ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления шин. Кроме того, изобретение относится к устройству для получения эластомерных компаундов.
В частности, настоящее изобретение относится к способу и устройству, в котором, по меньшей мере, один эластомерный компаунд, используемый при изготовлении одного или нескольких конструктивных элементов шины, получают посредством, по меньшей мере, одной стадии смешивания.
Процесс смешивания состоит в смешивании полимерной основы вместе с другими ингредиентами в соответствии с заданными составами для получения полуфабрикатов, подлежащих использованию на последующих этапах цикла изготовления шины. Данный процесс, как правило, выполняют посредством смесительных устройств непрерывного действия или периодического действия.
Смесители непрерывного действия в основном содержат цилиндрическую камеру, внутри которой вращается шнек (в дальнейшем называемый ротором) или двухзаходный шнек, для непрерывного перемещения обрабатываемого материала от одного конца указанной камеры к другому: перемешивание материала происходит на его пути внутри цилиндрической камеры.
Смесители периодического действия (закрытого типа) в основном содержат смесительную камеру, содержащую два ротора, вращающиеся в противоположных направлениях друг относительно друга: материал подвергают обработке в заданных, отдельно подаваемых количествах (порциями), которые полностью выгружают из смесителя в конце обработки перед началом обработки следующей порции.
Примеры смесителей и обработки компаундов для изготовления шин представлены в публикациях EP 1236504 и WO00/59699.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к смесителям периодического действия и в том числе к смесителям, широко известным как “Banbury®” или “Intermix®”.
Кроме того, изобретение относится к способу изготовления шин.
В контексте настоящего описания под термином «компаунд» понимается как исходный промежуточный продукт, полученный во время любой стадии производственного цикла, так и полуфабрикат, полученный в результате добавления сшивающей системы к промежуточному продукту, чтобы сделать его готовым к последующей вулканизации.
Было обнаружено, что физико-химические свойства компаундов, обеспечивающие возможность получения полуфабриката, невулканизованной шины и в конце концов вулканизованной шины, обладающих заданными характеристиками, зависят от обработки в смесителях закрытого типа. По этой причине управление данной стадией обработки играет важную роль при производстве шин и их компонентов. Было установлено, что имеется много переменных, влияющих на рабочий процесс в смесителях закрытого типа. Примерами таких технологических параметров являются свойства ингредиентов, используемых для компаундов, и последовательность, в которой они вводятся в смеситель, колебания температуры обрабатываемых компаундов, давление нагнетательного поршня в смесителе закрытого типа, крутящий момент и частота вращения ротора или роторов, длительность смешивания и энергия, степень заполнения смесителя (так называемый «коэффициент заполнения»), если упомянуть только некоторые из них.
С чисто практической точки зрения технологические параметры можно разделить на прямые и косвенные параметры, что означает, что первые параметры - это такие параметры, на которые система управления смесителем воздействует для изменения вторых параметров: например, давление нагнетательного поршня и частота вращения роторов могут быть увеличены или уменьшены для обеспечения изменения температуры и/или энергии, получаемой компаундом.
Было установлено в результате наблюдений, что при воздействии на подобные технологические параметры можно добиться улучшения свойств компаундов, что отражается на конечных характеристиках шины, но иногда приводит к снижению производительности изготовления полуфабрикатов и в результате - к снижению производительности изготовления шин. Действительно, иногда данное улучшение свойств является следствием более длительных времен смешивания, в результате чего производительность снижается.
Было установлено в результате наблюдений, что нижнее положение нагнетательного поршня в конце хода, в дальнейшем называемое JP, может быть использовано в качестве дополнительного прямого параметра и, следовательно, управляемого параметра процесса.
Действительно, путем воздействия на нижнее положение JP в конце хода изменяют объем внутренней полости смесителя при отводе компаундов.
Было установлено в результате наблюдений, что посредством регулирования нижнего положения JP нагнетательного поршня в конце хода можно улучшить свойства, характеризующие компаунды (число и размеры агрегатов, эластичность, вязкость), технологические параметры, которые желательно получить (например, времена смешивания и температуры при выгрузке), и желательные эксплуатационные характеристики вулканизованной шины.
Было обнаружено, что изменение нижнего положения нагнетательного поршня в конце хода даже на несколько миллиметров может оказать неожиданное воздействие на компаунд и вулканизованное изделие, обеспечивающее повышение их качества, в результате чего обеспечивается возможность получения шин имеющих наилучшие эксплуатационные характеристики.
Кроме того, данные качественные улучшения компаунда могут быть получены при одновременном сохранении или в некоторых случаях даже повышении производительности системы.
Посредством регулирования положения JP поршня в конце хода, практически был введен новый прямой параметр, или степень свободы, обеспечивающий возможность воздействия на косвенные параметры системы, например, такие как подвод энергии и выделение тепла компаундом, при существенном улучшении статических и динамических свойств компаунда, а также эксплуатационных характеристик шин.
Согласно первому аспекту настоящее изобретение относится к способу изготовления шин, включающему:
- получение, по меньшей мере, одного эластомерного компаунда;
- изготовление множества конструктивных элементов указанной шины, при этом, по меньшей мере, один конструктивный элемент из указанного множества конструктивных элементов содержит, по меньшей мере, один эластомерный компаунд;
- сборку невулканизованной шины посредством использования указанного множества конструктивных элементов;
- подвергание невулканизованной шины формованию и сшиванию для получения готовой шины;
при этом получение эластомерного компаунда включает:
- подачу, по меньшей мере, одного эластомерного полимера и активного наполнителя в смеситель, содержащий два ротора, расположенные в смесительной камере, и нагнетательный поршень, выполненный с возможностью перемещения между поднятым положением, удаленным от двух роторов, и «r» нижними положениями в конце хода, отличающимися друг от друга, которые представляют собой положения рядом с двумя роторами (2, 3), при этом «r» равно двум или больше двух;
- задание «q» нижних положений в конце хода, выбранных из возможных «r» нижних положений нагнетательного поршня в конце хода, при этом «q» равно единице или больше единицы;
- введение ингредиентов компаунда, подлежащего получению, в смеситель;
- приведение роторов во вращение для смешивания указанных ингредиентов;
при этом во время смешивания нагнетательный поршень перемещают «m» раз из поднятого положения в выбранные «q» нижних положений в конце хода и наоборот, при этом «m» равно единице или больше единицы.
Кроме того, Заявитель понял, что целесообразно, чтобы в том же устройстве было обеспечено число «r» положений JP для выполнения шагового перемещения, пригодного для компаунда, и, возможно, для изменений положений JP также во время обработки одного компаунда для оптимизации времени смешивания, вязкоупругих свойств компаунда и механических свойств шины, полученной после формования/вулканизации невулканизованной шины, собранной с использованием, по меньшей мере, одного полуфабриката, полученного посредством указанного процесса, и/или производительности установки.
Согласно другому аспекту настоящее изобретение относится к устройству для получения эластомерных компаундов, содержащему:
- смеситель, имеющий смесительную камеру, выполненную с загрузочным отверстием;
- два ротора с приводом от двигателя, размещенные в смесительной камере;
- шток, опирающийся на смеситель и имеющий первый конец, несущий нагнетательный поршень, и второй конец, несущий плунжер;
при этом нагнетательный поршень нависает над указанными роторами и выполнен с возможностью перемещения между поднятым исходным положением и «r» нижними положениями в конце хода, отличающимися друг от друга, при этом «r» равно двум или больше двух;
при этом указанное устройство содержит регулирующее устройство, воздействующее в рабочем положении на указанный плунжер для изменения нижнего положения поршня в конце хода.
Указанное регулирующее устройство содержит диск для задания конца хода, прикрепленный к смесителю с образованием одного целого с ним и предусмотренный с «r-1» элементами для задания конца хода, при этом каждый из них выполнен с возможностью перемещения независимо от остальных между первым положением, в котором он находится во втянутом состоянии в диске, и вторым положением, в котором он выходит из указанного диска. При «r» нижних положениях в конце хода плунжер опирается на опорную поверхность указанного диска, предназначенного для задания конца хода, или на один из указанных «r-1» элементов, предназначенных для задания конца хода.
Нижние положения в конце хода, подлежащие использованию во время цикла обработки, могут быть заданы перед началом обработки в зависимости, например, от ингредиентов и типа компаунда, подлежащего получению. После начала цикла устройство сможет выполнить изменение нижнего положения в конце хода при осуществлении саморегулирования.
Настоящее изобретение в соответствии с, по меньшей мере, одним из вышеуказанных аспектов может дополнительно иметь один или несколько из предпочтительных признаков, описанных в дальнейшем.
«m» предпочтительно равно двум или больше двух.
Один производственный цикл образован из нескольких стадий, во время каждой из которых поршень перемещается вниз, и две последующие стадии отделяются друг от друга посредством подъема поршня и его быстрого опускания.
«q» предпочтительно равно двум или больше двух.
Каждое из указанных выбранных «q» нижних положений в конце хода задано так, чтобы получить желательные характеристики обрабатываемого компаунда и/или свойства вулканизованного компаунда.
Характеристики обрабатываемого компаунда предпочтительно выбирают из группы, включающей: вязкость по Муни ML(1+4), время подвулканизации.
Свойства вулканизованного компаунда предпочтительно выбирают из группы, включающей: твердость в единицах IHRD (международные единицы твердости), разрушающее напряжение при разрыве, относительное удлинение при разрыве, заданное растягивающее напряжение, энергия деформации, сопротивление раздиру, стойкость к истиранию, усталостная прочность, модуль упругости (Е', G'), модули потерь (Е'', G''), коэффициент потерь (тангенс дельта).
Разница между двумя выбранными «q» нижними положениями в конце хода, которые являются смежными, предпочтительно не превышает приблизительно 40 мм.
Разница между двумя выбранными «q» нижними положениями в конце хода, которые являются смежными, предпочтительно составляет, по меньшей мере, до приблизительно 4 мм.
Разница, составляющая даже несколько сантиметров или даже несколько миллиметров, между концами ходов обеспечивает возможность получения существенных воздействий на качество компаунда и вулканизованного изделия, которые положительно влияют на эксплуатационные характеристики, достигаемые посредством шин, изготовленных из эластомерных материалов, полученных на основе подобных компаундов.
В соответствии с предпочтительным вариантом осуществления устройство содержит приводной цилиндр, смонтированный на смесителе, при этом диск для задания конца хода установлен в приводном цилиндре.
Приводной цилиндр предпочтительно представляет собой цилиндр гидравлического или пневматического типа, и диск для задания конца хода ограничивает камеру, внутреннюю по отношению к указанному приводному цилиндру, в его нижней части.
Регулирующее устройство в соответствии с изобретением также может быть легко получено на известных смесителях с небольшими конструктивными модификациями. Действительно, достаточно заменить диск, закрывающий известные цилиндры в их нижней части, диском для задания конца хода, подобным описанному для устройства в соответствии с изобретением.
Кроме того, согласно предпочтительному варианту осуществления каждый из «r-1» элементов для задания конца хода имеет кольцевую форму и расположен вокруг штока.
Диск для задания конца хода предпочтительно имеет «r-1» кольцевых гнезд, каждое из которых соединено по текучей среде с источником текучей среды под давлением и в каждом из которых размещается соответствующий элемент для задания конца хода.
Данная конструкция гарантирует то, что опорная поверхность плунжера на элементе, предназначенном для задания конца хода, будет достаточно широкой для избежания образования сосредоточенных сил. Радиальная симметрия элемента для задания конца хода дополнительно гарантирует сохранение выровненного положения поршня и штока в аксиальном направлении в цилиндре, в результате чего избегают образования нежелательных сил трения и возникновения неисправностей. Кроме того, данная конструкция является простой и надежной.
«r-1» элементов для задания конца хода предпочтительно выступают от опорной поверхности на расстояние, не превышающее приблизительно 100 мм.
Во втором положении «r-1» элементов для задания конца хода предпочтительно выступают от опорной поверхности на расстояние, составляющее, по меньшей мере, до приблизительно 4 мм.
Во втором положении первый из «r-1» элементов для задания конца хода предпочтительно выступает от опорной поверхности на расстояние, находящееся в диапазоне от приблизительно 4 мм до приблизительно 20 мм.
Во втором положении второй из «r-1» элементов для задания конца хода предпочтительно выступает от опорной поверхности на расстояние, находящееся в диапазоне от приблизительно 8 мм до приблизительно 40 мм.
В предпочтительном варианте осуществления «r» равно трем.
В предпочтительном варианте осуществления устройство содержит устройство управления, функционально/в рабочем положении соединенное с регулирующим устройством для обеспечения того, чтобы нагнетательный поршень занимал разные нижние положения в конце хода в одном рабочем цикле в течение промежутков времени, более коротких, чем сумма минимальных продолжительностей ходов указанного нагнетательного поршня вверх и вниз.
Указанное устройство управления предпочтительно функционально/в рабочем положении соединено с регулирующим устройством для обеспечения того, чтобы нагнетательный поршень занимал разные нижние положения в конце хода в одном цикле обработки в течение промежутков времени, более коротких по сравнению с минимальной продолжительностью любого из ходов указанного нагнетательного поршня вверх или вниз.
Изменение конца хода осуществляется настолько быстро, что различные концы ходов могут быть использованы в одном и том же устройстве в течение одного цикла обработки.
Обработка компаунда может быть разделена на стадии, разделенные интервалами времени, в течение которых нагнетательный поршень поднимают и затем опускают до нижнего положения в конце хода. По существу полный подъем нагнетательного поршня во время смешивания, как правило, необходим для обеспечения осаждения на роторах тех частей наполнителей, которые, возможно избежав смешивания в виде порошков между корпусом поршня и стенкой смесительной камеры, скопились на закрывающей поверхности устройства. Таким образом, различные процентные соотношения компонентов компаунда снова доводятся до заданных значений, что является обязательным требованием для достижения конечных свойств компаунда.
Кроме того, операция регулирования обработки компаунда посредством поршня обеспечивает возможность регулирования изменения температур в заданных пределах с течением времени и позволяет обеспечить повторное смешивание компаунда для правильного образования конечного продукта.
Действительно, подъем поршня, выполняемый в течение нескольких мгновений, обеспечивает уменьшение давления на обрабатываемый материал и облегчает повторное смешивание; кроме того, данный подъем позволяет регулировать заданный температурный градиент и во всех случаях обеспечивает поддержание данного параметра в допустимых пределах, так что не возникает риска ухудшения свойств обрабатываемого компаунда.
Дополнительные признаки и преимущества станут более очевидными из подробного описания предпочтительного, но не исключительного варианта осуществления способа и устройства в соответствии с настоящим изобретением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Данное описание в дальнейшем будет приведено со ссылкой на прилагаемые чертежи, приведенные в качестве неограничивающего примера, в которых:
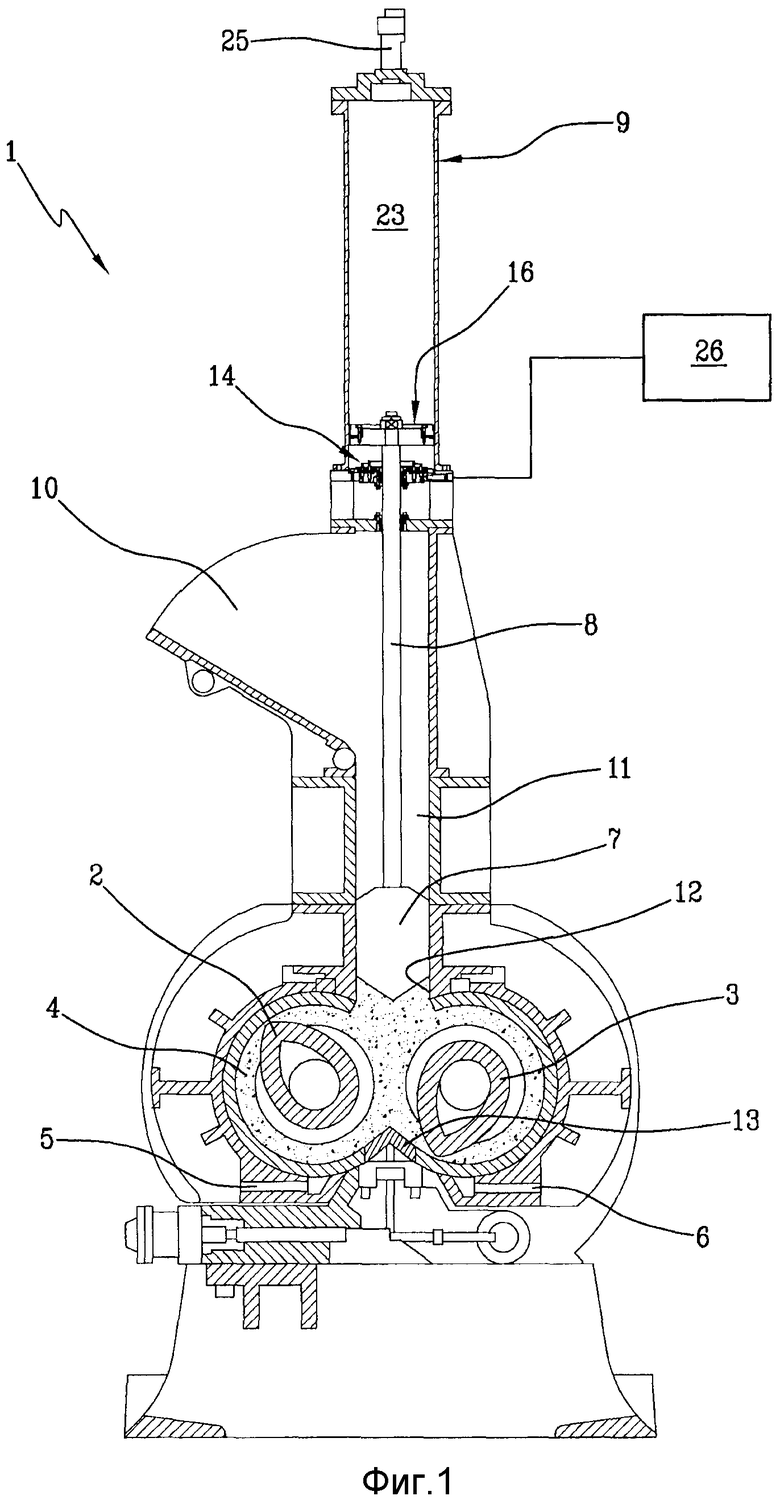
фиг.1 показывает схематический выполненный с разрезом вид спереди смесителя периодического действия, принадлежащего устройству для получения эластомерных компаундов согласно настоящему изобретению;
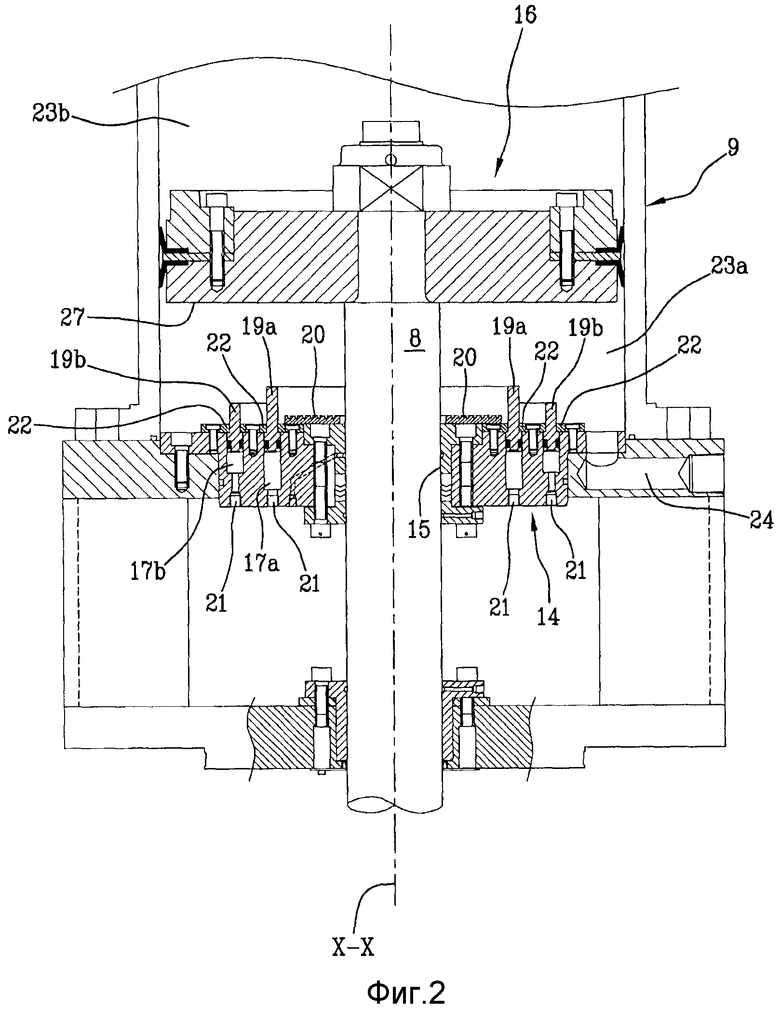
фиг.2 показывает первую увеличенную часть смесителя с фиг.1;
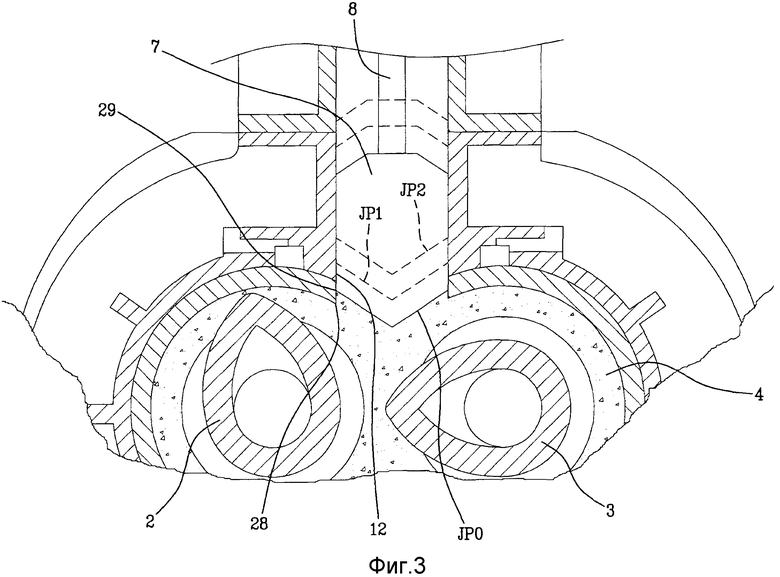
фиг.3 показывает вторую увеличенную часть смесителя с фиг.1;
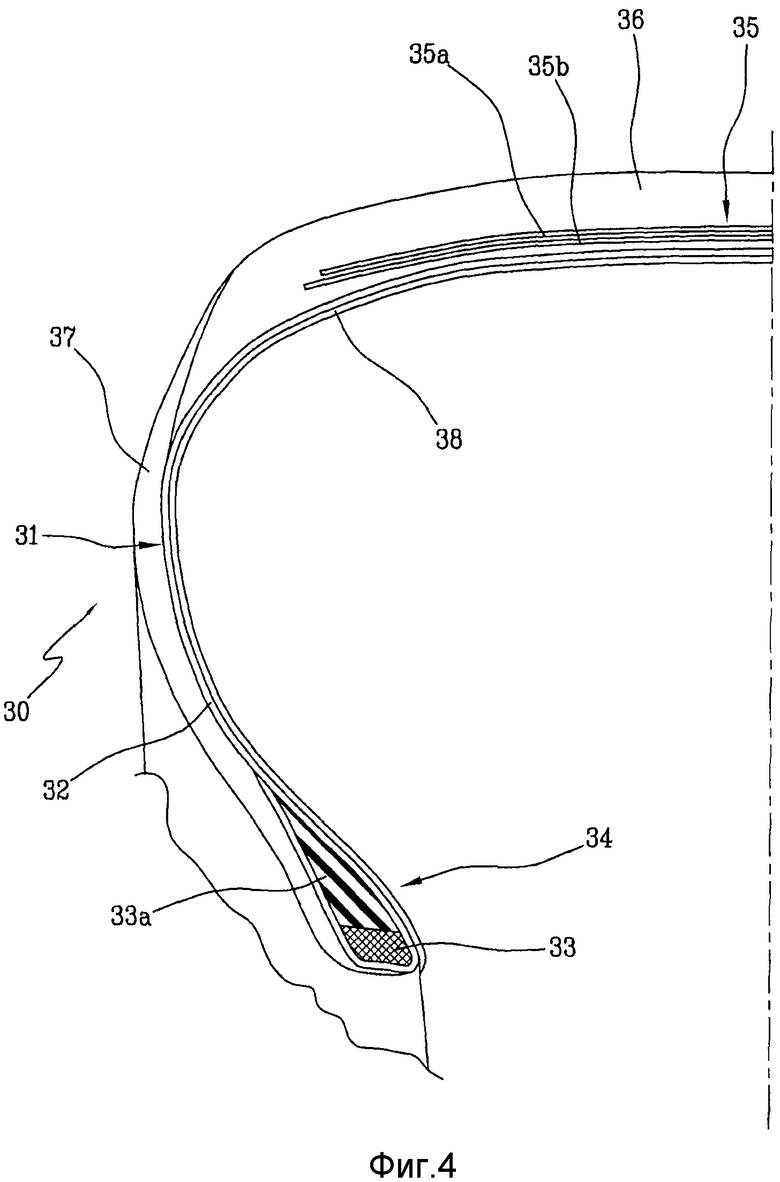
фиг.4 представляет собой половину радиального сечения шины для колес транспортного средства, полученную способом в соответствии с настоящим изобретением;
фиг.5, 6 и 7 показывают соответствующие диаграммы, относящиеся к испытаниям, выполняемым с образцами компаундов, полученных при разных положениях JP.
Как показано на чертежах, смеситель периодического действия, принадлежащий устройству для получения эластомерных компаундов в соответствии с настоящим изобретением, обозначен в целом ссылочной позицией 1.
Смеситель 1 представляет собой так называемый смеситель типа «Banbury®», и он содержит два тангенциальных ротора 2, 3 с приводом от двигателя, вращающиеся в противоположных направлениях в смесительной камере 4, охлаждаемой водой, циркулирующей в ряде каналов 5, 6.
Смеситель 1 содержит нагнетательный поршень 7, прикрепленный к концу штока 8, приводимого в движение посредством пневматического (или гидравлического) приводного цилиндра 9.
Смеситель 1 дополнительно снабжен загрузочной воронкой 10 для ввода внутрь него материала, подлежащего обработке. Загрузочная воронка 10 сообщается в ее нижней части с узким каналом или трубой 11, открывающейся в смесительную камеру 4 через посредство загрузочного отверстия 12, расположенного над роторами 2, 3. Нагнетательный поршень 7 проходит внутри узкого канала 11 и направляется посредством него между поднятым исходным положением и, по меньшей мере, опущенным рабочим положением. В поднятом положении поршень освобождает узкий канал 11 и обеспечивает возможность введения материала, подлежащего обработке, в смесительную камеру 4 через загрузочную воронку 10, по узкому каналу 11 и через отверстие 12. В опущенном положении нагнетательный поршень 7 сжимает компаунд, содержащийся в смесительной камере 4.
Выгрузка обработанных компаундов, напротив, происходит снизу через отверстие, имеющееся в днище смесительной камеры 4, закрытой закрывающим элементом 13.
В смесителе 1 положение нагнетательного поршня 7 и штока 8, приводящего его в действие, определяется способом, известным сам по себе, посредством датчиков, не показанных на чертежах. Данное положение может быть определено вдоль всего хода нагнетательного поршня, начиная от его поднятого (исходного) положения, в котором он обеспечивает возможность загрузки материала через загрузочную воронку, до опущенного (рабочего) положения.
Смеситель 1 содержит диск 14 для задания конца хода, установленный в приводном цилиндре 9, образующий одно целое с самим цилиндром 9 и выполненный с отверстием 15 для прохода и скольжения штока 8 (фиг.1 и 2).
Плунжер 16 прикреплен к концу штока 8, противоположному по отношению к нагнетательному поршню 7. Плунжер 16 проходит внутри приводного цилиндра 9 и находится в контакте с внутренней стенкой указанного цилиндра 9.
Нагнетательный поршень 7 выполнен с возможностью перемещения вниз до, по меньшей мере, нижнего положения в конце хода, при этом при данном положении плунжер 16 входит в контакт с диском 14 для задания конца хода, что предотвращает дальнейшее опускание нагнетательного поршня 7.
В нижнем положении в конце хода нагнетательный поршень 7, который имеет конусообразный нижний конец, частично входит в зону между двумя роторами 2, 3 (не касаясь их), при этом конусообразный рабочий конец будет расположен над тангенциальной зоной указанных роторов 2, 3 (фиг.3).
Диск 14 для задания конца хода имеет кольцевые бороздки (в варианте осуществления, показанном на фиг.2, выполнены две бороздки), которые являются концентрическими и коаксиальными относительно продольной оси «Х-Х» штока 8. Кольцевые бороздки 17а, 17b открываются на верхней поверхности 18 диска 14. Элемент 19а, 19b кольцевой формы, предназначенный для задания конца хода, размещен в каждой из бороздок 17а, 17b. Каждый из элементов 19а, 19b для задания конца хода выполнен с возможностью перемещения в соответствующей бороздке 17а, 17b между первым и вторым положениями. В первом положении элемент 19а, 19b для задания конца хода расположен с обеспечением его полного втягивания в диск 14, предназначенный для задания конца хода, и не выступает за опорную поверхность 20, предусмотренную на верхней поверхности 18 указанного диска 14. Во втором положении, показанном на фиг.2, элемент 19а, 19b для задания конца хода частично выдвинут из диска 14 и выступает за указанную опорную поверхность 20.
Кроме того, каждая бороздка 17а, 17b сообщается по текучей среде посредством каналов 21 с источником текучей среды под давлением (непоказанным). Текучая среда под давлением (например, масло), вводимое регулируемым образом в бороздки 17а, 17b, заставляет элементы 19а, 19b, предназначенные для задания конца хода, частично выходить из бороздок 17а, 17b и доходить до соответствующих вторых положений. Соответствующие удерживающие элементы 22 предотвращают выталкивание элементов 19а, 19b, предназначенных для задания конца хода, из диска 14. Давление текучей среды вместе с удерживающими элементами 22 обеспечивает фиксацию элементов 19а, 19b, предназначенных для задания конца хода, в соответствующих вторых положениях устойчивым образом.
Каждый элемент 19а, 19b для задания конца хода на своем верхнем конце имеет кольцевую установочную поверхность, предназначенную для входа в контакт с плунжером 16.
Когда элементы 19а, 19b для задания конца хода находятся во втором положении, они выступают от диска 14 на разные длины. Когда в показанном варианте осуществления самый близкий к центру в радиальном направлении, кольцевой элемент 19а для заданий конца хода будет находиться во втором положении, он будет выступать от диска 14 больше, чем самый близкий к центру в радиальном направлении, кольцевой элемент 19b для задания конца хода, который также находится во втором положении.
В его втором положении самый близкий к центру в радиальном направлении кольцевой элемент 19а для задания конца хода предпочтительно выступает относительно опорной поверхности 20 на расстояние, составляющее приблизительно 15 мм. В его втором положении самый дальний от центра в радиальном направлении, кольцевой элемент 19b для задания конца хода предпочтительно выступает относительно опорной поверхности 20 на расстояние, составляющее приблизительно 7 мм.
Диск 14 для задания конца хода, предусмотренный с элементами 19а, 19b для задания конца хода, образует регулирующее устройство, воздействующее в рабочем положении на плунжер 16 и выполненное с возможностью изменения нижнего положения поршня 7 в конце хода, как лучше детализировано в дальнейшем.
Плунжер 16 герметично разделяет внутреннюю камеру 23 в приводном цилиндре 9 на нижнюю камеру 23а и верхнюю камеру 23b. Диск 14 для задания конца хода герметично закрывает внутреннюю камеру 23а приводного цилиндра 9 в его нижней части, и в нем образован первый канал 24, при этом указанный канал 24 открывается в нижнюю камеру 23а и обеспечивает перемещение текучей среды, предназначенной для перемещения нагнетательного поршня 7 снизу вверх. Второй канал/вторая труба 25 обеспечивает подачу текучей среды в верхнюю камеру 23b и используется для перемещения нагнетательного поршня 7 сверху вниз.
В показанном и описанном неограничивающем примере смеситель 1 имеет три нижних положения для нагнетательного поршня 7 в конце хода, которые могут быть попеременно заданы посредством устройства 26 управления, схематически проиллюстрированного на фиг.1.
Первое нижнее положение (JP0) в конце хода получают посредством перевода элементов 19а, 19b, предназначенных для задания конца хода, в их первое положение, то есть положение, в котором они полностью втянуты в диск 14. Ход нагнетательного поршня 7 вниз прекращается, когда нижняя поверхность 27 плунжера 16 войдет в контакт с опорной поверхностью 20.
Второе нижнее положение (JP1) в конце хода получают посредством перевода элемента 19b, самого дальнего от центра в радиальном направлении и предназначенного для задания конца хода, во второе положение и оставления элемента 19а, самого близкого к центру в радиальном направлении и предназначенного для задания конца хода, в первом положении. Ход нагнетательного поршня 7 вниз прекращается, когда указанная нижняя поверхность 27 плунжера 16 войдет в контакт с кольцевой установочной поверхностью элемента 19а, самого дальнего от центра в радиальном направлении и предназначенного для задания конца хода.
Третье нижнее положение (JP2) в конце хода получают посредством перевода элемента 19а, самого близкого к центру в радиальном направлении и предназначенного для задания конца хода, во второе положение и оставления элемента 19b, самого дальнего от центра в радиальном направлении и предназначенного для задания конца хода, в первом положении. Ход нагнетательного поршня 7 вниз прекращается, когда указанная нижняя поверхность 27 плунжера 16 войдет в контакт с кольцевой установочной поверхностью элемента 19b, самого близкого к центру в радиальном направлении и предназначенного для задания конца хода.
Как показано на фиг.3, когда задано первое положение (JP0) в конце хода нагнетательный поршень 7 достигает опущенного положения, которое является самым близким к роторам 2, 3. Положения в конце хода предпочтительно определяют, рассматривая в качестве баз край 28 загрузочного отверстия 12, через которое ингредиенты направляются из загрузочной воронки 10 в смесительную камеру 4 и через которое проходит поршень 7, и периферийный край 29 самого поршня 7, от которого начинается конусообразная часть. Когда задано второе положение JP1 в конце хода, край 29 поршня 7 будет расположен выше по отношению к краю 28 загрузочного отверстия по сравнению с положением JP0. Когда задано третье положение JP2 в конце хода, край 29 поршня 7 будет расположен еще выше над краем 29 загрузочного отверстия 12.
При использовании в соответствии со способом по изобретению смешивание разделено на три стадии, во время каждой из которых нагнетательный поршень 7 удерживается в нижнем положении в конце хода, и эти стадии отделены друг от друга посредством перемещения нагнетательного поршня 7 вверх и его быстрого перемещения снова вниз.
Положение нагнетательного поршня 7 в конце хода на каждой из стадий задают заранее в качестве дополнительного параметра обработки для обеспечения - посредством регулирования косвенных параметров обработки - улучшения свойств обрабатываемого компаунда (вязкости по Муни ML(1+4), времени подвулканизации) и/или свойств вулканизованного компаунда (твердости в единицах IHRD (международные единицы твердости), разрушающего напряжения при разрыве, относительного удлинения при разрыве, заданного растягивающего напряжения, энергии деформации, сопротивления раздиру, стойкости к истиранию, усталостной прочности, модуля упругости (Е', G'), модулей потерь (Е'', G''), коэффициента потерь - тангенса дельта) и предпочтительно также улучшения эксплуатационных характеристик шины, собранной из полуфабрикатов, полученных посредством использования вышеуказанных компаундов. Нижние положения в конце хода на трех стадиях могут быть идентичными друг другу или отличаться друг от друга. Возможное изменение конца хода между одной стадией и следующей стадией во время одного цикла обработки может быть осуществлено вручную оператором, воздействующим на соответствующий сигнал управления (непоказанный), или автоматически посредством устройства 26 управления, запрограммированного соответствующим образом, при этом указанное устройство управляет источником текучей среды под давлением, сообщающимся по текучей среде через посредство каналов 21 с бороздками 17а, 17b. Переход между разными нижними положениями в конце хода является достаточно быстрым для обеспечения возможности его выполнения во время перемещения нагнетательного поршня 7 вверх и/или вниз между одной стадией и следующей стадией.
Для выбора нижнего положения или нижних положений нагнетательного поршня 7 в конце хода, которые должны быть использованы в производственном цикле (заданы заранее), предпочтительно, чтобы сначала была выполнена последовательность испытаний при смешивании, в каждом из которых используется одно нижнее положение нагнетательного поршня 7 в конце хода (заранее заданное положение JP), для последующей оценки характеристик каждого процесса и каждого получаемого компаунда перед вулканизацией и после вулканизации.
Например, можно работать с выполнением следующих операций:
- выбор компаунда, подлежащего получению в смесителе 1;
- выбор «n» разных нижних положений нагнетательного поршня 7 в конце хода (при этом «n» равно двум или больше двух);
- выполнение «n» испытаний при смешивании указанного компаунда в смесительной камере 4, при этом каждое испытание при смешивании выполняют с одним единственным из «n» положений в конце хода; при этом во время каждого из «n» испытаний при смешивании нагнетательный поршень 7 перемещают «m» раз из поднятого положения в нижнее положение и наоборот (при этом «m» равно двум или больше двух), причем последовательно выполняемые два движения подъема нагнетательного поршня 7 образуют фазу испытания при смешивании;
- определение - для каждого испытания при смешивании и каждой фазы каждого испытания при смешивании - параметров обработки и/или свойств обрабатываемого компаунда и/или определение - для каждого испытания при смешивании - свойств вулканизованного компаунда;
- выбор «р» задающих положений в конце хода среди «n» положений в конце хода в испытаниях при смешивании в зависимости от характеристик и/или параметров, и/или выявленных свойств, при этом «р» равно, по меньшей мере, единице;
- получение компаунда в смесителе 1 посредством использования «р» задающих положений в конце хода (при этом значение «р» может быть только одним для всех фаз производственного цикла, или каждая фаза производственного цикла может выполняться с положением в конце хода, которое отличается от остальных).
На фиг.4 ссылочной позицией 30 обозначена шина для колес транспортных средств, изготовленная в соответствии со способом и при использовании устройства согласно изобретению. Шина 30 по существу содержит каркасный конструктивный элемент 31, включающий в себя, по меньшей мере, один слой 32 каркаса, имеющий соответственно противоположные концевые клапаны, находящиеся в контактном взаимодействии с соответствующими кольцевыми удерживающими конструктивными элементами 33, возможно вместе с эластомерными наполнителями 33а, включенными в зоны 34, обычно называемые «бортами». Слой 32 каркаса содержит множество текстильных или металлических армирующих кордов, расположенных параллельно друг другу и по меньшей мере частично покрытых слоем эластомерного материала.
С каркасным конструктивным элементом 31 соединен брекерный конструктивный элемент 35, содержащий один или несколько слоев 35а, 35b брекера, размещенных с наложением их в радиальном направлении друг на друга и на слой 32 каркаса и имеющих, как правило, металлические армирующие корды. Данные армирующие корды могут иметь ориентацию с перекрещиванием относительно направления протяженности шины 30 вдоль окружности.
Протекторный браслет 30, образованный из эластомерного компаунда подобно другим полуфабрикатам, образующим шину 30, наложен в радиальном направлении снаружи на брекерный конструктивный элемент 35. Протекторный браслет 36 может быть образован с двумя частями, а именно с частью, расположенной в радиальном направлении дальше от центра и предназначенной для контакта с поверхностью дороги, и с частью, в большей степени внутренней в радиальном направлении, или нижним слоем, который находится в контакте с брекерным конструктивным элементом 35.
Кроме того, соответствующие боковины 37, образованные из эластомерного компаунда, наложены в аксиальном направлении снаружи на боковые поверхности каркасного конструктивного элемента 31, при этом каждая из боковин 37 простирается от одного из боковых краев протекторного браслета 36 до места рядом с соответствующим кольцевым удерживающим конструктивным элементом 33 бортов 34.
Кроме того, внутренняя в радиальном направлении поверхность шины 30 предпочтительно покрыта внутри слоем воздухонепроницаемого эластомерного материала, или так называемым «внутренним герметизирующим слоем» 38.
В варианте осуществления, проиллюстрированном на фиг.4, шина 30 представляет собой шину такого типа, который предназначен для автомобилей.
В данном случае брекерный конструктивный элемент 31, как правило, дополнительно содержит, по меньшей мере, один слой, наружный в радиальном направлении и включающий в себя текстильные корды, расположенные под по существу нулевым углом относительно направления протяженности шины 30 вдоль окружности.
Шина 30 может представлять собой шину такого типа, который предназначен для использования на автомобилях большого веса или большой грузоподъемности. Выражение «автомобили большого веса или большой грузоподъемности» понимается, как характеризующее, как правило, автомобиль, принадлежащий к категориям М2~М3, N1~N3 и О2~О3, определенным в документе “Consolidated Resolution of the Construction of Vehicles” (R.E.3) (1997), Приложение 7, страницы 52-59, “Classification and definition of power driven vehicles and trailers”, такой как грузовики, грузовые автомобили, тягачи, междугородные автобусы, автомобили-фургоны и другие транспортные средства данного типа. Брекерный конструктивный элемент шины, предназначенной для автомобилей большого веса или большой грузоподъемности (непоказанной), как правило, содержит слой брекера, обычно известный как «брекер, защищающий от гравия», который представляет собой слой брекерного конструктивного элемента, самый дальний от центра в радиальном направлении, и служит в качестве защитного слоя, защищающего от проникновения камней и/или мелкого гравия в самые близкие к центру слои конструкции шины.
Брекерный конструктивный элемент шины, предназначенной для автомобилей большого веса или большой грузоподъемности, предпочтительно дополнительно содержит упрочняющую боковую ленту, которая может быть наложена в радиальном направлении на второй слой брекера на его конце в аксиальном направлении. Боковая лента включает в себя множество упрочняющих элементов, предпочтительно металлокордов с высоким показателем относительного удлинения при растяжении. Кроме того, вставка предпочтительно расположена по существу в плечевой части, то есть в части, в которой боковой конец протекторного браслета соединяется с боковиной. В частности, вставка имеет часть, которая в основном расположена в радиальном направлении между брекерным конструктивным элементом и протекторным браслетом, и часть, которая в основном расположена в аксиальном направлении между каркасом и боковиной.
В альтернативном варианте шина 30 может быть предназначена для мотоциклов. Профиль поперечного сечения шины, предназначенной для мотоциклов (непоказанной), имеет большую поперечную кривизну в поперечном направлении, поскольку она должна обеспечивать достаточную площадь пятна контакта/отпечатка при всех наклонных положениях мотоцикла. Поперечная кривизна определяется величиной отношения между расстоянием f от центра протектора до линии, проходящей через противоположные в боковом направлении концы Е самого протектора, измеренным в экваториальной плоскости шины, и шириной С, определяемой расстоянием между противоположными в боковом направлении концами Е протектора. Под шиной, имеющей большую поперечную кривизну, понимается шина, у которой отношение (f/C), определяющее поперечную кривизну, составляет, по меньшей мере, 0,2. Отношение (f/C) предпочтительно находится в интервале от 0,20 до 0,5 для задней шины и соответственно от 0,35 до 0,6 для передней шины.
Шина 30 изготовлена посредством сборки соответствующих полуфабрикатов, содержащих один или несколько эластомерных компаундов, каждый из которых может быть получен посредством смесителя 1.
После создания невулканизованной шины посредством сборки соответствующих полуфабрикатов, как правило, выполняют обработку, представляющую собой вулканизацию и формование, которая направлена на обеспечение стабильности конструкции шины посредством сшивания эластомерных компаундов и на приложение усилия вдавливания к протекторному браслету, намотанному вокруг каркаса перед вулканизацией, для образования заданного рисунка протектора и тиснения возможных отличительных графических меток на боковинах.
Компаунды, используемые в настоящем изобретении, как правило, могут содержать полимерную основу, включающую в себя, по меньшей мере, один эластомерный диеновый полимер, выбранный из тех, которые широко используются в композициях эластомеров, которые могут быть подвергнуты сшиванию посредством серы, которые особенно пригодны для производства шин, или из эластомерных полимеров или сополимеров с ненасыщенной цепью, имеющих температуру стеклования (Tg) в основном ниже 20°С, предпочтительно в диапазоне от 0°С до 110°С. Эти полимеры или сополимеры могут представлять собой полимеры природного происхождения или могут быть получены полимеризацией в растворе, эмульсионной полимеризацией или газофазной полимеризацией одного или нескольких сопряженных диолефинов, смешанных, если требуется, по меньшей мере с одним сомономером, выбранным из моновиниларенов и/или полярных сомономеров.
Эластомерный полимер может быть выбран из сопряженных диолефинов, как правило, содержащих от 4 до 12, предпочтительно от 4 до 8 атомов углерода, и может быть выбран, например, из группы, включающей: 1,3-бутадиен, 2,3-диметил-1,3-бутадиен, 1,3-пентадиен, 1,3-гексадиен, 3-бутил-1,3-октадиен, 2-фенил-1,3-бутадиен или их смеси. Особенно предпочтителен 1,3-бутадиен.
Моновиниларены, которые, если требуется, могут быть использованы в качестве сомономеров, как правило, содержат от 8 до 20, предпочтительно от 8 до 12 атомов углерода и могут быть выбраны, например, из: стирола, 1-винилнафталина, 2-винилнафталина, нескольких алкилированных, циклоалкилированных, арилированных, алкиларилированных или арилалкилированных производных стирола, например, таких как а-метилстирол, 3-метилстирол, 4-пропилстирол, 4-циклогексилстирол, 4-додецилстирол, 2-этил-4-бензилстирол, 4-р-толилстирол, 4-(4-фенилбутил)стирол, или их смесей. Особенно предпочтителен стирол.
Полярные сомономеры, которые, если требуется, могут быть использованы, могут быть выбраны, например, из: винилпиридина, винилхинолина, сложных эфиров акриловой кислоты и алкилакриловой кислоты, нитрилов или их смесей, например, таких как метилакрилат, этилакрилат, метилметакрилат, этилметакрилат, акрилонитрил или их смеси.
Эластомерный диеновый полимер предпочтительно может быть выбран, например, из: цис-1,4-полизопрена (природного или синтетического, предпочтительно природного, каучука), 3,4-полиизопрена, полибутадиена (в частности, полибутадиена с высоким содержанием 1,4-цис), сополимеров, возможно, галогенизированного изопрена и изобутена, сополимеров 1,3-бутадиена и акрилонитрила, сополимеров стирола и 1,3-бутадиена, сополимеров стирола, изопрена и 1,3-бутадиена, сополимеров стирола, 1,3-бутадиена и акрилонитрила или их смесей.
Компаунд, если требуется, может содержать, по меньшей мере, один эластомерный полимер из одного или нескольких моноолефинов с олефиновым сомономером или их производных. Моноолефины могут быть выбраны из: этилена и а-олефинов, как правило, содержащих от 3 до 12 атомов углерода, например, таких как пропилен, 1-бутен, 1-пентен, 1-гексен, 1-октен или их смеси. Предпочтительны нижеуказанные соединения: сополимеры этилена и а-олефина, возможно, с диеном; гомополимеры изобутена или его сополимеры с уменьшенными количествами диена, которые, возможно, по меньшей мере, частично галогенизированы. Возможно присутствующий диен, как правило, содержит от 4 до 20 атомов углерода и предпочтительно выбран из: 1,3-бутадиена, изопрена, 1,4-гексадиена, 1,4-циклогексадиена, 5-этилиден-2-норборнена, 5-метилен-2-норборнена, винилнорборнена или их смесей. Среди них особенно предпочтительны следующие: сополимеры этилена и пропилена (этиленпропиленовые каучуки - EPR) или сополимеры этилена, пропилена и диена (тройные этиленпропиленовые каучуки с диеновым сомономером - EPDM); полиизобутен; бутилкаучуки; галоидобутилкаучуки, в особенности хлорбутилкаучуки или бромбутилкаучуки; или их смеси.
Компаунд, если требуется, может содержать, по меньшей мере, один полиизопреновый каучук и/или, по меньшей мере, один эластомерный диеновый полимер, которые сделаны более эффективными и обеспечивающими больший выход для реакций с соответствующими замыкателями цепи или связующими агентами/модификаторами.
По меньшей мере, один активный наполнитель предпочтительно может быть добавлен в компаунд. Активный наполнитель может быть выбран из тех, которые широко применяются для шин, например, из таких веществ, как сажа, диоксид кремния, оксид алюминия, алюмосиликаты, карбонат кальция, каолин или их смеси. Особо предпочтительными являются сажа, диоксид кремния и их смеси.
Компаунд может быть вулканизован в соответствии с известными способами, в частности, посредством использования вулканизующих групп на основе серы, обычно используемых для эластомерных полимеров. Вулканизующее вещество, используемое наиболее предпочтительным способом, представляет собой серу или содержащие серу молекулы (доноры серы) с активаторами и ускорителями вулканизации и замедлителями, известными специалистам в данной области техники.
Активаторы вулканизации, которые особенно эффективны, представляют собой соединения цинка и, в частности, ZnO, ZnCO3, цинковые соли насыщенных или ненасыщенных жирных кислот, содержащие от 8 до 18 атомов углерода, такие как стеарат цинка, которые предпочтительно образуются на месте в эластомерной композиции из ZnO и жирных кислот, а также BiO, PbO, Pb3O4, PbO2, или их смеси. Стеариновая кислота, как правило, используется в качестве активатора вместе с оксидом цинка.
Указанный компаунд может содержать другие добавки, широко используемые и выбираемые в зависимости от конкретного применения.
В целях дополнительного улучшения обрабатываемости пластификатор, как правило, выбранный из минеральных масел, растительных масел, синтетических масел или их смесей, таких как парафиновые масла, ароматические масла, нафтеновые масла, фталаты, или их смеси, может быть добавлен к компаунду.
Компаунд может содержать другие широко применяемые добавки, которые выбраны исходя из конкретного применения. Например, к компаунду могут быть добавлены следующие вещества: антиоксиданты, противостарители (стабилизаторы), пластификаторы, адгезивы, антиозонанты (в частности, из р-фенилендиамина), воски, модифицирующие смолы, волокна или их смеси.
ПРИМЕР
Заявитель выполнил испытания для оценки влияния нижнего положения (JP) нагнетательного поршня в конце хода на свойства получаемого компаунда, параметры процесса смешивания, механические свойства вулканизованного изделия и повышение производительности.
Были выполнены два испытания (испытание 1 и испытание 2) для каждого из нижеуказанных трех образцов компаундов:
образец 1 - компаунд на основе природного каучука, содержащий сажевый наполнитель, используемый для создания брекеров;
образец 2 - компаунд на основе бутадиенстирольного каучука, содержащий наполнитель из диоксида кремния и сажи, используемый для создания протектора;
образец 3 - компаунд, содержащий природный каучук и бутадиеновый каучук в соотношении соответственно приблизительно 4:1 и содержащий сажевый наполнитель, используемый для создания нижнего слоя.
Испытания были выполнены в тангенциальном смесителе типа Banbury® F270 от компании POMINI при следующих условиях:
испытания
компаунда
заполнения
Значения масс компаундов выражены в процентах, значения для испытаний 1 указаны равными 100 в качестве базовых, а значения для испытаний 2 соотнесены со значениями для испытаний 1.
Обычное нижнее положение нагнетательного поршня в конце хода обозначено JP-0. Второе нижнее положение нагнетательного поршня в конце хода обозначено JP-1, при этом данное положение выше положения JP-0 на 25 мм.
Испытания состояли в получении компаундов, которые выгружались из смесителя при достижении желательной минимальной температуры при выгрузке.
Для каждого из образцов невулканизованного компаунда были выполнены измерения вязкости по Муни ML и времени подвулканизации.
Вязкость по Муни ML (1+4) при 100°С измеряли в соответствии со стандартом ISO 289-1:2005 на несшитом материале.
Напротив, время подвулканизации измеряли при 127°С в соответствии со стандартом ISO 289-2:1994.
Некоторые образцы были подвергнуты вулканизации, и были определены статические механические свойства и динамические механические свойства.
Статические механические свойства (разрушающее напряжение CR при разрыве, относительное удлинение AR при разрыве) были определены в соответствии со стандартом ISO 37:2005.
Динамические механические свойства были определены посредством использования реометра Monsanto R.P.A. 2000 и применения следующего способа: цилиндрические образцы для испытаний с массами в диапазоне от 4,5 г до 5,5 г были получены посредством вырубания из сшитой эластомерной композиции образцов 1-3 (вулканизованных в соответствии с вышеуказанными условиями) и были подвергнуты измерению динамического модуля упругости (G') и модуля вязкости (G'') при 70°С, частоте 10 Гц, деформации 0,4% и 10%. Значение тангенса дельта рассчитывали как отношение модуля вязкости (G'') к модулю упругости (G').
В нижеприведенной таблице воспроизведены данные, относящиеся к двум выполненным испытаниям (испытание 1 - испытание 2), относящимся к процессу получения трех образцов компаундов (Образца 1, Образца 2, Образца 3).
испытания
смешивания
(с)
В отношении характеристик процесса указывается, что для достижения заранее заданной минимальной температуры смесителя при выгрузке для образца 1 компаунда изменение конца хода поршня (с положения, обозначенного JP-0, на положение, обозначенное JP-1) и увеличение количества обрабатываемого материала приводят к увеличению времени смешивания. Для образцов 2 и 3 компаундов не наблюдали подобных характеристик, и среднее время смешивания оставалось по существу таким же.
Кроме того, Заявитель в результате наблюдений установил, что изменение конца хода поршня (с положения, обозначенного JP-0, на положение, обозначенное JP-1) привело к снижению температуры при выгрузке для более упругих компаундов (образец 1 и образец 3), в то время как в случае более вязкого компаунда (образец 2) температура оставалась неизменной. Более упругий компаунд (образец 1) продемонстрировал наиболее явное различие в отношении выделения тепла на отдельных стадиях смешивания. Кроме того, для испытаний, выполненных при положении JP-1 в конце хода и при большем количестве обрабатываемого материала, температуры на первой стадии оказывались аналогичными температурам технологических операций, выполняемых при положении JP-0 в конце хода, и более низкими по сравнению с температурами на второй стадии.
В нижеприведенной таблице воспроизведены данные, относящиеся к результатам испытаний для оценки статических и динамических свойств трех образцов компаундов, обрабатываемых при разных положениях JP.
Для сравнения результатов значения параметров выражены в процентах, при этом значения для испытаний 1 заданы равными 100 как базовые, и значения для испытаний 2 соотнесены со значениями для испытаний 1.
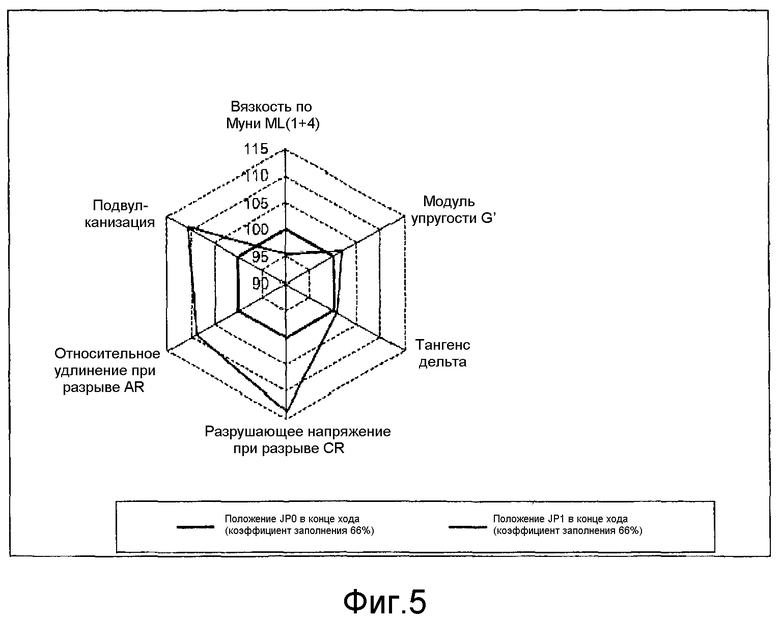
Образец 1 (компаунд для брекера)
(коэффициент
заполнения
66%)
Параметры из вышеприведенной таблицы были дополнительно графически представлены на диаграмме на фиг.5.
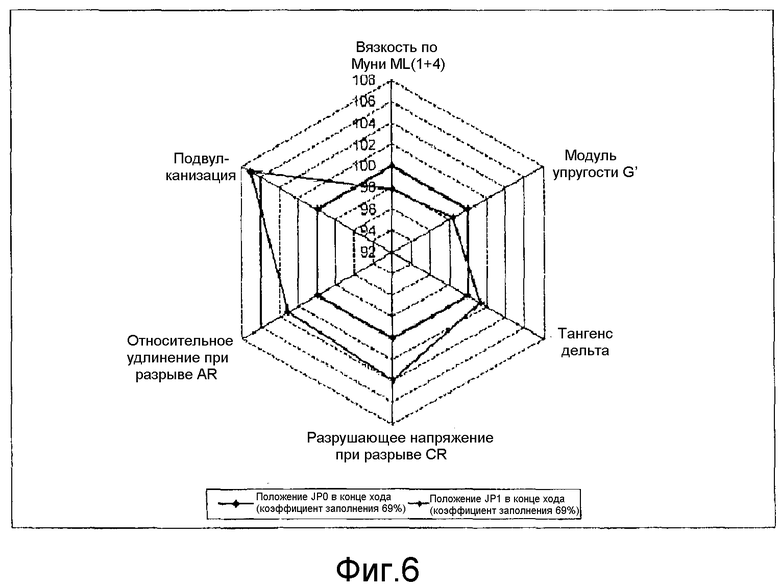
Образец 2 (компаунд для протектора)
(коэффициент
заполнения
69%)
Параметры из вышеприведенной таблицы были дополнительно графически представлены на диаграмме на фиг.6.
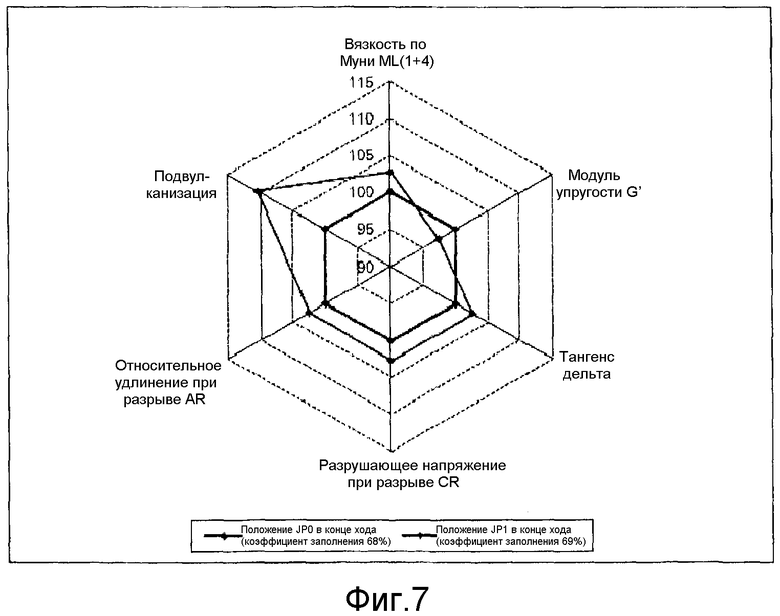
Образец 3 (компаунд для нижнего слоя)
(коэффициент
заполнения
68%)
Параметры из вышеприведенной таблицы были дополнительно графически представлены на диаграмме на фиг.7.
Из радарных диаграмм по фиг.5, 6 и 7, полученных посредством отображения значений параметров, полученных при испытаниях и приведенных в таблицах, очевидно, что изменение положения JP привело в целом к улучшению свойств обрабатываемого компаунда и статических и динамических механических свойств образцов вулканизованного компаунда.
Действительно, на радарных диаграммах, хотя и с немного различающимися морфологиями, для каждого из подвергнутых испытаниям компаундов можно видеть увеличение общей площади многоугольников, относящихся к точкам, соответствующим положению JP-1 конца хода, по сравнению с соответствующими многоугольниками, относящимися к точкам, соответствующим положению JP-0 конца хода.
Другими словами, при наличии дополнительного прямого параметра (JP), предназначенного для управления процессом смешивания, можно улучшить заданные свойства компаундов и вулканизованного изделия для обеспечения улучшения эксплуатационных характеристик шин и/или большей производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗИМНИЕ ШИНЫ | 2016 |
|
RU2731927C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ | 2016 |
|
RU2719988C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПАУНДОВ ДЛЯ ШИН И ШИНЫ, ВКЛЮЧАЮЩИЕ ИХ | 2019 |
|
RU2786563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПАУНДОВ ДЛЯ ШИН И СОДЕРЖАЩИЕ ИХ ШИНЫ | 2019 |
|
RU2774650C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ | 2016 |
|
RU2730831C2 |
| ПРИМЕНЕНИЕ ОПРЕДЕЛЕННЫХ АМИНОСИЛИЛЬНЫХ МОНОМЕРОВ В ПРОИЗВОДСТВЕ КАУЧУКА | 2018 |
|
RU2782265C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОГО КОМПАУНДА | 2007 |
|
RU2462358C2 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ ГАЗОЖИДКОСТНЫХ СМЕСЕЙ | 2007 |
|
RU2388549C1 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2406739C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ НИТИ ПАСТООБРАЗНОГО МАТЕРИАЛА В ПРОМЕЖУТОК МЕЖДУ ДВУМЯ СТЕКЛЯННЫМИ ПАНЕЛЯМИ ТЕПЛОИЗОЛЯЦИОННОГО СТЕКЛОПАКЕТА | 2007 |
|
RU2417299C2 |
Изобретение относится к устройству для получения эластомерных компаундов. Устройство содержит смеситель, имеющий смесительную камеру, выполненную с загрузочным отверстием. Два ротора с приводом от двигателя размещены в смесительной камере. Шток опирается на смеситель, имеет первый конец, несущий нагнетательный поршень, и второй конец, несущий плунжер. Нагнетательный поршень нависает над роторами и выполнен с возможностью перемещения между поднятым исходным положением и «r» нижними положениями в конце хода, отличающимися друг от друга. Устройство содержит регулирующее устройство воздействующее в рабочем положении на плунжер для изменения нижнего положения поршня в конце хода. Регулирующее устройство содержит диск для задания конца хода, прикрепленный к смесителю с образованием одного целого с ним и предусмотренный с «r-1» элементами для задания конца хода, каждый из которых выполнен с возможностью перемещения независимо от остальных между первым положением, в котором он находится во втянутом состоянии в диске, и вторым положением, в котором он выходит из диска. Изобретение обеспечивает повышение качества получаемых изделий. 12 з.п. ф-лы, 7 ил., 5 табл.
1. Устройство для получения эластомерных компаундов, содержащее:
- смеситель (1), имеющий смесительную камеру (4), выполненную с загрузочным отверстием (12);
- два ротора (2, 3) с приводом от двигателя, размещенные в смесительной камере (4);
- шток (8), опирающийся на смеситель (1) и имеющий первый конец, несущий нагнетательный поршень (7), и второй конец, несущий плунжер (16);
при этом нагнетательный поршень (7) нависает над роторами (2, 3) и выполнен с возможностью перемещения между поднятым исходным положением и «r» нижними положениями в конце хода, отличающимися друг от друга;
причем «r» равно двум или больше двух;
при этом указанное устройство содержит регулирующее устройство, воздействующее в рабочем положении на плунжер (16) для изменения нижнего положения поршня (7) в конце хода,
причем регулирующее устройство содержит диск (14) для задания конца хода, прикрепленный к смесителю (1) с образованием одного целого с ним и предусмотренный с «r-1» элементами (19а, 19b) для задания конца хода, при этом каждый из них выполнен с возможностью перемещения независимо от остальных между первым положением, в котором он находится во втянутом состоянии в диске (14), и вторым положением, в котором он выходит из диска (14).
2. Устройство по п.1, в котором при «r» нижних положениях в конце хода плунжер (16) опирается на опорную поверхность (20) диска (14), предназначенного для задания конца хода, или на один из «r-1» элементов (19а, 19b), предназначенных для задания конца хода.
3. Устройство по п.1, содержащее приводной цилиндр (9), смонтированный на смесителе (1), при этом диск (14) для задания конца хода установлен в приводном цилиндре (9).
4. Устройство по п.3, в котором приводной цилиндр (9) представляет собой цилиндр гидравлического или пневматического типа, и диск (14) для задания конца хода ограничивает камеру (23), внутреннюю по отношению к приводному цилиндру (9), в его нижней части.
5. Устройство по п.1, в котором каждый из «r-1» элементов (19а, 19b) для задания конца хода имеет кольцевую форму и расположен вокруг штока (8).
6. Устройство по п.5, в котором диск (14) для задания конца хода имеет «r-1» кольцевых гнезд (17а, 17b), каждое из которых сообщается по текучей среде с источником текучей среды под давлением и в каждом из которых размещается соответствующий элемент (19а, 19b) для задания конца хода.
7. Устройство по п.1, в котором во втором положении «r-1» элементов (19а, 19b) для задания конца хода выступают от опорной поверхности (20) на расстояние, не превышающее приблизительно 100 мм.
8. Устройство по п.1, в котором во втором положении «r-1» элементов (19а, 19b) для задания конца хода выступают от опорной поверхности (20) на расстояние, составляющее, по меньшей мере, до приблизительно 4 мм.
9. Устройство по п.1, в котором во втором положении первый из «r-1» элементов (19а, 19b) для задания конца хода выступает от опорной поверхности (20) на расстояние, находящееся в диапазоне от приблизительно 4 мм до приблизительно 20 мм.
10. Устройство по п.9, в котором во втором положении второй из «r-1» элементов (19а, 19b) для задания конца хода выступает от опорной поверхности (20) на расстояние, находящееся в диапазоне от приблизительно 8 мм до приблизительно 40 мм.
11. Устройство по п.1, в котором «r» равно трем.
12. Устройство по любому из пп.1-11, содержащее устройство (26) управления, функционально соединенное с регулирующим устройством для обеспечения того, чтобы нагнетательный поршень (7) занимал разные нижние положения в конце хода в одном цикле обработки в течение промежутков времени, более коротких, чем сумма минимальных продолжительностей ходов нагнетательного поршня (7) вверх и вниз.
13. Устройство по п.12, в котором устройство (26) управления функционально соединено с регулирующим устройством для обеспечения того, чтобы нагнетательный поршень (7) занимал разные нижние положения в конце хода в одном рабочем цикле в течение промежутков времени, более коротких по сравнению с минимальной продолжительностью любого из ходов нагнетательного поршня (7) вверх или вниз.
| US 4830506 A, 16.05.1989; | |||
| Устройство для определения характеристик случайного процесса | 1984 |
|
SU1236504A1 |
| EP 0845339 A1, 03.06.1998; | |||
| Устройство для измерения отклонений от соосности осей отверстий | 1990 |
|
SU1747868A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СМЕШИВАНИЯ РЕЗИНОВЫХ КОМПОЗИЦИЙ | 1993 |
|
RU2123932C1 |

