Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению декорированной натуральной кожи и изделий из декорированной кожи.
Уровень техники
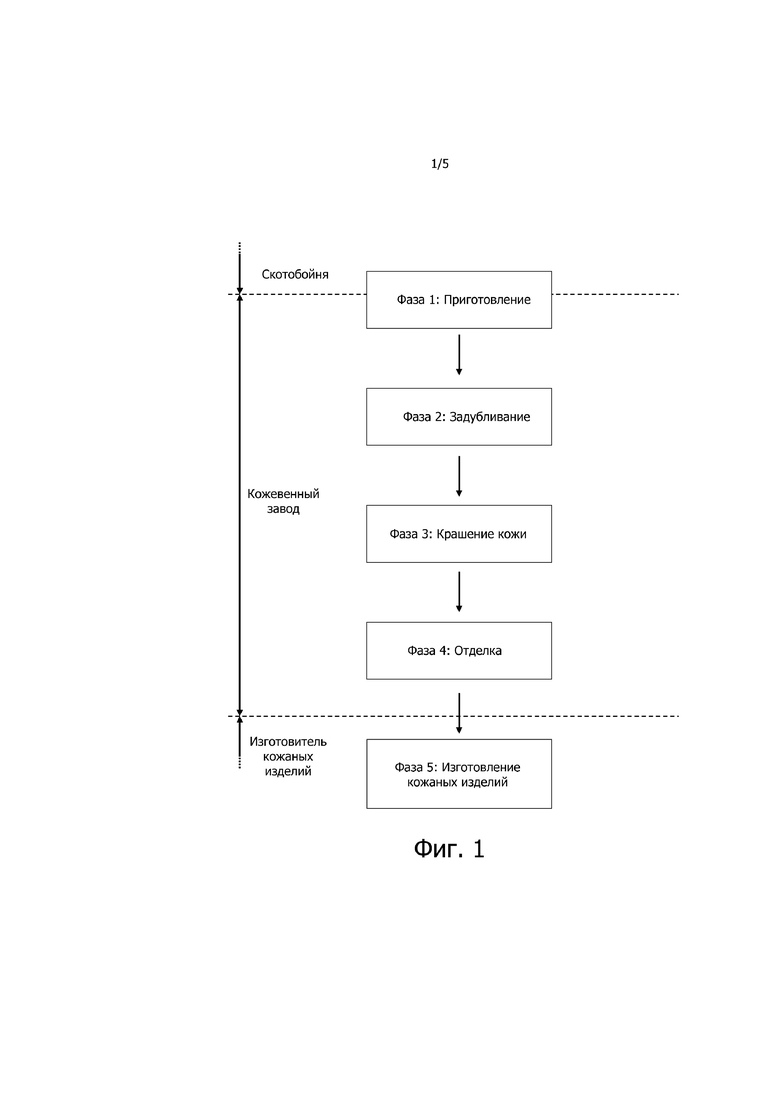
Производство изделий из натуральной кожи хорошо известно и обычно может быть разделено на пять этапов, как показано на фиг. 1. Подготовительный этап 1 часто выполняется частично на бойне и частично на кожевенном заводе, в то время как этапы 2-4 выполняются на кожевенном заводе, а этап 5 выполняется производителем кожаных изделий. На первом, подготовительном, этапе кожу снимают с животного (снятие шкуры) и предварительно обрабатывают для второго этапа дубления. Предварительная обработка может включать такие процессы, как отмока, золение, обезволашивание, двоение и пикелевание (регулирование pH для усиления проникновения дубильных веществ). На этапе дубления белок сырой кожи или кожевенного сырья превращается в стабильный материал, который не будет разлагаться. В качестве дубильного агента чаще всего используется хром, в результате чего дублёный продукт приобретает бледно-синий цвет, поэтому его обычно называют «вет блю». На третьем этапе покрытия выдубленную кожу высушивают и размягчают. Этот этап краст-обработки часто включает такие процессы, как очистка (удаление поверхностно фиксированных танинов), жирование (жиры, масла и воски осаждают на волокна кожи), крашение, отбеливание, физическое размягчение и шлифование (абразивная обработка поверхности кожи для уменьшения дефектов лицевой поверхности кожи). На четвёртом этапе, называемом этапом отделки, кожу готовят к продаже производителям кожаных изделий. Операции отделки могут включать лаковое покрытие, шлифовку и тиснение. На пятом этапе изготавливают изделие из кожи, включая процессы, которые могут включать раскройку, перфорирование, шитьё, обертывание кожей, декорирование и тиснение кожи.
Кожа сама по себе уже воспринимается как предмет роскоши, но персонализация и индивидуализация, например посредством декорирования, могут еще больше усилить это ощущение роскоши. Натуральную кожу в прошлом декорировали трафаретной печатью. Однако трафаретная печать является трудоёмкой, и для каждого цвета требуется отдельный шаблон. Это дорого и отнимает много времени, особенно когда требуется персонализация или настройка процесса.
Исследовались технологии цифровой печати на выделанной коже, но многие результаты по выделанной коже остаются низкого качества. Струйные технологии текстильной печати с использованием термотрансферной бумаги были исследованы для печати на коже. Однако, как и при струйной печати непосредственно на натуральной коже, было установлено, что процесс струйной печати изображений на основе красителя на листе термотрансферной бумаги с последующим переносом изображений на выдубленную кожу при нагреве приводит к качеству, неприемлемому для многих изделий из кожи класса люкс. Примеры таких струйных процессов раскрыты в WO 01/32434 A (GILHAM) и US 2016067984 A (CHUNG). Такие аспекты, как качество изображения, выцветание переносимых красителей и устойчивость к царапинам, нуждаются в дальнейшем улучшении.
Выцветание красителей можно устранить с помощью пигментных чернил. GB 2510696 A (SERICOL) раскрывает способ печати на подложке из кожи или искусственной кожи путём нанесения слоя грунтовки на подложку, причём грунтовка включает термопластичную смолу и воду; по меньшей мере частичной сушки и/или отверждения грунтовки; струйной печати пигментированными гибридными сольвентными/отверждаемыми излучением чернилами на слое грунтовки; сушки и отверждения слоя гибридных чернил.
Недавно была получена высококачественная декорированная кожа методом печати на выдубленной коже пигментированными чернилами. WO 2013/135828 A (CODUS) раскрывает способ печати на выдубленной коже, включающий стадии a) нанесения акцептора чернил непосредственно на поверхность кожи; б) нанесение чернил непосредственно на акцептор струйным принтером; в) нанесение добавки на чернила; г) нагрев поверхности барьера, который по существу непроницаем для чернил; и e) контактирование нагретого барьера с акцептором чернил, добавкой и чернилами на поверхности кожи непосредственно для размягчения добавки, акцептора чернил и чернил на коже, так чтобы чернила проникли в кожу.
Кожу с печатным рисунком нарезают на кожаные детали, которые сшивают вместе в кожаные изделия, такие как обувь или сумки. Благодаря струйной печати на выдубленной коже декорирование теперь переходит от производителя кожаных изделий к кожевенному заводу, в то время как раскрой и сшивание кожи с печатным рисунком в кожаные изделия остаётся у производителя кожаных изделий. Это вызывает проблемы с логистикой и временные задержки.
Следовательно, существует необходимость в получении более эффективного и экономичного способа изготовления изделий из декорированной натуральной кожи высокого качества, позволяющего персонализировать и изготавливать на заказ, и иметь короткие сроки доставки покупателю, поскольку высокие сроки доставки снижают ощущение роскоши.
Краткое изложение существа изобретения
Чтобы преодолеть проблемы, описанные выше, предпочтительные варианты осуществления настоящего изобретения были реализованы с использованием способа изготовления декорированной натуральной кожи по п. 1 формулы изобретения.
Нанесением одного или нескольких идентификационных кодов на краст можно безошибочно идентифицировать изображение, напечатанное на кожевенном заводе, производителем кожаных изделий, который затем может немедленно приступить к раскрою необходимых деталей из кожи с напечатанным изображением, избегая тем самым ошибок и минимизируя отходы.
Один или несколько идентификационных кодов также могут быть преимущественно использованы по другим причинам, таким как система учёта движения и мониторинг запасов, как кожевенным заводом, так и производителем кожаных изделий. Особенно, когда идентификационный код является машиночитаемым, это даёт экономические преимущества, поскольку в таком случае идентификация может осуществляться быстро.
Декоративное изображение, создаваемое компьютерным сервером, также может быть напечатано струйным способом без чёткого разделения приготовленных кожаных деталей. Преимуществом этого является то, что до фактической продажи кожаного изделия владелец бренда может сохранять секретность в отношении формы новой коллекции кожаного изделия, например роскошной сумочки, так как на кожевенном заводе могут не знать о форме кожаных деталей, которые можно вырезать, и об их возможной сборке. Эти и другие цели настоящего изобретения станут понятны из приведённого ниже подробного описания.
Краткое описание чертежей
На фиг. 1 показана блок-схема традиционного изготовления кожаных изделий, включающая различные фазы и местоположения.
На фиг. 2 показан процесс изготовления кожи в соответствии с настоящим изобретением, в котором сплошные стрелки относятся к физическому переносу, а пунктирные стрелки относятся к обмену информацией, например по интернету. На сервере (18) хранятся данные о кожаных изделиях, которые изготовлены производителем кожаных изделий (10). Клиенты могут видеть изделия по цифровому соединению (15, 16), например через интернет, в магазине (12) или на веб-сайте (11) дома. Клиент может выбрать конкретное изделие из кожи с искомым оформлением и персонализацией, после чего этот выбор передаётся через цифровое соединение (15, 16) на сервер (18) вместе с идентификационным кодом. Целую кожу (2) коровы (1) затем задубливают, окрашивают и наносят базовое покрытие на кожевенном заводе (3), который получает и использует искомое декорирование и данные выбранного кожаного изделия с сервера (18) с помощью цифрового соединения (17), чтобы нанести его на базовое покрытие краста струйной печатью (4). Кожа с нанесённым струйной печатью рисунком (5), включающая кожаные детали (7) декорированные струйной печатью (8) и напечатанный идентификационный код (9), затем транспортируют производителю кожаных изделий (10). Изготовитель кожаных изделий (10) использует напечатанный идентификационный код (9) для сборки искомого кожаного изделия (13) из кожаных деталей (7) декорированных струйной печатью, вырезанных из кожи (5) декорированной струйной печатью. Изготовитель кожаных изделий (10) использует напечатанный идентификационный код (9) для получения правильного адреса доставки, полученного в магазине (12) или на веб-сайте (11), и доставляет кожаное изделие (13) покупателю.
На фиг. 3 схематически показано поперечное сечение шкуры животного, включающей мерею (grain) (31) и кориум (33), разделённые тканью соединения мереи и кориума (32). Различные виды кожи, изготовленные из кожи животных, включают кожу с натуральной лицевой поверхностью (full grain) (34), кожу со шлифованным лицевой поверхностью (top grain) (35) и спилок (36).
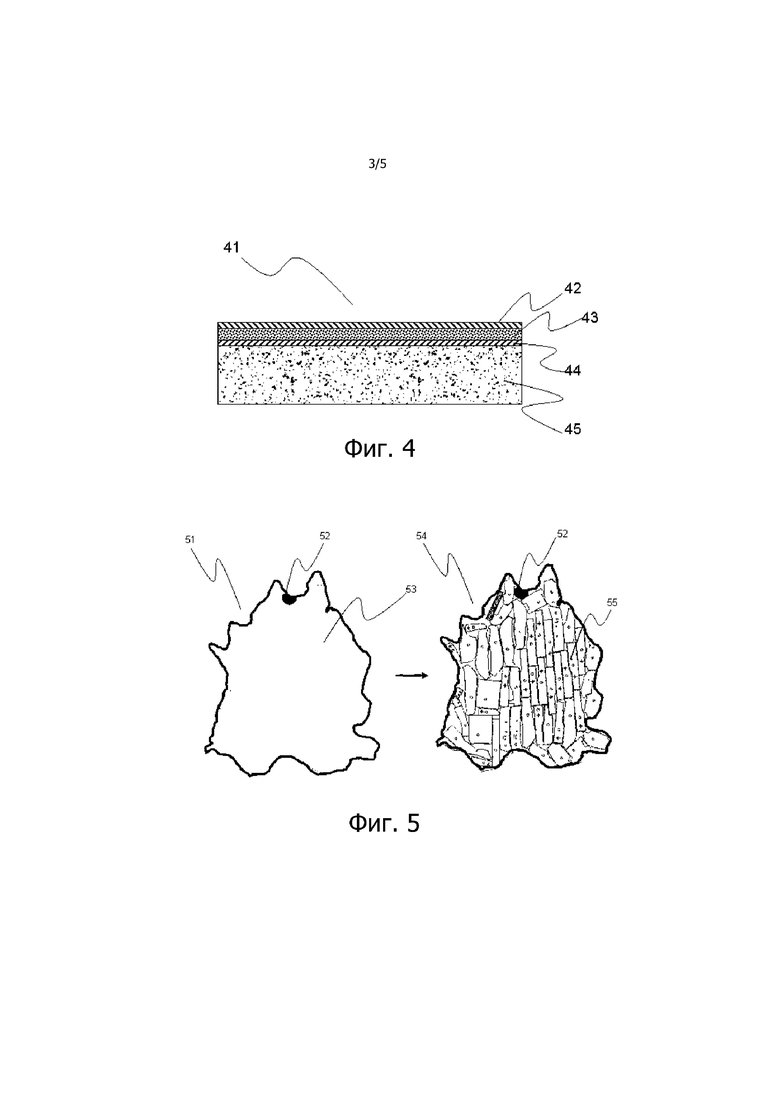
Фиг. 4 схематически представляет кожу (41) с рисунком, выполненным струйной печатью, включающую краст (45), базовое покрытие (44), декоративное изображение (43) и защитное верхнее покрытие (42).
Фиг. 5 представляет, предпочтительно на экране компьютера, изображение кожи (51), имеющей область, не пригодную для печати (52), такую как след укуса, и область пригодную для печати (53), в которой детали кожи размечены в виде фрагментов изображения (55) для получения изображения кожи, содержащего размеченные фрагменты изображения (54).
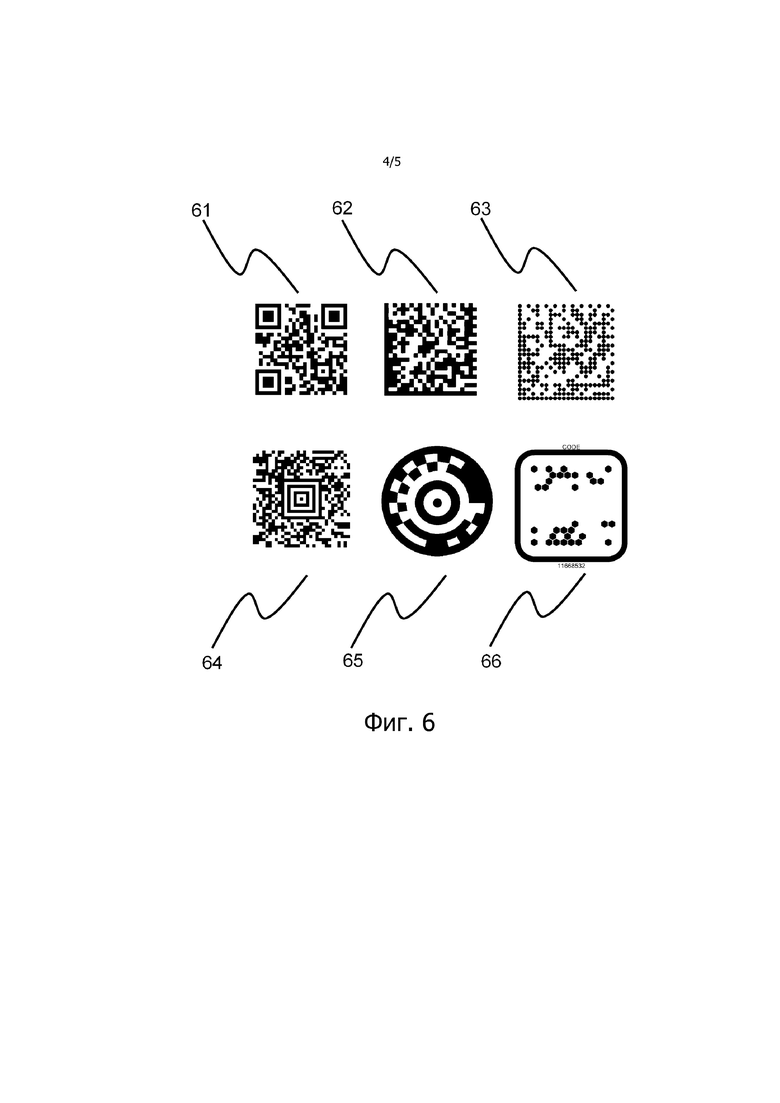
Фиг. 6 представляет шесть разных 2D кодов.
Фиг. 7 представляет фотографию кожи (71) с рисунком, выполненным струйной печатью, содержащим декоративное изображение (73) и идентификационный код (74), последний показан на фотографии в крупном плане (72).
Описание вариантов осуществления
Определения
Термин «кожа краст» или «краст» означает кожу, которая была подвергнута дублению и краст-обработке, но без отделки лицевой поверхности.
Термин «монофункциональный», используемый для монофункциональных мономеров и олигомеров, означает присутствие одной полимеризуемой группы.
Термин «полифункциональный», используемый для монофункциональных мономеров и олигомеров, означает, что присутствие двух, трех или более полимеризуемых групп.
Термин «олигомер» означает соединение продукт полимеризации от 2 до 50 мономеров.
Способы изготовления декорированной натуральной кожи
Способ изготовления декорированной натуральной кожи в соответствии с предпочтительным осуществлением настоящего изобретения включает стадии:
- нанесения базового покрытия (44) на краст (45);
- струйной печати (4) декоративного изображения (8) на базовом покрытии (44) с использованием одного или нескольких пигментированных чернил для струйной печати; и
- нанесения одного или нескольких идентификационных кодов (9).
Базовое покрытие, нанесённое на краст, требуется для обеспечения уровня качества изображения, соразмерного роскошному внешнему виду кожи. Натуральная кожа довольно пористая, в том числе благодаря волосам, которые были удалены из кожи, а струйные чернила с низкой вязкостью быстро проникают в кожу, что приводит к ухудшению качества изображения.
Декоративное изображение наносится струйной печатью на базовый слой покрытия с использованием одного или нескольких видов пигментированных чернил для струйной печати. В отличие от большинства красителей, пигментированные чернила для струйной печати гарантируют хорошую светостойкость, поскольку кожаные изделия часто используются на открытом воздухе. Один или несколько видов пигментированных чернил для струйной печати могут быть водными чернилами для струйной печати, но предпочтительно являются УФ-отверждаемыми пигментированными чернилами для струйной печати, поскольку УФ-отверждение быстро «замораживает» напечатанное на струйном принтере декоративное изображение. Получающееся в результате подходящее качество изображения вносит свой вклад в роскошный вид декорированного кожаного изделия.
Никаких реальных ограничений на применение одного или нескольких идентификационных кодов не накладывается. Они могут наноситься с помощью этикетки, надписи, печати, лазерной маркировки или т.п., но в предпочтительном варианте они наносятся методом струйной печати. Преимущество этого состоит в том, что они могут быть напечатаны на струйном принтере вместе с декоративными изображениями, что минимизирует ошибки и снижает экономические затраты. В особенно предпочтительном осуществлении один или несколько идентификационных кодов являются машиночитаемыми. Идентификационный код также может быть интегрирован в декоративное изображение. Недостаток этикеток состоит в том, что они могут отделяться от кожи на этапах изготовления после струйной печати, например на этапе нанесения верхнего слоя. Однако преимущество этикеток заключается в том, что они легко могут быть прикреплены к оборотной стороне кожи, тем самым максимально увеличивая область печати на лицевой стороне кожи.
В альтернативном варианте осуществления идентификационный код печатают на струйном принтере до нанесения декоративного изображения. Это может быть преимущественно использовано, например, путём связывания определённого краста с цифровым файлом, который хранит информацию о форме и дефектах на красте. Эту информацию получают путём сканирования краста на предмет его формы и дефектов. Кожа является натуральным продуктом и не является однородным продуктом. Он может содержать отверстия, следы укусов, царапины от колючей проволоки и т.п., всё это влияет на качество изображения. Эти области затем сохраняют в цифровом файле как области не пригодные для печати.
Может быть использовано несколько идентификационных кодов, например, если различные декоративные изображения наносят струйной печатью на красте с базовым покрытием, предназначенном для нескольких кожаных изделий. В таком случае каждый идентификационный код предпочтительно соответствует одному кожаному изделию. Кожаные детали (7) с изображением, напечатанным струйной печатью, для этого кожаного изделия (13) затем идентифицируются изготовителем кожаного изделия (10) по идентификационному коду (6) и вырезаются из кожи с печатным рисунком (5).
Для повышения стойкости к царапинам на декоративном изображении на базовое покрытие может быть нанесено верхнее покрытие.
В предпочтительном варианте осуществления способа изготовления краст, базовый слой покрытия, декоративное изображение и верхний слой подвергают горячему прессованию. Из WO 2013/135828 A (CODUS) известен такой способ введения и вплавления по меньшей мере части сэндвича «базовое покрытие/декоративное изображение, выполненное струйной печатью/верхнее покрытие».
Путём сканирования поверхности натуральной кожи на наличие отверстий, следов укуса или других дефектов поверхности перед струйной печатью обнаруженные отверстия и дефекты могут быть учтены, как область, не пригодная для печати, при составлении изображения с нужными кожаными деталями и индивидуальной декорацией. Таким образом достигается минимальное количество отходов кожи, поскольку компьютер рассчитывает оптимальную планировку различных деталей кожи.
Краст предпочтительно сканируют перед струйной печатью, чтобы идентифицировать пригодную для печати область (53) и непригодную для печати область (52), такую как отверстие или след от укуса. Отсканированное изображение кожи (51) может использоваться для разметки фрагментов изображений (55), после чего изображение кожи, содержащее размеченные фрагменты изображения (54), печатают струйным способом вместе с одним или несколькими идентификационными кодами на базовом покрытии краста.
Декорированные натуральная кожа и изделия из кожи
Натуральная кожа бывает разных сортов (см. фиг. 3), таких как кожа с естественной лицевой поверхностью (full grain) (34), кожа со шлифованной лицевой поверхностью (top grain) (35), которая по существу является кожей с естественной лицевой поверхностью, но с отшлифованной частью лицевого слоя и удалённым нижележащим слоем спилка, а также спилок (36). В последнем случае нижний слой шкуры удаляется и используется для создания спилка. В зависимости от толщины нижележащего слоя может быть получено несколько спилков. Спилок имеет грубый вид и обычно используется для изготовления замши.
Для предотвращения повреждения и понижения прочности лицевого слоя шкуру или кожу задубливают, предпочтительно хромом, но также могут использоваться другие методы дубления, такие как дубление растительными веществами. После дубления кожа высушивается и размягчается до так называемого краста. Краст может включать такие процессы, как снятие (удаление поверхностно закреплённых танинов), жирование (жиры, масла и воски фиксируются на волокнах кожи), крашение, отбеливание, физическое размягчение и шлифовка (истирание поверхности кожи для уменьшения дефектов зерна).
Декорированная натуральная кожа может быть использована для изготовления широкого ассортимента кожаных изделий. Предпочтительные кожаные изделия включают обувь, мебель, обивку, сумки и багаж, перчатки, ремни, кошельки, одежду, автомобильную кожу (например, сиденья поезда, самолета, корабля и автомобиля), интерьеры, книги и канцтовары, упаковку, изделия для верховой езды и т.п.
Декоративное изображение (43, 54), выполненное методом струйной печати, может состоять из составных фрагментов изображений (55), которые должны быть вырезаны в виде кожаных деталей.
В одном варианте осуществления один идентификационный код используется для всех составных фрагментов изображений. Информация о том, какой фрагмент изображения предназначен для какого кожаного изделия, затем сохраняется через цифровое соединение (17) на сервере (18).
В другом варианте осуществления несколько идентификационных кодов используются для идентификации различных наборов кожаных деталей, предназначенных для нескольких кожаных изделий, или даже каждая кожаная деталь может иметь свой собственный идентификационный код.
Идентификационные коды
Один или несколько идентификационных кодов (9) предпочтительно нанесены на базовое покрытие слой. Базовый слой покрытия, обеспечивающий хорошее качество декоративных изображений, также обеспечивает хорошую читаемость одного или нескольких идентификационных кодов.
Идентификационный код может включать буквенно-цифровые данные, такие как имя и/или цифры, но предпочтительно это машиночитаемый идентификационный код. Последнее позволяет быстрее осуществлять идентификацию без ошибок. Никаких ограничений по типу машиночитаемого идентификационного кода не накладывается. Это может быть простой штрих-код, но это также может быть и так называемый 2D-код. Предпочтительные 2D-коды включают штрих-код, QR-код, код матрицы данных, код cool-data-matrix, ацтекский код, апкод, trillcode, код quickmark, shotcode, mcode, beetagg и т.п. Примеры таких 2D кодов показаны на фиг. 6.
В предпочтительном варианте осуществления идентификационный код включён в декоративное изображение и также может быть включён в готовое кожаное изделие. Последний вариант позволяет проверить подлинность дорогой роскошной сумки, отсканировав идентификационный код с помощью смартфона. Идентификационный код позволяет затем подключиться к веб-сайту, на котором показаны изображения сумки и любые напечатанные на ней характеристики персонализации, которые хранятся в базе данных, где их можно получить по идентификационному коду. Для сохранения эффекта исключительности идентификационный код может быть расположен на внутренней стороне сумки, или сам идентификационный код может быть выполнен в виде декоративного элемента. Подходящая технология для этого описана в WO 2015/140157 (AGFA), раскрывающем способ идентификационного (де)кодирования для идентификационного кода, имеющего кривые, образующие непересекающуюся непрерывную линию, имеющую изменяющиеся толщины на кривых.
Из фиг. 2 должно быть ясно, что идентификационный код может использоваться в различных целях, таких как идентификация кожаного изделия, которое должно быть изготовлено для покупателя из декорированной натуральной кожи; резка декорированной натуральной кожи; идентификация покупателя кожаного изделия; проверка подлинности кожаного изделия; и доставка кожаного изделия клиенту.
Идентификационный код может использоваться для целей отслеживания в производственной цепочке, как на кожевенном заводе, так и у производителя кожаных изделий, и даже при доставке с фабрики производителя кожаных изделий в магазин, где он был заказан или в дом клиента. Если задействованы несколько фабрик одного или нескольких производителей кожаных изделий, то идентификационный код может быть эффективно использован в процессе логистики для доставки кожи с рисунком, выполненном струйной печатью, на соответствующие фабрики.
Идентификационный код может быть полезен после того, как кожаное изделие доставлено покупателю, например, для проверки подлинности кожаного изделия. Это в основном важно для дорогих изделий из кожи эксклюзивных производителей, таких как GucciTM или Louis-VuittonTM. Идентификационный код также можно использовать для заказа точной копии кожаного изделия у оригинального производителя или для возврата утерянной или похищенной кожаной сумки её законному владельцу.
Идентификационный код также может служить для маркетинговых целей, таких как привлечение клиентов. Привлечение клиентов — это деловая коммуникация между внешним заинтересованным лицом (потребителем) и организацией (компанией или брендом). Такая связь может иметь место онлайн или офлайн. Предпочтительно связь устанавливается онлайн, например, когда внешний участник сканирует идентификационный код со своего смартфона и перенаправляется на определенный веб-сайт организации, чтобы повысить общее качество обслуживания клиентов.
Идентификационный код предпочтительно выполнен методом струйной печати в один или два цвета пигментированными чернилами для струйной печати, что обеспечивает подходящий контраст для чтения. Например, на черной крашеной коже идентификационный код может быть напечатан одними белыми пигментированными чернилами для струйной печати, в то время как на зелёном крашеном красте комбинация чёрных и белых пигментированных чернил для струйной печати может использоваться для струйной печати идентификационного кода с подходящим контрастом. Идентификационный код также может быть напечатан другим цветом, отличным от чёрного и белого, например жёлтый и темно-синим.
Идентификационный код может быть нанесён на тыльную сторону краста, но более предпочтительно наносится на ту же сторону краста, что и декоративное изображение.
Декоративные изображения
Никаких конкретных ограничений на тип декоративного изображения (8), нанесённого струйным принтером (4) на базовое покрытие (44) с использованием одного или нескольких видов пигментированных чернил для струйной печати, не накладывается.
Декоративное изображение может быть одноцветным или может включать несколько цветов, таких как чёрный, белый, голубой, пурпурный, жёлтый, красный, оранжевый, фиолетовый, синий, зелёный и коричневый.
Декоративное изображение может быть напечатано, как непрерывное изображение, где отдельные кожаные детали вырезаны, или декоративное изображение может состоять из фрагментов изображений, например представляющих различные кожаные детали, необходимые для сборки кожаного изделия. В последнем случае фрагменты изображения (55) предпочтительно складываются в декоративное изображение, содержащее фрагменты изображения (54), как показано на фиг. 5. При сложении фрагментов изображений отходы неиспользованной кожи, имеющие область пригодную для печати (53), могут быть минимизированы, что представляет явный экономический эффект.
Декоративное изображение также может включать линии разреза для облегчения резки кожаных деталей. Резка может быть выполнена вручную с использованием этих линий разреза, но предпочтительно она выполняется с использованием некоторого вида автоматизации резки кожи, такой как, например, реализованная в раскройных машинах VersalisTM производства LECTRA.
В альтернативном варианте линии разреза не печатаются, и весь рисунок разреза сохраняется на компьютере, таком как сервер (8) фиг. 2. Например, в US 5757950 (DUERKOPP ADLER AG) раскрыт процесс резки или вырубки отдельных частей из кожи животного, в котором контуры отдельных частей хранятся в компьютере и могут быть собраны для формирования схемы резки, и для оптимизации резки схема резки устанавливается индивидуально в зависимости от качества кожи и проецируется проекционным устройством на кожу, в результате чего преимущества разметки большой площади могут сочетаться с преимуществами резки или вырубки небольшой площади.
Базовые покрытия
Базовое покрытие, наносимое на краст, требуется для обеспечения качества изображения, соразмерного роскошному виду кожи, поскольку низкая вязкость чернил для струйной печати позволяет им быстро проникать в кожу, что приводит к низкому качеству изображения.
Базовое покрытие предпочтительно включает полимер или сополимер на основе полиуретана, поскольку было установлено, что это улучшает гибкость кожи с напечатанным рисунком. Базовое покрытие предпочтительно дополнительно включает полиамидный полимер или сополимер, поскольку было установлено, что полиамид улучшает совместимость с крастом и улучшает прочность базового покрытия.
Подходящие полиуретаны включают UrepalTM PU147 и PU181, поставляемые CHEMIPAL S.p.A.; MelioTM Promul 61, поставляемый STAHL; AstacinTM Finish PS, поставляемый BASF; EcrothanTM 4075, 4078 и 4084, поставляемые MICHELMAN; IncorezTM CS8073 и CS065-195, поставляемые INCOREZ. Сухая масса полиуретана в базовом покрытии предпочтительно находится в диапазоне 1 - 6 г/м2.
Подходящие полиамиды включают эмульсию PA типов ED310 и 161148 CX, поставляемые MICHELMAN. Сухая масса полиамида в базовом покрытии предпочтительно составляет менее 7 г/м2, более предпочтительно менее 5 г/м2.
Хотя полиуретаны и/или полиамиды являются предпочтительными в качестве полимеров для базового покрытия, другие полимеры могут быть использованы предпочтительно в комбинации с полиуретанами и/или полиамидами. Такие полимеры предпочтительно имеют удлинение при разрыве более 200%, более предпочтительно 300%. Удлинение при разрыве измеряют в соответствии с ISO527-2, например, с помощью испытательного устройства MTS ExceedTM производства MTS Sustems Corporation.
Подходящей полимерной акрилатной эмульсией является BioflexTM KGA, поставляемая LMF Biokimica.
Сшивающий агент может быть включён в базовый слой покрытия для улучшения прочности базового покрытия и адгезии к красту. Предпочтительные сшивающие агенты включают сшивающие агенты на основе альдегидов, таких как формальдегид, производные меламиноформальдегида, мочевиноформальдегидные смолы, глиоксаль и глутаральдегид, эпоксиды, оксазолины, карбодиимиды и изоцианаты, особенно предпочтительными являются изоцианаты. Сухая масса сшивающего агента в базовом покрытии предпочтительно составляет менее 1,4 г/м2, более предпочтительно менее 1,0 г/м2.
Базовое покрытие может быть нанесено распылением или любым известным способом нанесения покрытия, таким как нанесение покрытия ножевым устройством, экструзионное покрытие, нанесение покрытия скользящим бункером и покрытие поливом.
Пигментированные чернила для струйной печати
Один или несколько видов пигментированных чернил для струйной печати, которыми печатают струйным способом на базовом покрытии краста, могут быть выбраны из водных пигментированных чернил для струйной печати, пигментированных чернил для струйной печати на основе растворителя и УФ-отверждаемых пигментированных чернил для струйной печати. В предпочтительном варианте осуществления один или несколько видов пигментированных чернил для струйной печати являются УФ-отверждаемыми чернилами для струйной печати.
Один или несколько видов пигментированных чернил для струйной печати предпочтительно содержат органические цветные пигменты, поскольку они позволяют получать высококачественную цветовую гамму на натуральной коже. Газовая сажа и диоксид титана представляют собой неорганические пигменты, которые преимущественно могут быть использованы в настоящем изобретении для получения, соответственно, чёрных или белых пигментированных чернил для струйной печати.
Цветной пигмент может быть выбран из тех, которые описаны HERBST, Willy, et al. Organic Pigments, Production, Properties, Applications. 3-е издание, Wiley - VCH, 2004. ISBN 3527305769. Подходящие цветные пигменты раскрыты в абзацах [0128]-[0138] WO 2008/074548 (AGFA GRAPHICS).
В предпочтительном варианте осуществления один или несколько видов пигментированных чернил для струйной печати образуют набор чернил для струйной печати CMYK (W) или CRYL (W).
Частицы пигмента в чернилах для струйной печати должны быть достаточно мелкими, чтобы обеспечить свободный поток чернил через струйное печатающее устройство, особенно в эжекторных соплах. Также желательно использовать мелкие частицы для максимальной интенсивности цвета и замедления седиментации.
Среднечисленный размер частиц пигмента органического цветного пигмента и неорганического чёрного пигмента предпочтительно составляет 0,050 - 1 мкм, более предпочтительно 0,070 - 0,300 мкм и наиболее предпочтительно 0,080 - 0,200 мкм. Определение среднечисленного диаметра частиц лучше проводить с помощью фотонной корреляционной спектроскопии на длине волны 633 нм с 4 мВт HeNe-лазером на разбавленном образце пигментированных чернил для струйной печати. Подходящим анализатором размера частиц является MalvernTM nano-S поставляемый Goffin-Meyvis. Образец можно приготовить, например, путем добавления одной капли чернил в кювету, содержащую 1,5 мл этилацетата, и перемешивания до получения гомогенного образца. Измеренный размер частиц представляет собой среднее значение 3 последовательных измерений, состоящих из 6 сканирований по 20 секунд.
Белый пигмент предпочтительно имеет среднечисленный размер частиц пигмента, превышающий 180 нм, чтобы иметь значительную способность создания непрозрачности. Подходящие белые пигменты приведены в Таблице 2 в WO 2008/074548 (AGFA GRAPHICS). Белый пигмент предпочтительно представляет пигмент с показателем преломления, превышающим 1,60. Белые пигменты могут быть использованы отдельно или в комбинации. Предпочтительно диоксид титана используют в качестве пигмента с показателем преломления, превышающим 1,60. Подходящими пигментами из диоксида титана являются те, которые раскрыты в абзацах [0117] и [0118] WO 2008/074548 (AGFA GRAPHICS).
При использовании УФ-отверждаемых пигментированных чернил для струйной печати в струйных чернилах присутствуют полимеризуемые соединения и по меньшей мере один фотоинициатор.
Можно использовать любое полимеризуемое соединение, общеизвестное в данной области техники. Полимеризуемым соединением может быть любой мономер или олигомер, указанный в Polymer Handbook Vol 1 + 2, 4-е издание, под редакцией J. BRANDRUP et al., Wiley-Interscience, 1999. Олигомер в настоящем изобретении содержит 2-8 повторяющихся мономерных звеньев. Предпочтительными мономерами и олигомерами являются те, которые перечислены в абзацах [0106]-[0115] в EP 1911814 A (AGFA).
Предпочтительно в качестве полимеризуемого соединения используется мономер или олигомер, способный к свободнорадикальной полимеризации. Также можно использовать комбинацию мономеров, олигомеров и/или форполимеров. Мономеры, олигомеры и/или форполимеры могут обладать различной степенью функциональности, и можно использовать смесь, включающую комбинации мономеров, олигомеров и/или форполимеров с моно-, ди-, три- и более высокой функциональностью. Однако предпочтительно в УФ-отверждаемых пигментированных чернилах для струйной печати используется по меньшей мере 60-100 мас.% монофункциональных полимеризуемых соединений, где мас.% приведены относительно общей массы чернил для струйной печати. Вязкость отверждаемых излучением чернил для струйной печати можно регулировать, варьируя количество конкретных мономеров и олигомеров.
УФ-отверждаемые чернила для струйной печати содержат один или несколько фотоинициаторов, предпочтительно один или несколько свободно-радикальных фотоинициаторов. Свободно-радикальный фотоинициатор представляет собой химическое соединение, которое инициирует полимеризацию мономеров и олигомеров под воздействием актиничного излучения путём образования свободного радикала.
Подходящие фотоинициаторы описаны в CRIVELLO, J.V., et al. VOLUME III: Photoinitiators for Free Radical Cationic. 2-е издание, под редакцией BRADLEY, G. London, UK: John Wiley and Sons Ltd, 1998. стр. 287-294.
В особенно предпочтительном варианте осуществления один или несколько фотоинициаторов включают ацилфосфиноксидный фотоинициатор и тиоксантоновый фотоинициатор. Такая комбинация обеспечивает быстрое УФ-отверждение с помощью УФ-светодиодов, излучающих выше 370 нм. УФ светодиоды более экономичны при струйной печати, чем ртутные лампы.
Чтобы дополнительно повысить фоточувствительность, УФ-отверждаемые чернила для струйной печати могут дополнительно содержать со-инициаторы. Подходящие примеры со-инициаторов можно разделить на три группы: (1) третичные алифатические амины, такие как метилдиэтаноламин и N-метилморфолин; (2) ароматические амины, такие как 2-(диметиламино)этилбензоат; и (3) (мет)акрилированные амины, такие как диалкиламиноалкил(мет)акрилаты и N-морфолиноалкил(мет)акрилаты. Предпочтительными со-инициаторами являются аминобензоаты.
Предпочтительное количество фотоинициатора и со-инициатора составляет 0,1-30 мас.% и более предпочтительно 5-15 мас.% от общей массы УФ-отверждаемых чернил для струйной печати.
Один или несколько видов пигментированных чернил для струйной печати могут дополнительно содержать добавки, такие как поверхностно-активные вещества, ингибиторы полимеризации и диспергирующее средство для цветных пигментов.
Получение пигментированных УФ-отверждаемых чернил для струйной печати хорошо известно специалистам в данной области техники. Предпочтительные способы получения раскрыты в абзацах [0076]-[0085] WO 2011/069943 (AGFA).
Защитные верхние слои
Защитный верхний слой может иметь такой же или подобный состав, что и базовое покрытие. Обычно защитное верхнее покрытие несколько оптимизируется в зависимости от применения кожи. Например, гибкость не играет важной роли для кожаной обложки книги в отличие от кожаной обуви. Следовательно, защитное верхнее покрытие для обложки книги может быть оптимизировано для защиты от царапин.
Для повышения стойкости к царапинам защитное верхнее покрытие может быть нанесено на декоративное изображение и базовое покрытие. Верхнее покрытие предпочтительно включает сшивающий агент и полимер или сополимер на основе полиуретана и/или полиамида.
Защитное верхнее покрытие предпочтительно включает полимер или сополимер на основе полиуретана, так как это предпочтительно для гибкости кожи с напечатанным рисунком. Полиамидный полимер, который, как установлено, обладает высокой совместимостью с полиуретановым связующим, предпочтительно присутствует, если необходимо повысить стойкость к царапинам.
Подходящие полиуретаны включают UrepalTM PU147 и PU181, поставляемые CHEMIPAL S.p.A.; MelioTM Promul 61, поставляемый STAHL; AstacinTM Finish PS, поставляемый BASF; EcrothanTM 4075, 4078 и 4084, поставляемые MICHELMAN; IncorezTM CS8073 и CS065-195, поставляемые INCOREZ. Сухая масса полиуретана в базовом покрытии предпочтительно находится в диапазоне 1-6 г/м2.
Подходящие полиамиды включают эмульсии PA типов ED310 и 161148 CX, поставляемые MICHELMAN. Сухая масса полиамида в базовом покрытии предпочтительно составляет менее 7 г/м2, более предпочтительно менее 5 г/м2.
Хотя полиуретаны и/или полиамиды являются предпочтительными в качестве полимеров для базового покрытия, другие полимеры могут быть использованы предпочтительно в комбинации с полиуретанами и/или полиамидами. Такие полимеры предпочтительно имеют удлинение при разрыве более 200%, более предпочтительно 300%. Удлинение при разрыве измеряют в соответствии с ISO527-2, например с помощью испытательного устройства MTS ExceedTM производства MTS Systems Corporation.
Подходящей полимерной акрилатной эмульсией является BioflexTM KGA поставляемая LMF Biokimica.
Сшивающий агент может быть включён в защитный верхний слой для улучшения стойкости к царапинам. Предпочтительные сшивающие агенты включают те, которые упомянуты выше для базового покрытия. Сухая масса сшивающего агента в защитном верхнем покрытии предпочтительно составляет менее 1,4 г/м2, более предпочтительно менее 1,0 г/м2.
Защитное верхнее покрытие может быть нанесено путём распыления или с использованием тех же способов нанесения покрытия, которые были упомянуты выше для базового покрытия.
Если для струйной печати требуется матовая лицевая поверхность кожи, в состав может быть включено матирующее средство. Можно использовать любое подходящее матирующее средство. Предпочтительное матирующее средство включает диоксид кремния. Предпочтительным коммерчески доступным примером дисперсии диоксида кремния является EudermTM SN2, поставляемая LANXESS.
Компьютерный Сервер
На сервере (8) исполняется программа. Часть сервера или весь сервер и/или его функциональные блоки или элементы могут быть реализованы в одной или нескольких цепях или линиях, таких как интегральная схема(ы) или в виде LSI (большая интегральная схема). Каждый функциональный блок или элемент сервера может быть индивидуально выполнен в виде чипа с интегральными схемами. В альтернативном варианте часть или все функциональные блоки или элементы и могут быть интегрированы и выполнены в виде чипа с интегральными схемами.
Программа, которая выполняется на сервере, является программой, управляющей процессором, для реализации функций различных предпочтительных вариантов осуществления в соответствии с настоящим изобретением. Следовательно, информация, которая обрабатывается сервером, временно накапливается в ОЗУ во время обработки. После этого информация может храниться в схемах различных типов в форме ПЗУ и систем записи данных с высокой плотностью и считываться схемами внутри сервера или включаться в него по мере необходимости, и для них выполняется модификация или запись. В качестве носителя записи, хранящего программу, может быть использован любой из полупроводникового носителя (например, ПЗУ, энергонезависимая карта памяти или т.п.), оптического носителя записи (например, DVD, МО, MD, CD, BD или т.п.) и магнитного носителя записи (например, магнитная лента, гибкий диск или т.п.). Кроме того, посредством использования загруженной программы не только реализуются функции различных предпочтительных вариантов осуществления настоящего изобретения, но функции предпочтительных вариантов осуществления настоящего изобретения могут быть реализованы путём обработки загруженной программы в сочетании с операционной системой или другими прикладными программами на основе инструкции к программе.
Кроме того, в случае распространения на рынке, программа может распространяться путём сохранения на переносном носителе записи, или программа может передаваться на сервер, который подключён через сеть, такую как интернет. Кроме того, часть терминального устройства, беспроводной базовой станции, хост-системы или других устройств или они целиком могут быть реализованы в виде БИС, которая обычно является интегральной схемой. Каждый функциональный блок или элемент сервера может быть отдельно чипирован, или его часть, или весь целиком может быть чипирован посредством интеграции. В случае создания каждого функционального блока или элемента в виде интегральной схемы добавляется контроллер интегральной схемы, который управляет интегральными схемами.
Наконец, следует отметить, что описание, относящееся к «цепи» или «схеме», никоим образом не ограничивается реализацией, которая является только аппаратной частью, и, как специалисты в соответствующей области техники должны знать и понимать, такие описания и раскрытия «цепи» или «схемы» включают комбинированные аппаратные и программные реализации, в которых цепь или схема функционирует для выполнения функций и операций на основе машиночитаемых программ, программного обеспечения или других инструкций в любой форме, которые могут использоваться для работы цепи или схемы.
Никаких ограничений на расположение сервера (18) не накладывается, он может быть расположен в кожевенном заводе (3), у производителя кожаных изделий (10), в магазине (12) или даже у третьей стороны.
Цифровые соединения (14-17) с сервером могут быть выполнены в любой форме. Это может быть соединение с использованием оптоволокна или беспроводного соединения, такого как Wi-Fi соединение в соответствии со стандартом IEEE 802.11.
Устройства струйной печати
Один или несколько видов пигментированных чернил для струйной печати распыляются одной или несколькими печатающими головками, которые выбрасывают небольшие капли контролируемым образом через сопла на натуральную кожу, движущуюся относительно печатающей головки.
Предпочтительной печатающей головкой для системы струйной печати является пьезоэлектрическая головка. Пьезоэлектрическая струйная печать основана на перемещении пьезоэлектрического керамического преобразователя при подаче на него напряжения. Приложение напряжения изменяет форму пьезоэлектрического керамического преобразователя в печатающей головке, создавая пустоту, которая затем заполняется струйными чернилами или жидкостью. Когда напряжение снова снимается, керамика расширяется до своей первоначальной формы, выпуская каплю чернил из печатающей головки.
Предпочтительной пьезоэлектрической печатающей головкой является так называемая проточная пьезоэлектрическая печатающая головка. Благодаря использованию проточных печатающих головок повышается надежность и, таким образом, получается более эффективный и экономичный способ изготовления изделий из декорированной натуральной кожи с высоким качеством. Такая печатающая головка, например, поставляется TOSHIBA TEC в виде печатающей головки CF1ou.
Однако способ струйной печати в соответствии с настоящим изобретением не ограничивается пьезоэлектрической струйной печатью. Можно использовать и другие струйные печатающие головки и они включают различные типы, такие как печатающая головка непрерывного типа.
Струйная печатающая головка обычно движется назад и вперед в поперечном направлении движущейся поверхности кожи, известной как режим многопроходной печати. Иногда струйная печатающая головка не печатает на обратном пути. Двунаправленная печать является предпочтительной для получения высокой производительности по площади.
Другим предпочтительным способом печати является «однопроходный процесс печати», который может выполняться с использованием струйных печатающих головок шириной в страницу или нескольких ступенчатых струйных печатающих головок, которые покрывают всю ширину поверхности кожи. В однопроходном процессе печати струйные печатающие головки обычно остаются неподвижными, а краскоприёмная поверхность перемещается под струйными печатающими головками.
Преимущество использования режима многопроходной печати состоит в том, что жидкие чернила для струйной полимеризации, отверждаемые УФ-излучением, отверждаются в последовательных проходах, а не в одном проходе, что потребовало бы устройства для отверждения с высокой мощностью УФ-излучения. Срок службы печатающей головки также больше для многопроходной печати. В то время как при однопроходной печати достаточно нарушения работы одно сопла, чтобы заменить всю печатающую головку, при многопроходной печати в некоторой степени допускаются нарушения работы и даже поломки сопел. Кроме того, стоимость многопроходного принтера, как правило, намного ниже, особенно для краста большого формата.
Устройства отверждения
Если используются пигментные чернила для струйной печати на водной основе или на основе растворителя, то требуется некоторое устройство отверждения для испарения воды и органических растворителей. Подходящие средства отверждения включают средства теплового излучения, такие как сушилка горячим воздухом, печь или источник инфракрасного света, такой как инфракрасный лазер, один или несколько инфракрасных лазерных диодов или инфракрасных светодиодов.
Эффективный источник инфракрасного излучения для водных струйных чернил имеет максимум излучения между 0,8 и 1,5 мкм. Такой источник инфракрасного излучения иногда называют NIR-сушилкой.
Если используют УФ-отверждаемые пигментированные чернила для струйной печати, то отверждение осуществляют ультрафиолетовым излучением.
При струйной печати устройство УФ-отверждения может быть установлено в комбинации с печатающей головкой струйного принтера, двигаясь с ним так, что УФ-отверждаемые чернила для струйной печати подвергаются воздействию отверждающего излучения вскорости после их распыления.
Любой источник ультрафиолетового света, если часть излучаемого света может быть поглощена фотоинициатором или системой фотоинициатора, может использоваться в качестве источника излучения, например ртутная лампа высокого или низкого давления, лампа с холодным катодом, невидимое УФ излучение, ультрафиолетовый светодиод, ультрафиолетовый лазер и импульсная лампа. Из них предпочтительным источником является источник с относительно длинноволновым ультрафиолетовым излучением, имеющий основную длину волны 300-400 нм. В частности, источник УФ-А света является предпочтительным из-за уменьшенного рассеяния света, что приводит к более эффективному внутреннему отверждению.
Ультрафиолетовое излучение обычно классифицируют как УФ-А, УФ-В и УФ-С следующим образом:
• УФ-А: 400-320 нм
• УФ-В: 320-290 нм.
• УФ-С: 290-100 нм.
Кроме того, можно отверждать изображение, используя последовательно или одновременно два источника света с различными длинами волн или освещенностью. Например, первый источник УФ-излучения может быть выбран так, чтобы он был обогащён УФ-С, в частности в диапазоне 260-200 нм. Тогда второй источник УФ-излучения может быть обогащён УФ-А, например, лампа, легированная галлием, или другая лампа с высоким уровнем УФ-А и УФ-В. Было установлено, что использование двух источников УФ-излучения имеет преимущества, например высокую скорость отверждения и высокую степень отверждения.
В особенно предпочтительном осуществлении УФ-отверждение выполняется с использованием УФ-светодиодов, имеющих длину волны излучения более 370 нм.
Для облегчения отверждения струйный принтер может включать один или несколько блоков удаления кислорода. Устройства удаления кислорода размещают слой азота или другого относительно инертного газа (например, CO2) с регулируемым положением и регулируемой концентрацией инертного газа, чтобы снизить концентрацию кислорода в среде отверждения. Содержание остаточного кислорода обычно поддерживают на уровне 200 ч/млн, но обычно в диапазоне 200-1200 ч/млн.
Примеры
Материалы
Все материалы, использованные в следующих примерах, легко доступны из стандартных источников, таких как Aldrich Chemical Co. (Бельгия) и Acros (Бельгия), если не указано иное. Используемая вода была деминерализованной водой.
PB15: 4 является аббревиатурой, используемой для HostapermTM Blue P-BFS, C.I. синий пигмент 15:4, поставляемый CLARIANT.
MP1 является аббревиатурой, используемой для Ink Jet Magenta E7B LV3958, хинакридоновый пигмент, поставляемый CLARIANT.
MP2 является аббревиатурой, используемой для ChromophtalTM Jet Magenta 2BC, хинакридоновый пигмент поставляемый BASF.
PY150 представляет C.I. Pigment Yellow 150 пигмент, для которого был использован Cromophtal yellow LA2, поставляемый BASF.
PB7 представляет собой пигмент газовая сажа, в качестве которого был использован Special BlackTM 550, поставляемый EVONIK.
SYN является синергистом дисперсии формулы (A):

Формула (А),
и синтезирован так же, как описано в примере 1 WO 2007/060254 (AGFA GRAPHICS) для синергиста QAD-3.
E7701 представляет собой полиакрилатный дисперсионный агент, доступный как Efka™ 7701, поставляемый BASF.
S35000 является аббревиатурой, используемой для SOLSPERSETM 35000, гипердисперсант полиэтиленимин-полиэфир, поставляемый LUBRIZOL.
PEA представляет собой 2-феноксиэтилакрилат, доступный как SartomerTM SR339C, поставляемый ARKEMA.
IBOA представляет собой изоборнилакрилат, доступный как SartomerTM SR506D, поставляемый ARKEMA.
IDA представляет собой изодецилакрилат, доступный как SartomerTM SR395, поставляемый ARKEMA.
THFFA представляет тетрагидрофурфурилакрилат, доступный как SartomerTM, SR285, поставляемый ARKEMA.
VCL представляет N-винилкапролактам, поставляемый BASF BELGIUM, NV.
VEEA представляет 2-(2'-винилоксиэтокси)этилакрилат, дифункциональный мономер, поставляемый NIPPON SHOKUBAI, Япония.
DPGDA представляет собой диакрилат дипропиленгликоля, доступный как Sartomer™ SR508, поставляемый ARKEMA.
CN963B80 представляет собой уретанакрилатный олигомер, доступный как SartomerTM CN963B80, поставляемый ARKEMA.
CN3755 является синергистом на основе акрилированного амина, доступным как SartomerTM CN 3755, поставляемый ARKEMA.
TPO представляет собой триметилбензоилдифенилфосфиноксид, поставляемый как OmniradTM TPO компанией IGM.
ITX представляет собой DarocurTM ITX в виде изомерной смеси 2- и 4-изопропилтиоксантонов, поставляемой BASF.
BAPO представляет собой фотоинициатор бис(2,4,6-триметилбензоил)-фенилфосфиноксид, доступный как IrgacureTM 819, поставляемый BASF.
INHIB представляет собой смесь, образующую ингибитор полимеризации, имеющий состав согласно таблице 1.
Таблица 1
CupferronTM AL представляет собой алюминиевую соль N-нитрозофенилгидроксиламина, поставляемую WAKO CHEMICALS LTD.
UV10 представляет собой 4-гидрокси-2,2,6,6-тетраметилпиперидинооксисебацинат, доступный как Irgastab™ UV 10, поставляемый BASF.
T410 представляет собой силиконовое поверхностно-активное вещество, доступное как TegoglideTM 410, поставляемое EVONIK.
SL7500 представляет собой силиконовое поверхностно-активное вещество, доступное в виде SilwetTM L7500, поставляемое OSI SPECIALTIES BENELUX NV.
РА представляет собой анионную полиамидную дисперсию, доступную как MichemTM Emulsion D310, поставляемую MICHELMAN.
PU представляет собой полиуретановую дисперсию на водной основе, доступную как Urepal™ PU147, поставляемую CHEMIPAL S.p.A.
XL представляет собой алифатический полиизоцианат на основе растворителя, доступный как UrepalTM CT70, поставляемый CHEMIPAL S.p.A.
Методы измерения
1. Вязкость
Вязкость УФ-отверждаемых чернил для струйной печати измеряют при 45°С и скорости сдвига 1000 с-1 с использованием вискозиметра RotoviscoTM RV1 производства HAAKE.
2. Поверхностное натяжение
Статическое поверхностное натяжение УФ-отверждаемых чернил для струйной печати измеряют с помощью тензиометра KRÜSS K9 производства KRÜSS GmbH, Германия, при 25°С после 60 секунд.
3. Средний размер частиц
Средний размер частиц (диаметр) определяют с помощью анализатора частиц Brookhaven Instruments Particle Sizer BI90plus на основе динамического рассеяния света. Чернила для струйной печати разбавляют этилацетатом до концентрации пигмента 0,002 мас.%. Параметры измерения BI90plus следующие: 5 сканирований при 23°С, угол 90°, длина волны 635 нм и график = корректирующая функция.
4. Гибкость
Гибкость определяют на флексометре SATRATM STM 701 Bally, где образцы должны выдерживать цикл, кратный 1000 изгибам. Количество трещин в коже после теста определяет итоговый балл. Трещины оцениваются невооружённым глазом и микроскопом при 8-кратном увеличении в соответствии с критерием, приведённым в таблице 2.
Таблица 2
5. Считываемость
Идентификационный код, напечатанный струйной печатью, декодируют с использованием веб-камеры, подключенной через USB-кабель к компьютеру, на котором установлено программное обеспечение ArziroTM Ensure поставляемое Agfa Graphics nv. Считываемости присваивают оценку «ОК», если информация, закодированная в идентификационном коде, могла быть полностью восстановлена. В альтернативном случае ей присваивают оценку «Сбой».
Пример 1
Этот пример иллюстрирует изготовление декорированной натуральной кожи, в которой декоративное изображение и идентификационный код наносят на базовое покрытие с использованием УФ-отверждаемых пигментированных чернил для струйной печати.
Приготовление пигментированных УФ-отверждаемых чернил для струйной печати
Сначала готовят концентрированные дисперсии пигментов CPC, CPM1, CPM2, CPY и CPK. Затем эти концентрированные дисперсии пигмента используют для приготовления набора пигментированных УФ-отверждаемых чернил для струйной печати в соответствии с таблицей 8.
Концентрированная дисперсия голубого пигмента CPC
Концентрированную дисперсию пигмента получают путём смешивания компонентов в соответствии с таблицей 3 в течение 30 минут с использованием диспергатора DISPERLUXTM поставляемого DISPERLUX S.A.R.L., Люксембург. Затем дисперсию измельчают, используя мельницу Bachofen DYNOMILL ECM, заполненную 0,4 мм шариками из диоксида циркония, стабилизированного иттрием («высокопрочная износостойкая среда для измельчения из диоксида циркония», поставляемая TOSOH Co.). Смесь вращается в мельнице в течение 2 часов. После измельчения концентрированную дисперсию пигмента выгружают через фильтр 1 мкм в сосуд. Массовые % в таблице 3 приведены относительно общей массы дисперсии пигмента.
Таблица 3
Концентрированная дисперсия пигмента манджета CPM1
Концентрированную дисперсию пигмента CPM1 готовят так же, как описано выше в случае дисперсии голубого пигмента CPC, за исключением того, что используют ингредиенты в соответствии с таблицей 4.
Таблица 4
Концентрированная дисперсия пурпурного пигмента CPM2
Концентрированную дисперсию пигмента CPM2 готовят так же, как описано выше в случае дисперсии голубого пигмента CPC, за исключением того, что используют ингредиенты в соответствии с таблицей 5.
Таблица 5
Концентрированная дисперсия жёлтого пигмента CPY
Концентрированную дисперсию пигмента CPY готовят таким же образом, как описано выше для дисперсии голубого пигмента CPC, за исключением того, что используют ингредиенты в соответствии с таблицей 6.
Таблица 6
Концентрированная дисперсия чёрного пигмента CPK
Концентрированную дисперсию пигмента CPK готовят таким же образом, как описано выше для дисперсии голубого пигмента CPC, за исключением того, что используют ингредиенты в соответствии с таблицей 7
Таблица 7
Набор УФ-отверждаемых пигментированных чернил для струйной печати
Набор УФ-отверждаемых чернил для струйной печати готовят с использованием вышеуказанных приготовленных концентрированных дисперсий пигмента и их объединением с другими компонентами в соответствии с таблицей 8. Мас. % выражены относительно общей массы чернил для струйной печати.
Таблица 8
Чернила для струйной печати светло-голубой и светло-пурпурный включены в набор чернил для дополнительного улучшения качества изображения. Светлые чернила уменьшают зернистость на струйном отпечатанном изображении, когда на изображении присутствуют цвета с низкой плотностью.
Чернила для струйной печати имеют следующие свойства в соответствии с таблицей 9.
Таблица 9
Подготовка базового покрытия BC1
Базовое покрытие BC1 готовят путём смешивания следующих ингредиентов в соответствии с таблицей 10.
Таблица 10
Подготовка защитного верхнего слоя TC1
Защитный верхний слой TC1 готовят путём смешивания следующих ингредиентов в соответствии с таблицей 11.
Таблица 11
Оценка и результаты
Образец LS1 с изображением, напечатанным струйной печатью, готовили следующим образом.
Сначала базовое покрытие BC1 наносят на телячью кожу хромового дубления (вет блю) поставляемую Jan de Ruijter Waalwijk B.V. с использованием устройства для валкового нанесения покрытий StarlabTM 800, поставляемого GEMATA, снабжённого валиком для нанесения покрытия 30F и лакировочным валиком. Кожу с покрытием сушат с использованием сушилки RadicureTM D, при температуре 280°С, в которой скорость конвейерной ленты установлена на самое низкое значение, что приводит к времени сушки 2,5 мин.
Цветное изображение, как показано на фиг. 7, печатают с использованием JetiTM Titan, поставляемого Agfa Graphics с указанными выше УФ-отверждаемыми пигментированными чернилами для струйной печати. Идентификационный код (74) на фиг. 7 печатают струйным принтером, в этом примере за пределами декоративного изображения, чтобы сделать его отчётливо видимым. Идентификация разработана с помощью программного обеспечения ArziroTM Ensure, поставляемого Agfa Graphics nv, в соответствии с технологией, описанной в WO 2015/140157 A (AGFA);
После струйной печати защитное верхнее покрытие TC1 наносят на изображение, выполненное струйной печатью, таким же образом, как и нанесение основного покрытия BC1.
Наконец, образцы кожи подвергают термическому прессованию в переносном пневмопрессе SecaboTM TPD12 при температуре 175°С и давлении 4 бар в течение 35 секунд.
Оценивают гибкость и считываемость идентификационного кода образца LS1 кожи с рисунком, выполненным струйной печатью. Результаты показаны в таблице 12.
Таблица 12
Список ссылочных позиций
Таблица 13
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕКОРИРОВАНИЕ НАТУРАЛЬНОЙ КОЖИ | 2018 |
|
RU2730572C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ЛАМИНАТНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2759271C1 |
| СПОСОБ СТРУЙНОЙ ПЕЧАТИ ДЛЯ ДЕКОРАТИВНЫХ СЛОИСТЫХ ПАНЕЛЕЙ | 2019 |
|
RU2755627C1 |
| СПОСОБЫ КРАСКО-СТРУЙНОЙ ПЕЧАТИ ДЛЯ ДЕКОРАТИВНЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2743731C2 |
| ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2742293C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2754886C1 |
| СПОСОБЫ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ СТРУЙНОЙ ПЕЧАТИ | 2018 |
|
RU2753963C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ ПАНЕЛИ | 2013 |
|
RU2635965C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |


Изобретение относится к изготовлению декорированной натуральной кожи и изделий из декорированной кожи. Способ изготовления декорированной натуральной кожи включает стадии нанесения базового покрытия на краст; струйной печати декоративного изображения на базовом покрытии с использованием одного или нескольких видов пигментированных чернил для струйной печати; и нанесения одного или нескольких идентификационных кодов, где один или несколько идентификационных кодов наносят методом струйной печати. Технический результат – повышение эффективности изготовления кожи. 6 з.п. ф-лы, 13 табл., 7 ил.
1. Способ изготовления декорированной натуральной кожи, включающий стадии:
- нанесения базового покрытия (44) на краст (45);
- струйной печати (4) декоративного изображения (8) на базовом покрытии (44) с использованием одного или нескольких видов пигментированных чернил для струйной печати; и
- нанесения одного или нескольких идентификационных кодов (9),
где один или несколько идентификационных кодов наносят методом струйной печати.
2. Способ изготовления по п. 1, в котором по меньшей мере один из одного или нескольких идентификационных кодов является машиночитаемым.
3. Способ изготовления по п. 1, в котором идентификационный код является частью декоративного изображения.
4. Способ изготовления по п. 1, в котором один или несколько видов пигментированных чернил для струйной печати являются УФ-отверждаемыми пигментированными чернилами для струйной печати.
5. Способ изготовления по п. 1, в котором базовое покрытие включает полимер или сополимер на основе полиуретана.
6. Способ изготовления по п. 1, в котором верхнее покрытие наносят на декоративное изображение и базовое покрытие.
7. Способ изготовления по п. 6, в котором краст, базовое покрытие, декоративное изображение и верхнее покрытие подвергаются термопрессованию или тиснению.
| УСТАНОВКА ДЛЯ ВЫРАЩИВАНИЯ ПЛАНКТОННЫХ ВОДОРОСЛЕЙ И СВЕТИЛЬНИК УСТАНОВКИ ДЛЯ ВЫРАЩИВАНИЯ ПЛАНКТОННЫХ ВОДОРОСЛЕЙ | 2013 |
|
RU2540011C1 |
| US 2012291647 A1, 22.11.2012 | |||
| US 8485004 B2, 16.07.2013 | |||
| US 20080008864 A1, 10.01.2008 | |||
| US 20160067984 A1, 10.03.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКРАШЕННЫХ КОЖ | 1999 |
|
RU2151191C1 |

