Настоящее изобретение относится к способу лазерной сварки с припоем двух стальных деталей.
Изобретение также относится к оборудованию (установке) для реализации такого способа.
Изобретение применяется, в частности, к лазерной сварке с припоем двух листовых стальных деталей корпуса автомобиля.
Фиг. 1 представляет собой схематичный вид, на котором показан известный из уровня техники способ лазерной сварки с припоем.
В этом способе лазерный луч 3 и металлическая присадочная проволока 4 непрерывно перемещаются вдоль соединительной линии между двумя стальными деталями 1, 2, предназначенными для сборки.
Во время этого перемещения, лазерный луч 3 непрерывно плавит металлическую присадочную сетку 4 так, чтобы образовывать непрерывный сварочный шов 5 между двумя деталями 1 и 2.
В некоторых известных способах сварки с припоем защитный газ вдувается на сварочный шов 5.
Обычно в этих способах в качестве защитного газа используется инертный газ, такой как аргон, для предотвращения окисления сварочного шва 5.
Тем не менее, аргон является очень дорогим газом, так что его использование является экономически несоответствующим изготовлению промышленных изделий в больших объемах производства, таких как автомобили.
В патенте FR 2 898 529 описан способ лазерной сварки с припоем стальных деталей посредством медной присадочной проволоки, в котором газовая смесь, содержащая инертный газ и 40-60% кислорода, вдувается на сварочный шов.
Этот способ является менее дорогим, чем состоящий из вдувания аргона, но тем не менее остается очень затратным.
Заявитель выполнил испытания сварки с припоем двух стальных деталей посредством лазера без использования какого-либо защитного газа.
Во время этих испытаний менялись энергия лазерного луча, скорость подачи лазерного луча и скорость металлической присадочной проволоки.
Было обнаружено, что от некоторой скорости подачи лазерного луча было невозможно достичь сварочного шва, имеющего правильный внешний вид и не имеющего пористости.
Целью настоящего изобретения является исправление упомянутых выше недостатков.
Эта цель достигается согласно изобретению благодаря способу сварки с припоем двух стальных деталей, в котором лазерный луч и металлическая присадочная проволока непрерывно перемещаются вдоль соединительной линии между двумя деталями таким образом, что этот лазерный луч непрерывно плавит металлическую присадочную проволоку так, чтобы образовывать непрерывный сварочный шов между двумя деталями, и в котором защитный газ вдувается на сварочный шов, отличающемуся тем, что этот защитный газ представляет собой сжатый воздух, свободный от газов, отличающихся от тех, что содержатся в окружающем воздухе.
Таким образом, было неожиданно обнаружено, что сжатый воздух, вдуваемый на сварочный шов, позволяет получать сварочные швы, имеющие правильный внешний вид и не имеющие пористости.
Этот результат противоречит предвзятым мнениям, согласно которым защитный газ должен содержать инертный газ, такой как аргон.
Этот неожиданный результат делает способ согласно изобретению низкозатратным и экономически соответствующим производству в высоком объеме деталей, сваренных с припоем посредством лазера.
Предпочтительно сжатый воздух, вдуваемый на сварочный шов, обеспечивается посредством компрессора, осуществляющего отбор окружающего воздуха.
Это может быть совершенно обычный и дешевый компрессор.
Сварочные швы, имеющие полностью правильную структуру и внешний вид, были получены посредством вдувания сжатого воздуха на сварочный шов под давлением в диапазоне 1-2 бар, то есть не очень высоким и, следовательно, менее затратным для осуществления.
Наилучшие результаты были достигнуты посредством вдувания сжатого воздуха в направлении, соосном с направлением металлической присадочной проволоки.
Согласно другой особенности, изобретение также относится к оборудованию для осуществления способа согласно изобретению, отличающемуся тем, что оно содержит устройство для удерживания и подачи металлической присадочной проволоки, причем это устройство включает в себя форсунку для вдувания воздуха, присоединенную к источнику сжатого воздуха.
Предпочтительно упомянутое устройство содержит головку, включающую в себя осевой канал для направления металлической присадочной проволоки, причем эта головка окружена кожухом, отделенным от этой головки кольцевой камерой, включающей в себя впуск, который присоединен к источнику сжатого воздуха, и кольцевой выпуск, расположенный вверх по потоку от конца упомянутой головки относительно направления циркуляции сжатого воздуха.
Согласно другому аспекту, изобретение дополнительно относится к применению способа или оборудования (установки) согласно изобретению для лазерной сварки с припоем двух деталей листового металла корпуса автомобиля.
Другие особенности и преимущества изобретения будут лучше поняты из последующего описания.
В прилагаемых чертежах, данных в качестве неограничивающих примеров:
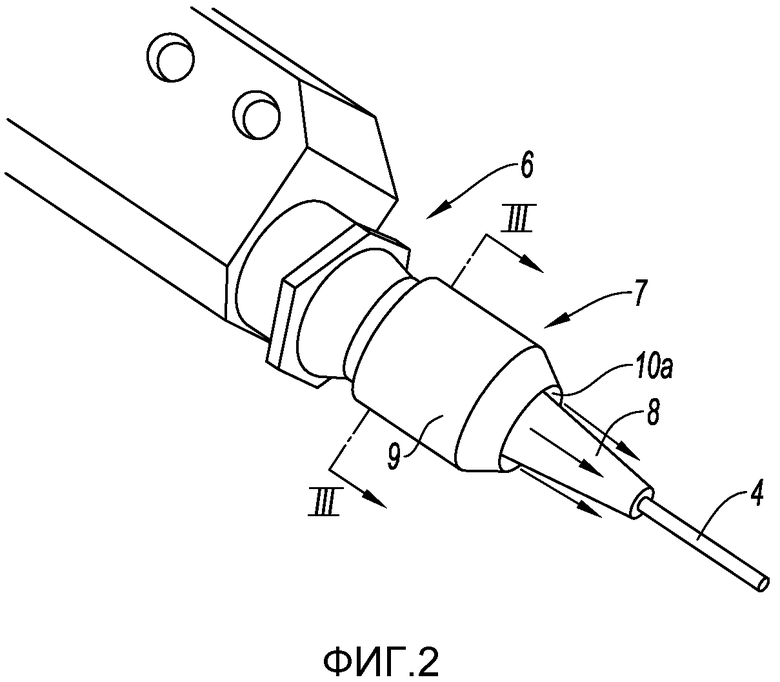
Фиг. 2 представляет собой частичный вид устройства для удерживания и подачи металлической присадочной проволоки,
Фиг. 3 представляет собой вид в разрезе по плоскости III-III фиг. 2.
Способ сварки с припоем согласно изобретению отличается от известного из уровня техники способа, проиллюстрированного на фиг. 1, тем, что защитный газ, который вдувается на сварочный шов 5, состоит из сжатого воздуха, свободного от газов, отличающихся от тех, что содержатся в окружающем воздухе.
Таким образом, сжатый воздух, вдуваемый на сварочный шов, может быть получен от стандартного компрессора, засасывающего окружающий воздух, и без аспирационного фильтра и осушителя.
Окружающий воздух, засасываемый компрессором, может вдуваться на сварочный шов 5 под давлением в диапазоне от 1 до 2 бар, которое является относительно низким.
Окружающий воздух после сжатия вдувается в направлении, соосном с направлением металлической присадочной проволоки 4.
Фиг. 2 представляет собой вид в частичной перспективе устройства 6 для удерживания и подачи металлической присадочной проволоки 4.
Это устройство 6 включает в себя форсунку 7 для вдувания воздуха, присоединенную к источнику сжатого воздуха (не показан).
Это устройство 6 содержит головку 8, сужающуюся вперед, включающую в себя осевой канал для направления металлической присадочной проволоки 4.
Эта головка 8 окружена (см., в частности, фиг. 3) кожухом 9, который отделен от головки 8 кольцевой камерой 10.
Эта кольцевая камера 10 включает в себя впуск (не показан), который присоединен к источнику сжатого воздуха, и кольцевой выпуск 10а (см. фиг. 2), расположенный вверх по потоку от конца головки 8 относительно направления циркуляции сжатого воздуха.
Таким образом, кольцевая камера 10 позволяет вдувать сжатый воздух на сварочный шов 5 соосно проволоке 4, как показано стрелками, представленными на фиг. 2.
Устройство 6 для подачи присадочной проволоки 4 и для вдувания воздуха имеет преимущество, заключающееся в том, что оно является очень компактным, так что оно может быть расположено относительно близко от лазерного луча 3.
Принципиальные характеристики установки для лазерной сварки с припоем согласно изобретению даны ниже:
Мощность лазерного луча 3: 2800 Вт
Диаметр лазерного луча 3: 2,6 мм
Природа металлической присадочной проволоки 4: Cu Si3
Скорость перемещения металлической присадочной проволоки 4: 4,8/мин
Давление вдувания сжатого воздуха: 1,5 бар
Поток сжатого воздуха: 451/мин.
Установка для сварки с припоем, имеющая эти характеристики, позволила приваривать крыши к корпусу автомобиля посредством сварочных швов, имеющих целиком удовлетворительный внешний вид и структуру, и не требующих какого-либо последующего ретуширования.
Использование сжатого воздуха в качестве защитного газа делает способ и установку для сварки с припоем согласно изобретению идеально соответствующими экономическим требованиям, связанным с изготовлением большого объема автомобилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ОДНОГО ИЛИ НЕСКОЛЬКИХ СТАЛЬНЫХ ЛИСТОВ ИЗ ЗАКАЛИВАЕМОЙ ПОД ПРЕССОМ СТАЛИ | 2020 |
|
RU2787826C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ АЛИТИРОВАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ С ГАЗОМ, СОДЕРЖАЩИМ АЗОТ И/ИЛИ КИСЛОРОД | 2011 |
|
RU2590759C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ АЛИТИРОВАННОЙ СТАЛИ С ПРОВОЛОКОЙ, СОДЕРЖАЩЕЙ ОБРАЗУЮЩИЕ ГАММУ-ФАЗУ ЭЛЕМЕНТЫ, И ГАЗОМ, СОДЕРЖАЩИМ МЕНЕЕ 10% АЗОТА ИЛИ КИСЛОРОДА | 2011 |
|
RU2588978C2 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1992 |
|
RU2038937C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |

Изобретение относится к лазерной сварке двух стальных деталей (1, 2) и может быть использовано в автомобилестроении. Лазерный луч (3) и металлическую присадочную проволоку (4) непрерывно перемещают вдоль соединительной линии между двумя деталями (1, 2) таким образом, что этот лазерный луч (3) непрерывно плавит металлическую присадочную проволоку (4) так, чтобы образовывать непрерывный сварочный шов (5) между двумя деталями (1, 2). Защитный газ вдувают на сварочный шов. Защитный газ представляет собой сжатый воздух, свободный от газов, отличающихся от тех, что содержатся в окружающем воздухе. Устройство содержит форсунку для вдувания воздуха, присоединенную к источнику сжатого воздуха. В результате предотвращается образование пористости сварных швов и, соответственно, повышается качество сварных деталей. 4 н. и 2 з.п. ф-лы, 3 ил.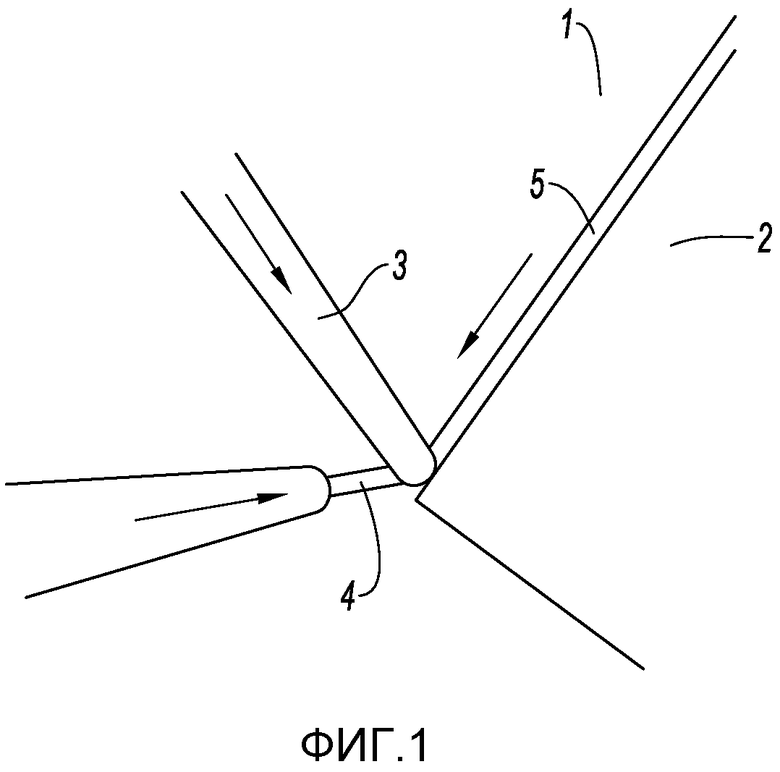
1. Способ лазерной сварки двух стальных деталей (1, 2), включающий непрерывное перемещение вдоль соединительной линии между двумя деталями (1, 2) лазерного луча (3) и металлической присадочной проволоки (4) и непрерывное плавление лазерным лучом (3) металлической присадочной проволоки (4) с формированием непрерывного сварочного шва (5) между двумя деталями (1, 2), при этом защитный газ вдувают в сварочный шов, отличающийся тем, что в качестве защитного газа используют сжатый воздух, свободный от газов, отличающихся от тех, что содержатся в окружающем воздухе, причем сжатый воздух вдувают в сварочный шов под давлением в диапазоне 1-2 бар в направлении, соосном с направлением перемещения металлической присадочной проволоки.
2. Способ по п. 1, отличающийся тем, что сжатый воздух обеспечивают посредством компрессора, засасывающего окружающий воздух.
3. Установка для лазерной сварки двух стальных деталей способом по п. 1, содержащая устройство (6) для удерживания и подачи металлической присадочной проволоки (4), включающее в себя форсунку (7) для вдувания воздуха, присоединенную к источнику сжатого воздуха.
4. Установка по п. 3, отличающаяся тем, что упомянутое устройство (6) содержит головку (8), включающую в себя осевой канал для направления металлической присадочной проволоки (4), причем эта головка (8) окружена кожухом (9), отделенным от этой головки (8) кольцевой камерой (10), включающей в себя впуск, который присоединен к источнику сжатого воздуха, и кольцевой выпуск (10а), расположенный вверх по потоку от конца упомянутой головки (8) относительно направления циркуляции сжатого воздуха.
5. Применение способа по п. 1 для лазерной сварки двух деталей (1, 2) листового металла корпуса автомобиля.
6. Применение установки по п. 3 для лазерной сварки двух деталей (1, 2) листового металла корпуса автомобиля.
| DE102007032723A1, 15.01.2009; |

