Область техники, к которой относится изобретение
Изобретение относится к сварке плавлением и к присадочным материалам для сварки плавлением и может использоваться для изготовления и ремонта элементов газотурбинных двигателей, выполненных из сверхпрочных сплавов на основе никеля, кобальта и железа, с применением дуговой сварки вольфрамовым электродом в газовой среде (GTAW), лазерной лучевой (LBW), электронно-лучевой (EBW), плазменной (PAW) и микроплазменной (MPW) ручной и автоматической сварки.
Уровень техники
Настоящее изобретение относится к сварке плавлением и может применяться для соединения, изготовления и ремонта изделий, в частности, элементов газотурбинных двигателей, изготовленных из обычных поликристаллических, монокристаллических и полученных направленной кристаллизацией сверхпрочных сплавов с применением процессов сварки плавлением.
При сварке плавлением происходит сращивание или соединение двух или большего количества изделий благодаря плавлению основного материала с введением или без введения присадочного материала с последующим охлаждением и кристаллизацией сварочной ванны. Сварка плавлением способна обеспечивать свойства, равные свойствам основного материала, в широком диапазоне температур и прочих условий эксплуатации. Однако аккомодация при кристаллизации и остаточные напряжения часто приводят к образованию трещин в трудносвариваемых сплавах Inconel 713, Inconel 738, Rene 77, CMSX-4, Rene N4 и других сверхпрочных сплавах с низкой вязкостью.
Пайка твердым припоем способна обеспечить соединения без трещин, поскольку она не требует плавления основного материала для получения сращивания. Пайка твердым припоем выполняется путем плавления и кристаллизации только твердых припоев. Однако механические свойства соединений, полученных пайкой твердым припоем, при высокой температуре обычно ниже механических свойств основного материала на 50-75%.
Слабые механические свойства соединений, полученных пайкой большинством никелевых и кобальтовых твердых припоев, не позволяют выполнять обширную пространственную реконструкцию турбинных лопаток и других элементов двигателей.
Поэтому для изготовления и ремонта различных изделий, включая элементы газотурбинных двигателей, сварка, несмотря на склонность к растрескиванию, используется более часто, чем пайка твердым припоем.
Например, ремонт турбинных лопаток согласно WO 2009012747 выполняется путем удаления поврежденной части лопатки с последующим восстановлением удаленной части путем наращивания с использованием сварки лазерным лучом, также называемой наплавлением порошкового присадочного материала.
Способ, раскрытый в EU 102004002551, включает удаление поврежденного материала, лазерное наплавление порошка на восстанавливаемую область и механическую обработку для получения необходимого профиля.
Аналогичный способ описан в патенте США 6269540. Он включает наплавление с использованием лазерного луча, перемещаемого относительно восстанавливаемой поверхности, и присадочного материала, который подается к поверхности таким образом, что лазерный луч расплавляет тонкий слой металлической подложки и присадочный материал, образующий наплавленный металл на поверхности лопатки. Этот процесс повторяют, пока нужная часть лопатки не будет полностью восстановлена.
Турбинные лопатки с низкой вязкостью материала, изготовленные из сверхпрочных сплавов с дисперсионным твердением и с направленной кристаллизацией на основе никеля и кобальта, весьма склонны к образованию трещин во время сварки и термообработки.
Поэтому чтобы избежать образования трещин во время сварки плавлением турбинных лопаток, изготовленных из материалов с низкой вязкостью их, согласно патенту США 5897801, предварительно нагревают перед сваркой до температуры между 1800°F (982°С) и 2100°F (1148°С). Сварка выполняется путем зажигания дуги в заранее выбранной области так, чтобы локально расплавлять основной материал, обеспечивая подачу присадочного материала, имеющего тот же состав, что сверхпрочный сплав на основе никеля в изделии, и с подводом присадочного металла в дугу, что приводит к плавлению и сплавлению последнего с основным материалом, образуя после кристаллизации наплавленный сварной шов.
Аналогичный подход к сварке при высокой температуре использован в способе, раскрытом в патенте США 6659332. Изделие восстанавливается путем удаления поврежденного материала, который имеется в дефектной зоне, с последующим предварительным нагревом изделия до температуры, составляющей 60-98% от температуры солидуса основного материала, в камере, содержащей защитный газ.
Чтобы свести к минимуму сварочные напряжения в лопатке вследствие использования значительной тепловой энергии во время сварки плавлением, лопатки, в соответствии со способом, описанным в СА 1207137, подвергают контролируемому нагреву перед ремонтом сваркой и контролируемому охлаждению после него.
Предварительный нагрев турбинных лопаток увеличивает затраты на ремонт и не гарантирует сварных швов без трещин вследствие низкой вязкости компонентов, получаемых с использованием дисперсионно-твердеющих сверхпрочных сплавов.
Процесс прямого лазерного спекания металла по заявке США 2010221567 включает этапы нанесения наплавляемого материала с температурой плавления ниже температуры плавления подложки на, по меньшей мере, часть изделия и нагревание наплавляемого материала до температуры, которая превышает температуру ликвидуса, что обеспечивает смачивание поверхности и образование твердого соединения во время последующего охлаждения и кристаллизации. Для предотвращения окисления процесс проводится в вакууме или в защитной атмосфере. Данный способ основан на процессах высокотемпературной пайки, раскрытых в патентах США 6454885, 6383312, 6454885, 8123105 и в других источниках предшествующего уровня техники, и поэтому обладает теми же недостатками.
Основным недостатком данного способа является полное переплавление наплавленных швов твердого припоя во время послесварочного растворения или восстановительной термообработки, которая изменяет геометрию наплавленного валика, что ограничивает восстанавливаемые области размером одного однопроходного шва.
Кроме того, как было экспериментально обнаружено, сварные швы в состоянии после сварки (без дополнительной обработки), полученные с использованием твердых припоев на основе Ni и Со с высоким содержанием депрессантов температуры плавления, таких как В и Si, склонны к интенсивному трещинообразованию и поэтому не годны для эксплуатации в таком состоянии.
Предшествующие попытки получить сварные швы без трещин на сплаве Inconel 738, используя стандартные присадочные материалы, были безуспешны, согласно статье Banerjee K., Richards N.L., and Chaturvedi М.С. "Effect of Filler Alloys on Heat Affected Zone Cracking in Pre-weld Heat Treated IN-738 LC Gas-Tungsten-Arc Welds", Metallurgical and Materials Transactions, Volume 36A, July 2005, pp. 1881-1890.
Для проверки указанных выше результатов в рамках настоящей разработки была проведена оценка свариваемости сплава Inconel 738 с использованием стандартных однородных сварочных материалов, включая стандартные электродные проволоки AMS 5786 (Hastelloy W) и AMS 5798 (Hastelloy X) на основе никеля, содержащие ряд легирующих элементов, в том числе Si с общим содержанием 0,2-1% по массе, электродную проволоку Haynes HR-160 на основе никеля с общим содержанием кремния 2,75% по массе, сплавов на основе никеля с содержанием Si от 0,05% до 2% по массе, подобных материалам, описанным в патенте США 2515185, и более сложного сверхпрочного сплава на основе никеля, содержащего до 0,05% по массе В и 2,0% по массе Re согласно патенту США 6468367.
Независимо от химического состава во всех сварных швах, полученных с использованием стандартных сварочных материалов при температуре окружающей среды, были обнаружены протяженные межкристаллитные микротрещины в зоне термического влияния (HAZ) вдоль линии проплавления между основным материалом и наплавленными валиками.
Трещинообразование в HAZ в сплаве Inconel 738 было связано с начальным плавлением низкотемпературных эвтектик, карбидов и других выделений вдоль границ зерен во время сварки с последующим распространением трещин вследствие высокого уровня остаточных растягивающих напряжений в зоне HAZ. Низкое содержание низкотемпературных эвтектик и быстрое охлаждение не позволяли происходить полному растрескиванию заполнения во время сварки, как показано в публикации Alexandrov В.Т., Hope А.Т., Sowards J.W., Lippold J.C., and McCracken S.S. Weldability Studies of High-Cr, Ni-base Filler Metals for Power Generation Applications, Welding in the World, Vol. 55, n. 3/4, pp. 65-76, 2011 (Doc. IIW-2111, ex Doc. IX-2313-09).
Послесварочная термообработка (PWHT) этих сварных швов приводила к дополнительному трещинообразованию при деформационном состаривании в зоне HAZ. Некоторые трещины распространялись в сварные швы.
Поэтому в настоящее время только предварительный нагрев до температур, превышающих 900°С, позволяет выполнять не содержащие трещин сварные швы на сплавах Inconel 738, Inconel 713, GDT 111, GDT 222, Mar M247 и других дисперсионно-твердеющих поликристаллических и полученных способом направленной кристаллизации сверхпрочных сплавах с высоким содержанием гамма-прим фазы, а также на сплавах Mar М 247, CMSX 4, CMSX 10, Rene N5 и других монокристаллических материалах.
Однако предварительное нагревание элементов газотурбинных двигателей перед сваркой увеличивает расходы и уменьшает производительность операций сварки.
Поэтому одной из основных целей настоящего изобретения является разработка нового экономичного способа сварки и наплавления на поликристаллических, полученных способом направленной кристаллизации и монокристаллических сверхпрочных сплавах при температуре окружающей среды, что делает возможным самозалечивание трещин во время сварки и послесварочной термообработки.
Кроме того, другой целью является разработка параметров послесварочной термообработки (PWHT) для самозалечивания трещин во время обработки PWHT.
Раскрытие изобретения
Способ наплавления и сварки плавлением включает этапы нанесения композитного присадочного порошка, содержащего 5-50% порошка твердого припоя и 50-95% высокотемпературного сварочного порошка, на основной материал и одновременного нагревания основного материала и композитного присадочного порошка с помощью локального сварочного источника тепла. Присадочный порошок нагревают до температуры, при которой порошок твердого припоя полностью расплавляется, высокотемпературный сварочный порошок, а также поверхностный слой основного материала, по меньшей мере, частично плавятся, образуя неоднородную или однородную сварочную ванну, в зависимости от параметров сварки. Кристаллизация и охлаждение сварочной ванны приводит к образованию неоднородного наплавленного валика, содержащего протяженную взаимосвязанную решетку из высокотемпературных дендритов и междендритную эвтектическую матрицу. Эта матрица с учетом послесварочной термообработки при температуре, превышающей температуру солидуса порошка твердого припоя, но меньшей, чем температура солидуса основного материала, обеспечивает, по меньшей мере, частичное расплавление эвтектической матрицы и самозалечивание трещин благодаря капиллярным силам, при этом геометрия наплавленного валика поддерживается благодаря протяженной взаимосвязанной решетке из дендритов, полученных из высокотемпературного сварочного порошка.
Изделие, отремонтированное с использованием предпочтительного варианта осуществления, содержит исходный промышленный бездефектный основной материал с поврежденной областью, удаленной перед ремонтом и замененной композитным сварочным материалом, содержащим протяженную решетку из высокотемпературных дендритов, полученную во время кристаллизации сварочной ванны, и матрицу из твердого припоя, содержащего депрессанты температуры плавления.
Для обеспечения требуемого химического состава и микроструктуры сварных швов сварочную ванну во время сварки нагревают до температуры, превышающей температуру плавления порошка твердого припоя, но меньшей приблизительно в 1,2 раза, чем температура плавления высокотемпературного сварочного порошка, с использованием одного или нескольких проходов в зависимости от требуемого размера наращиваемого шва.
В соответствии с другими предпочтительными вариантами осуществления залечивание трещин или термообработка выполняется путем локального нагревания наплавленного валика с использованием сварочного источника тепла. Согласно другому варианту осуществления термообработка изделия выполняется при температуре ниже температуры солидуса порошка твердого припоя, но выше 500°С, что обеспечивает, по меньшей мере, частичное снятие напряжений основного материала.
Согласно другому варианту осуществления для обеспечения залечивания трещин послесварочная термообработка выполняется в интервале температур солидуса-ликвидуса материала наплавленного валика, но ниже температуры солидуса высокотемпературного сварочного порошка.
Сварка приводит к накоплению остаточных напряжений, которые усиливают растрескивание. Для снижения остаточных напряжений применяется снятие напряжений или отжиг. Отжиг и термообработка для залечивания трещин снижает механические свойства основного материала. Поэтому дальнейшие варианты осуществления настоящего изобретения, основанные на требованиях к характеристикам основного материала и условиям эксплуатации, могут включать отжиг, состаривание или сочетание отжига с последующим состариванием.
Для уменьшения деформации остаточных напряжений и растрескивания в соответствии с другим вариантом осуществления послесварочная термообработка выполняется после применения 2-10 проходов сварки.
Сварка согласно предпочтительному варианту осуществления выполняется либо с применением предварительно смешанных в требуемом соотношении порошка твердого припоя и сварочного порошка и с использованием одного бункера для порошков, либо с применением смешивания этих порошков во время нагревания с помощью сварочного источника тепла и с использованием двух раздельных бункеров для порошков. Сварочные источники тепла выбираются из следующих видов: лазерно-лучевого, электронно-лучевого, электродугового или плазменного.
С целью улучшения свариваемости, в зависимости от химического состава и состояния основного материала, изделие перед сваркой подвергают термической обработке для снятия напряжений, состариванию или отжигу.
В соответствии с предпочтительным вариантом осуществления сварные швы без трещин получают, например, когда отношение длины сварочной ванны к скорости сваривания составляет 0,002-0,02.
Ремонт изделия с помощью сварки выполняется при температуре окружающей среды без предварительного нагревания основного материала или с предварительным нагреванием изделия до необходимой температуры с использованием аналогичного сварочного порошка с приблизительно таким же химическим составом, что и основной материал, или отличающегося сварочного порошка с иным составом, чем основной материал, и порошков твердого припоя, содержащих в качестве депрессантов температуры плавления Si от 1% до 10% по массе, или В от 0,2% до 4% по массе, или смесь Si и В от 1,2% до 10% по массе, при общем содержании В не более 4% по массе.
В других предпочтительных вариантах осуществления композитные сварочные материалы содержат высокотемпературный сварочный порошок и порошок твердого припоя, используемые для получения прохода промежуточной наплавки с последующей сваркой, с использованием высокотемпературного сварочного порошка для наращивания шва с необходимой геометрией.
Изобретенный способ может использоваться для соединения, по меньшей мере, двух изделий, для изготовления, ремонта и восстановления размеров конструкционных элементов, корпусов, сопловых направляющих лопаток, компрессорных и турбинных лопаток, выполненных из поликристаллических, полученных направленной кристаллизацией, монокристаллических и композитных материалов.
Наблюдались следующие результаты.
Было обнаружено, что способ дает сварные швы без трещин при температуре окружающей среды на большей части поликристаллических, полученных направленной кристаллизацией и монокристаллических сверхпрочных сплавов с высоким содержанием гамма-прим фазы и углерода, снижая затраты, увеличивая производительность и улучшая охрану здоровья и безопасность рабочих условий.
Применение способа приводит к образованию неоднородной структуры композитного наплавленного валика, состоящей из протяженной решетки из высокотемпературных и высокопрочных дендритов и вязкой матрицы. Это дает соединения и наплавленный металл с механическими свойствами, превышающими свойства паяных твердым припоем и классических гомогенных сварных швов, выполненных с использованием присадочных материалов со стандартным твердением раствора.
Образование неоднородной композитной структуры в сварных швах, полученных при использовании оптимизированных параметров сварки, происходит несмотря на плавление порошка твердого припоя, сварочного порошка и основного материала в одной сварочной ванне.
Сварные швы, нанесенные по этому способу, характеризуются самозалечиванием трещин во время послесварочной термообработки, что исключает необходимость дорогостоящего ремонта.
Они также проявляют превосходную устойчивость к окислению, превосходящую устойчивость к окислению основы и высокотемпературных сварочных материалов.
Широкий интервал оптимальных параметров сварки упрощает управление процессом.
Настоящая концепция представляет собой способ наплавления и сварки плавлением сверхпрочных сплавов, который включает следующие этапы:
а) нанесение на основной материал из сверхпрочного сплава композитного присадочного порошка, который содержит 5-50% по массе порошка твердого припоя, включающего депрессанты температуры плавления, и 50-95% по массе высокотемпературного сварочного порошка;
б) одновременный нагрев основного материала и композитного присадочного порошка с помощью сварочного источника тепла, который выполнен с возможностью перемещения относительно основного материала, до температуры, при которой полностью расплавлен порошок твердого припоя и, по меньшей мере, частично расплавлен высокотемпературный сварочный порошок, а также расплавлен поверхностный слой основного материала с формированием, таким образом, сварочной ванны;
в) охлаждение сварочной ванны с необходимой скоростью таким образом, чтобы при кристаллизации и охлаждении образовывалась композитная структура, содержащая взаимосвязанную решетку из дендритов с высокой температурой плавления, образованных из высокотемпературного сварочного порошка, а из порошка высокотемпературного припоя, высокотемпературного сварочного порошка и основного материала в наплавленном валике образовывалась междендритная эвтектическая матрица, и это сопровождалось бы сращиванием наплавленного валика и основного материала;
г) послесварочная термообработка при температуре, превышающей температуру солидуса порошка твердого припоя, и ниже температуры солидуса высокотемпературного сварочного порошка, что приводит к, по меньшей мере, частичному переплаву эвтектики, которая заполняет трещины в наплавленном валике и в основном материале под воздействием капиллярных сил, с последующим охлаждением и кристаллизацией наплавленного валика.
Предпочтительно данный способ сварки применяется для изделия, состоящего из основного материала, и, кроме того, включает этап, выбранный из соединения изделий вместе, наплавки на изделие для восстановления размеров, изготовления изделия и ремонта изделия.
Предпочтительно, чтобы при кристаллизации и охлаждении в наплавленном валике образовывалась сложная структура, содержащая взаимосвязанную решетку из дендритов с высокой температурой плавления и междендритную эвтектическую матрицу.
Предпочтительно, чтобы при нагревании формировалась неоднородная сварочная ванна.
Предпочтительно, чтобы при нагревании формировалась однородная сварочная ванна.
Предпочтительно способ дополнительно включает этап послесварочной термообработки.
Предпочтительно в данном способе послесварочная термообработка выполняется при температуре выше температуры солидуса порошка твердого припоя и ниже температуры солидуса высокотемпературного сварочного порошка, при этом возникает, по меньшей мере, частичный переплав матрицы и заполнение трещин эвтектикой под воздействием капиллярных сил.
Предпочтительно в данном способе послесварочная термообработка выполняется при температуре ниже температуры солидуса порошка твердого припоя, но выше 500°С, так что происходит, по меньшей мере, частичное снятие напряжений наплавленного валика и основного материала.
Предпочтительно в данном способе послесварочная термообработка выполняется локально путем нагревания наплавленного валика с помощью сварочного источника тепла.
Краткое описание чертежей
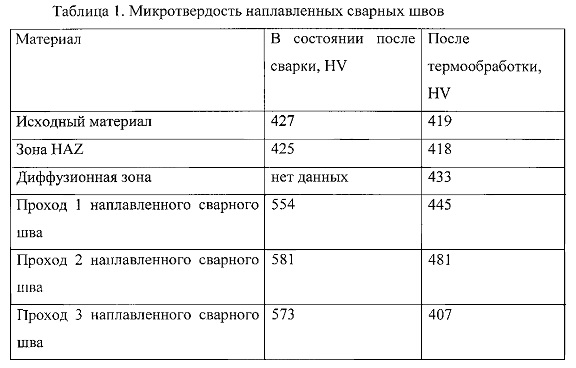
На фиг. 1 приведена микрофотография поперечного (а) и продольного (b) разрезов наплавленных сварных швов Mar М247 - AWS А5.8 BNi-9, полученных на сплаве Inconel 738 с использованием микроплазменной сварки, после термообработки.
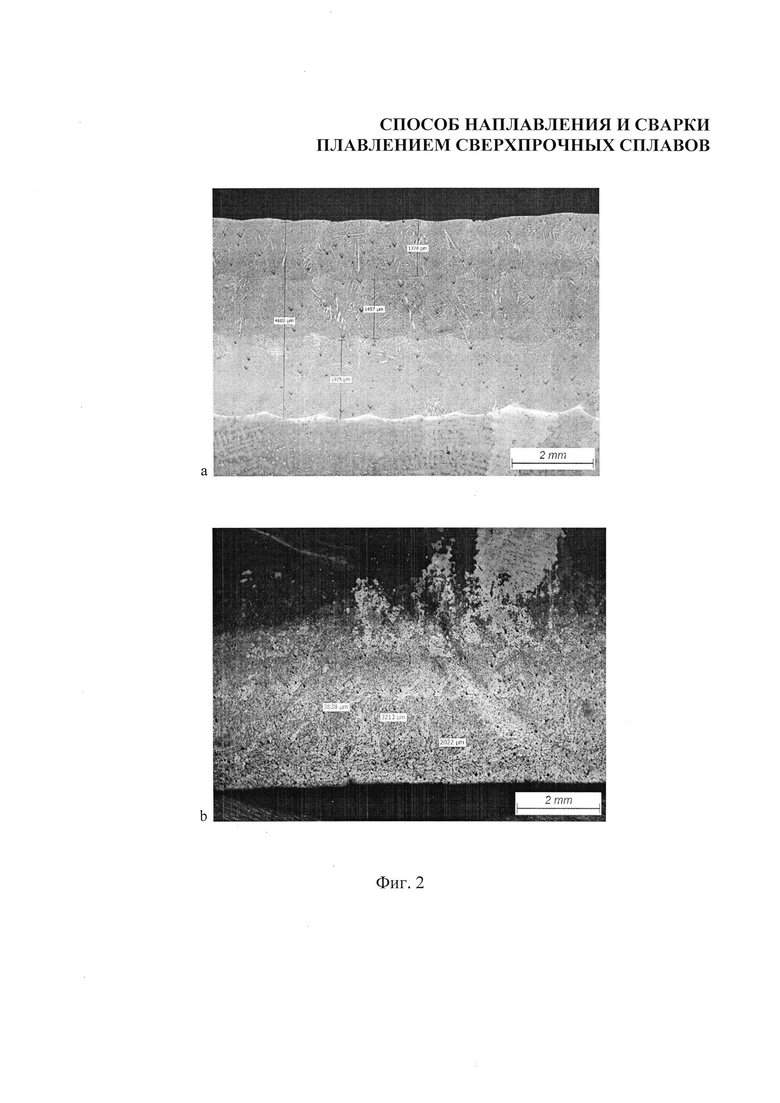
На фиг. 2 приведена типичная макроструктура трехпроходного наплавленного лазерным лучом (LBW) сварного шва, выполненного на сплаве Inconel 738 присадочным материалом Inconel 738 - AWS А5.8 BNi-9, где (а) - продольные образцы в состоянии после сварки, (b) - продольные образцы после термообработки.
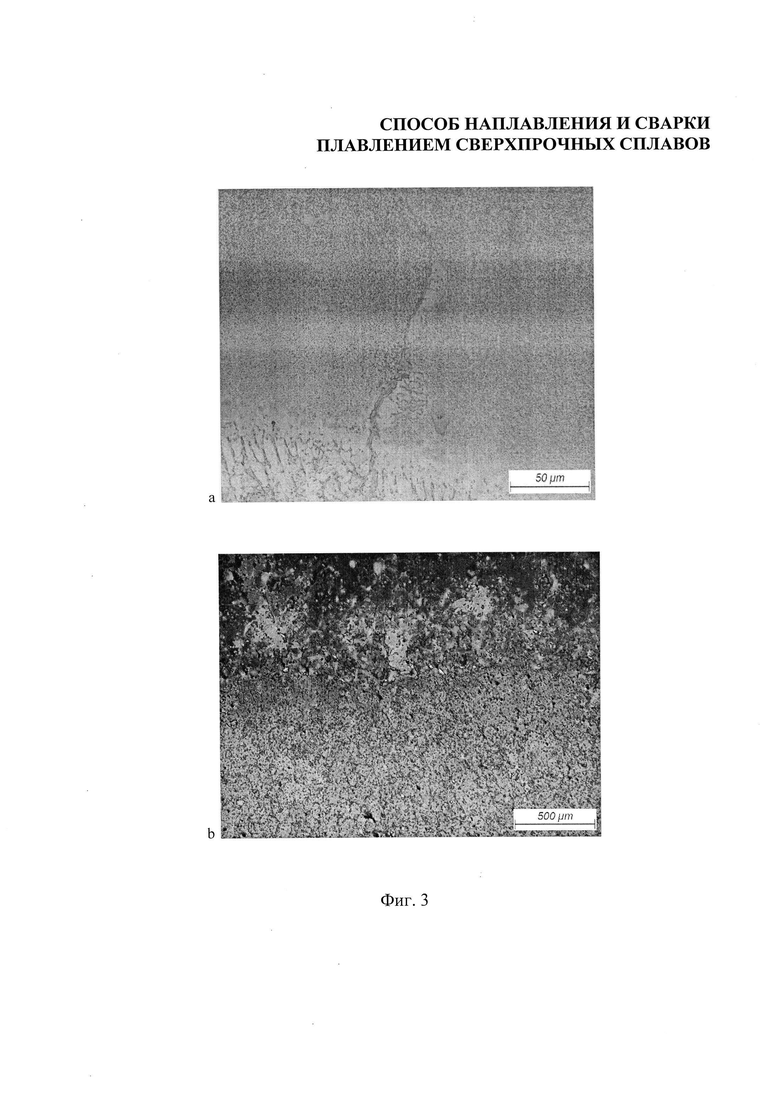
На фиг. 3 изображена микроструктура залечивания трещины в зоне HAZ перед термообработкой (а) и макроструктура трехпроходного наплавленного сварного шва после PWHT при 1200°С (b).
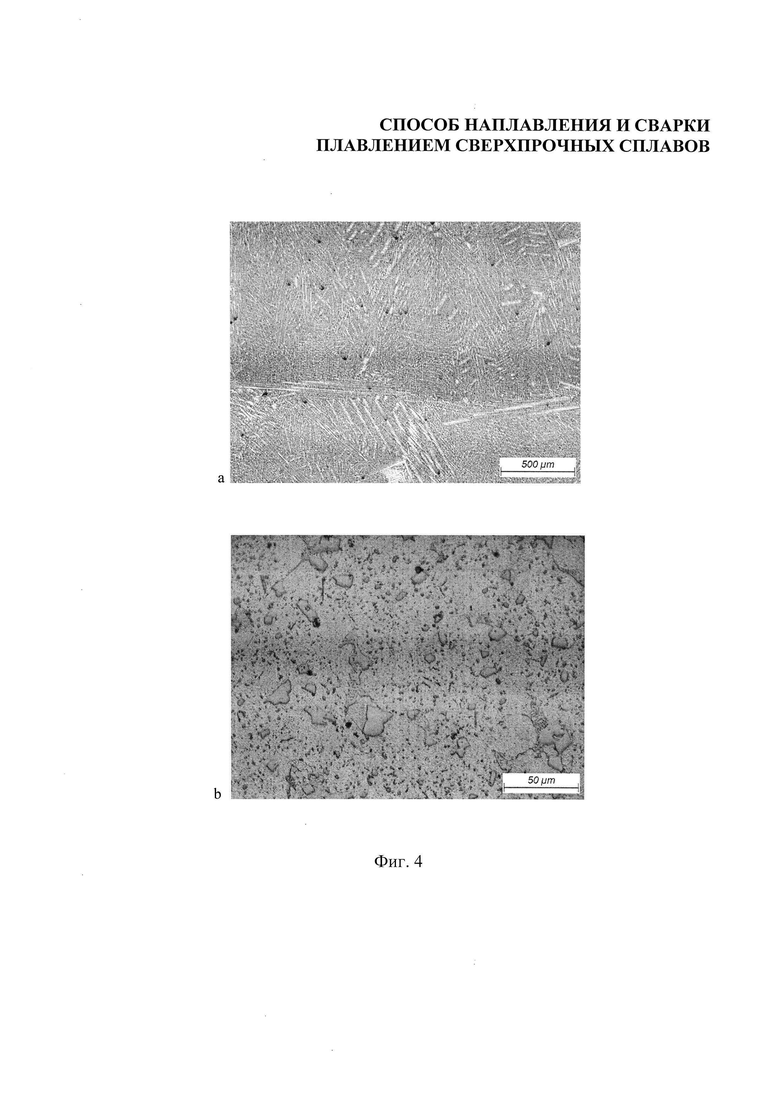
На фиг. 4 приведена макроструктура металла наплавленного сварного шва, выполненного на сплаве Inconel 738 с использованием присадочного порошка Inconel 738 - AWS А5.8 BNi-9 в состоянии после сварки (а) и после термообработки (b).
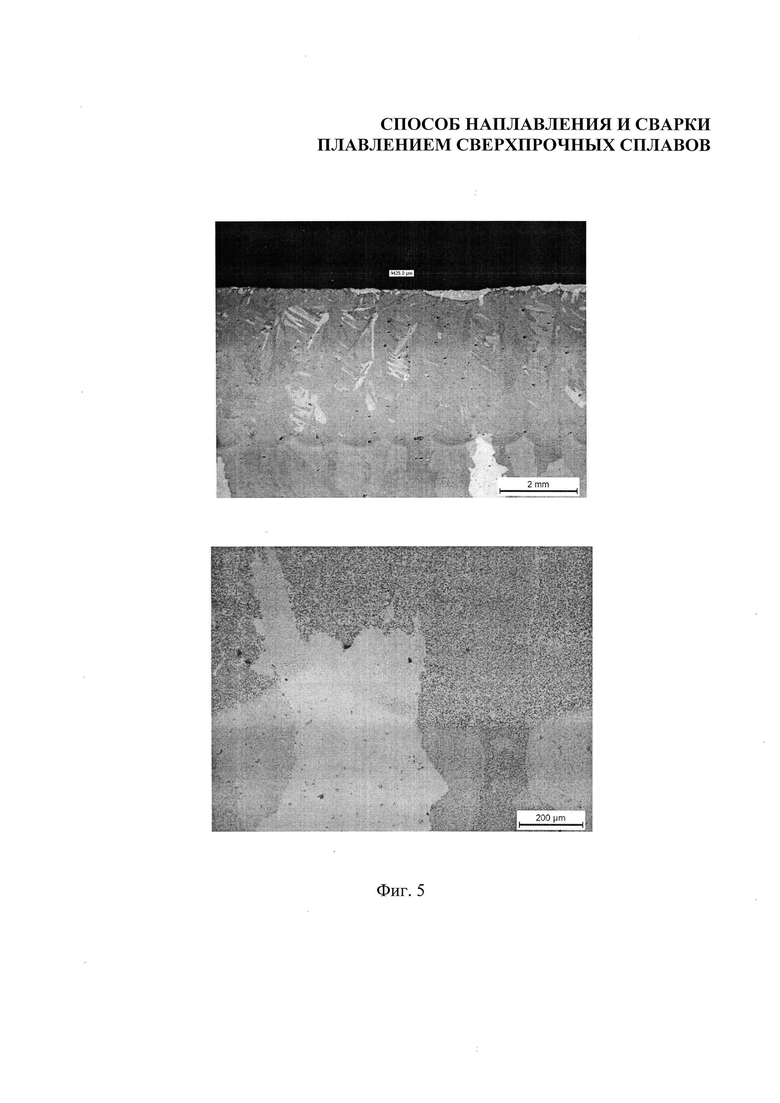
На фиг. 5 изображена макроструктура наплавленного лазером сварного шва (а) и зоны HAZ (b), полученных на сплаве Inconel 738 с использованием присадочного порошка Inconel 738-AMS4782, после термообработки.
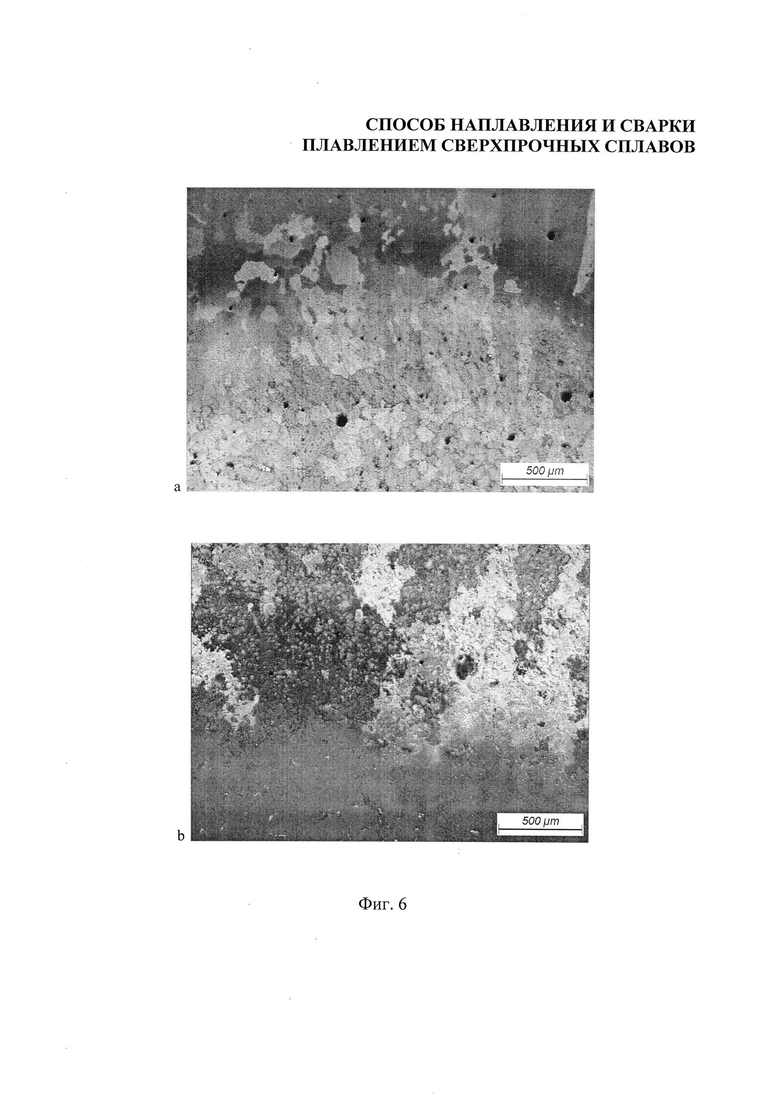
На фиг. 6 приведена микроструктура наплавленного сварного шва с многопроходным наращиванием, полученного с использованием присадочного порошка Mar М247 - AWS А5.8 BNi-9 для прохода промежуточной наплавкой и Rene 80 для завершающего прохода, где (а) - область сплавления наплавленного сварного шва Mar М247 - AWS BNi-9 и Rene 80 поверх него, (b) - зона термического влияния (HAZ), которая обозначает зону эвтектики.
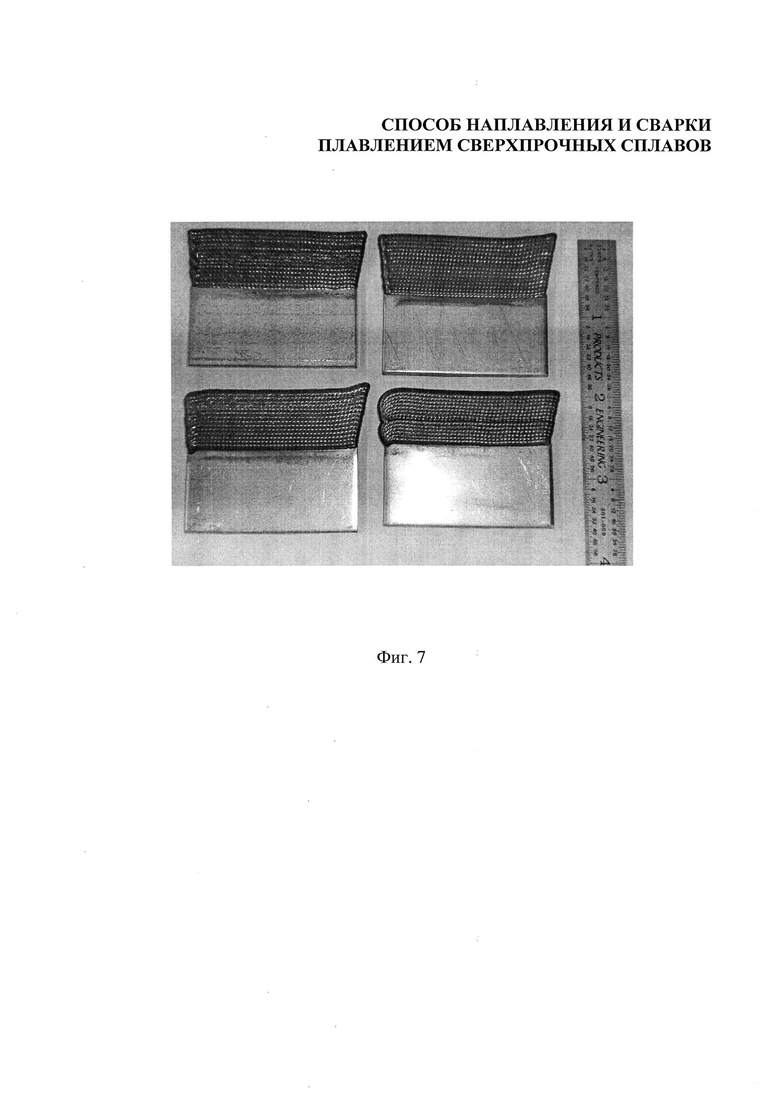
На фиг. 7 изображен наплавленный сварной шов с многопроходным наращиванием, полученный с использованием присадочного материала Inconel 738-AWS А5.8 BNi-9.
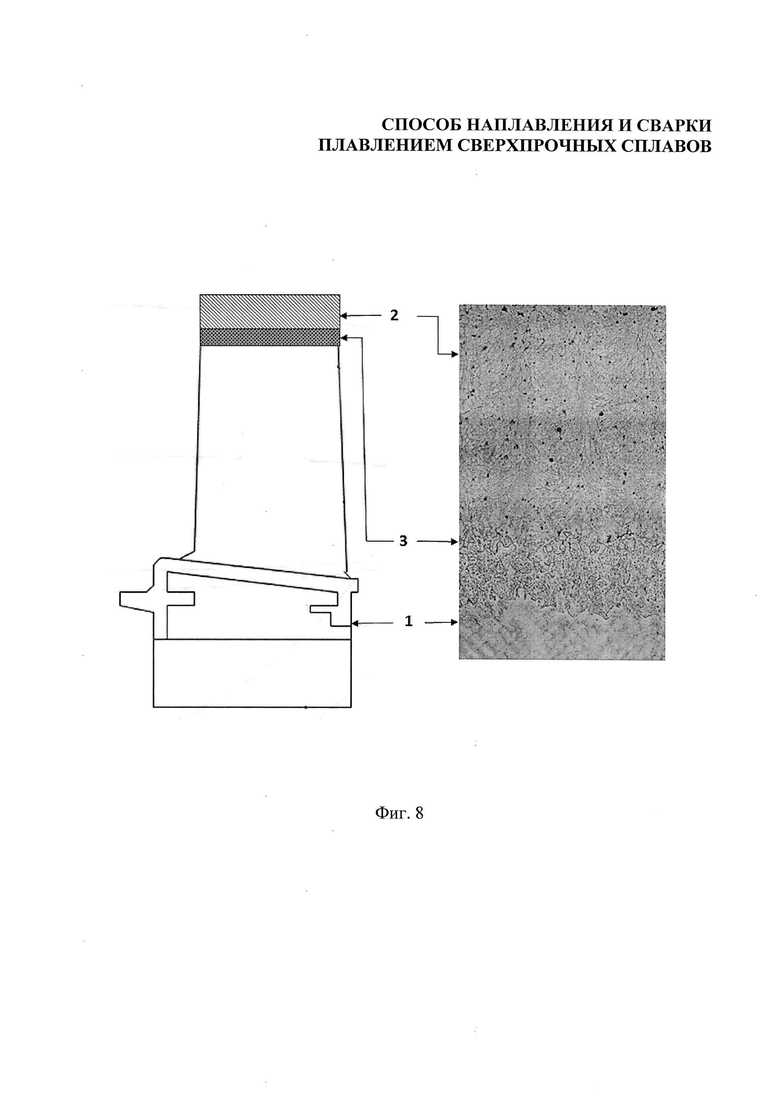
На фиг. 8 показана отремонтированная турбинная лопатка с микрофотографией, изображающей бездефектный основной материал (1), отремонтированную часть (2) лопатки, полученную путем многопроходного наплавления сваркой, и эвтектический слой (3) в зоне HAZ, который связывает отремонтированную часть (2) с основным материалом (1).
Осуществление изобретения
Термины и определения
Композитный присадочный порошок (материал) - материал, добавляемый при выполнении сварных соединений или наплавленных сварных швов, содержащий смесь высокотемпературного сварочного порошка и порошка твердого припоя, отличающихся химическим составом, интервалом кристаллизации и свойствами.
Сварочный порошок - сварочный материал в виде порошка, который добавляется при выполнении сварочных соединений или наплавленных сварных швов.
Высокотемпературный сварочный порошок - сварочный порошок с температурой солидуса выше 1200°С и ниже температуры плавления вольфрама 3422°С.
Порошок твердого припоя - материал твердого припоя в виде порошка, добавляемый при выполнении паяных твердым припоем соединений с температурой плавления выше 400°С, но ниже температуры плавления основного материала и высокотемпературного сварочного порошка.
Основной материал или металл - металл или сплав свариваемого изделия или элемента.
Наплавление - процесс нанесения сравнительно толстого слоя (более 0,5 мм (0,02 дюйма)) сварочного материала и/или композитного сварочного порошка с целью повышения стойкости к износу и/или коррозии или для улучшения других свойств и/или для восстановления детали до требуемых размеров при минимальном проникновении в основной материал.
Многопроходное наплавление - наплавление сварочного материала и/или композитного сварочного порошка за два или большее количество последовательных проходов.
Дуговая сварка вольфрамовым электродом в газовой среде - GTAW (Gas Tungsten Arc Welding)
Лазерная лучевая сварка - LBW (Laser Beam Welding)
Электронно-лучевая сварка - EBW (Electron Beam Welding)
Плазменная дуговая сварка - PAW (Plasma Arc Welding)
Газопламенная кислородная сварка - OAW (Oxy Fuel Welding)
Послесварочная термообработка - PWHT (Post Weld Heat Treatment)
Расплавленная сварочная ванна - жидкое или полужидкое состояние сварочной ванны перед кристаллизацией в качестве металла сварного шва.
Наплавленный валик - сварной шов, полученный в результате кристаллизации сварочного материала и/или композитного сварочного порошка во время прохода сварки и/или наплавления.
Аналогичный сварочный материал - сварочный материал, который обладает таким же химическим составом, что и основной материал.
Отличающийся сварочный материал - сварочный материал с химическим составом, отличающимся от основного материала.
Зона термического влияния (HAZ, Heat-Affected Zone) - часть основного металла, которая не была расплавлена, но механические свойства или микроструктура которой были изменены из-за нагрева при сварке, наплавлении, пайке твердым припоем, пайке или резке.
Однородный наплавленный валик - наплавленный валик, состоящий из аналогичных зерен, дендритов и фаз с аналогичным химическим составом, интервалом кристаллизации и физическими свойствами.
Неоднородный наплавленный валик - наплавленный валик, состоящий из зерен, фаз и выделений с различным химическим составом, различными интервалами температур солидуса-ликвидуса или интервалами кристаллизации и физическими свойствами.
Частичный переплав наплавленного валика - нагрев композитного наплавленного валика до температуры выше температуры кристаллизации порошка твердого припоя, но ниже температуры кристаллизации сварочного порошка.
Эвтектическая матрица - сплав, который образуется во время металлургического взаимодействия порошка твердого припоя и высокотемпературного сварочного порошка при температуре ниже температуры солидуса дендритов в композитном наплавленном валике.
Композитный наплавленный валик - сплав, полученный при сваривании или наплавлении и содержащий, по меньшей мере, две составляющие, которые являются дендритами и эвтектикой, с различными интервалами кристаллизации и свойствами.
Депрессант температуры плавления - химический элемент или элементы, которые снижают температуру плавления металлов и сплавов, что иногда приводит к образованию эвтектики и уменьшению интервала температур солидуса-ликвидуса, также называемого интервалом кристаллизации.
Температура солидуса - самая высокая температура, при которой металл или сплав полностью находится в твердом состоянии.
Температура ликвидуса - самая низкая температура, при которой металл или сплав находится в жидком состоянии.
Интервал или температура солидуса-ликвидуса - область температур между солидусом и ликвидусом, в которой металл или сплав находится частично в твердом и частично в жидком состоянии.
Глубина проплавления - минимальная глубина, на которую распространяется сварной шов, от его поверхности в основной материал или соединение, без упрочнения.
Неоднородность структуры - нарушение типичной структуры наплавленного валика (металла), такое как отсутствие однородности механических, металлургических или физических характеристик материала или наплавленного валика.
Дефект сварки - неоднородность или неоднородности, которые из-за своей природы или эффекта накопления (как, например, общая длина трещины) доводят деталь или продукт до состояния несоответствия минимальным требованиям применимых стандартов приемки или технических условий.
Трещина - неоднородность типа разрыва, которая отличается острой вершиной и высоким отношением длины к ширине, обычно превышающим три.
Извилина - мелкая трещиноподобная неоднородность с совсем небольшим разделением поверхностей разрыва (раскрытием трещины). Приставки макро- или микро- указывают на относительный размер.
Неоднородная сварочная ванна - расплавленная или полурасплавленная сварочная ванна, в которой расплавленные различные материалы - твердый припой, сварочный и основной материалы - сосуществуют при неоднородном распределении химических элементов перед кристаллизацией в композитный неоднородный наплавленный валик.
Композитный неоднородный наплавленный валик - наплавленный шов, получающийся при кристаллизации неоднородной сварочной ванны, который образуют, по меньшей мере, две металлургически связанные составляющие, в данном случае - взаимосвязанная решетка из дендритов и междендритная эвтектическая матрица, значительно отличающиеся химическим составом, интервалом кристаллизации и физическими свойствами.
Температура состаривания - температура, при которой происходит выделение вторичных фаз во время термической обработки металлов и сплавов из пересыщенного твердого раствора.
Проход промежуточной наплавки - подготовка поверхности с использованием процесса наплавления сваркой, в котором поверхностный металл наносится на основной материал для создания металлургически совместимого сварного металлического шва для последующего завершения сварного шва.
Сверхпрочные основные материалы - металлические материалы, которые используются для изготовления элементов газотурбинных двигателей и других изделий, которые проявляют превосходную механическую прочность и сопротивление ползучести (тенденции твердых материалов к медленному перемещению или деформации под нагрузкой) при высоких температурах, вплоть до 0,9 температуры плавления; хорошую стабильность поверхности, устойчивость к окислению и коррозии. Сверхпрочные сплавы обычно имеют матрицу с кристаллической структурой аустенитной гранецентрированной кубической кристаллической решетки. Сверхпрочные сплавы используются, главным образом, для изготовления элементов газотурбинных двигателей.
Композитная сварная структура - неоднородная структура, содержащая металлически связанные высокотемпературную взаимосвязанную дендритную решетку и эвтектическую матрицу, причем металлическая связь возникает из-за увеличенной пространственной протяженности валентных атомов металла, которые сближаются во время плавления и кристаллизации сварочной ванны.
Исходное промышленное изделие - изделие, которое никогда не подвергалось ремонту.
Описание
Турбинные лопатки авиационных и промышленных двигателей изготавливаются из сверхпрочных сплавов, полученных направленной кристаллизацией, и монокристаллических материалов с низкой вязкостью для обеспечения высокой прочности. Однако низкая вязкость снижает свариваемость этих материалов в связи с ограниченными возможностями сварных швов для аккомодации остаточных напряжений за счет пластической деформации.
Для выполнения успешного сваривания на материалах, имеющих низкую вязкость, важно свести к минимуму напряжения кристаллизации путем уменьшения температуры плавления присадочных материалов, минимизации глубины проплавления, перегрева основного материала и увеличения интервала кристаллизации наплавленных валиков. Это обеспечивает аккомодацию напряжений кристаллизации и термических напряжений за счет пластической деформации в наплавленных валиках.
Изобретенный способ решает проблему трещинообразования путем создания самозалечивающихся сварных швов, при этом трещины в наплавленных валиках и в зоне HAZ, смежной с линией проплавления, самозалечиваются во время послесварочной термообработки. Кроме того, самозалечивание происходит и во время многопроходной сварки вследствие подвода тепла при последующих проходах.
Изобретенный способ описан на примере ремонта турбинных лопаток, изготовленных из сплава Inconel 738.
Перед ремонтом сваркой с турбинных лопаток и с других элементов газотурбинных двигателей удаляют защитные покрытия, при их наличии, а также отложения и подвергают очистке согласно соответствующим стандартным процедурам изготовителей оборудования (OEM, Original Equipment Manufacturer).
После очистки турбинные лопатки подвергают флуоресцентной капиллярной дефектоскопии (FPI, Fluoro Penetrant Inspection) согласно стандартам AMS2647, ASTM DE1417 или OEM с последующим контролем размеров.
Перед свариванием турбинные лопатки, изготовленные из дисперсионно-твердеющих поликристаллических сверхпрочных сплавов, таких как Inconel 738, могут также подвергаться восстановительной термообработке или обработке высоким изостатическим давлением (HIP, High Isostatic Pressure) для восстановления ресурса до разрушения и усталостной долговечности деталей и улучшения способности основного материала выдерживать сваривание.
Например, восстановительный отжиг (на твердый раствор) сплава Inconel 738 проводится при температуре 1190±10°С в течение 2-4 часов с последующим контролируемым охлаждением для уменьшения количества γ'-фазы.
После термообработки поврежденный материал восстанавливаемой области удаляется механически с помощью механического или ручного шлифования с использованием ручного борнапильника и фрез из карбида вольфрама.
Для обеспечения качественной сварки дефектный материал должен быть полностью удален. Поэтому после обработки восстанавливаемая область подвергается дефектоскопии FPI для проверки полноты удаления трещин с последующим обезжириванием, используя чистку щелочью, ацетоном, метанолом или паром
Предварительно смешанные композитные сварочные порошки могут содержать 5-50% порошков твердого припоя на основе бора, таких как AWS А5.8 BNi-9 (далее AWS BNi-9), AMS 4777, или твердого припоя на основе кремния AMS 4782, или порошка твердого припоя на основе кремния-бора Amdry 788, и высокотемпературный сварочный порошок. Высокотемпературный сварочный порошок может иметь такой же химический состав, как основной материал, или отличающийся от основного материала химический состав для получения более качественных сварных швов.
Композитные сварочные порошки, содержащие высокотемпературный сварочный порошок Inconel 738, или отличающиеся порошки, имеющие лучшую устойчивость к окислению, такие как Mar М247, Rene 80, Rene 142 или сделанные на заказ порошки, и порошки твердых припоев, подготавливаются заранее или производятся непосредственно в стандартном многобункерном порошковом питателе во время наплавления.
Выбор порошков твердого припоя и высокотемпературных сварочных порошков основан на температуре эксплуатации, условиях напряжения-деформации восстанавливаемой области и химического состава основного материала.
Например, для ремонта лопаток турбин низкого давления, которые подвержены воздействию умеренных температур, лучшим выбором являются порошки твердого припоя на основе бора. Это связано со способностью бора легко диффундировать в зону HAZ и образовывать эвтектики, способные залечивать микротрещины рядом с зоной сплавления благодаря образованию эвтектик, обладающих меньшими температурами плавления, чем исходный материал. Эти эвтектики металлургически связывают сварные швы с исходным материалом, создавая уникальную структуру (b), показанную на фиг. 3.
Для относительно легких турбинных лопаток авиационных двигателей, которые работают в жестких условиях и при высокой температуре, более предпочтительны порошки твердого припоя на основе кремния, такие как AMS 4782 и другие, поскольку они обладают лучшей устойчивостью к окислению, чем материалы твердых припоев на основе бора.
Лопатки турбин высокого давления мощных промышленных двигателей, которые подвержены воздействию высоких температур и механических напряжений, можно восстанавливать, используя порошки на основе кремния и бора AWS BNi-10, ВСо-1 или аналогичные порошки твердых припоев.
Такой же подход может применяться для выбора высокотемпературных сварочных порошков, которые могут изготавливаться из аналогичных или отличающихся сверхпрочных сплавов на основе железа, никеля, кобальта.
Во время наплавления высокотемпературные сварочные порошки и порошки твердого припоя, а также основной материал могут расплавляться с помощью многочисленных тепловых или сварочных источников, таких как лазерный или электронный луч, дуга или плазма.
Лазерная и микроплазменная сварка в настоящее время являются наиболее передовыми процессами для восстановления кромок турбинных лопаток. Поэтому эти процессы сварки обсуждаются более подробно. Подвод тепла во время сварки минимизируется, а скорость сварки доводится до максимума для уменьшения глубины проплавления, степени разжижения, размера сварочной ванны и времени кристаллизации.
Кристаллизация и охлаждение сварочной ванны при оптимизированных параметрах сварки приводят к образованию композитных неоднородных наплавленных валиков, содержащих протяженную взаимосвязанную решетку из дендритов, полученных из высокотемпературного сварочного порошка, и междендритной эвтектики, образованной из порошков твердого припоя, сварочных порошков и основного материала.
Экспериментально было обнаружено, что оптимальные условия для формирования композитных неоднородных наплавленных валиков достигаются при лазерном наплавлении с отношением длины сварочной ванны к скорости сварки от 0,002 до 0,02.
Расплавление подложки посредством лазерного луча с введением в сварочную ванну композитного сварочного порошка приводит к плавлению всего материала и образованию металлических связей между наплавленными сварными швами и основным материалом. Химический состав первого слоя зависит от степени разжижения и глубины проплавления.
Во время кристаллизации сварочной ванны вдоль зоны сплавления образуется столбчатая дендритная структура с эпитаксиальным ростом дендритов перпендикулярно подложке. С развитием кристаллизации направление роста дендритов наклоняется в направлении сварки, что приводит к образованию равноосных или удлиненных зерен, ориентированных параллельно подложке в верхней части наплавленных сварных швов. Однако при многопроходном наплавлении верхние части сварных швов переплавляются, что приводит к образованию взаимосвязанной решетки из дендритов через все наплавленные сварные швы, начиная от основного материала, как показано на фиг. 5. Такая микроструктура возникает при оптимальных параметрах сварки.
Высокая скорость сварки и скорость кристаллизации, низкий подвод тепла, малая длина сварочной ванны и ограниченное перемешивание жидкого металла создают неравновесные условия для кристаллизации. Это приводит к образованию неоднородных наплавленных валиков, в которых обогащенные бором и кремнием эвтектики обособлены вдоль границ дендритов и зерен, создавая матрицу, обладающую повышенной способностью к самозалечиванию трещин.
Во время сварки также наблюдается залечивание микротрещин в зоне HAZ за счет жидкой матрицы на основе твердого припоя. Однако вследствие быстрой кристаллизации и охлаждения сварочной ванны большие трещины рядом с линией проплавления не залечиваются полностью.
Для полного залечивания всех трещин сварочного шва и зоны HAZ турбинные лопатки подвергаются послесварочной термообработке (PWHT) при температуре выше температуры кристаллизации порошка твердого припоя, но ниже температуры кристаллизации высокотемпературного сварочного порошка, что приводит к частичному переплаву только матрицы на основе твердого припоя, тогда как геометрия композитных наплавленных сварных швов поддерживается за счет протяженной решетки из высокотемпературных дендритов.
В соответствии с другим предпочтительным вариантом осуществления первый этап PWHT выполняется в интервале температур солидуса-ликвидуса сварных швов, который может быть определен с помощью анализа тепловой диффузии (TDA, Thermal Diffusion Analysis) сварных швов заранее или с помощью серии экспериментов.
Для предотвращения образования пустот во время обработки PWHT, матрица на основе твердого припоя должна быть взаимосвязана по всему сварному шву. Поэтому выбор соответствующих сварочного порошка и порошка твердого припоя и оптимизация параметров сварки играют важную роль в самозалечивании трещин.
Было обнаружено, что изобретенный процесс может использоваться для залечивания трещин шириной до 0,8 мм и длиной до 20 мм, чего не наблюдается в способах из предшествующего уровня техники.
Увеличенное время выдержки обеспечивает диффузию бора и, до определенной степени, кремния в основной материал. Диффузия бора также наблюдается в дендритах, полученных с помощью высокотемпературного сварочного порошка, что приводит к образованию эвтектик в зоне HAZ сплава Inconel 738, сопровождающемуся залечиванием трещин. Наблюдается устранение всех признаков исходных трещин на глубине до 1,8 мм, как показано на фиг. 3 (b).
Разнообразный ремонт сваркой турбинных лопаток элементов промышленных и авиационных газотурбинных двигателей, а также сопловых направляющих лопаток (NGV, Nozzle Guide Vanes) выполнялся с использованием различных сварочных материалов. Поэтому основной целью обработки PWHT являлось восстановление исходных механических свойств основного материала и снятие напряжений для получения максимальных свойств сварных швов.
Для завершения самозалечивания трещин после сварки сплавы Inconel 738 подвергались термообработке при температуре 1120-1220°С в течение двух часов с последующей закалкой в атмосфере аргона с температурой 980°С. Это приводило к отжигу основного материала, растворению гамма-прим фазы и вторичному выделению карбидов.
Для восстановления исходных механических свойств основного материала Inconel 738 выполнялась обработка PWHT при температуре 1120°С в течение четырех часов с последующим состариванием при температуре 845°С в течение шестнадцати часов и закалка в атмосфере аргона.
Наблюдение показало, что типичная микроструктура сплава IN 738 после двухступенчатого состаривания содержала кубические выделения гамма-прим фазы в аустенитной матрице. Дисперсионное твердение с образованием гамма-прим фазы и карбидов обеспечило высокий предел прочности и предел текучести приблизительно 49,4 тыс. фунтов на кв. дюйм и 36,8 тыс. фунтов на кв. дюйм, соответственно, с относительным удлинением 15,5% и пределом ползучести при нагрузке приблизительно 22 тыс. фунтов на кв. дюйм и температуре 982°С со временем до разрушения 23,7 часов. Большая часть границ зерен после этой термообработки имела зубчатое строение, способствующее увеличению ресурса до разрушения лопаток.
Сварной шов, полученный с использованием композитных сварочных порошков изобретенного состава, содержал взаимосвязанную решетку из тугоплавких дендритов и междендритную эвтектическую матрицу на основе никеля и кобальта, обогащенную бором (серия В), кремнием (серия S) или бором и кремнием (серия SB), которая также подвергалась частичному состариванию во время обработки PWHT.
В результате сварные швы, выполненные из порошков твердого припоя на основе бора, проявляли граничные признаки более крупных зерен и имели весьма мелкодисперсную микроструктуру кубической и сферической гамма-прим фазы, что также типично для сплава Inconel 738 в состоянии после состаривания.
Сварные швы с добавками кремния имели более высокую жаростойкость. Не было обнаружено признаков рекристаллизации первичных зерен аустенита и изменений в строении дендритов. После двухступенчатого состаривания наплавленные валики, полученные с использованием порошков твердых припоев на основе Si, имели чрезвычайно мелкодисперсную кубическую гамма-прим фазу.
Сварные швы с умеренным количеством бора и кремния имели промежуточную микроструктуру. Не обнаружено признаков трещинообразования ни в сварных швах, ни в зоне HAZ.
Все три вида описанных порошков твердого припоя потенциально могут использоваться для сварки турбинных лопаток из Inconel 738, но сварные швы, полученные с использованием Si, имели наибольшую устойчивость к окислению, как показано в таблице 2, пример 9. Поэтому порошки твердого припоя на основе Si являются наиболее эффективными для восстановления кромок турбинных лопаток, а порошки твердого припоя на основе бора следует использовать для ремонта сваркой трещин в плоскости лопатки.
После обработки PWHT отремонтированная область подвергалась механической обработке или полировке для восстановления исходного контура турбинных лопаток.
Завершающая дефектоскопия FPI и/или радиографическая дефектоскопия (рентгеновскими лучами) выполнялась согласно соответствующим стандартам и техническим условиям.
Типичный вид турбинной лопатки, отремонтированной с использованием изобретенного способа и композитного присадочного порошка, показан на фиг. 8.
Эта лопатка содержала исходную бездефектную часть основного материала (1), в данном случае Inconel 738, и отремонтированную часть (2), полученную с помощью многопроходного лазерного наплавления и обработки PWHT.
В результате отремонтированная часть лопатки содержала взаимосвязанную дендритную решетку, полученную из высокотемпературного сварочного порошка, и матрицу на основе твердого припоя, обеспечивающую сращивание с основным материалом через эвтектический слой (3), не содержащий трещин, в зоне HAZ.
Для демонстрации возможностей изобретенного способа и композитных сварочных порошков для ремонта элементов двигателей многопроходное наплавление выполнялось на основных материалах Inconel 738, Mar М002, Inconel 625, Rene N5 и аустенитной коррозионно-стойкой стали 304.
Автоматическое наплавление лазерным лучом выполнялось с использованием лазерной сварочной системы Liburdi LAWS 1000, оборудованной лазером мощностью 1 кВт.
Автоматическая микроплазменная сварка (MPW) выполнялась с использованием системы Liburdi LAWS 4000.
Ручная сварка GTAW-MA выполнялась с использованием источника питания Liburdi Puls Weld 100 и стандартной сварочной горелки. Результаты экспериментов обсуждаются далее в примерах 1-9.
Пример 1
Трехпроходное автоматическое микроплазменное импульсное наплавление выполнялось при температуре окружающей среды с использованием присадочного материала, содержащего 70% порошка высокотемпературной присадки Mar М247 и 30% порошка твердого припоя AWS BNi-9, на подложке Inconel 738, шириной 0,060-0,070 дюйма.
Использовались следующие параметры:
Скорость перемещения (сварки) - 2 дюйм/мин
Скорость подачи порошка - 3 г/мин
Максимальный сварочный ток - 21,8 А
Минимальный сварочный ток - 15,6 А
Продолжительность нагрузки - 60%
Частота - 3 Гц
Защитный газ - аргон
Газ вспомогательной дуги - аргон
Сваренные образцы подвергались послесварочной термообработке в вакууме при давлении ниже 10-4 Торр и температуре 1120±10°С в течение двух часов. При данной температуре материал наплавленных сварных швов находился в частично твердом, частично жидком состоянии, что обеспечивало самозалечивание микротрещин в наплавленных сварных швах и образование эвтектического сплава вдоль линии проплавления с залечиванием микротрещин.
В наплавленных сварных швах и зоне HAZ трещины обнаружены не были. Типичные микрофотографии образцов показаны на фиг. 1 (а) и (b).
Пример 2
Трехпроходное лазерное наплавление выполнялось при температуре окружающей среды с использованием присадочного материала, содержащего 75% порошка высокотемпературной присадки Inconel 738 и 25% порошка твердого припоя AWS BNi-9, на подложке Inconel 738, шириной 0,080-0,090 дюйма при температуре окружающей среды.
Для создания наплавленных сварных швов шириной 0,090-0,100 дюйма лазерная сварочная головка выполняла колебания перпендикулярно направлению сварки.
Для минимизации перегрева подложки во время первого прохода и обеспечения хорошего сплавления между проходами мощность лазерного луча постепенно увеличивалась от первого прохода до верхнего (последнего) прохода.
Использовались следующие параметры сварки:
Скорость сварки - 3,8 дюйм/мин
Скорость подачи порошка - 6 г/мин
Скорость колебаний (поперек свариваемых образцов) - 45 дюйм/мин
Протяженность колебаний - 0,033 дюйма по обе стороны от центральной линии образца
Мощность луча: 325 Вт (первый проход), 350 Вт (второй проход), 400 Вт (третий проход)
Газ-носитель - аргон
Защитный газ - аргон
После сварки образцы разрезали на две равные части.
Одна часть подвергалась металлографическому анализу в состоянии после сварки. Наблюдалось самозалечивание микротрещин в зоне HAZ во время лазерной сварки расплавленным присадочным материалом, который впитывался из сварочной ванны под воздействием капиллярных сил, действующих на трещину, как показано на фиг. 3 (а).
Вторая часть образца подвергалась послесварочной термообработке в вакууме при давлении ниже 10-4 Торр и температуре 1200±10°С в течение двух часов. При данной температуре материал наплавленных сварных швов находился в частично твердом, частично жидком состоянии, что обеспечивало самозалечивание микротрещин в сварных швах. Наблюдалось образование эвтектического сплава вдоль линии проплавления, что устраняло все признаки исходных микротрещин в зоне HAZ, как показано на фиг. 3 (b).
Послесварочная термообработка приводила также к распаду пересыщенного твердого раствора, выделению обогащенных бором частиц, как показано на фиг. 4, и снижению микротвердости наплавленных сварных швов до уровня исходного материала, как показано в таблице 1, что подтвердило возможность применения изобретенных способов для ремонта конструкционных элементов двигателей.
Пример 3
Трехпроходное лазерное наплавление выполнялось при температуре окружающей среды с использованием присадочного порошкового материала, содержащего 73% порошка высокотемпературной присадки Inconel 738 и 27% порошка твердого припоя AWS BNi-9, на подложке Mar 002, шириной 0,080-0,090 дюйма.
Для создания наплавленных сварных швов шириной 0,090-0,100 дюйма лазерная головка выполняла колебания перпендикулярно направлению сварки.
Использовались следующие параметры сварки:
Скорость сварки - 3,8 дюйм/мин
Скорость подачи порошка - 8 г/мин
Скорость колебаний (поперек свариваемых образцов) - 45 дюйм/мин
Протяженность колебаний - 0,033 дюйма по обе стороны от центральной линии образца
Мощность луча: 475 Вт для всех трех проходов
Газ-носитель - аргон
Защитный газ - аргон
Сваренные образцы подвергались послесварочной термообработке в вакууме при давлении ниже 10-4 Торр и температуре 1200±10°С в течение двух часов. При данной температуре материал наплавленных сварных швов находился в частично твердом, частично жидком состоянии, что обеспечивало самозалечивание микротрещин в сварных швах. Наблюдалось образование эвтектоидного сплава вдоль линии проплавления и залечивание микротрещин в зоне HAZ, что было подтверждено дефектоскопией FPI и металлографическим анализом.
Присадочный материал Inconel 738 - AWS BNi-9 сочетает приемлемую устойчивость к окислению и высокие механические свойства вследствие способности избыточного бора диффундировать в исходный материал. Поэтому данный материал больше подходит для ремонта конструкционных элементов, таких как кожухи, сопловые направляющие лопатки (NGV) и лопатки турбин наземных промышленных двигателей.
Пример 4
Трехпроходное лазерное наплавление выполнялось при температуре окружающей среды с использованием присадочного порошкового материала, содержащего 75% порошка высокотемпературной присадки Inconel 738 и 25% порошка твердого припоя на основе кремния AMS 4782, на подложке Inconel 738, шириной 0,080-0,090 дюйма.
Для создания наплавленных сварных швов шириной 0,100-0,120 дюйма лазерная сварочная головка выполняла колебания перпендикулярно направлению сварки.
Использовались следующие параметры сварки:
Скорость сварки - 3,8 дюйм/мин
Скорость подачи порошка - 8 г/мин
Скорость колебаний (поперек свариваемых образцов) - 45 дюйм/мин
Протяженность колебаний - 0,033 дюйма по обе стороны от центральной линии образца
Мощность луча: 475 Вт для всех проходов
Газ-носитель - аргон
Защитный газ - аргон
Сваренные образцы подвергались послесварочной термообработке в вакууме при давлении ниже 10-4 Торр и температуре 1120±10°С в течение двух часов. При данной температуре материал наплавленных сварных швов находился в частично твердом, частично жидком состоянии, что обеспечивало самозалечивание микротрещин.
Дефектоскопия FPI и металлографический анализ подтвердили, что образцы не содержали трещин. Типичные микрофотографии образцов приведены на фиг. 5.
Кремний значительно увеличивает устойчивость к окислению наплавленных сварных швов по сравнению с исходным материалом и материалами твердых припоев на основе бора. Состав Inconel 738 - AMS4782 - наиболее перспективный для относительно неглубокого восстановления кромок лопаток авиационных турбин.
Пример 5
Оценка наплавленных сварных швов, полученных с использованием 50% присадки Mar М247 и 50% порошков твердого припоя AMS4782, была выполнена для устранения осевой трещины и восстановления кромок турбинных лопаток, изготовленных из стандартных поликристаллических и монокристаллических сплавов.
Трехпроходное лазерное наплавление выполнялось на подложке Inconel 738 шириной 0,080-0,090 дюйма при температуре окружающей среды.
Для создания сварного шва шириной 0,100-0,120 дюйма лазерная сварочная головка выполняла колебания поперек образца.
Использовались следующие параметры сварки:
Скорость сварки - 3,8 дюйм/мин
Скорость подачи порошка - 6 г/мин
Скорость колебаний (поперек свариваемых образцов) - 45 дюйм/мин
Протяженность колебаний - 0,033 дюйма по обе стороны от центральной линии образца
Мощность луча: 475 Вт для всех трех проходов
Газ-носитель - аргон
Защитный газ - аргон
Диаметр волокна - 800 мкм
Диаметр частиц порошка присадки - 45-75 мкм
Сваренные образцы подвергались послесварочной термообработке в вакууме при давлении ниже 10-4 Торр и температуре 1220±10°С в течение двух часов.
Металлографический анализ подтвердил, что образцы отвечали соответствующим стандартам приемки.
Пример 6
Для выполнения оценки устойчивости к трещинообразованию наплавленных сварных швов с минимальным количеством порошка твердого припоя выполнялось наплавление сваркой лазером при температуре окружающей среды на подложке Mar М 002 с использованием 95% высокотемпературного сварочного порошка Rene 142 и порошка твердого припоя AWS BNi-9 для имитации ремонта турбинных лопаток и лопаток NGV из материалов направленной кристаллизации и монокристаллических материалов.
Ширина образцов колебалась от 0,080 до 0,100 дюйма.
Для создания наплавленных сварных швов шириной 0,080-0,100 дюймов лазерная сварочная головка выполняла колебания перпендикулярно направлению сварки.
Использовались следующие параметры сварки:
Скорость сварки - 3,8 дюйм/мин
Скорость подачи порошка - 8 г/мин
Скорость колебаний (поперек свариваемых образцов) - 45 дюйм/мин
Протяженность колебаний - 0,040 дюйма по обе стороны от центральной линии образца
Мощность луча: 475 Вт для всех трех проходов
Газ-носитель - аргон
Защитный газ - аргон
Сваренные образцы подвергались послесварочному снятию напряжений в вакууме с давлением ниже 10-4 Торр при температуре 885±10°С в течение двух часов. При данной температуре материал наплавленных сварных швов находился в твердом состоянии.
Анализ микроструктуры не выявил никаких признаков превышения соответствующих пределов приемлемости.
Пример 7
Для имитации обширного ремонта кожуха и других конструкционных элементов, изготовленных из сверхпрочного сплава Inconel 625, при температуре окружающей среды выполнялось многопроходное лазерное наплавление высотой 0,750-1,1 дюйма с использованием присадочного материала, содержащего порошки 75% Inconel 738 и 25% AWS BNi-9, и применением следующих параметров:
Скорость сварки - 3,8 дюйм/мин
Скорость подачи порошка - 8 г/мин
Скорость колебаний (поперек свариваемых образцов) - 45 дюйм/мин
Протяженность колебаний - 0,040 дюйма по обе стороны от центральной линии образца
Мощность луча: 475 Вт для всех трех проходов
Газ-носитель - аргон
Защитный газ - аргон
Для уменьшения остаточных напряжений и предотвращения трещинообразования после наращивания сварного шва высотой 0,250-0,500 дюйма образцы подвергались послесварочной термообработке в вакууме при давлении ниже 10-4 Торр и температуре 1200±10°С в течение двух часов. При данной температуре материал наплавленных сварных швов находился в частично твердом, частично жидком состоянии, что обеспечивало самозалечивание микротрещин в сварных швах. Наблюдалось образование диффузионного слоя и рекристаллизация исходного материала вдоль линии проплавления и снятие напряжений.
После термообработки процесс лазерного наплавления продолжался с использованием тех же параметров сварки до достижения необходимого наращивания сваркой с последующим другим циклом термообработки при температуре 1200±10°С в течение двух часов.
После второго цикла термообработки нарощенный сварной шов сохранял практически ту же геометрию, с незначительным уменьшением толщины, менее 5%.
В наплавленных сварных швах и зоне HAZ трещины обнаружены не были. Образцы с наплавленными сварными швами показаны на фиг. 7.
Пример 8
Трехпроходное автоматическое микроплазменное импульсное наплавление выполнялось при температуре окружающей среды с использованием присадочного материала, содержащего 70% порошка Inconel 738 и 30%) порошка твердого припоя AWS ВСо-1, на подложке Inconel 738, шириной 0,060-0,070 дюйма.
Использовались следующие параметры:
Скорость сварки - 2 дюйм/мин
Скорость подачи порошка - 2,6 г/мин
Максимальный сварочный ток - 22 А
Минимальный сварочный ток - 15 А
Продолжительность нагрузки - 60%
Частота - 3 Гц
Защитный газ - 95%Ar-5%Н2
Газ вспомогательной дуги - аргон
Сваренные образцы подвергались послесварочной термообработке в вакууме при давлении ниже 10-4 Торр и температуре 1220±10°С в течение двух часов. При данной температуре материал наплавленных сварных швов находился в частично твердом, частично жидком состоянии, что обеспечивало самозалечивание микротрещин в сварных швах. Наблюдалось образование диффузионного слоя и рекристаллизация исходного материала вдоль линии проплавления и самозалечивание микротрещин. В наплавленных сварных швах и в зоне HAZ трещины не обнаружены.
Для оценки механических свойств многопроходных наплавленных лазером сварных швов, полученных на образце основного материала, который после сварки был полностью удален и утилизирован, использовались следующие порошки.
Высокотемпературный сварочный порошок, состоящий из следующих химических элементов, в процентах по массе:
Со 9-15%;
Al 3-6,5%;
С 0,1-0,2%;
Ti, Zr и Hf с общим содержанием от 1% до 8,5%;
Та и Nb с общим содержанием от 0,5% до 8,5%;
W и Мо с общим содержанием от 7% до 20%;
Cr и Re с общим содержанием от 6,5% до 18,5%;
Fe и Mn с общим содержанием от 0,1% до 1%;
Ni и прочие примеси - остальное.
Пример 9
Состав твердого припоя:
Состав 1 порошка твердого припоя на основе бора (далее твердый припой 1) содержал (в процентах по массе):
Ni-20%Co-20%Cr-3%Ta-3%B-0,1La
Состав 2 порошка твердого припоя на основе кремния (далее твердый припой 2) содержал (в процентах по массе):
Ni-19%Cr-10%Si
Состав 3 порошка твердого припоя на основе бора и кремния (далее твердый припой 3) содержал (в процентах по массе):
Co-22%Cr-21%Ni-14%W-2%B-2%Si-0,03%La
Содержание материала твердого припоя колебалось от 5% до 50%, как показано в таблице 2.
Для наращивания сваркой размером 5×2×0,120 дюйма использовалось лазерное наплавление.
Обработка PWHT сварных швов выполнялась в вакууме при давлении 0,5⋅10-4 Торр и температуре 1205±10°C с последующей двухступенчатой термообработкой состариванием при температуре 1120±10°С в течение двух часов, 845°С в течение шестнадцати часов и закалкой в атмосфере аргона для сравнения механических свойств сварных швов с основным материалом Inconel 738.
Испытания на растяжение сварных швов выполнялись при температуре 982°С согласно ASTM Е21.
Ускоренные циклические испытания на окисление выполнялись на воздухе при максимальной температуре 1100°C с последующим охлаждением на воздухе до температуры окружающей среды.
Как следует из таблицы 2, сварные швы, полученные с использованием порошка твердого припоя на основе бора с составом 1, проявляли лучшие механические свойства. и исключительную вязкость, превышающие механические свойства Inconel 738 и стандартных сварочных материалов Inconel 625 и Haynes 230, которые используются для ремонта лопаток турбин, при температуре 980°С. Однако добавки бора снижают устойчивость к окислению при температуре 1100°С, как показано в таблице 3.
Механические свойства сварных швов, полученных с использованием порошка твердого припоя на основе кремния с составом 2, имели лучшую устойчивость к окислению, превышающую устойчивость к окислению сварных швов из Rene 80 и Rene 142, и средние механические свойства.
Сварные швы, полученные с использованием порошка твердого припоя, содержащего В и Si, с составом 3, имели механические свойства, которые находились между свойствами сварных швов, содержащих только В или Si.

Таким образом, как показано выше, порошки твердого припоя на основе бора предпочтительно использовать для ремонта сваркой и изготовления конструктивных элементов двигателя, которые испытывают высокие нагрузки во время службы и имеют защитные алюминированные или платино-алюминированные покрытия.
Порошки твердого припоя на основе кремния предпочтительно использовать для восстановления кромок лопаток турбин, где высокая устойчивость к окислению и вязкость сварных швов намного более важны, чем характеристики разрушения.
Изобретение относится к сварке плавлением сверхпрочных сплавов и может использоваться для изготовления и ремонта элементов газотурбинных двигателей. На основной материал из сверхпрочного сплава наносят композитный присадочный порошок, содержащий 5-50% по массе порошка твердого припоя, который включает депрессанты температуры плавления, и 50-95% по массе высокотемпературного сварочного порошка. Нагревают одновременно основной материал и композитный присадочный порошок до температуры полного расплавления порошка твердого припоя и, по меньшей мере, частичного расплавления высокотемпературного сварочного порошка, расплавления поверхностного слоя основного материала с образованием сварочной ванны. Охлаждают сварочную ванну со скоростью обеспечения при кристаллизации и охлаждении образования композитной структуры, содержащей взаимосвязанную решетку из дендритов с высокой температурой плавления, полученную из высокотемпературного сварочного порошка, и образования из порошка высокотемпературного припоя, высокотемпературного сварочного порошка и основного материала в наплавленном валике междендритной эвтектической матрицы. Получают сращивание наплавленного валика и основного материала. Выполняют послесварочную термообработку при температуре выше температуры солидуса порошка твердого припоя и ниже температуры солидуса высокотемпературного сварочного порошка. Техническим результатом изобретения является обеспечение возможности самозалечивания трещин во время сварки и послесварочной термообработки. 9 з.п. ф-лы, 8 ил., 3 табл., 9 пр.
1. Способ наплавления и сварки плавлением сверхпрочных сплавов, включающий следующие этапы:
а) наносят на основной материал из сверхпрочного сплава композитный присадочный порошок, содержащий 5-50% по массе порошка твердого припоя, который включает депрессанты температуры плавления, и 50-95% по массе высокотемпературного сварочного порошка;
б) нагревают одновременно основной материал и композитный присадочный порошок сварочным источником тепла, который перемещают относительно основного материала, до температуры полного расплавления порошка твердого припоя и, по меньшей мере, частичного расплавления высокотемпературного сварочного порошка и расплавления поверхностного слоя основного материала с образованием сварочной ванны;
в) охлаждают сварочную ванну со скоростью обеспечения образования при кристаллизации и охлаждении композитной структуры, содержащей взаимосвязанную решетку из дендритов с высокой температурой плавления, образованную из высокотемпературного сварочного порошка, и образования в наплавленном валике из порошка высокотемпературного припоя, высокотемпературного сварочного порошка и основного материала междендритной эвтектической матрицы и обеспечения сращивания наплавленного валика и основного материала;
г) выполняют послесварочную термообработку при температуре выше температуры солидуса порошка твердого припоя и ниже температуры солидуса высокотемпературного сварочного порошка, что приводит к, по меньшей мере, частичному переплаву эвтектики, которая заполняет трещины в наплавленном валике и в основном материале под воздействием капиллярных сил, с последующим охлаждением и кристаллизацией наплавленного валика.
2. Способ по п. 1, в котором отношение длины сварочной ванны к скорости сварки составляет от 0,002 до 0,02.
3. Способ по п. 1, в котором порошок твердого припоя расплавляют полностью, а высокотемпературный сварочный порошок нагревают до температуры ниже его температуры ликвидуса.
4. Способ по п. 1, в котором композитный присадочный материал нагревают во время сварки с помощью источника тепла до температуры выше температуры плавления порошка твердого припоя, но в 1,2 раза меньше температуры плавления высокотемпературного сварочного порошка.
5. Способ по п. 3, в котором композитный присадочный материал нагревают во время сварки с помощью источника тепла до температуры выше температуры плавления порошка твердого припоя, но в 1,2 раза меньше температуры плавления высокотемпературного сварочного порошка.
6. Способ по п. 1, в котором высокотемпературный сварочный порошок состоит из следующих химических элементов, % по массе:
7. Способ по п. 1, в котором этап послесварочной термообработки включает дополнительный второй этап высокотемпературного состаривания основного материала.
8. Способ по п. 1, в котором депрессант температуры плавления в порошке твердого припоя представляет собой Si в количестве приблизительно от 1 до 10% по массе порошка твердого припоя.
9. Способ по п. 1, в котором депрессант температуры плавления в порошке твердого припоя представляет собой В в количестве приблизительно от 0,2 до 4% по массе порошка твердого припоя.
10. Способ по п. 1, в котором депрессант температуры плавления в порошке твердого припоя представляет собой заранее выбранную смесь В и Si в количестве приблизительно от 1,2 до 10% по массе порошка твердого припоя, при этом содержание В менее приблизительно 4% по массе.
| US 6998568 B2, 14.02.2006 | |||
| WO 2012065581 A2, 24.05.2012 | |||
| US 20060249231 A1, 09.11.2006 | |||
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2005 |
|
RU2281845C1 |
| RU 2005117178 A, 27.12.2006 | |||
| СВАРКА ИЗДЕЛИЙ ИЗ СУПЕРСПЛАВОВ | 2001 |
|
RU2265505C2 |
| Гибкий материал для сварки и наплавки | 1986 |
|
SU1734572A3 |

