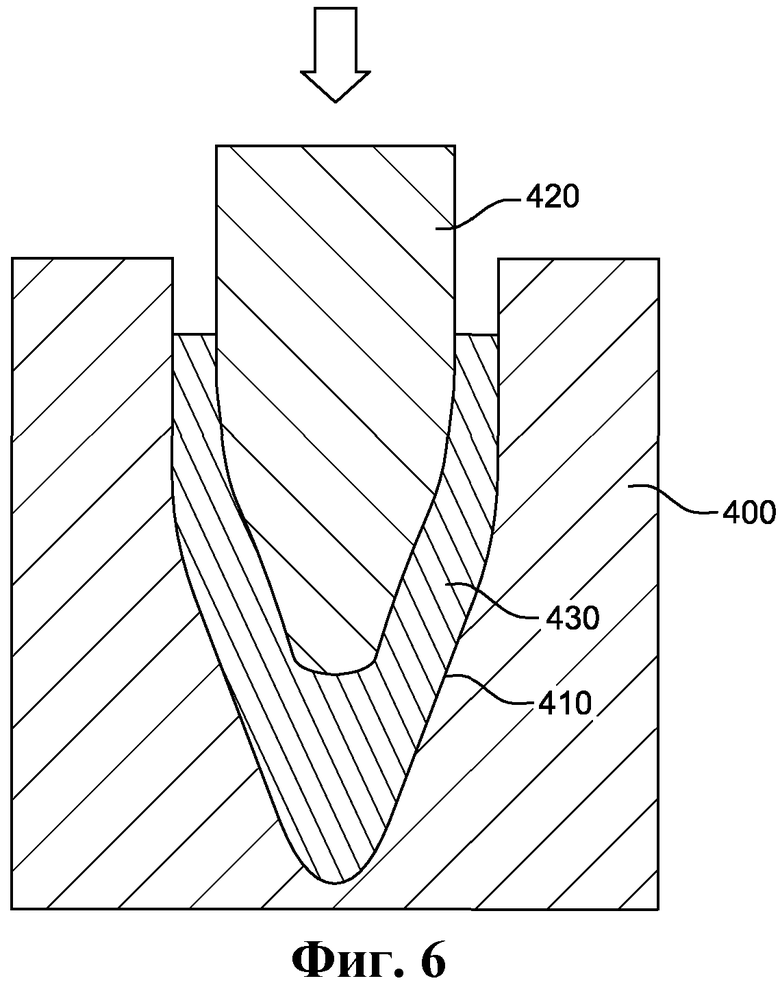
- фиг. 6 изображает частичный вид в разрезе металлического усилительного элемента передней кромки лопатки турбомашины в процессе третьего этапа способа, изображенного на фиг. 3;
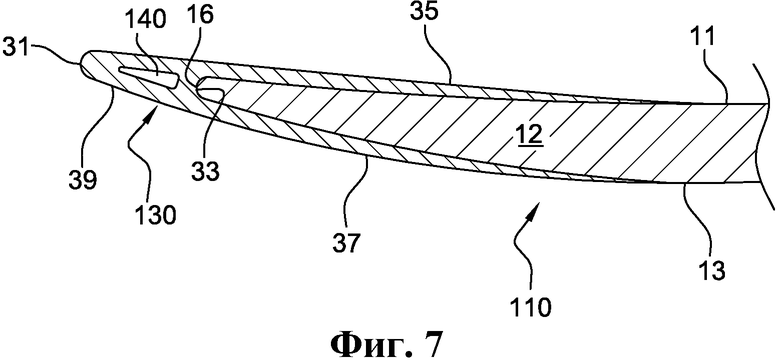
- фиг. 7 изображает частичный вид в разрезе второго варианта изготовления лопатки, содержащей структурный металлический усилительный элемент передней кромки, полученный способом воплощения по изобретению, в плоскости разреза АА, изображенной на фиг. 1;
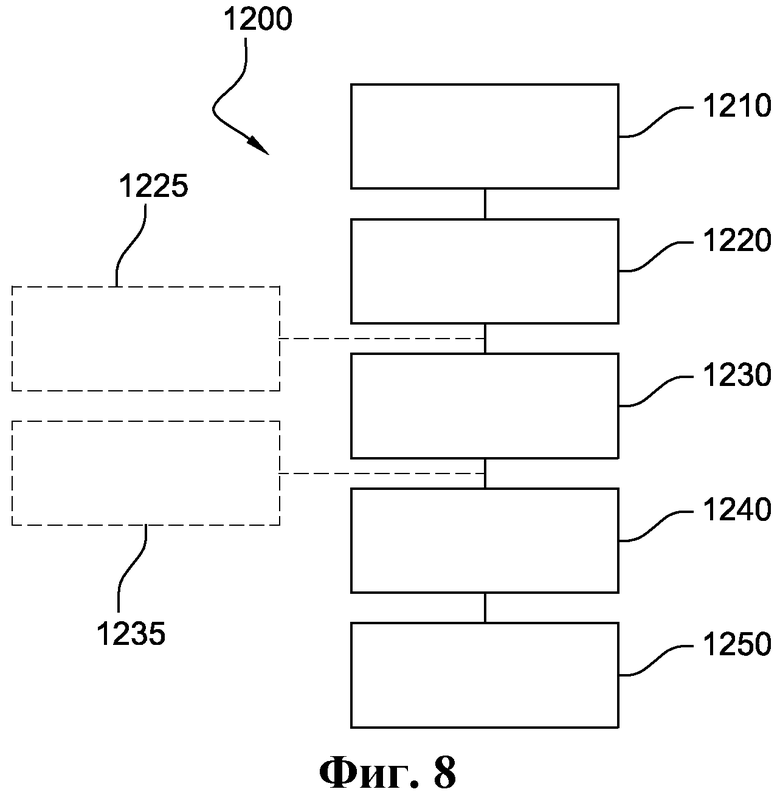
- фиг. 8 представляет синоптическую схему, изображающую основные этапы изготовления полого структурного металлического усилительного элемента передней кромки лопатки турбомашины в соответствии со способом воплощения изобретения;
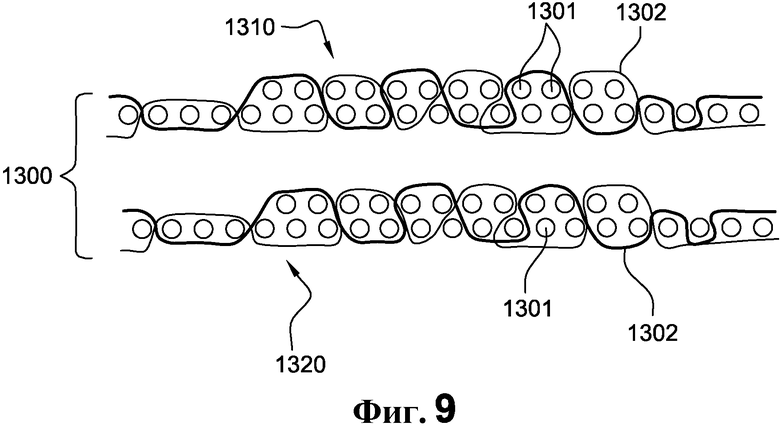
- фиг. 9 изображает частичный вид в разрезе полого металлического усилительного элемента в процессе первого этапа способа, изображенного на фиг. 8;
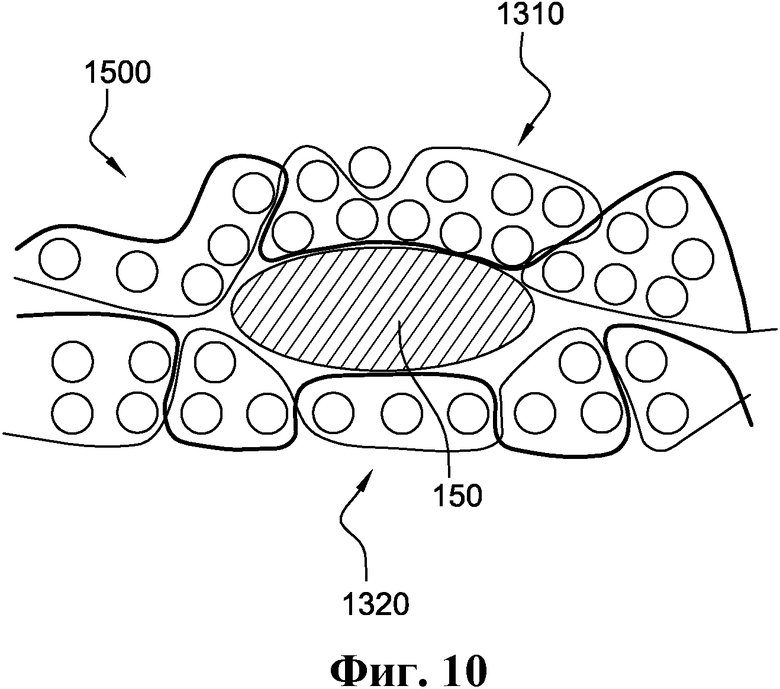
- фиг. 10 изображает частичный вид в разрезе полого металлического усилительного элемента в процессе второго этапа способа, изображенного на фиг. 8;
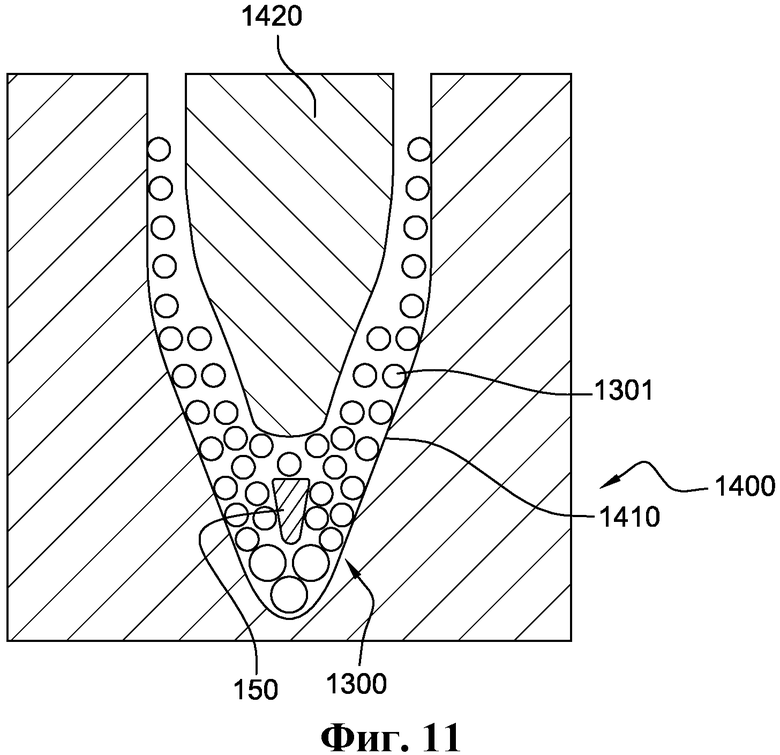
- фиг. 11 изображает частичный вид полого металлического усилительного элемента в процессе третьего этапа способа, изображенного на фиг. 8;
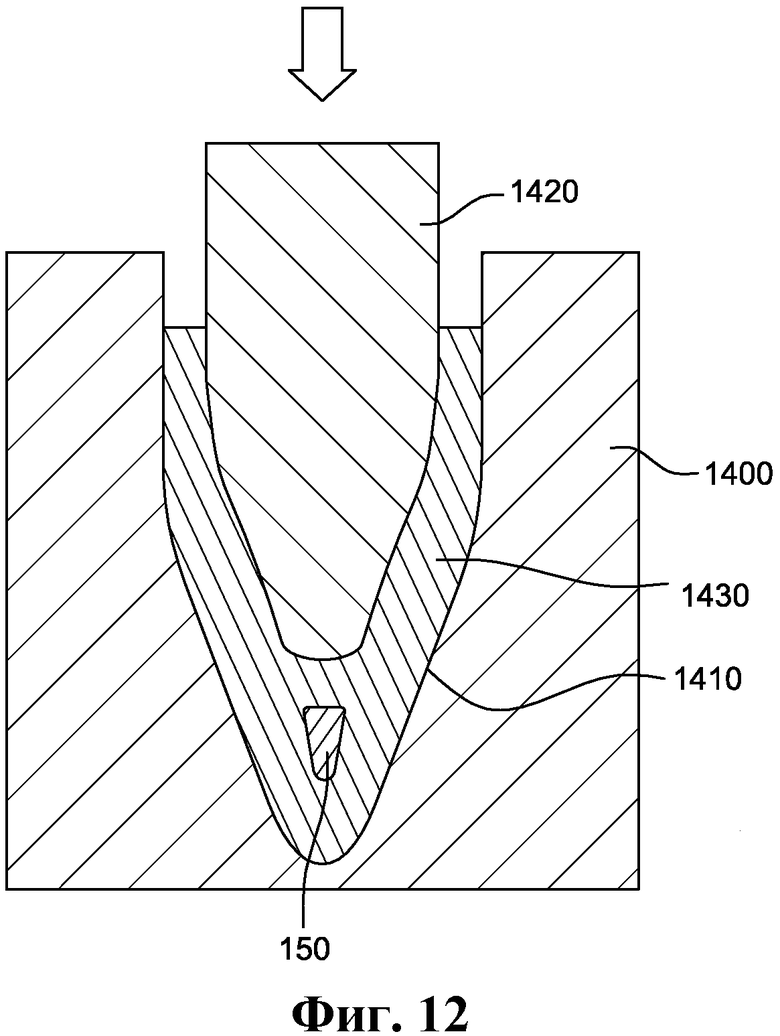
- фиг. 12 изображает частичный вид полого металлического усилительного элемента передней кромки лопатки турбомашины в процессе четвертого этапа способа, изображенного на фиг. 8;
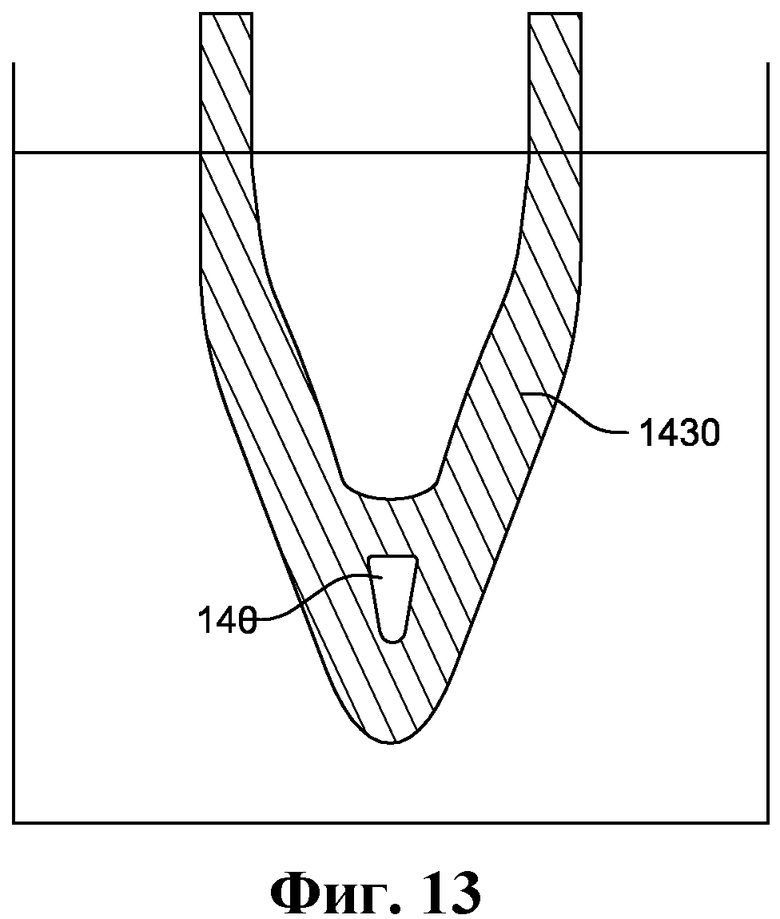
- фиг. 13 изображает частичный вид полого металлического усилительного элемента передней кромки лопатки турбомашины в процессе пятого этапа способа, изображенного на фиг. 8.
На всех чертежах общие элементы обозначены одинаковыми цифровыми позициями, если нет иного уточнения.
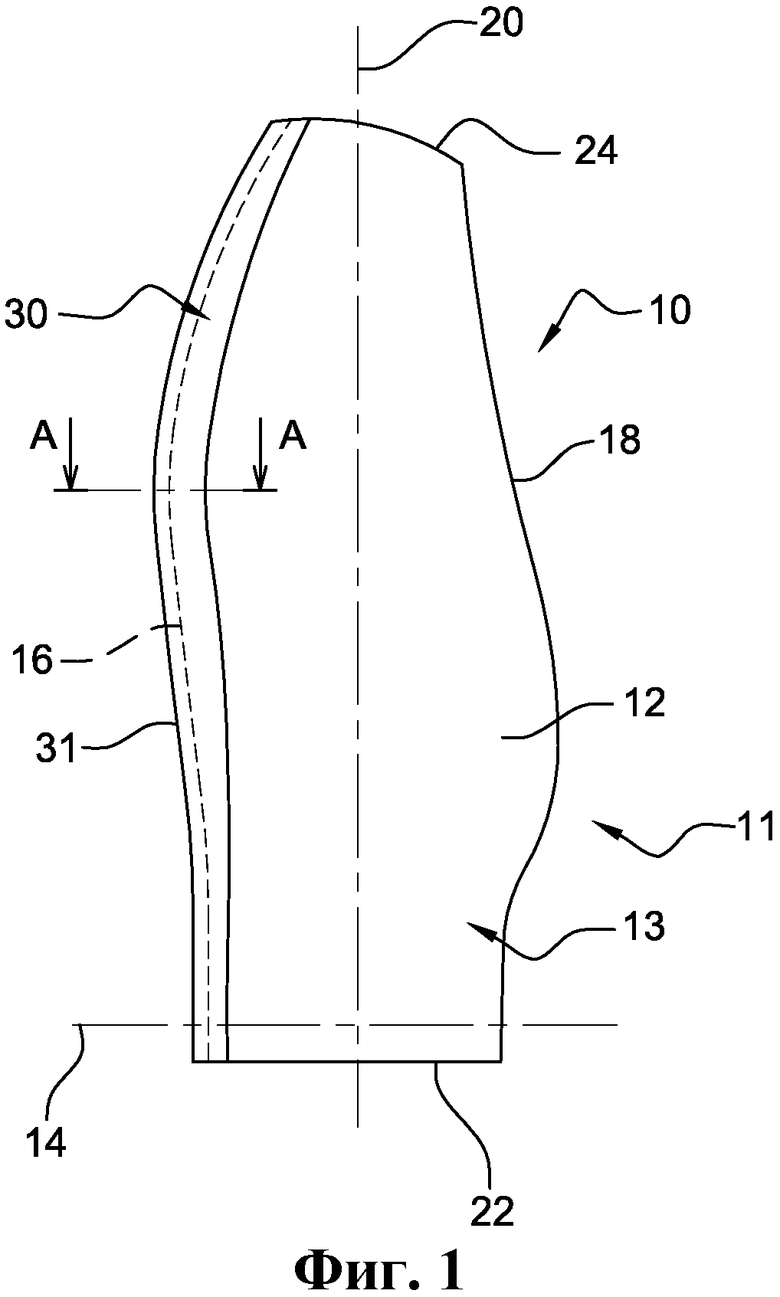
Фиг. 1 изображает вид сбоку металлического структурного усилительного элемента передней кромки, полученного способом изготовления по изобретению.
Лопатка 10 является, например, подвижной лопаткой вентилятора турбомашины (не изображенной на чертеже).
Лопатка 10 имеет аэродинамическую поверхность 12, простирающуюся вдоль первого осевого направления 14 между передней кромкой 16 и задней кромкой 18, и вдоль второго радиального направления 20, по существу, перпендикулярного первому направлению 14 между ножкой 22 и вершиной 24.
Аэродинамическая поверхность 12 образует поверхность 13 спинки и внутреннюю поверхность 13 лопатки 10, а на фиг. 1 изображена только поверхность спинки 13 лопатки 10. Внутренняя поверхность 11 и спинка 13 образуют боковые поверхности лопатки 10, которые соединяют переднюю кромку 16 с задней кромкой 18 лопатки 10.
В этом варианте осуществления лопатка 10 является композитной лопаткой, полученной, обычно, драпировкой или волоконной тканой текстурой. Например, используемый композитный материал может являться соединением тканых углеродных волокон и полимерной основы, при этом соединение образовано литьем под давлением с помощью способа инжекции смолы типа RTM («Resin Transfer Molding»).
Лопатка 10 содержит структурный усилительный элемент 30, приклеенный на уровне ее передней кромки 16 и который простирается одновременно в первом направлении 14 за переднюю кромку 16 аэродинамической поверхности 12 лопатки 10 и во втором направлении 20 между ножкой 22 и вершиной 24 лопатки.
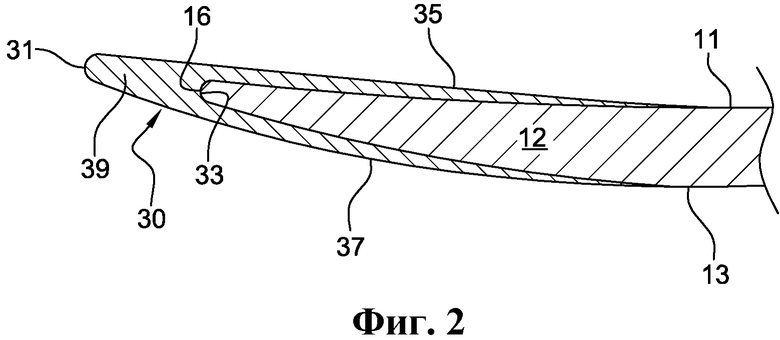
Как изображено на фиг. 2, структурный усилительный элемент 30 охватывает форму передней кромки 16 аэродинамической поверхности 12 лопатки 10, которую он продолжает для формирования передней кромки 31, называемой передней кромкой усилительного элемента.
Классическим образом, структурный усилительный элемент 30 является моноблочной деталью, имеющей, по существу, V-образную форму с основой 39, образующей переднюю кромку 31 и продолженную двумя боковыми фланцами 35 и 37, охватывающими соответственно внутреннюю поверхность 11 и спинку 13 аэродинамической поверхности 12 лопатки. Фланцы 35, 37 имеют утончающийся или истончающийся профиль в направлении задней кромки лопатки.
Основа 39 имеет внутренний скругленный профиль 33, предназначенный для охватывания формы передней кромки 16 лопатки 10.
Структурный элемент 30 является металлическим, предпочтительно, на основе титана. Свойством этого материала, действительно, является высокая способность поглощения ударной энергии. Усилительный элемент приклеен к лопатке 10 с помощью известного специалистам клея, например, цианакрилатный клей либо эпоксидный клей.
Такой тип структурного металлического усилительного элемента 30, используемый для усиления композитной лопатки турбомашины, в частности, описан в заявке на патент ЕР1908919.
Способ по изобретению позволяет осуществить, в частности, структурное усиление, такое, как изображено на фиг. 2, при этом фиг. 2 изображает усилительный элемент 30 в его конечном состоянии.
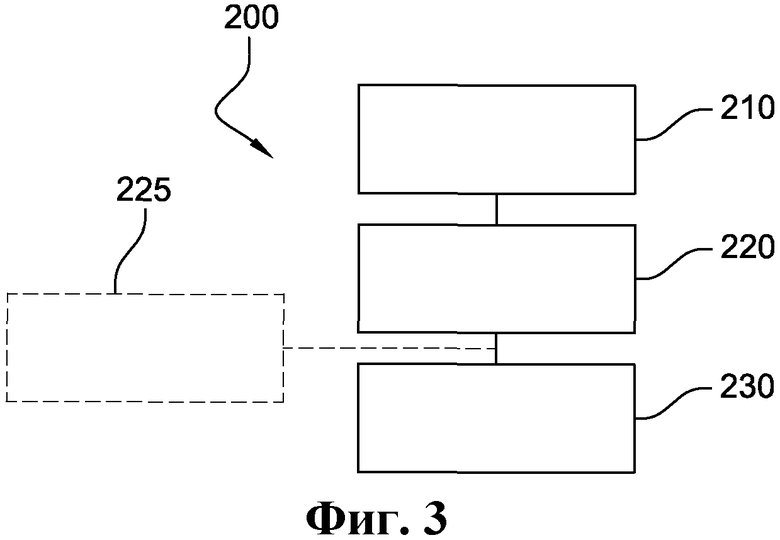
Фиг. 3 изображает синоптическую схему, иллюстрирующую основные этапы способа осуществления 200 по изобретению для изготовления металлического структурного усилительного элемента 30 передней кромки лопатки 10, изображенной на фиг. 1 и 2.
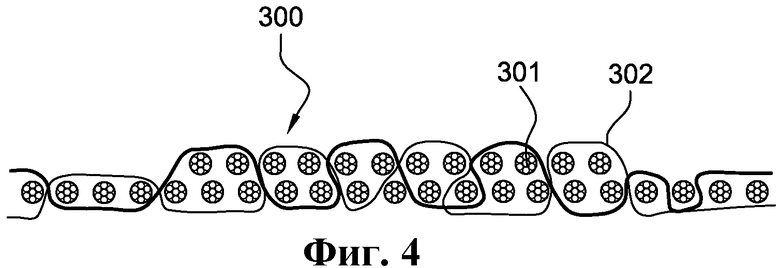
Первым этапом 210 способа осуществления 200 является этап тканья волокнистой объемной структуры 300 путем тканья металлических прядей 301, 302, изображенных на фиг. 4.
Этап 210 тканья позволяет выполнить одну или несколько объемных металлических волокнистых структур 300, позволяющих изготовить конечную деталь.
В этом плане волокнистая структура 300 образована множеством тканых прядей 301, 302, обязательно являющихся «нитями основы» и «уточными нитями».
Диаметр металлических прядей 301, 302 может изменяться в зависимости от нужд пользователя и толщины материала, необходимой для изготовления детали. Определение диаметра пряди осуществляется в зависимости от компромисса между гибкостью волокнистой структуры и необходимой толщиной материала в оснастке.
Диаметр прядей 301, 302 и природа образующих нитей может также изменяться, в частности, между прядями, способными формировать нити основы 301, и прядями, способными формировать уточные нити 302.
Металлические пряди 301, 302 образованы из множества скрученных металлических нитей, сплетенных или винтообразно скрученных вокруг продольной оси пряди. Предпочтительно, каждая из металлических нитей, образующих прядь, имеет диаметр, меньший 0,1 мм. Принципом изготовления металлических прядей является, предпочтительно, принцип изготовления металлических кабелей, сплетенных из скрученных металлических нитей.
Например, металлическая прядь 301, 302 содержит от 20 до 30 скрученных нитей.
Использование металлических прядей 301, 302, образованных множеством скрученных металлических нитей, позволяет, таким образом, получить упругую прядь, деформируемую вручную в холодном состоянии (т.е. при температуре окружающего воздуха).
При изготовлении металлических прядей диаметром, превышающим 0,5 мм и даже несколько миллиметров, металлические пряди 301, 302 остаются упругими для осуществления манипуляций с ними, их деформаций вручную и тканья волокнистой структуры 300 без затруднений.
Рисунки тканья волокнистой структуры 300 являются классическими рисунками тканья, используемыми, например, в области тканья композитных волокон, описанными, например, в заявке на патент ЕР1526285.
Металлические нити, используемые для изготовления прядей 301, 302, являются, в основном нитями на основе титана. Однако можно использовать в тканье нити на основе карбида кремния и титана (SiC-Ti), нити, покрытые бором (SiC-Bore), либо также карбидом кремния (SiC-SiC).
Второй этап 220 способа воплощения 200, проиллюстрированного на фиг. 5, является этапом размещения в форме волокнистой структуры 300 в оснастке 400. Предпочтительно, размещение в форме волокнистой структуры 300 осуществляется вручную в процессе ее размещения в оснастке 400.
Оснастка 400 содержит углубление (матрицу) 410 и отпечаток (пуансон) 420, соответствующий конечной форме изготовляемой детали.
Волокнистая структура 300, выполненная в процессе предыдущего этапа, легко деформируется вручную. Волокнистая структура 300 также пластически деформируется вручную, например, сгибанием, что позволяет уложить в форму волокнистую структуру 300 вручную в процессе ее размещения в оснастке.
Третий этап 230 способа изготовления является этапом изостатического прессования в горячем состоянии (HIP - Hot Isostatic Pressing - на англ. яз.) волокнистой структуры в оснастке, изображенный на фиг. 6.
Изостатическое прессование в горячем состоянии является широко используемым способом и известным для уменьшения пористости металлов, влияющим на плотность многих металлов, как и на керамику. Способ изостатического прессования позволяет улучшить, кроме того, механические свойства и эксплуатационные качества материалов.
Изостатическое прессование осуществляется при высокой температуре (классически от 400°С до 1400°С, и порядка 1000°С для титана) и при изостатическом давлении.
Так, использование тепла, комбинированного с внутренним прессованием, уничтожает полости волокнистой структуры 300, а также микропористость с помощью комбинации пластической деформации, текучести и диффузионной сварки для изготовления массивной детали 430.
В случае изготовления металлического усилительного элемента лопатки турбомашины массивная деталь 430 после этапа изостатического прессования имеет профили, внутренний и наружный, металлического усилительного элемента 30. Массивная деталь 430 затем вынимается из формы оснастки 400.
Этап изостатического прессования осуществляется в вакууме, предпочтительно во вторичном вакууме или в сварной оснастке, в которой осуществляют вторичный вакуум, либо в камере автоклава; выбор способа зависит от количества изготовляемых деталей. Вторичный вакуум позволяет исключить наличие кислорода в оснастке и на уровне волокнистой структуры, в процессе этапа изостатического прессования титана.
Оснастка выполнена из механического сплава или суперсплава, или сплава с высокими эксплуатационными свойствами.
Этап изостатического прессования может предварительно включать этап 235 очистки и/или химического травления упругой волокнистой структуры для удаления загрязнений, имеющихся в волокнистой структуре.
Предпочтительно, этап очистки от загрязнений осуществляется замачиванием волокнистой структуры в ванне с очищающим агентом или реактивом.
В соответствии со вторым вариантом осуществления изобретения, изображенным на фиг. 7-13, способ по изобретению позволяет изготовить структурный усилительный элемент, содержащий внутреннюю полость, как изображено на фиг. 7, иллюстрирующей второй пример осуществления усилительного элемента 130 в его конечном варианте.
Фиг. 8 представляет синоптическую схему, иллюстрирующую основные этапы второго варианта изготовления 1200 металлического структурного усилительного элемента 130 передней кромки лопатки 110, как изображено на фиг. 7.
Первый этап 1210 способа изготовления 1200 является этапом тканья объемной волокнистой структуры 1300 путем тканья металлических нитей.
Этот первый этап 1210 позволяет изготовить предварительную форму 1310, 1320 металлических нитей 1301, 1302, тканых в трех измерениях для образования волокнистой структуры, позволяющей ей сформировать предварительную форму конечной детали.
В первом варианте осуществления, изображенном на фиг. 9, волокнистая структура 1300 представляет собой многослойную структуру, образованную первой предварительной формой 1310, образующей внутренний фланец волокнистой структуры 1300, и второй предварительной формой 1320, образующей наружный фланец волокнистой структуры 1300. Под внутренним фланцем понимают часть волокнистой структуры 1300, предназначенную для формирования внутренней части металлического усилительного элемента в контакте с поверхностью 112 лопатки (фиг. 7), и под наружным фланцем - часть волокнистой структуры 1300, которая предназначена для формирования наружной части металлического усилительного элемента 130.
Рисунки тканья волокнистой структуры 1300 классически являются рисунками тканья, используемыми, например, в области тканья композитных волокон, как, например, рисунки тканья, описанные в заявке на патент ЕР1526285.
В этом плане волокнистая структура 1300 содержит множество нитей основы 1301 и множество уточных нитей 1302.
Номер металлических нитей, нити основы 1301 и/или уточной нити 1302, волокнистой структуры может изменяться в зависимости от нужд пользователя, жесткости и необходимой толщины материала металлического усилительного элемента 130.
Металлические нити, используемые для тканья волокнистой структуры 1300, в основном являются титановыми нитями. Однако в тканье из титановых нитей можно встроить нити на основе карбида кремния и титана (SiC-Ti), либо, кроме того, карбида кремния (SiC-SiC).
В соответствии с другим вариантом осуществления, волокнистая структура 1300 может быть образована множеством тканых прядей, обязательно являющихся «нитью основы» и «уточной нитью».
Диаметр металлических прядей может изменяться в зависимости от нужд пользователя и толщины материала, необходимой для изготовления детали. Определение диаметра пряди осуществляется в зависимости от компромисса между упругостью волокнистой структуры и необходимой толщиной материала в оснастке. Диаметр прядей и природа образующих их нитей могут также изменяться между прядями, предназначенными для образования нитей основы и уточных прядей, предназначенных для формирования уточных нитей. Металлические пряди образованы из множества металлических скрученных нитей, переплетенных или скрученных вокруг продольной оси пряди. Предпочтительно, каждая металлическая нить, образующая прядь, имеет диаметр, меньший 0,1 мм. Принцип изготовления металлических прядей является, предпочтительно, принципом изготовления металлических кабелей, сплетенных из скрученных металлических нитей. Например, металлическая прядь содержит от 20 до 30 скрученных нитей. Использование металлических прядей, образованных множеством скрученных металлических нитей, позволяет, таким образом, получить гибкую и деформируемую вручную прядь. Выполняя металлические пряди диаметром, превышающим 0,5 мм, и даже в несколько мм, металлические пряди остаются достаточно гибкими для манипулирования ими и их ручной деформации.
Металлические нити, используемые для изготовления прядей, являются, в основном, нитями на основе титана. Однако, возможно вплетение в тканье нитей на основе карбида кремния и титана (SiC-Ti), нитей, содержащих бор (SiC-Bore), либо, кроме того, карбид кремния (SiC-SiC).
В соответствии со вторым вариантом осуществления изобретения волокнистая структура 300 является однослойной структурой, образованной единственной предварительно отформованной заготовкой.
Второй этап 1220 способа осуществления 1200 представляет собой этап введения вставки 150 в волокнистую структуру 1300, как изображено на фиг. 5.
Когда волокнистая структура 1300 образована двумя независимыми предварительно отформованными заготовками 1310, 1320, вставка 150 располагается между двумя предварительно отформованными заготовками, образующими два слоя тканья. В этом случае, может быть необходимым в процессе этого второго этапа 1220 соединение независимых предварительно отформованных заготовок 1310, 1320 так, чтобы удержать вставку 150 в необходимом положении.
Соединение двух независимых предварительно отформованных заготовок 1310, 1320 может быть осуществлено: нитями таким образом, чтобы осуществить сшивание между двумя независимыми предварительно отформованными заготовками, сваркой различных точек нитей прядей, либо также специфической геометрией тканья одной или нескольких предварительно отформованных заготовок, например, для формирования локального утолщения, способного сформировать упор и удержать вставку в нужном положении.
В соответствии с другим вариантом осуществления временная вставка может быть также прицеплена к одной или нескольким независимым предварительно отформованным заготовкам посредством клиньев, вставляемых в независимые предварительно отформованные заготовки 1310, 1320.
Наконец, временная вставка может просто удерживаться в оснастке без соединения независимых предварительно отформованных заготовок.
Когда волокнистая структура образована однослойной структурой, образованной единственной предварительно отформованной заготовкой, вставка может удерживаться путем намотки однослойной структуры вокруг вставки, либо проскальзыванием вставки в полость, предварительно выполненную в виде щели в однослойной структуре на этапе тканья.
Вставка 150 выполнена из материала, отличного от материала металлических нитей, используемых для тканья волокнистой структуры 1300. Вставка 150 выполнена из материала, способного выдерживать высокую температуру порядка 900°С, высокое давление порядка 1000 бар и который совместим с материалами нитей для тканья для того, чтобы не создавать загрязнений или окисления на волокнистой структуре 1300.
Материал вставки 150 должен также быть химически растворен с помощью химического агента.
Предпочтительно, вставка 150 выполнена из меди или из кварца, или из кремния.
Форма вставки, установленной в пористой структуре 1300, идентична форме конечной внутренней полости 14, изображенной на фиг. 7, и может соответствовать любому виду профиля.
Вставку 150 изготавливают независимо путем ковки, механической обработкой либо также литьем.
В соответствии с другим вариантом осуществления внутрь пористой структуры 1300 устанавливают несколько вставок 150.
Третий этап 1230 способа изготовления 1200 является этапом установки на место и формирования пористой системы 1500, образованной пористой структурой 1300 и вставкой 150 в оснастке 1400. Этот этап 1230 изображен, в частности, на фиг. 11. Оснастка 1400 содержит углубление 1410 (матрицу), соответствующее внешней конечной форме металлического усилительного элемента 130, и отпечаток 1420 (пуансон), соответствующий внутренней конечной форме металлического усилительного элемента передней кромки.
Способ изготовления 1200 может предварительно содержать перед третьим этапом установки на место волокнистой системы этап 1225 предварительной деформации в специальной оснастке. Этот этап предварительной деформации волокнистой системы может быть полезен, в частности, при использовании металлических нитей большого диаметра.
Когда тканье волокнистой структуры осуществляется с помощью гибких прядей, этап 1225 предварительной деформации не является обязательным. Действительно, использование прядей позволяет избавиться от значительной упругой деформации, связанной с жесткостью нитей на основе титана диаметром, превышающим 0,4 мм.
Четвертый этап 1240 способа изготовления 1200 является этапом изостатического прессования в горячем состоянии (HIP - Hot Isostatic Pressing на англ. яз.) волокнистой системы 1500 в оснастке 1400, изображенной на фиг. 12.
Изостатическое прессование в горячем состоянии является широко используемым способом уменьшения пористости и воздействия на плотность многочисленных металлов, а также керамик. Способ изостатического прессования позволяет, кроме того, улучшить механические свойства, эксплуатационную способность материалов.
Изостатическое прессование осуществляется при высокой температуре (классически от 400°С до 1400°С и порядка 1000°С для титана) и при изостатическом прессовании.
Так, использование тепла, комбинированного с внутренним давлением, уменьшает пустоты в волокнистой структуре 1300, а также микропористость посредством комбинации пластической деформации, текучести и диффузионной сварки для того, чтобы сформировать массивную деталь 1430.
Массивная деталь 1430, являющаяся результатом этапа изостатического прессования, содержит внутренний и наружный профили металлического усилительного элемента 130. Массивная деталь 1430 далее вынимается из отливочной формы оснастки 1400.
Этап изостатического прессования осуществляется в вакууме, предпочтительно, во вторичном вакууме или в сварочном оборудовании, в котором вторичный вакуум реализуется в емкости автоклава, при этом выбор способа зависит от количества изготавливаемых деталей. Вторичный вакуум позволяет исключить наличие кислорода в оснастке и на уровне волокнистой структуры в процессе этапа изостатического прессования титана.
Оборудование 1400 выполнено из механического сплава, называемого, суперсплавом или сплавом с высокими механическими свойствами.
Этап 1240 изостатического прессования может содержать предварительно этап 1235 чистки, обезжиривания и/или химического травления волокнистой системы 1500 для удаления имеющихся загрязнений волокнистой структуры 1300.
Предпочтительно, этап чистки от загрязнений осуществляется замачиванием волокнистой системы в ванне с чистящим агентом или реактивом.
Пятый этап 1250 способа изготовления 1200 является этапом химического травления вставки 150, установленной в материале массивной детали 1300, с помощью реактива, способного воздействовать на материал, из которого изготовлена вставка 150. Этот этап изображен на фиг. 13.
Химическое травление вставки 150 позволяет растворить вставку 150 таким образом, что пространство, освобожденное от растворенной вставки 50, образует внутреннюю полость 140 усилительного металлического элемента 130, изображенного на фиг. 7.
Предпочтительно, этап 1250 химического воздействия осуществляется замачиванием массивной детали 1430 в ванне, содержащей реактив, способный растворить ставку 150.
Реактивом, является, например, кислота или щелочь.
Предпочтительно, реактив способен растворить медь, кварц либо также кремний.
В соответствии с этими основными этапами изготовления и независимо от варианта осуществления изобретения способ по изобретению может также содержать этап финишной обработки и восстановления путем механической обработки массивной детали, получаемой на выходе из оборудования таким образом, чтобы получить усилительный элемент 30, 130. Этот этап восстановления включает:
- этап восстановления основы 39, 139 усилительного элемента 30, 130 таким образом, чтобы истончить, в частности, аэродинамический профиль передней кромки 31, 131;
- этап восстановления фланцев 35, 135, 37, 137; этот этап заключается, в частности, в обработке по заданному профилю фланцев 35, 135, 37, 137 и в истончении фланцев внутренней поверхности и спинки;
- этап финишной обработки позволяет получить требуемое состояние поверхности.
В соответствии с этими основными этапами осуществления способ по изобретению может также включать этапы неразрушающего контроля усилительного элемента 30, 130, позволяющего убедиться в геометрическом и металлургическом соответствии полученной системы. В качестве примера неразрушающего контроля может быть использован рентгеновский способ.
Настоящее изобретение было, в основном, описано с использованием металлических нитей на основе титана для изготовления прядей; однако, способ осуществления применим к использованию любого типа металлических нитей.
Способ по изобретению позволяет быстро изготовить детали со сложной геометрией и различными толщинами, изменяющимися, по существу, от 0,1 до 70 мм. Так, способ по изобретению позволяет изготовить как массивные детали, так и детали малой толщины.
Изобретение, в основном, было описано для изготовления металлического усилительного элемента композитной лопатки турбомашины; однако, изобретение применимо также для изготовления металлического усилительного элемента металлической лопатки турбомашины.
Изобретение, в частности, было описано для изготовления металлического усилительного элемента передней кромки лопатки турбомашины; однако, изобретение применимо также для изготовления металлического усилительного элемента задней кромки лопатки турбомашины, а также для изготовления металлического усилительного элемента композитного или металлического винта.
Другими преимуществами изобретения являются следующие:
- уменьшение стоимости изготовления;
- уменьшение времени изготовления;
- упрощение совокупности этапов технологического процесса изготовления;
- уменьшение стоимости материала.
Группа изобретений относится к изготовлению деталей из волокнистой объемной структуры. Способ изготовления массивной детали включает этап тканья волокнистой объемной структуры из металлических прядей, образованных множеством металлических нитей, скрученных между собой вокруг продольной оси пряди, и этап изостатического прессования в горячем состоянии упомянутой волокнистой структуры с обеспечением спекания металлических прядей упомянутой волокнистой структуры. Обеспечивается изготовление массивных деталей сложной формы толщиной в несколько миллиметров. 14 з.п. ф-лы, 13 ил.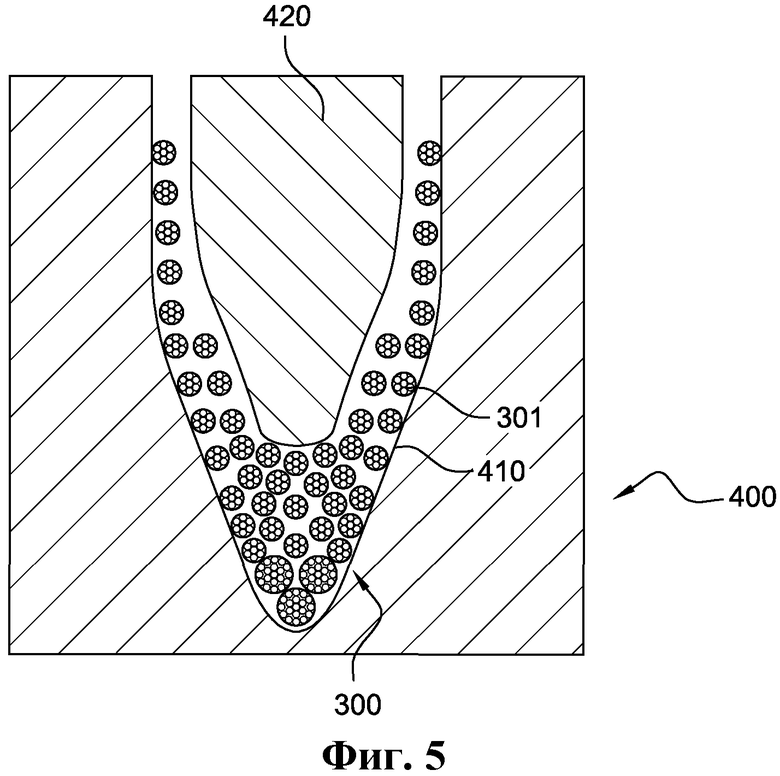
1. Способ изготовления массивной детали (430), последовательно включающий:
- этап (210) тканья волокнистой объемной структуры (300), причем упомянутое тканье осуществляют из металлических прядей (301, 302), образованных множеством металлических нитей, скрученных между собой вокруг продольной оси пряди;
- этап (230) изостатического прессования в горячем состоянии упомянутой волокнистой объемной структуры (300) с обеспечением спекания металлических прядей упомянутой волокнистой структуры (300) и получения массивной детали (430).
2. Способ по п.1, отличающийся тем, что упомянутый этап (210) тканья осуществляют из металлических прядей (301, 302), образованных множеством металлических нитей, при этом диаметр каждой нити меньше 0,1 мм.
3. Способ по п.1, отличающийся тем, что упомянутый этап (210) тканья осуществляют из металлических прядей (301, 302) диаметром равным или превышающим 0,5 мм.
4. Способ по п.1, отличающийся тем, что упомянутый этап (210) тканья осуществляют из металлических прядей (301, 302) диаметром равным или превышающим 1 мм.
5. Способ по п.1, отличающийся тем, что упомянутый этап (210) тканья осуществляют из металлических прядей (301, 302), образованных множеством металлических титановых нитей или множеством металлических нитей из других материалов.
6. Способ по п.1, отличающийся тем, что упомянутый этап тканья осуществляют из металлических нитей (301, 302), образованных множеством металлических нитей различных диаметров.
7. Способ по п.1, отличающийся тем, что предварительно перед упомянутым этапом (230) изостатического прессования в горячем состоянии проводят этап размещения в форме упомянутой волокнистой объемной структуры (300), при этом упомянутое размещение в форме осуществляют вручную.
8. Способ по п.7, отличающийся тем, что упомянутое размещение в форме волокнистой объемной структуры (300) осуществляют в процессе размещения на месте упомянутой волокнистой объемной структуры (300) в оснастке (400).
9. Способ по одному из пп.1-8, отличающийся тем, что перед этапом (230) изостатического прессования в горячем состоянии проводят этап очистки (225) упомянутой волокнистой объемной структуры (300).
10. Способ по одному из пп.1-8, отличающийся тем, что упомянутой массивной деталью (430) является металлический усилительный элемент (30) лопатки турбомашины.
11. Способ по п.9, отличающийся тем, что упомянутой массивной деталью (430) является металлический усилительный элемент (30) лопатки турбомашины.
12. Способ по одному из пп.1-8, 11, отличающийся тем, что упомянутой массивной деталью (430) является металлический усилительный элемент передней кромки или задней кромки вентилятора турбомашины или винта.
13. Способ по п.9, отличающийся тем, что упомянутой массивной деталью (430) является металлический усилительный элемент передней кромки или задней кромки вентилятора турбомашины или винта.
14. Способ по п.10, отличающийся тем, что упомянутой массивной деталью (430) является металлический усилительный элемент передней кромки или задней кромки вентилятора турбомашины или винта.
15. Волокнистая объемная структура (300) для изготовления массивной детали (430) способом по любому из пп.1-14, характеризующаяся тем, что она образована тканьем металлических прядей (301, 302), выполненных из множества металлических нитей, скрученных между собой вокруг продольной оси пряди.
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ЩЕЛОЧНЫХ И ЩЕЛОЧНОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ РАСПЛАВОВ | 1987 |
|
SU1526285A1 |
| WO 2010072967 A1, 01.07.2010; | |||
| RU 2008106944 A, 27.08.2009; | |||
| WO 2010061139 A2, 03.06.2010 | |||

