[0001] Настоящей заявкой испрашивается приоритет на основании заявки на патент Японии №2013-179905 (поданной 30 августа 2013 г.). Содержание заявки во всей своей полноте включено в настоящее описание посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к спортивному оборудованию (например, орудия лова, в том числе удочки, клюшки для гольфа и ракетки), имеющему корпусную деталь с символами и/или декоративными рисунками, напечатанными струйной печатью с использованием полимера ультрафиолетового отверждения (например, УФ-чернил), который отверждается под воздействием ультрафиолетового излучения. В частности, настоящее изобретение относится к спортивному оборудованию, имеющему на поверхности декоративный слой, нанесенный УФ-отверждаемым полимером, благодаря чему достигается трехмерный металлический эффект.
ПРЕДПОСЫЛКИ
[0003] Традиционно широко принята струйная печать декоративного и аналогичного оформления на поверхности корпусной детали. Чернила, используемые для струйной печати, подразделяются на чернила на водной основе, чернила на масляной основе, сольвентные чернила и УФ-отверждаемые чернила. В частности, УФ-отверждаемые чернила используются в различных областях, т.к. отсутствие в них растворителя, быстрое высыхание и стойкость позволяют выполнять печать на различных материалах, таких как стекло, дерево, металл, пластик и т.п. (см., например, опубликованную заявку на патент №2013-126399, «Публикацию 399»).
[0004] В декоративном оформлении, для нанесения которого используются такие чернила, было выполнено усовершенствование эстетики внешнего вида и т.п. посредством создания трехмерного металлического эффекта (см., например, опубликованную заявку на патент Японии №2009-297631, «Публикацию 631»). В этом случае, например, металлические чернила с содержанием металлического чешуйчатого пигмента используются вместе с разнообразными полимерами (например, адгезивный праймер) в качестве связующего вещества. Также известны УФ-отверждаемые металлические чернила с содержанием металлического чешуйчатого пигмента (см., например, опубликованную заявку на патент Японии №2005-272568, «Публикацию 568»).
[0005] В связи с достижением трехмерного металлического эффекта при струйной печати с использованием УФ-отверждаемых металлических чернил возникает ряд проблем:
[0006] УФ-отверждаемые чернила обладают свойством значительно изменять вязкость в зависимости от температуры. При низкой вязкости сопла струйного принтера, подходящие для выброса УФ-отверждаемых чернил, могут забиваться включенным в чернила металлическим порошком с содержанием частиц большого диаметра.
[0007] При использовании УФ-отверждаемых металлических чернил одна из проблем заключается в том, что металлический чешуйчатый пигмент способствует инициации полимеризации мономеров и олигомеров в УФ-отверждаемом полимере и вследствие этого возникает кратковременное загустевание во время хранения чернил. Кроме того, металлический блеск слоя краски, нанесенного такими чернилами, с течением времени обычно теряется в результате окисления металлической стружки.
[0008] Решение этих проблем в случае создания трехмерного металлического эффекта с помощью УФ-отверждаемых металлических чернил с содержанием металлического чешуйчатого пигмента трудоемко и стоит достаточно дорого, при этом также сложно добиться в полном объеме трехмерного металлического эффекта.
КРАТКОЕ ОПИСАНИЕ
[0009] Настоящее изобретение предназначено для решения вышеупомянутых проблем, и одна из целей настоящего изобретения состоит в том, чтобы при низких затратах достичь в достаточном объеме трехмерного металлического эффекта декоративного слоя, нанесенного на поверхность спортивного оборудования посредством струйной печати с использованием полимера ультрафиолетового отверждения.
[0010] На данный момент настоящее изобретение представляет собой спортивное оборудование, имеющее корпусную деталь и декоративный слой, нанесенный на поверхность корпусной детали многослойным образом, при котором декоративный слой включает в себя первый адгезивный слой полимера ультрафиолетового отверждения, сформированный в первый декоративный профиль посредством струйной печати, первый слой металлического материала, прикрепленный к первому адгезивному слою, при этом первый слой металлического материала сформирован в первый декоративный профиль, второй адгезивный слой полимера ультрафиолетового отверждения, расположенный на верхней стороне первого слоя металлического материала, нанесенного посредством струйной печати, при этом второй адгезивный слой сформирован во второй декоративный профиль, второй слой металлического материала, прикрепленный ко второму адгезивному слою, при этом второй слой металлического материала сформирован во второй декоративный профиль, в котором первый слой металлического материала становится обнаженным или видимым через пространства между всеми точками УФ-отверждаемого полимера, который формирует второй адгезивный слой.
[0011] В соответствии с вышеупомянутыми конфигурациями декоративный слой сформирован по меньшей мере двукратным наложением двух кортежей адгезивного слоя УФ-отверждаемого полимера посредством струйной печати и одного слоя металлического материала, прикрепленного к адгезивному слою. Следует отметить, что декоративный слой имеет как минимум первый кортеж, который включает в себя первый адгезивный слой и первый слой металлического материала, и второй кортеж, который включает в себя второй адгезивный слой и второй слой металлического материала, таким образом, количество многослойных кортежей не ограничено. Первый слой металлического материала становится обнаженным или видимым через пространства между всеми точками УФ-отверждаемого полимера, который формирует второй адгезивный слой. Соответственно, достигается более глубокий трехмерный, металлический эффект, т.к. в одном и том же поле видимости можно наблюдать не менее двух слоев металлического материала на разных уровнях.
[0012] В соответствии с вышеупомянутыми конфигурациями адгезивный слой УФ-отверждаемого полимера, нанесенный посредством струйной печати без УФ-отверждаемых металлических чернил, и другой слой металлического материала, прикрепленный к адгезивному слою, лежат послойно, и нижний слой, являющийся слоем металлического материала, становится видимым через верхний слой. Соответственно, достигается в достаточном объеме более глубокий трехмерный металлический эффект при низких затратах.
[0013] В вышеупомянутых конфигурациях под «декоративным оформлением» понимаются символы, линии, окраска, рисунки (в том числе цветные рисунки) или их сочетания. «Декоративный слой» включает множество слоев, наложенных друг на друга для формирования целостного декоративного оформления. В вышеупомянутых конфигурациях «точка» означает каждую каплю полимера, которая выбрасывается из сопла струйного принтера и попадает на слои металлического материала.
[0014] В вышеупомянутых конфигурациях предпочтительно, чтобы второй декоративный профиль отличался, но он может быть таким же, как и первый декоративный профиль. Отличающийся декоративный профиль может, например, иметь тот же самый рисунок (включая символы), но другие цвета или быть того же цвета, но иметь другой рисунок. В вышеупомянутых конфигурациях слой является обнаженным, если он полностью открыт без какого-либо слоя сверху (голый). Слой является «видимым», если его видно через прозрачный слой и т.п.
[0015] В вышеупомянутых конфигурациях предпочтительно, чтобы декоративный слой далее включал в себя третий адгезивный слой УФ-отверждаемого полимера, расположенный на верхней стороне второго слоя металлического материала, при этом третий адгезивный слой сформирован в третий декоративный профиль, нанесенный посредством струйной печати, и третий слой металлического материала, прикрепленный к третьему адгезивному слою, при этом третий слой металлического материала сформирован в третий декоративный профиль, в котором второй слой металлического материала и/или первый слой металлического материала становится обнаженным или видимым через пространства между всеми точками УФ-отверждаемого полимера, который формирует третий адгезивный слой.
[0016] В вышеупомянутых конфигурациях в одном и том же поле видимости можно наблюдать не менее трех слоев металлического материала на разных уровнях. Соответственно, достигается более глубокий и отчетливый трехмерный металлический эффект. В вышеупомянутом случае предпочтительно, чтобы третий декоративный профиль отличался от первого и/или второго декоративного профиля, но он может быть таким же. Декоративный слой полностью или частично, а также второй слой металлического материала и первый слой металлического материала могут быть обнаженными или видимыми через пространства между точками УФ-отверждаемого полимера, который формирует третий адгезивный слой. Декоративный слой полностью или частично, а также либо только второй слой металлического материала, либо только первый слой металлического материала могут быть обнаженными или видимыми через пространства между точками УФ-отверждаемого полимера, который формирует третий адгезивный слой. Путем сочетания слоев в одном и том же поле видимости можно получить разнообразную трехмерность
[0017] В вышеупомянутых конфигурациях слои, составляющие декоративный слой, могут иметь любую желаемую толщину. Толщина всех слоев может быть одинаковой либо толщина части слоев или всех слоев может быть разной. Все или часть удлиненных областей слоев, составляющих декоративный слой, могут быть одинаковыми или разными. Разнообразие толщины или удлиненных областей слоев может способствовать созданию трехмерности благодаря синергетическому эффекту с обнажением или видимостью металлического материала в различных слоях, описанных выше.
[0018] В соответствии с настоящим изобретением предлагается спортивное оборудование, имеющее на поверхности декоративный слой, нанесенный посредством струйной печати с использованием УФ-отверждаемого полимера, благодаря чему достигается в достаточном объеме трехмерный металлический эффект при низких затратах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
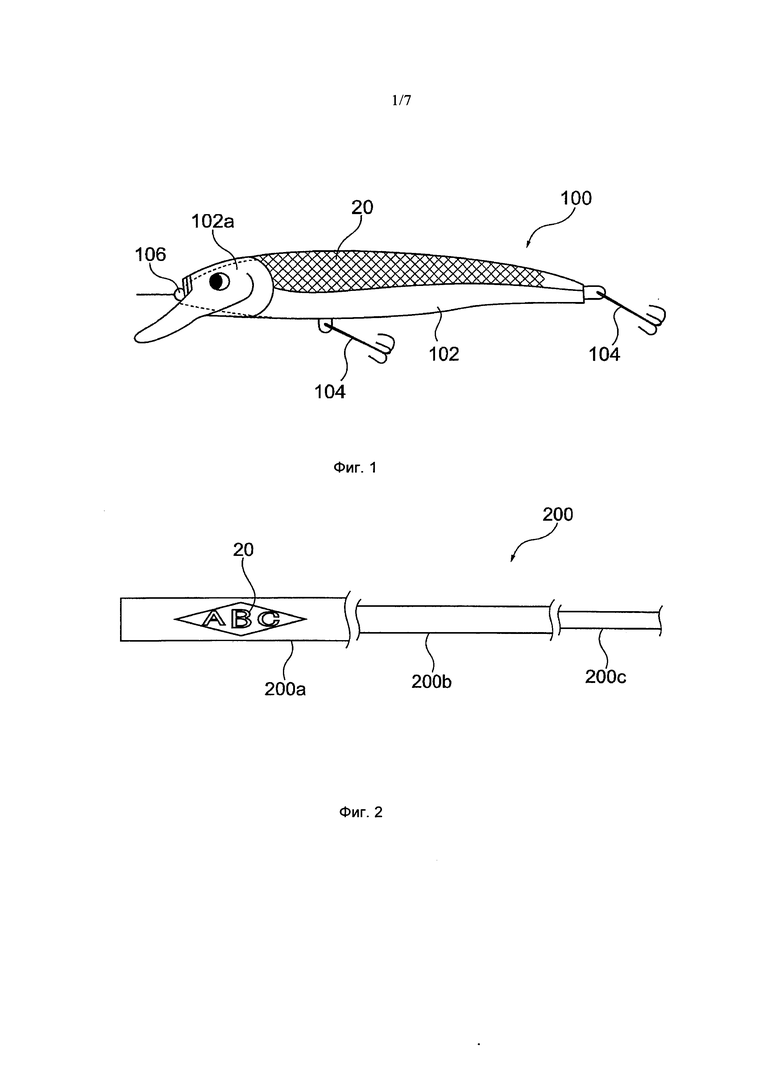
[0019] Фиг. 1 схематически иллюстрирует вид сбоку псевдонаживки для рыбалки (блесны) с нанесенным на поверхность корпусной детали декоративным слоем в качестве варианта спортивного оборудования настоящего изобретения.
Фиг. 2 схематически иллюстрирует вид сбоку части удочки с нанесенным на поверхность корпусной детали декоративным слоем в качестве варианта спортивного оборудования настоящего изобретения.
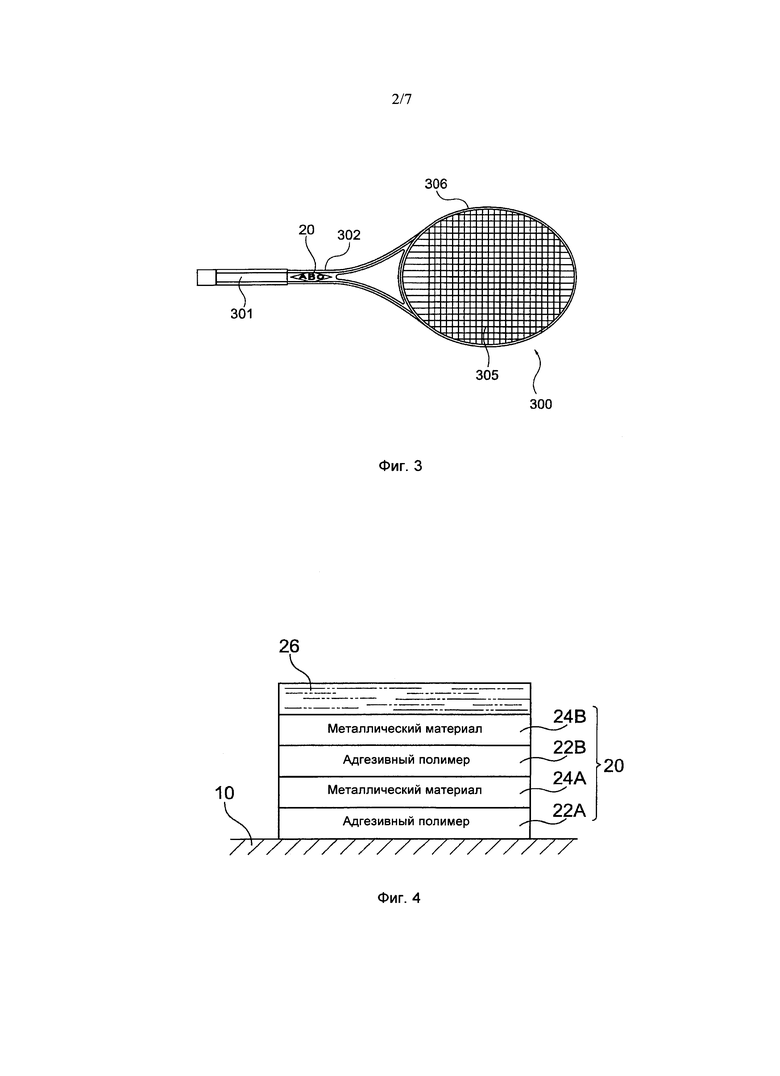
Фиг. 3 схематически иллюстрирует вид сверху теннисной ракетки с нанесенным на поверхность корпусной детали декоративным слоем в качестве варианта спортивного оборудования настоящего изобретения.
Фиг. 4 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно первому варианту реализации настоящего изобретения.
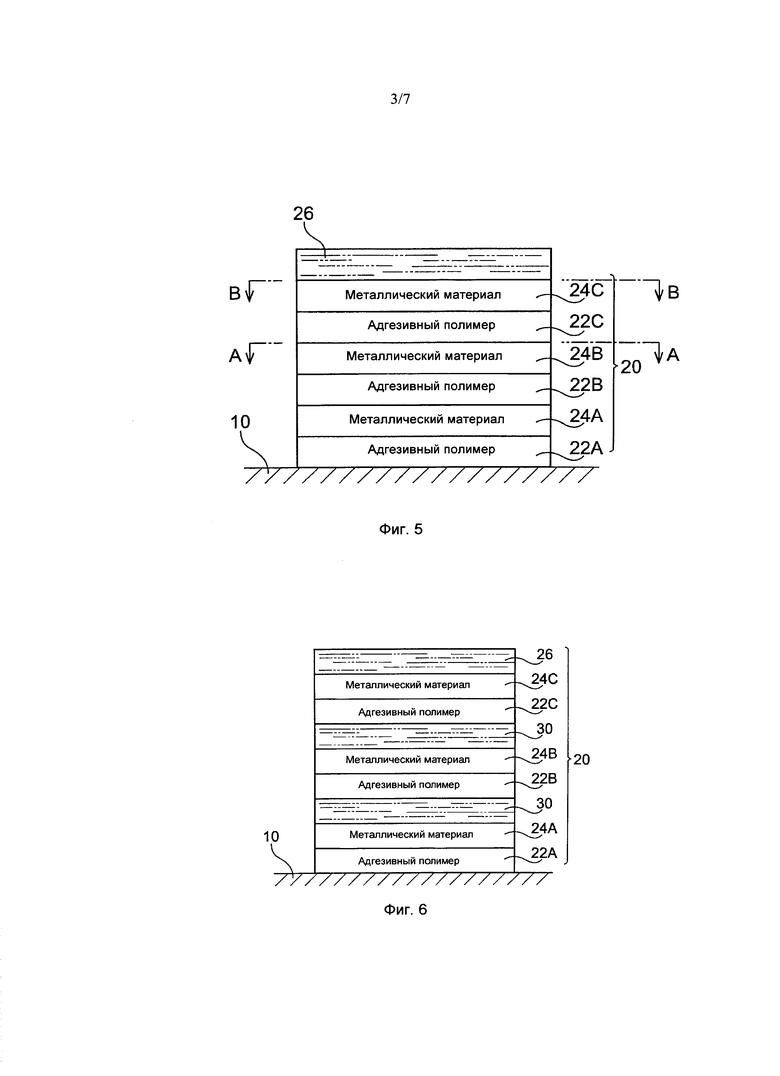
Фиг. 5 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно второму варианту реализации настоящего изобретения.
Фиг. 6 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно третьему варианту реализации настоящего изобретения.
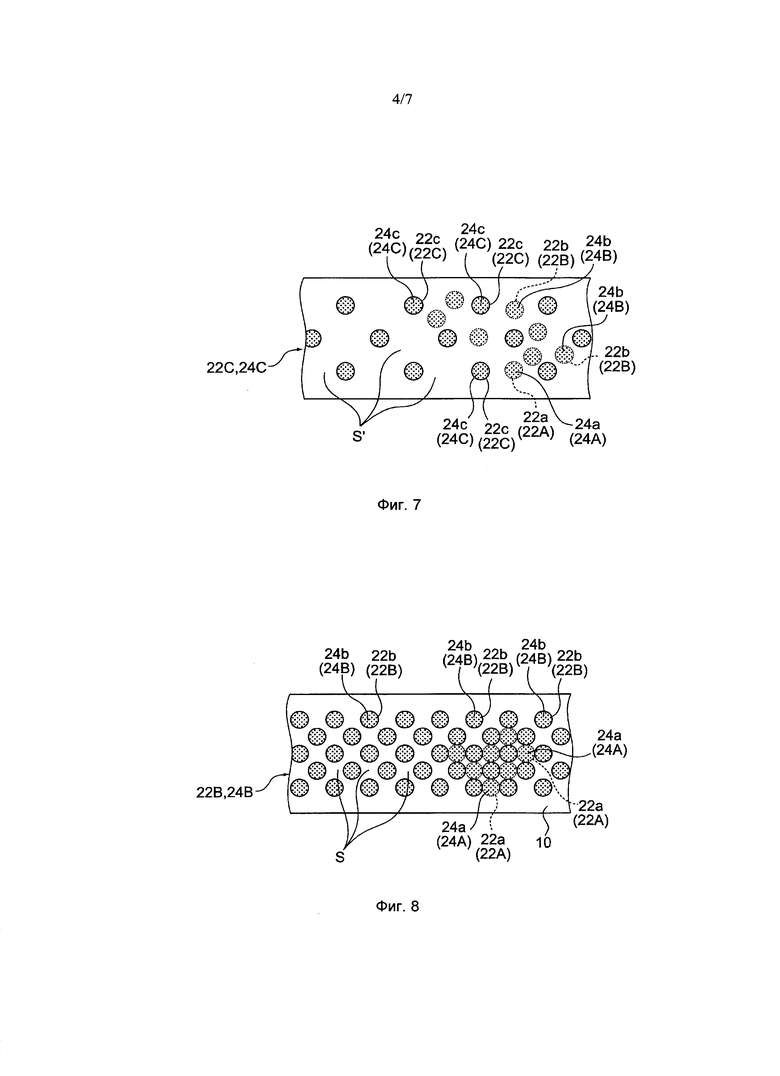
Фиг. 7 схематически иллюстрирует поперечный разрез по линии В-В на Фиг. 5.
Фиг. 8 схематически иллюстрирует поперечный разрез по линии А-А на Фиг. 5.
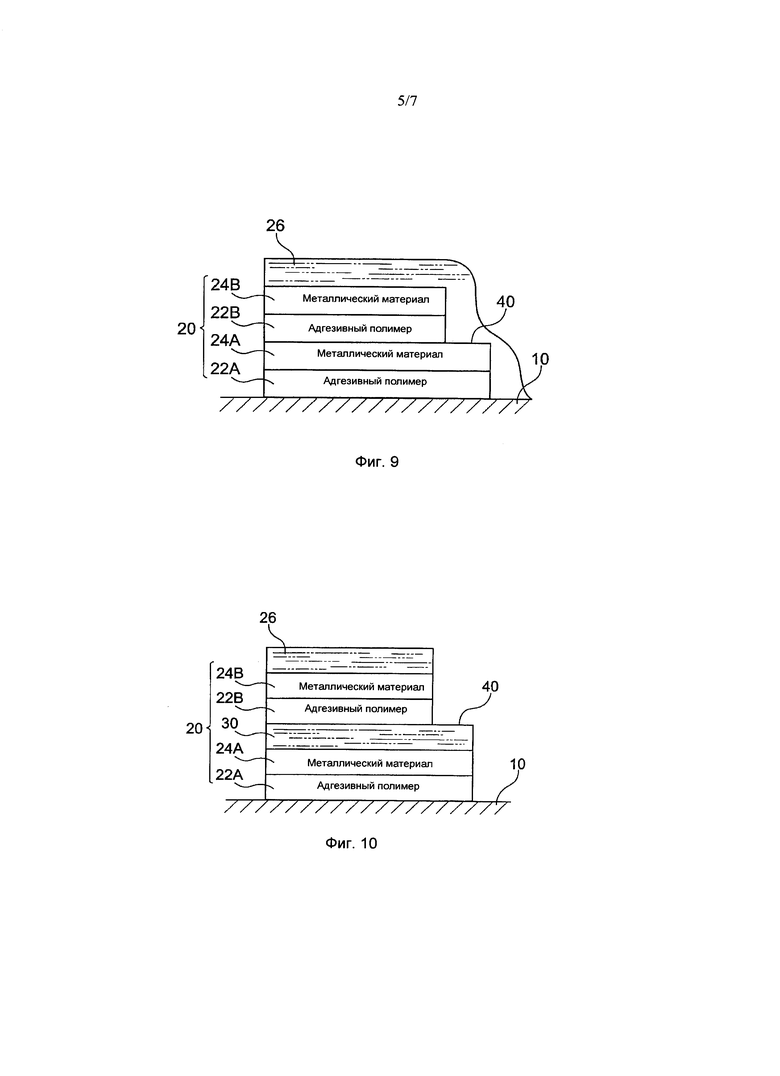
Фиг. 9 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно четвертому варианту реализации настоящего изобретения.
Фиг. 10 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно пятому варианту реализации настоящего изобретения.
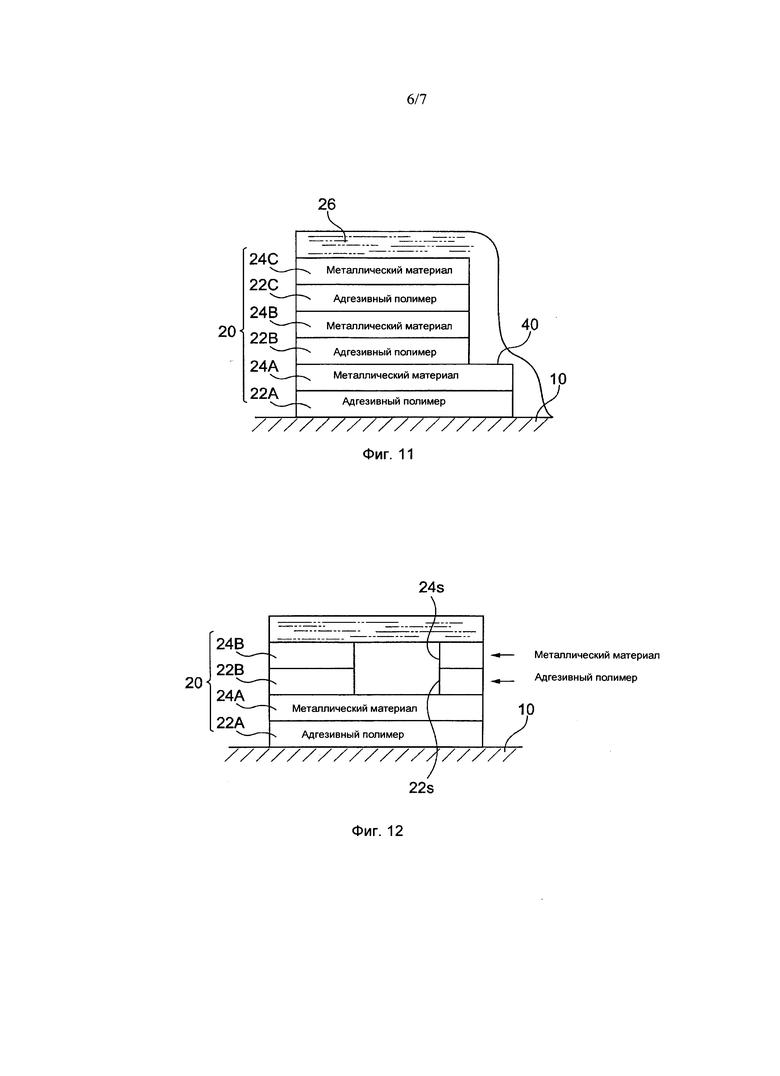
Фиг. 11 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно шестому варианту реализации настоящего изобретения.
Фиг. 12 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно седьмому варианту реализации настоящего изобретения.
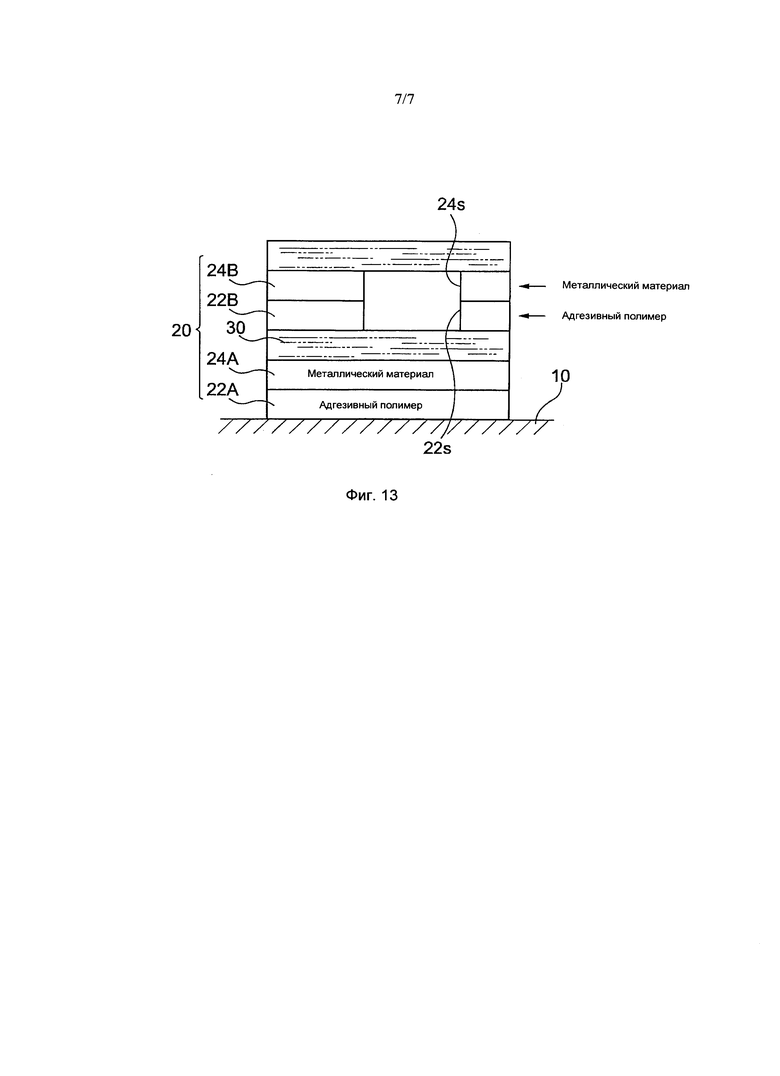
Фиг. 13 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя согласно восьмому варианту реализации настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ
[0020] Варианты реализации спортивного оборудования согласно изобретению объясняются со ссылкой на чертежи. Фиг. 1, 2 и 3 показывают примеры спортивного оборудования. Фиг. 1 схематически иллюстрирует вид сбоку псевдонаживки для рыбалки (блесны) с нанесенным на поверхность корпусной детали декоративным слоем. Фиг. 2 схематически иллюстрирует вид сбоку удочки для рыбалки с нанесенным на поверхность корпусной детали декоративным слоем. Фиг. 3 схематически иллюстрирует теннисную ракетку с нанесенным на поверхность корпусной детали декоративным слоем.
[0021] Блесна 100, показанная на фиг. 1, имеет корпус 102, имитирующий рыбу, приспособление для крепления к леске 106, расположенное в голове 102а корпуса блесны 102, и рыболовные крючки 104, прикрепленные к брюшку и хвостовой части корпуса блесны 102, на котором декоративный слой 20 имеет рисунок чешуи по спинке корпуса блесны 102. Естественно, что декоративный слой можно нанести и на другую часть корпуса блесны 102, помимо спинки.
[0022] Удочка 200, показанная на фиг. 2, например, имеет телескопическую форму и состоит из комлевого колена 200а, нескольких колен 200b, 200с, … которые могут складываться внутри комлевого колена 200а. На комлевое колено 200а, например, нанесен декоративный слой 20, состоящий из символов и рисунков. Естественно, что декоративный слой 20 можно нанести на другие части удочки, помимо рукояти 200а.
[0023] Теннисная ракетка 300, показанная на фиг. 3, имеет рукоятку 302 с базовой намоткой 301 или обмоткой вокруг нее и рамой 306, идущей от конца рукоятки 302 и имеющей натянутые струны 305, на рукоятку 302 нанесен декоративный слой 20, состоящий из символов и рисунков.
[0024] Далее многослойная структура декоративного слоя 20 подробно описана со ссылкой на фиг. 4-13. Фиг. 4 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно первому варианту реализации настоящего изобретения. Как показано на фиг. 4, декоративный слой 20 варианта реализации нанесен на поверхность корпусной детали 10 (например, корпусная деталь корпуса 102 блесны 100 на фиг. 1, корпусная деталь рукояти 200а удочки 200 на фиг. 2, корпусная деталь рукоятки 302 теннисной ракетки 300 и т.п.) на фиг. 3 послойным или многослойным образом.
[0025] Декоративный слой 20 включает в себя первый адгезивный слой 22А полимера ультрафиолетового отверждения, сформированный в первый декоративный профиль посредством струйной печати, первый слой металлического материала 24А, прикрепленный к первому адгезивному слою 22А и сформированный в первый декоративный профиль, второй адгезивный слой 22В полимера ультрафиолетового отверждения, расположенный непосредственно на прозрачном слое (цветном или нецветном) или поперек его на верхней стороне первого слоя металлического материала, выполненного посредством струйной печати, второй адгезивный слой 22В, сформированный во второй декоративный профиль и второй слой металлического материала 24В, прикрепленный ко второму адгезивному слою 22В, второй слой металлического материала 24В, сформированный во второй декоративный профиль. Самый верхний слой 24В декоративного слоя 20 может быть покрыт нецветным или цветным прозрачным слоем 26 в варианте реализации. Этот прозрачный слой 26 может быть сформирован из материала покрытия, включающиего сольвентные (растворимые) или УФ-отверждаемые чернила с содержанием УФ-отверждаемого полимера.
[0026] При многослойной структуре корпусная деталь 10 может быть выполнена из любого материала. Корпусная деталь 10 может быть выполнена из синтетической смолы, например стеклопластика, полипропилена, полиэтилентерефталата (ПЭТФ), поликарбоната, акриловой смолы и т.п. Одной из акриловых смол является ПММА (полиметилметакрилат). Металлы, например нержавеющая сталь, алюминий, сплавы из меди, латуни и т.п. могут использоваться вместо акриловых смол. Керамика, стекло, фарфор и т.п., являющиеся неорганическими материалами, также могут использоваться.
[0027] Адгезивные слои 22А, 22В могут быть нецветным прозрачным слоем или цветным прозрачным слоем. УФ-отверждаемый полимер, покрытый адгезивными слоями 22А, 22В, является полимером с адгезионными свойствами отверждения в результате полимеризации под воздействием ультрафиолетового излучения. В частности, данный УФ-отверждаемый полимер может содержать фотополимеризующий олигомер и мономер (например, эпоксиакрилат, уретанакрилат, полиэфиракрилат и т.п.) в качестве основного компонента(ов), пигменты и вспомогательный материал(ы), такие как антивспениватели и т.п., а также инициаторы фотополимеризации в качестве катализатора. Под воздействием ультрафиолетового излучения фотоинициатор излучает радикал, данный радикал инициирует полимеризацию олигомера и под воздействием этой реакции полимеризации УФ-отверждаемый полимер затвердевает и фиксируется на объекте печати. В качестве фотоинициаторов в основном используются бензофеноны, бензоины, ацетофеноны, тиоксантоны, ацилфосфиноксиды и т.п., хотя существуют другие разнообразные фотоинициаторы.
[0028] В качестве металлического материала, который используется для слоев 24А, 24В, …, можно использовать, например, золото, серебро, медь, платину, алюминий, олово, латунь т.п., и особенно предпочтительны фотолюминесцентные материалы.
[0029] В варианте реализации декоративные профили из УФ-отверждаемого полимера, выполненные в качестве адгезивных слоев 22А, 22В, наносятся посредством струйной печати на основание (материал) 10 или на первый слой металлического материала 24А. Струйный принтер (не показан), выполняющий струйную печать, имеет записывающую головку со множеством инжекционных сопел, двигающуюся возвратно-поступательным движением в каретке, и световой источник для УФ-отверждения, установленный в каретке. Световой источник является источником ультрафиолетового излучения и может представлять собой светодиод, например. Использование светодиода способствует подавлению тепловыделения и экономии энергии. Естественно, что металлогалогенные лампы, ртутные лампы высокого напряжения и т.п., а также светодиоды могут использоваться в качестве светового источника.
[0030] При печати таким струйным принтером, как показано на фиг. 8, капля УФ-отверждаемого полимера, составляющего адгезивный слой 22А или 22В, из инжекционных сопел записывающей головки струйного принтера точечным образом падает на корпусную деталь 10 или первый слой металлического материала 24А. На фиг. 8 точки полимера 22b второго адгезивного слоя 22В верхней стороны показаны сплошными линиями, капли полимера 22а первого адгезивного слоя 22А нижней стороны показаны пунктирными линиями. Для удобства капли полимера 22а первого адгезивного слоя 22А нижней стороны частично показаны на фиг. 8.
[0031] Как могут быть приняты способы расположения слоев металлического материала 24А, 24В поверх адгезивных слоев 22А, 22В УФ-отверждаемого полимера, падающих точечным образом, как указано выше, так же может быть принят способ, например, прикрепления металлических материалов 24а, 24b таким же точечным образом поверх точек полимера 22а, 22b посредством приклеивания и прижимания пленки металлической фольги к адгезивному слою 22А, 22В с последующим отрыванием пленки. Таким образом, слои металлического материала 24А, 24В идут вдоль декоративных фигур адгезивных слоев 22А, 22В (декоративные фигуры слоев металлического материала 24А, 24В соответствуют декоративным фигурам адгезивных слоев 22А, 22В). Как может быть принять другой способ расположения слоев металлического материала 24А, 24В поверх адгезивных слоев 22А, 22В, так же может быть принят, например, способ распыления металлической стружки на адгезивные слои 22А, 22В, таким образом, расположение металла не ограничивается только этим способом.
[0032] Наконец, благодаря размещению полимера точечным образом и прикреплению металлических материалов способом, указанным выше, в декоративном слое 20, как показано на фиг. 8, первый слой металлического материала 24А нижней стороны (металлический материал 24а первого слоя металлического материала 24А, который прикрепляется к точкам полимера 22а первого адгезивного слоя 22А, как это показано пунктирными линиями) становится обнаженным (как указано выше, становится видимым в том случае, если прозрачный слой лежит между первым слоем металлического материала 24А и вторым адгезивным слоем 22В) через пространства S между всеми точками 22b, 22b (показано сплошными линиями) УФ-отверждаемого полимера, который формирует второй адгезивный слой 22В.
[0033] Как указано выше, декоративный слой 20 в варианте реализации выполняется наложением или наслоением не менее двух кортежей адгезивного слоя 22А (22В) УФ-отверждаемого полимера, наносимых посредством струйной печати, и слоя металлического материала 24А (24В), прикрепленного к адгезивному слою 22А (22В), в котором первый слой металлического материала 24А становится обнаженным или видимым через пространства S между всеми точками 22b, 22b УФ-отверждаемого полимера, который формирует второй адгезивный слой 22В. Соответственно, декоративный слой 20 может достичь глубокого трехмерного металлического эффекта, т.к. в одном и том же поле видимости можно наблюдать не менее двух отличающихся друг от друга слоев металлического материала 24А, 24В. То есть без использования УФ-отверждаемых металлических чернил декоративный слой 20, как указано выше, выполняется наложением или наслоением адгезивных слоев 22А (22В) нанесенного посредством струйной печати УФ-отверждаемого полимера и различных слоев, которые могут быть слоями металлического материала 24А (24В), прикрепленными к адгезивным слоям 22А (22В), и путем обеспечения видимости нижнего слоя, являющегося слоем металлического материала 24А, через верхние слои. Соответственно, достигается в достаточном объеме более глубокий трехмерный, металлический эффект при низких затратах.
[0034] Фиг. 5 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно второму варианту реализации настоящего изобретения. Как показано на фиг. 5, декоративный слой 20 в варианте реализации имеет адгезивный слой 22С УФ-отверждаемого полимера, расположенный непосредственно на или, как в других вариантах реализации, поперек конкретного прозрачного слоя на верхней стороне второго слоя металлического материала 24В декоративного слоя 20 в первом варианте реализации, показанного на фиг. 4, и, далее, сформированного в третий декоративный профиль посредством струйной печати и в третий слой металлического материала 24С, прикрепленного к третьему адгезивному слою 22С и сформированному в третий декоративный профиль, в котором третий слой металлического материала 24С покрыт цветным или нецветным прозрачным слоем 26. Соответственно, материалы, составляющие каждый слой, и средства наслоения такие же, как и в первом варианте реализации (в случае с третьим вариантом реализации и так далее - такие же, как и в первом варианте реализации).
[0035] В варианте реализации пространства S, другими словами, промежутки между всеми точками 22с, 22с УФ-отверждаемого полимера, который формирует третий адгезивный слой 22С, выполнены больше, чем пространства S, другими словами, промежутки между всеми точками 22а, 22а и/или всеми точками 22b, 22b УФ-отверждаемого полимера, который формирует второй адгезивный слой 22B и/или первый адгезивный слой 22А, как показано путем сравнения фиг. 8 и фиг. 7. Фиг. 8 и 7 представляют собой поперечные разрезы по линии А-А фиг. 5 и по линии В-В фиг. 5. На фиг. 7 точки полимера 22с третьего адгезивного слоя верхней стороны показаны сплошными линиями, капли полимера 22а, 22b первого и второго адгезивных слоев нижней стороны частично показаны пунктирными линиями. Среди слоев 22С, 22B (22А) такая разница в промежутках между точками возникает, например, вследствие выбрасывания различного количества полимера при печати слоев 22С, 22B (22А) (пропорция для каждой площади выбрасывания).
[0036] Соответственно, в декоративном слое 20 варианта реализации пространства S между всеми точками 22с, 22с УФ-отверждаемого полимера, который формирует третий адгезивный слой 22С, второй слой металлического материала 24В нижней стороны (металлический материал 24b второго слоя металлического материала 24В, прикрепленного к точкам полимера 22b второго адгезивного слоя, показанного пунктирными линиями) и/или первый слой металлического материала 24А (металлический материал 24а первого слоя металлического материала 24А, прикрепленного к точкам полимера 22а первого адгезивного слоя 22А, показанного пунктирными линиями) становятся обнаженными (как указано ниже, видимыми в случае, если прозрачный слой(и) лежит(ат) между первым слоем металлического материала 24А и вторым адгезивным слоем 22В и/или между вторым слоем металлического материала 24В и третьим адгезивным слоем 22С).
[0037] Чтобы наблюдать металлический материал нижнего слоя через пространства между точками полимера верхнего адгезивного слоя, промежутки между точками полимера верхнего адгезивного слоя можно настроить больше, чем промежутки между точками нижнего адгезивного слоя, как в варианте реализации. Нижний металлический материал можно также наблюдать через пространства адгезивного слоя, если изменить расположение точек полимера верхнего слоя по сравнению с расположением точек полимера нижнего слоя, или если, как указано ниже, обеспечить открытую площадь для полимера (отверстия и т.п.) в адгезивном слое.
[0038] Фиг. 6 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно третьему варианту реализации настоящего изобретения. Как показано на фиг. 6, декоративный слой (20) варианта реализации является одним из вариантов декоративного слоя 20 второго варианта реализации, показанного на фиг. 5. Кроме многослойной структуры декоративного слоя 20 второго варианта реализации, между первым слоем металлического материала 24А и вторым адгезивным слоем 22В лежит цветной или нецветной прозрачный слой 30, а между вторым слоем металлического материала 24В и третьим адгезивным слоем 22С лежит цветной или нецветной прозрачный слой 30. Этот прозрачный слой 30 может быть материалом покрытия, содержащим сольвент. Во избежание смещения расположения под потоком сольвента предпочтительно использовать УФ-отверждаемые чернила и т.п., содержащие УФ-отверждаемый полимер. Другие конфигурации аналогичны декоративному слою 20 второго варианта реализации, показанного на фиг. 5.
[0039] Фиг. 9 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно четвертому варианту реализации настоящего изобретения. В каждом варианте реализации, описанном выше, второй адгезивный слой 22А может располагаться поверх первого слоя металлического материала 24А. Однако в декоративном слое 20 варианта реализации второй адгезивный слой 22В (соответственно также и второй слой металлического материала) частично располагается поверх верхней стороны первого слоя металлического материала 24А. Далее между вторым адгезивным слоем 22В и первым слоем металлического материала 24А формируется ярус 40. Прозрачный слой (цветной или нецветной) 26, которым покрыт второй слой металлического материала 24В, покрывает не только второй слой металлического материала 24В, но и весь декоративный слой 20. Другие конфигурации аналогичны декоративному слою 20 первого варианта реализации, показанного на фиг. 4.
[0040] Фиг. 10 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно пятому варианту реализации настоящего изобретения. Как показано на фиг. 10, декоративный слой (20) варианта реализации является одним из вариантов декоративного слоя 20 первого варианта осуществления, показанного на фиг. 4. Второй адгезивный слой 22В (соответственно также и второй слой металлического материала) располагается поверх верхней стороны первого слоя металлического материала 24А не полностью, а частично. Далее между вторым адгезивным слоем 22В и первым слоем металлического материала 24А формируется ярус 40. Между первым слоем металлического материала 24А и вторым адгезивным слоем 22В лежит цветной или нецветной прозрачный слой 30. Другие конфигурации аналогичны декоративному слою 20 первого варианта реализации, показанного на фиг. 4.
[0041] Фиг. 11 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно шестому варианту реализации настоящего изобретения. Как показано на фиг. 11, декоративный слой 20 варианта реализации является одним из вариантов декоративного слоя 20 второго варианта осуществления, показанного на фиг. 5. Второй адгезивный слой 22В (соответственно также и второй слой металлического материала 24В, третий адгезивный слой 22С и третий слой металлического материала 24С) располагается поверх верхней стороны первого слоя металлического материала 24А не полностью, а частично. Далее между вторым адгезивным слоем 22В и первым слоем металлического материала 24А формируется ярус 40. Прозрачный слой (цветной или нецветной) 26, которым покрыт третий слой металлического материала 24С, покрывает не только третий слой металлического материала 24С, но и весь декоративный слой 20. Другие конфигурации аналогичны декоративному слою 20 второго варианта реализации, показанного на фиг. 5.
[0042] Фиг. 12 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно седьмому варианту реализации настоящего изобретения. Как показано на фиг. 12, декоративный слой 20 варианта реализации является одним из вариантов декоративного слоя 20 первого варианта осуществления, показанного на фиг. 4. Второй адгезивный слой 22В имеет открытую площадь 22s, отверстие или вырез, в качестве части полимера. Соответственно, второй слой металлического материала 24В также имеет открытую площадь 24s, которая соответствует открытой площади 22s и в которой не содержится металлический материал. Первый слой металлического материала 24А обнажен через открытую площадь 22s (видим через прозрачный слой 26). В данном случае открытая площадь 22s может формировать определенный декоративный профиль. Другие конфигурации аналогичны декоративному слою 20 первого варианта реализации, показанного на фиг. 4.
[0043] Фиг. 13 схематически иллюстрирует продольный разрез многослойной структуры декоративного слоя 20 согласно восьмому варианту реализации настоящего изобретения. Как показано на фиг. 13, декоративный слой 20 варианта реализации является одним из вариантов декоративного слоя 20 седьмого варианта осуществления, показанного на фиг. 12. Между первым слоем металлического материала 24А и вторым адгезивным слоем 22В лежит (цветной или нецветной) прозрачный слой 30. Другие конфигурации аналогичны декоративному слою 20 восьмого варианта реализации, показанного на фиг. 13.
[0044] Варианты реализации настоящего изобретения не ограничиваются вышеизложенными описаниями и могут подвергаться различным модификациям в рамках содержания настоящего изобретения. Например, количество слоев в декоративном слое 20, описанном выше, может быть разным в разных вариантах реализации или может быть одинаковым в разных вариантах реализации. Декоративный слой 20 может быть выполнен на всей поверхности корпусной детали 10 или только на ее части. Открытая площадь, описанная выше, может быть выполнена на третьем адгезивном слое вместе со вторым адгезивным слоем или на втором адгезивном слое. В данном случае открытая площадь сама по себе может формировать декоративный профиль. Третий адгезивный слой может быть выполнен на всей верхней стороне второго слоя металлического материала или только на ее части.
Изобретение относится к спортивному оборудованию, согласно одному из аспектов которого имеет корпусную деталь 10 и декоративный слой(и) 20. Декоративный слой 20 включает в себя первый адгезивный слой полимера ультрафиолетового отверждения, сформированный в первый декоративный профиль посредством струйной печати, первый слой металлического материала 24А, прикрепленный к первому адгезивному слою 22А, при этом первый слой металлического материала сформирован в первый декоративный профиль, второй адгезивный слой полимера ультрафиолетового отверждения, расположенный на верхней стороне первого слоя металлического материала 24А, нанесенного посредством струйной печати, при этом второй адгезивный слой сформирован во второй декоративный профиль, и второй слой металлического материала 24В, прикрепленный ко второму адгезивному слою 22В, при этом второй слой металлического материала сформирован во второй декоративный профиль, в котором первый слой металлического материала 24А становится обнаженным или видимым через пространства между всеми точками УФ-отверждаемого полимера, который формирует второй адгезивный слой 22В. 8 з.п. ф-лы, 13 ил.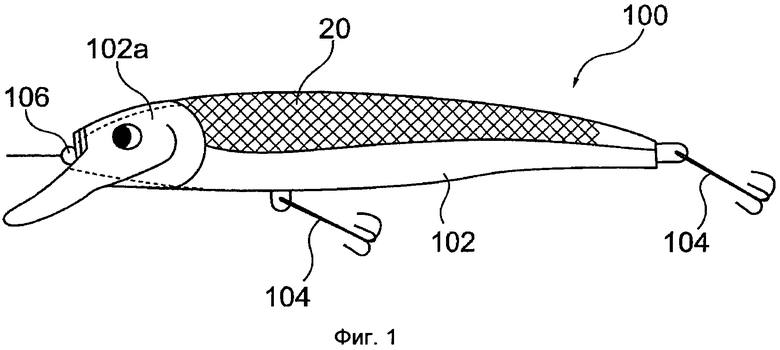
1. Спортивное оборудование, имеющее корпусную деталь и декоративный слой, выполненный на поверхности корпусной детали многослойным способом,
при котором декоративный слой включает в себя:
первый адгезивный слой полимера ультрафиолетового отверждения, сформированный в первый декоративный профиль посредством струйной печати;
первый слой металлического материала, прикрепленный к первому адгезивному слою, при этом первый слой металлического материала сформирован в первый декоративный профиль;
второй адгезивный слой полимера ультрафиолетового отверждения, расположенный на верхней стороне первого слоя металлического материала, выполненного посредством струйной печати, при этом второй адгезивный слой сформирован во второй декоративный профиль; и
второй слой металлического материала, прикрепленный ко второму адгезивному слою, при этом второй слой металлического материала сформирован во второй декоративный профиль;
в котором первый слой металлического материала становится обнаженным или видимым через пространства между всеми точками полимера ультрафиолетового отверждения, который формирует второй адгезивный слой.
2. Спортивное оборудование по п. 1, в котором прозрачный слой лежит между первым слоем металлического материала и вторым адгезивным слоем.
3. Спортивное оборудование по пп. 1 или 2, в котором второй адгезивный слой частично имеет открытую площадь и в котором первый слой металлического материала становится обнаженным или видимым через открытую площадь.
4. Спортивное оборудование по п. 3, в котором открытая площадь формирует декоративный профиль.
5. Спортивное оборудование по пп. 1 или 2, в котором второй адгезивный слой выполнен на верхней стороне первого слоя металлического материала полностью или частично.
6. Спортивное оборудование по п. 1, в котором декоративный слой далее включает в себя:
третий адгезивный слой УФ-отверждаемого полимера, расположенный на верхней стороне второго слоя металлического материала, при этом третий адгезивный слой сформирован в третий декоративный профиль посредством струйной печати;
и третий слой металлического материала, прикрепленный к третьему адгезивному слою, при этом третий слой металлического материала сформирован в третий декоративный профиль;
в котором второй слой металлического материала и/или первый слой металлического материала могут быть обнаженными или видимыми через пространства между всеми точками УФ-отверждаемого полимера, который формирует третий адгезивный слой.
7. Спортивное оборудование по п. 6, в котором прозрачный слой лежит между вторым слоем металлического материала и третьим адгезивным слоем.
8. Спортивное оборудование по пп. 6 или 7, в котором промежуток между всеми точками УФ-отверждаемого полимера, формирующего третий адгезивный слой, больше, чем промежуток между всеми точками УФ-отверждаемого полимера, формирующего второй адгезивный слой и/или первый адгезивный слой.
9. Спортивное оборудование по п. 1 или 2, в котором самый верхний слой декоративного слоя покрыт прозрачным слоем.
| JP 2013126399 A (DAIWA SEIKO KK), 27.06.2013 | |||
| US 2005052516 A1 (WILDE JOHN C, et al.), 10.03.2005 | |||
| US 2012196095 A1 (TANIDA IKUHIRO et al.), 02.08.2012 | |||
| Способ анализа природных вод | 1958 |
|
SU126656A1 |

