ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящей заявкой испрашивается приоритет на основании заявки на патент Японии №2013-179295 (поданной 30 августа 2013 г.). Содержание заявки во всей своей полноте включено в настоящее описание посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к спортивному оборудованию (например, орудиям лова, в том числе удочкам, клюшкам для гольфа и ракеткам), имеющему корпусную деталь с символами и/или декоративными рисунками, напечатанными струйной печатью с использованием полимера ультрафиолетового отверждения (например, УФ-чернил), который отверждается под воздействием ультрафиолетового излучения. В частности, настоящее изобретение относится к методу создания изображений с трехмерным металлическим эффектом с использованием УФ-отверждаемого полимера.
ПРЕДПОСЫЛКИ
[0003] Традиционно широко принято использование струйной печати для нанесения рисунков и прочих подобных элементов на поверхность корпусной детали. Чернила, используемые для струйной печати, подразделяются на чернила на водной основе, чернила на масляной основе, сольвентные чернила и УФ-отверждаемые чернила. В частности, УФ-отверждаемые чернила используются в различных областях, т.к. отсутствие в них растворителя, быстрое высыхание и стойкость позволяют выполнять печать на различных материалах, таких как стекло, дерево, металл, пластик и т.п. (например, опубликованная заявка на патент Японии номер 2013-126399).
[0004] В декоративном оформлении, для нанесения которого используются такие чернила, было выполнено усовершенствование эстетики внешнего вида и т.п. посредством создания трехмерного металлического эффекта (см. опубликованную заявку на патент Японии номер 2009-297631). В этом случае, например, металлические чернила с содержанием металлического чешуйчатого пигмента используются вместе с разнообразными полимерами (например, адгезивный праймер) в качестве связующего вещества. Также известны УФ-отверждаемые металлические чернила с содержанием металлического чешуйчатого пигмента (см. опубликованную заявку на патент Японии номер 2005-272568).
[0005] В связи с достижением трехмерного металлического эффекта при струйной печати с использованием УФ-отверждаемых металлических чернил возникает ряд проблем.
[0006] УФ-отверждаемые чернила обладают свойством значительно изменять вязкость в зависимости от температуры. При низкой вязкости сопла струйного принтера, подходящие для выброса УФ-отверждаемых чернил, могут забиваться включенным в чернила металлическим порошком с содержанием частиц большого диаметра.
[0007] При использовании УФ-отверждаемых металлических чернил одна из проблем заключается в том, что металлический чешуйчатый пигмент способствует инициации полимеризации мономеров и олигомеров в УФ-отверждаемом полимере, и вследствие этого возникает кратковременное загустевание во время хранения чернил. Кроме того, металлический блеск слоя краски, нанесенного такими чернилами, с течением времени обычно теряется в результате окисления металлической стружки.
[0008] Решение этих проблем в случае создания трехмерного металлического эффекта с помощью УФ-отверждаемых металлических чернил с содержанием металлического чешуйчатого пигмента занимает много усилий и стоит достаточно дорого, при этом также сложно добиться в полном объеме трехмерного металлического эффекта.
[0009] Создание изображений с трехмерным металлическим эффектом также возможно без использования УФ-отверждаемых чернил при сравнительно низких затратах путем нанесения струйной печатью слоя адгезивной смолы желаемой толщины, а затем покрытия его слоем вязкой смолы с металлической фольгой или металлическим листом. Однако, поскольку возможность нанесения слоя смолы нужной толщины через выпускное отверстия печатного устройства является ограниченной, качество трехмерного изображения остается плохим. Изменения толщины слоя полимера, используемого для создания трехмерных изображений, может привезти к неравномерной адгезии между тонкими и утолщенными участками и, как следствие, к нарушению стабильности при формировании металлического слоя.
КРАТКОЕ ОПИСАНИЕ
[0010] Настоящее изобретение направлено на решение упомянутых проблем, и одной из его целей является разработка метода формирования стабильного изображения с трехмерным металлическим эффектом на спортивном инвентаре за счет использования низкозатратной струйной печати и полимера ультрафиолетового отверждения.
[0011] С этой целью настоящее изобретение представляет метод создания на корпусной детали спортивного инвентаря изображения с металлическим эффектом, включая трехмерный декоративный слой, содержащий металлический материал. При этом метод включает в себя следующие этапы: создание посредством струйной печати на корпусной детали множественных адгезивных УФ-отверждаемых слоев, при этом часть подстилающего адгезивного слоя должна оставаться обнаженной. Далее на поверхность, созданную множественными адгезивными слоями, наносится слой металлического материала.
[0012] При таком порядке множественные адгезивные УФ-отверждаемые слои наносятся на корпусную деталь посредством струйной печати таким образом, чтобы часть подстилающего адгезивного слоя оставалась обнаженной. Таким образом, в совокупности адегизивные слои имеют значительную толщину. Далее на них наносится слой металлического материала, тем самым создавая эффект большей глубины этого слоя. Поскольку множественные адгезивные слои наносятся таким образом, чтобы часть подстилающего слоя оставалась обнаженной, нанесенный сверху слой металлического материала, оказывающийся на поверхностях адгезивных слоев, создает с трехмерным металлическим эффектом. В частности, большое количество адгезивных слоев позволяет выделить трехмерный элемент с металлическим покрытием, усиливая его эффект. Для этого адгезивный слой, наносимый посредством струйной печати, наносится до желаемой толщины в зависимости от схемы рисунка, составляющего декоративный слой, тем самым подчеркивая неровность металлического рисунка.
[0013] Вышеупомянутая конфигурация снижает стоимость производства изображения с трехмерным металлическим эффектом, потому что вместо использования УФ-отверждаемых металлических чернил в адгезивные слои посредством струйной печати встраивается УФ-отверждаемый полимер, на который далее наносится слой металлического материала.
[0014] Для перечисленных выше этапов создания адгезивных слоев рекомендуется, чтобы количество ультрафиолетового излучения, направленного на подстилающий слой, не превосходило количество ультрафиолетового излучения, направленного на последующий адгезивный слой, создаваемый на поверхности подстилающего слоя.
[0015] В случае создания множественных адегезивных УФ-отверждаемых слоев посредством струйной печати подстилающий адгезивный слой отверждается раньше, чем адгезивный слой, создаваемый на его поверхности, по причине большого количества времени, необходимого для отверждения (обнаженная область подстилающего слоя находится на другой стадии отверждения и таким образом обладает другой степенью адгезии, чем обнаженная область адгезивного слоя, нанесенного на него). Поэтому направление меньшего количества ультрафиолетового излучения на подстилающий адгезивный слой в сравнении со слоем, создаваемым на его поверхности, замедляет процесс отверждения и выравнивает стадии отверждения между нижним и верхним адгезивными уровнями. Данная операция стабилизирует адгезию слоя металлического материала, создаваемого на такой поверхности.
[0016] В дополнение к корректированию количества ультрафиолетового излучения либо вместо этого процесса можно увеличить количество полимера, подаваемого для создания подстилающего адгезивного слоя, по отношению к количеству полимера, подаваемого для создания слоя, формируемого на его поверхности. Такая конфигурация также замедляет процесс отверждения подстилающего адгезивного слоя для выравнивая стадий отверждения между нижним и верхним слоями.
[0017] Данное изобретение позволяет наносить на различные детали спортивного инвентаря декоративные слои для создания металлического изображения при помощи вышеописанного метода и таким образом создавать трехмерные металлические рисунки при низких экономических затратах.
[0018] Настоящее изобретение позволяет создавать низкозатратные трехмерные металлические изображения посредством струйной печати с использованием УФ-отверждаемого полимера.
Краткое описание чертежей
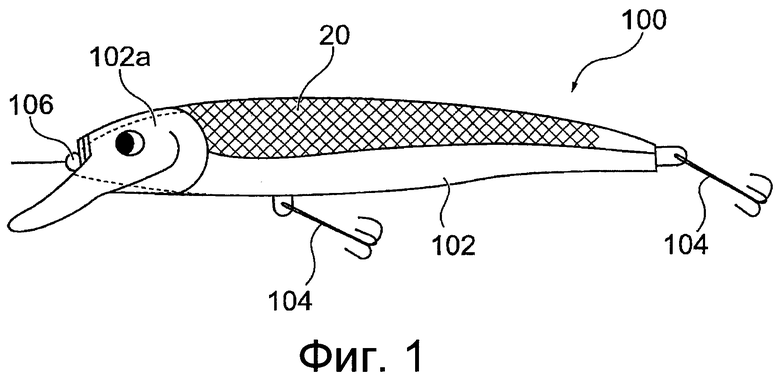
[0019] Фиг. 1 схематически иллюстрирует профильную проекцию псевдонаживки для рыбной ловли (блесна), на корпусную деталь которой нанесен декоративный слой. Это один из примеров использования данного изобретения для спортивного инвентаря.
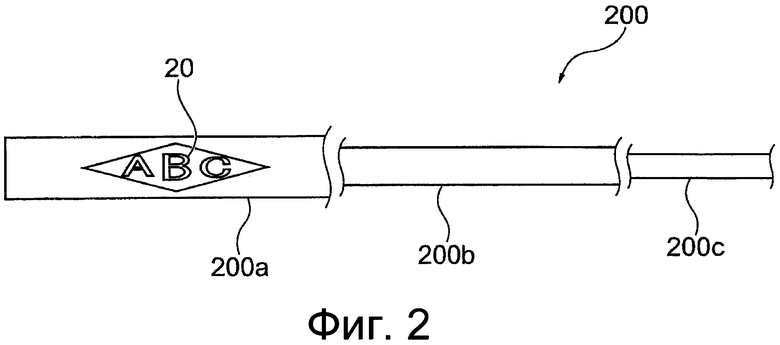
Фиг. 2 схематически иллюстрирует профильную проекцию части рыболовной удочки, на корпусную деталь которой нанесен декоративный слой. Это один из примеров использования данного изобретения для спортивного инвентаря.
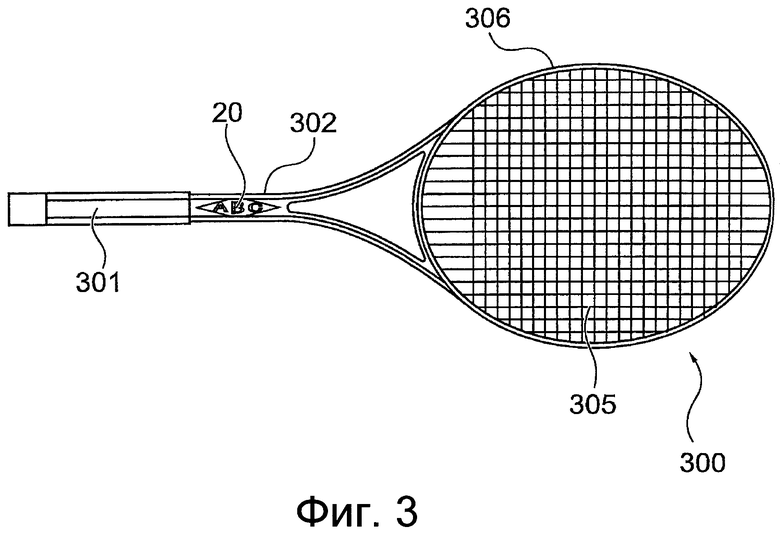
Фиг. 3 схематически иллюстрирует горизонтальную проекцию теннисной ракетки, на корпусную деталь которой нанесен декоративный слой. Это один из примеров использования данного изобретения для спортивного инвентаря.
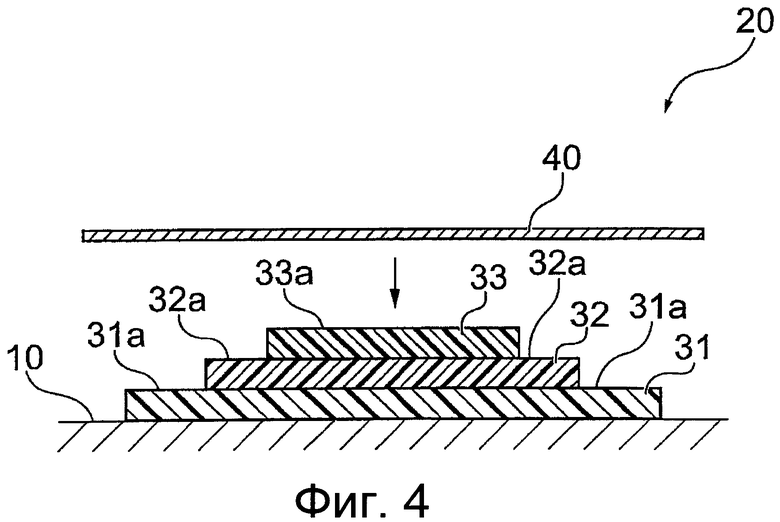
Фиг. 4 представляет первый пример реализации идеи использования декоративного слоя, созданного на поверхности корпусной детали спортивного инвентаря, а также метода создания такого декоративного слоя.
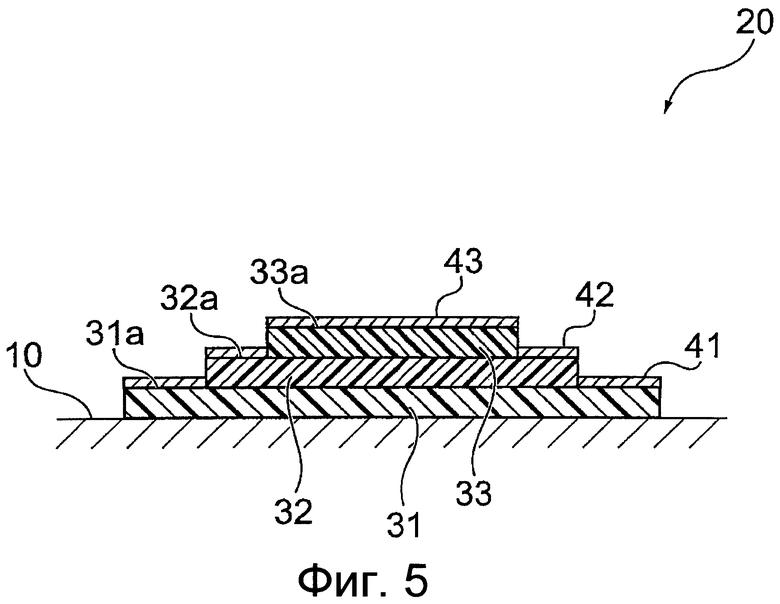
Фиг. 5 представляет многослойную структуру адгезивных слоев, проиллюстрированных на фиг. 4, на поверхности которых был создан слоя из металлического материала.
Фиг. 6 представляет второй пример реализации идеи использования декоративного слоя, созданного на поверхности корпусной детали спортивного инвентаря, а также метода создания такого декоративного слоя.
Фиг. 7 представляет многослойную структуру адгезивных слоев, проиллюстрированных на фиг. 6, на поверхности которых был создан слой из металлического материала.
ОПИСАНИЕ ПРИМЕРОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0020] Примеры реализации изобретения на элементах спортивного инвентаря объяснены посредством ссылок на чертежи и выглядят следующим образом: фиг. 1, 2 и 3 демонстрируют образцы спортивного инвентаря, использующие настоящее изобретение: Фиг. 1 схематически иллюстрирует вид сбоку псевдонаживки для рыбалки (блесны) с нанесенным на поверхность корпусной детали декоративным слоем. Фиг. 2 схематически иллюстрирует профильную проекцию части рыболовной удочки, на корпусную деталь которой нанесен декоративный слой. Фиг. 3 схематически иллюстрирует теннисную ракетку, на корпусную деталь которой нанесен декоративный слой.
[0021] Блесна 100, показанная на фиг. 1, может иметь тело наживки 102, соединение с леской 106, расположенное в голове 102а тела живца 10, и рыболовные крючки 104, которые могут располагаться на брюшке или хвосте тела блесны 102, где на спинку тела живца 102 нанесен декоративный слой 20 с чешуйчатыми рисунками. Декоративный слой 20 может состоять из букв, линий, рисунков (в том числе цветных), а также из комбинаций всего вышеупомянутого в соответствии с трехмерным изображением с металлическими оттенками цвета. Таким образом, площадь декоративного слоя может включать в себя трехмерное изображение с использованием металлических цветов, а трехмерные изображения, созданные с использованием металлических цветов, могут включать в себя отдельные участки, где используются обычные цвета, напечатанные при помощи струйной цветной печати.
[0022] Удочка 200, показанная на фиг. 2, к примеру, может быть телескопической и состоять из комлевого колена удилища 200а и нескольких колен удилища 200b, 200с, ..., образующих телескопическую систему и помещенных внутри комлевого колена удилища 200а. Комлевое колено 200а может, например, быть оформлено декоративным слоем 20, содержащим буквы и рисунки.
[0023] Теннисная ракетка, показанная на фиг. 3, состоит из рукоятки 302, с захватом 301, обмотанным эластичной лентой и т.д., и каркаса 306 от края рукоятки, на который натянута сетка (струны) 305, при этом рукоятка украшена декоративным слоем 20, состоящем из букв и рисунков.
[0024] Данный декоративный слой создается так, как продемонстрировано на фигурах. 4 и 5. Фиг. 4 представляет первый пример реализации декоративного слоя и метода создания такого декоративного слоя. Фиг. 5 представляет многослойную структуру адгезивных слоев, проиллюстрированных на фиг. 4, на которые наносится слой из металлического материала.
[0025] Как показано на фигуре, декоративный слой 20 в примере реализации нанесен на поверхность корпусной детали 10 (например, корпусная деталь тела 102 блесны 100 на фиг. 1 или корпусная деталь комлевого колена удилища 200а рыболовной удочки 200 на фиг. 2, или корпусная деталь рукоятки 302 теннисной ракетки 300 и т.д.) для создания трехмерного многослойного изображения.
[0026] Корпусная деталь 10 может быть изготовлена из синтетических смол типа полипропилена (ПП), полиэтилентерефталата (ПЭТ), поликарбоната (ПК) или акриловых смол (полиметилметакрилат (ПММА)). Кроме синтетических смол корпусная деталь 10 может быть изготовлена из композитных материалов, таких как смола, армированная волокном, состоящая из синтетической смолы, смешанной с различными волокнами, выступающими в роли армирующего вещества, или из металлов, таких как нержавеющая сталь, алюминий или медь. Корпусная деталь 10 также может быть изготовлена из неорганических веществ, таких как керамика, глина и стекло.
[0027] Декоративный слой 20 включает в себя множество слоев, нанесенных друг на друга и созданных из УФ-отверждаемых полимеров посредством струйной печати. Пример реализации может включить три таких адгезивных слоя (номера для ссылок 31, 32, 33 означают адгезивные слои, нанесенные друг на друга). Каждый из адгезивных слоев 31, 32, 33 должен быть создан таким образом, чтобы подстилающий слой оставался частично обнаженным.
[0028] Каждый из адгезивных слоев 31, 32, 33 может быть либо нецветным прозрачным слоем, либо цветным прозрачным слоем. УФ-отверждаемый полимер, из которого создаются адгезивные слои 31, 32, 33, может представлять собой адгезивный полимер, отверждаемый в процессе реакции полимеризации, вызванной ультрафиолетовым излучением. Говоря точнее, УФ-отверждаемый полимер может состоять в основном из фотополимерного олигомера или мономера (эпоксиакрилат, уретанакрилат, полиэфиракрилата и т.д.) и катализатора, выступающего в роли фотоинициатора, а также пигмента и присадки, такого как антивспениватель. После воздействия ультрафиолетовым излучением фотоинициатор может образовать в УФ-отверждаемом полимере, а радикалы могут инициировать процесс полимеризации олигомера. Реакция полимеризации приводит к УФ-отверждению полимера и оседанию на оттиске. Среди различных фотоинициаторов чаще всего используются инициаторы на основе бензофенона, бензоина, ацетофенона, тиоксантона, оксида акрилфосфина и т.д.
[0029] В примерах реализации изобретения используется струйная печать для нанесения адегезивных слоев 31, 32, 33 из УФ-отверждаемого полимера, при этом адгезивные слои последовательно печатаются на корпусную деталь 10 с учетом того, чтобы подстилающий адегезивный слой оставался частично обнаженным (обнаженные участки подстилающих адгезивных слоев обозначены цифрами 31а и 32а). Головка струйного принтера (не показан), осуществляющего печать, имеет несколько отверстий для подачи краски и должна располагаться в противоположном направлении от сканирующей каретки, при этом источник света для УФ-отверждения устанавливается в каретку. Источник света должен испускать ультрафиолетовое излучение. Например, таким источником могут быть светодиоды. Светодиод подавляет выделение тепла и экономит электроэнергию. В дополнение к светодиодами источниками света могут быть металлогалогенная лампа, ртутная лампа высокого давления и тому подобное.
[0030] При использовании струйного принтера УФ-отверждаемый полимер выбрасывается через выпускные отверстия для создания адгезивных слоев 31, 32, 33. В случаях, когда принтер выбрасывает большое количество УФ-отверждаемого полимера, плотность точек полимера, прилипающих к поверхности, будет различаться, и, как следствие, адгезивные слои будут отличаться друг от друга по толщине. В примере реализации происходит регулировка адгезивных слоев 31, 32, 33 для создания одинаковой толщины.
[0031] На поверхности адгезивных слоев 31, 32 и 33, нанесенных друг на друга, как описано выше, можно нанести слои из металлического материла 41, 42, 43, как показано на фиг. 5, следуя пошаговой технологии нанесения слоев из металлического материала. В частности, слои из металлического материала 41, 42, 43 наносятся на адгезивные слои из УФ-отверждаемого полимера 31, 32, 33 соответственно, например, путем нанесения и вдавливания на адгезивные слои 31, 32 и 33 пленки из металлической фольги 40, как показано на фиг. 4, и последующего удаления пленки из металлической фольги 40. Таким образом, металлическая фольга 40 прилипает к обнаженным частям 31а первого адгезивного слоя 31, к обнаженным частям 32а второго адгезивного слоя 32 и к поверхности 33а третьего адгезивного слоя 33 для создания изображения с трехмерным эффектом из металлического материала в соответствиями с уровнями нанесенных друг на друга адгезивных слоев.
[0032] Таким металлическим материалом для создания металлических слоев 41, 42, 43 может быть пленка из золота, серебра, меди, платины, алюминия, олова, латуни или пленка, полученная осаждением; предпочтительнее, чтобы этот материал был ярким. Другим способом нанесения на адгезивные слои 31, 32 и 33 слоев из металлического материала может быть распыление на них металлических чешуек. Не существует каких-либо ограничений в методе нанесения слое из металлического материала.
[0033] При таком порядке множественные адгезивные УФ-отверждаемые слои наносятся на корпусную деталь струйным принтером таким образом, чтобы часть подстилающего адгезивного слоя оказалась обнаженной. Таким образом, в совокупности адегизивные слои представляют собой некую толщину. Из-за этого нанесенные поверх слои металлического материала будут казаться глубже. В схемах, показанных на фиг. 4 и 5, три адгезивных слоя, толщиной, к примеру, 0,002 мм каждый, в совокупности составляют 0,006 мм в толщине, что придает рисунку из металлического материала большую глубину по сравнению с толщиной единичного адгезивного слоя. В частности, увеличенное количество адгезивных слоев выделяет участок, покрытый металлическим трехмерным рисунком, усиливая его эффект.
[0034] При помощи струйной печати можно наносить адгезивные слои один на один до желаемой толщины в зависимости от схемы рисунка, тем самым подчеркивая в определенных позициях неровности металлического рисунка, например рыбной чешуи. Отсутствие зависимости от УФ-отверждаемых металлических чернил снижает затраты на производство трехмерных металлических изображений.
[0035] В перечисленных выше этапах создания многослойной структуры из адгезивных слоев предпочтительнее, чтобы количество ультрафиолетового излучения, направленного на подстилающий слой, не превосходило количество ультрафиолетового излучения, направленного на последующий адгезивный слой, создаваемый на его поверхности.
[0036] Это обосновано тем, что время отверждения адгезивного слоя зависит от количества направленного на него ультрафиолетового излучения, поэтому чем меньше это количество, тем дольше время отверждения. В результате это приводит к тому, что один адгезивный слой обладает такими же адгезивными свойствами, как и другой, адгезивный слой, наносимый поверх него. В случае создания многочисленных адегезивных УФ-отверждаемых слоев посредством струйной печати подстилающий адгезивный слой 31 (ближайший к корпусной детали 10) отверждается раньше, чем адгезивный слой 32, создаваемый на его поверхности, благодаря большему количеству времени, потраченного на нанесение адгезивного слоя 32 (обнаженная область 31а подстилающего слоя может находиться на другой стадии отверждения и, таким образом, обладает другой степенью адгезии, чем обнаженная область 32а адгезивного слоя, нанесенного на его поверхность). Поэтому направление меньшего количества ультрафиолетового излучения на подстилающий адгезивный слой 31 в сравнении со слоем 32, наносимым на его поверхность, может замедлить процесс отверждения и выравнять стадии отверждения между подстилающим адгезивным слоем и слоем, нанесенным на его поверхность. Это действие может помочь стабилизировать адгезию слоев из металлического материала 41 и 42, наносимых на адгезивные слои.
[0037] В примерах реализации изобретения, показанных на фиг. 4 и 5, в обоих примерах присутствует три адгезивных слоя, при этом количество ультрафиолетового излучения должно поэтапно увеличиваться в соответствии с уровнем слоя. Например, количество ультрафиолетового излучения, направленного на первый адгезивный слой 31 может равняться от 5 до 20% от максимального количества используемых ультрафиолетового излучения; количество ультрафиолетового излучения, направленного на второй адегизивный слой 32, может быть от 20 до 30% максимального количества используемого ультрафиолетового излучения; а количество ультрафиолетового излучения, направленного на третий адгезивный слой 33, может достигать от 30 до 40% от максимального количества используемого ультрафиолетового излучения.
[0038] При нанесении друг на друга от трех адгезивных слоев рекомендуется направлять меньшее количество ультрафиолетового излучения на нижний адгезивный слой (ближайший к корпусной детали), как указано выше, для достижения единого рельефного рисунка. Не всегда данное условие может быть соблюдено между смежными слоями в зависимости от желаемого рисунка. Это обусловлено тем фактом, что скорость отверждения слоев варьируется в зависимости от размера (площади) адгезивных слоев и количества выбрасываемой смолы (толщины). Поэтому при создании адгезивных слоев есть лишь одно требование: количество ультрафиолетового излучения, направленного на любой адгезивный слой, находящийся ближе к корпусной детали, должно быть меньше, чем количество ультрафиолетового излучения, направленного на любой адгезивный слой, располагающийся ближе к поверхности декоративного слоя.
[0039] В декоративном слое, созданном на корпусной детали 10 так, как описано выше, можно создать цветной рисунок (слой рисунка) на обнаженных слоях из металлического материала 41, 42, 43. Такой цветной рисунок может быть создан как на всей площади слоев из металлического материала, так и на отдельный участок. В таком случае цветной рисунок может быть создан как монохромными, так и полихромными цветными чернилами, которые легко придадут трехмерность рисунку, содержащему как металлические цвета, так и обычные. На самый внешний слой декоративного слоя 20 можно нанести нецветной прозрачный слой или цветной прозрачный слой (в качестве защиты). Такие прозрачные покрытия могут состоять из красок с растворителями (краска на основе растворителя) или УФ-отверждаемые чернила, в том числе УФ-отверждаемые полимер.
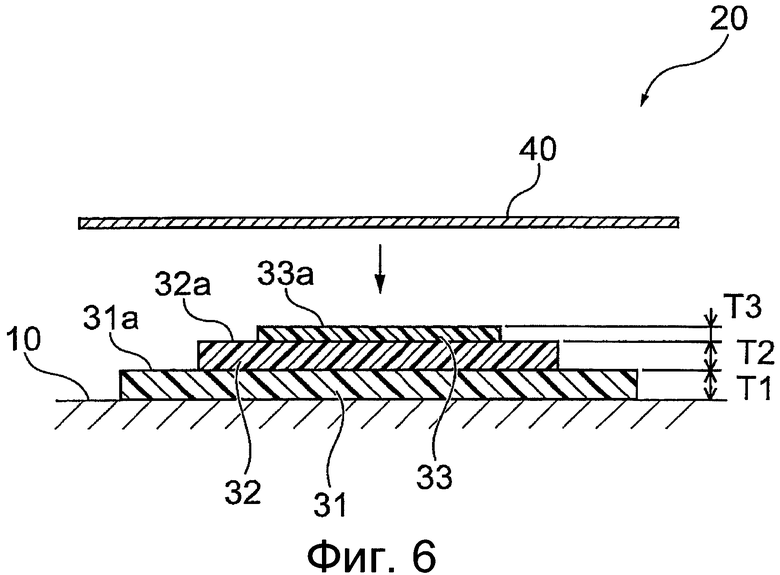
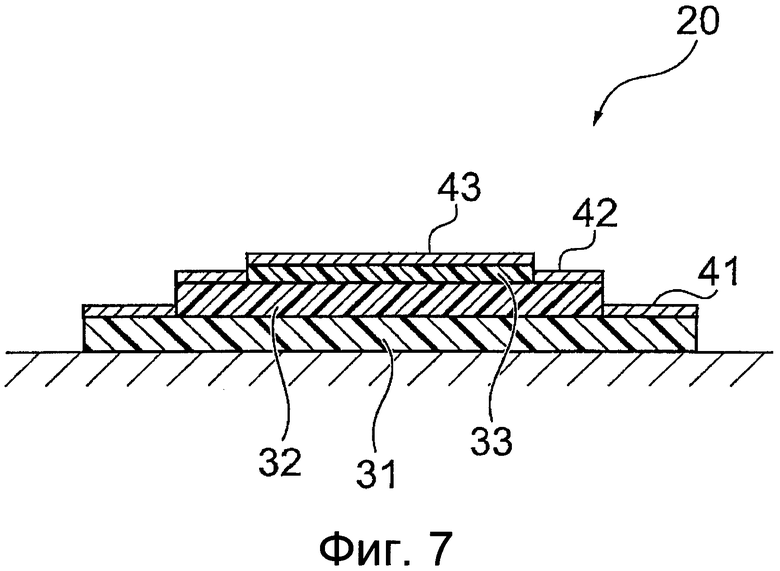
[0040] Фиг. 6 и 7 иллюстрируют пример второй реализации декоративного слоя на детали-базе спортивного инвентаря. Фиг. 6 представляет метод создания декоративного слоя. Фиг. 7 демонстрирует многослойную структуру адгезивных слоев, продемонстрированных на фиг. 6, на поверхности которых создается слой из металлического материала.
[0041] В примере реализации декоративного слоя, описанного выше, количество ультрафиолетового излучения, направленного на слои со стороны корпусной детали, меньше, чем на слои со стороны поверхности для получения равномерной адгезиии. В данном примере реализации на нижние слои (стороны корпусной детали) выбрасывается большее количество полимера для печати.
[0042] Корректируя количество выбрасываемого полимера в соответствии с уровнями адгезивных слоев, можно корректировать толщину адгезивных слоев, а также состояние их отверждения для выравнивания общей адгезии слоев. Другими словами, при большей толщине (выбрасывается большее количество полимера) адгезивного слоя 31 нижнего уровня (со стороны корпусной детали) требуется более длительное время для отверждения. Таким образом, состояние отверждения адгезивного слоя 31 близко к состоянию отверждения адгезивного слоя 32, созданного на его поверхности, достигая одинаковой общей адгезии в обнаженные области 31а нижнего слоя и в обнаженной области 32а адгезивного слоя, созданного поверх предыдущего. Это действие может помочь стабилизировать адгезию слоев из металлического материала 41 и 42, наносимых на адгезивные слои.
[0043] В примерах реализации изобретения, показанных на фиг. 6 и 7, оба примера состоят из трех адгезивных слоев, где количество выбрасываемого полимера должно поэтапно уменьшаться в соответствии с уровнем слоя для создания толщины меньшего размера (Т3<Т2<Т1), корректируя тем самым время отверждения. Например, количество полимера, подаваемого для первого адгезивного слоя 31, может равняться от 70 до 100% от максимального количества выбрасываемого полимера; количество полимера, подаваемого на второй адегезивный слой 32, может быть от 40 до 70% от максимального количества подаваемого полимера; а количество полимера, выбрасываемого на третий адгезивный слой 33, может достигать от 10 до 40% от максимального количества выбрасываемого полимера.
[0044] При нанесении друг на друга от трех адгезивных слоев, как описано в первом примере реализации, рекомендуется выбрасывать меньшее количество полимера на адгезивный слой, находящийся на более низком уровне (ближайшем к корпусной детали), для достижения единого рельефного рисунка. Не всегда данное условие может быть соблюдено между смежными слоями в зависимости от желаемого рисунка. Это обусловлено тем фактом, что скорость отверждения слоев варьируется в зависимости от размера (площади) адгезивных слоев и количества направленного ультрафиолетового излучения. Поэтому при создании адгезивных слоев есть лишь одно требование: толщина любого адгезивного слоя, находящегося ближе к корпусной детали, должна быть больше, чем толщина любого адгезивного слоя, располагающегося ближе к поверхности декоративного слоя.
[0045] В данном примере реализации есть возможность дополнительной печати цветного рисунка на обнаженных слоях металлического материала 41, 42 и 43, далее на данный рисунок можно нанести защитный слой.
[0046] Примеры реализации данного изобретения не ограничены представленными описаниями и могут подвергаться модификации в рамках настоящего изобретения. Например, количество адгезивных слоев в декоративном слое 20, описанном выше, в разных примерах реализации может различаться или оставаться таким же. Также декоративный слой 20 можно наноситься как на всю поверхность корпусной детали, так и на отдельный участок. Более того, на каждый из слоев металлического материала можно нанести посредством струйной печати еще один адгезивный слой, а на него еще один слой металлического материала другого цвета. Кроме того, создание адгезивных слоев возможно во время корректирования количества ультрафиолетового излучения и количества выбрасываемого полимера.
Изобретение относится к способу создания изображения с трехмерным металлическим эффектом и может быть использовано в спортивном оборудовании, например в орудиях лова, в том числе удочках, клюшках для гольфа, ракетках. В способе создания изображения с металлическим эффектом на спортивном инвентаре декоративный слой включает в себя металлический материал. Декоративный слой создается в трехмерном пространстве на поверхности корпусной детали спортивного инвентаря. Способ включает в себя создание декоративного слоя, состоящего из многочисленных адгезивных слоев ультрафиолетового отверждения на поверхности корпусной детали посредством струйной печати таким образом, чтобы подстилающий адгезивный слой был частично обнажен. Способ также включает создание слоев металлического материала на поверхностях адгезивных слоев. На поверхности спортивного инвентаря создается декоративный слой с изображением, имеющим металлический эффект. На слой металлического материала наносится цветной рисунок посредством струйной печати. Техническим результатом изобретения является снижение экономических затрат. 2 н. и 5 з.п. ф-лы, 7 ил.
1. Способ создания изображений с металлическим эффектом на спортивном инвентаре, при котором декоративный слой, включающий в себя металлический материал, создается в трехмерном пространстве на поверхности корпусной детали спортивного инвентаря; способ включает в себя следующие этапы:
создание декоративного слоя, состоящего из многочисленных адгезивных слоев ультрафиолетового отверждения на поверхности корпусной детали посредством струйной печати таким образом, чтобы подстилающий адгезивный слой был частично обнажен;
создание слоев металлического материала на поверхностях адгезивных слоев.
2. Способ создания изображения с металлическим эффектом на спортивном инвентаре по п. 1, где множественность адгезивных слоев ультрафиолетового отверждения создается таким образом, чтобы подстилающий адгезивный слой подвергался меньшему воздействию ультрафиолетового излучения, чем последующий слой, создаваемый на его поверхности.
3. Способ создания изображения с металлическим эффектом на спортивном инвентаре по п. 2, где множественность адгезивных слоев состоит из трех и более адгезивных слоев, при этом адгезивный слой, располагающийся на более низком уровне, должен подвергаться меньшему воздействию ультрафиолетового излучения.
4. Способ создания изображения с металлическим эффектом на спортивном инвентаре по п. 1, где множественность адгезивных слоев, отверждаемых ультрафиолетом, создается таким образом, чтобы на подстилающий адгезивный слой выбрасывалось больше полимера, чем на последующий слой, создаваемый на его поверхности.
5. Способ создания изображения с металлическим эффектом на спортивном инвентаре по п. 1, где множественность адгезивных слоев состоит из трех и более адгезивных слоев, при этом на адгезивный слой, располагающийся на более низком уровне, выбрасывается большее количество полимера.
6. Спортивный инвентарь, на поверхности которого создается декоративный слой по способу создания изображения с металлическим эффектом в соответствии с п. 1.
7. Спортивный инвентарь по п. 6, где на слои металлического материала наносится цветной рисунок посредством струйной печати.
| JP 2013126399 A, 27.06.2013;JP 2009297631 A, 24.12.2009;JP 2007083776 A, 05.04.2007;US 2005/052516 A1, 10.03.2005;US 2012/196095 A1, 02.08.2012;US 2007/184207 A1, 09.08.2007;US 2007/079928 A1, 12.04.2007;RU 2337832 C2, 10.11.2008 |

