Предлагаемое изобретение относится к порошковой металлургии, в частности к способу прессования наноразмерного твердого сплава.
Уровень техники
Известен способ прессования смеси твердого сплава, включающий приготовление смеси карбида вольфрама с кобальтом, введение пластификатора, гранулирование смеси и последующие прессование (Технология и свойства спеченных твердых сплавов и изделий из них / Панов B.C., Чувилин A.M. - М.: «МИСИС», 2001. - стр. 109-114).
Известен способ получения металломатричного композита с наноразмерными компонентами (Патент RU №2485195 С1, МПК С22 С1/05 (2006.01), В22 ВЗ/00 (2006.01). Опубликовано 20.06.2013).
Известен способ мокрого прессования включающий приготовление смеси карбида вольфрама с кобальтом, пластифицирование, гранулирование и прессование в стальной пресс-форме (Патент RU №2275274 С1 «Способ прессования порошковых материалов и устройство для его осуществления», от 18.11.2004. МПК B22F 3/02 (2006.01). Опубликовано 27.04.2006. Бюллетень №12).
Наиболее близким техническим решением является способ получения твердого сплава из наноразмерных порошков карбида вольфрама и кобальта, включающий получение смеси, введение пластификатора, раствора парафина в гексане, гранулирование и последующее прессование в стальной пресс-форме (Влияние технологических параметров спекания на структуру и свойства твердого сплава ВК5 из СВС порошка карбида вольфрама / Ж. Изв. Вузов «Порошковая металлургия и функциональные покрытия». №3, 2013, с 21-27).
Недостатком наиболее близкого технического решения является низкое качество продукции и сложность технологической схемы из-за введения пластификатора, грануляции и последующей операции по удалению пластификатора, большая пористость после спекания, т.к. гранулы из наноразмерных порошков обладают большой прочностью и не разрушаются при прессовании.
Задачей предлагаемого изобретения является разработка способа прессования твердого сплава из наноразмерных порошков, с повышением качества продукции и упрощения технологической схемы производства, уменьшение давления прессования.
Достигаемым техническим результатом является:
- исключения некоторых технологических операций;
- снижение давления прессования;
- повышение качества спеченных изделий.
Технический результат достигается следующим образом.
В способе изготовления наноразмерного твердого сплава, включающем приготовление смеси из наноразмерных порошков карбида вольфрама и кобальта, прессование ее в стальной пресс-форме и спекание в вакууме, перед прессованием в смесь наноразмерных порошков вводят 2-15 об. % этанола, при этом прессование ведут при давлении 2000 кгс/см2.
Изобретение стало возможным, после того как авторы установили, что при использовании гранулированных смесей к гранулам предъявляют определенные требования: они не должны обладать повышенной прочностью и жесткостью [Технология и свойства спеченных твердых сплавов и изделий из них. Учебное пособие для вузов. - 2-е изд. доп.и перераб. / Панов B.C., Чувилин A.M., Фальковский В.А. -М.: «МИСИС», 2004. - стр. 125-126]. Гранулы, обладающие повышенной прочностью и жесткостью, не будут разрушаться при прессовании, и между ними останутся большие щелевые поры, которые не зарастут при спекании.
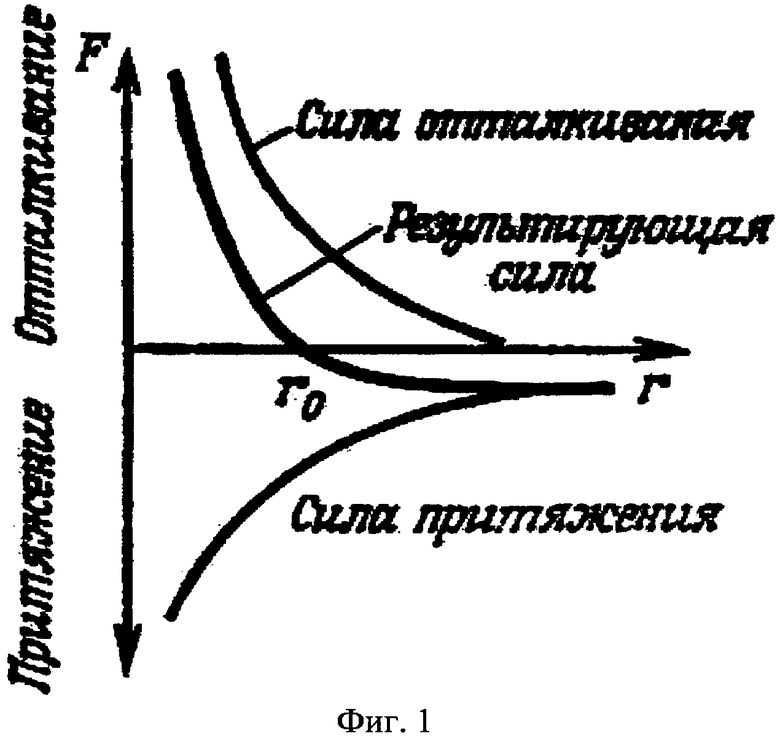
Известно, что между твердыми частицами размером меньше чем 0,1 мкм будут действовать силы межмолекулярного взаимодействия. Силы межмолекулярного взаимодействия представляют собой равнодействующую сил отталкивания и притяжения, компенсирующих друг друга, фиг. 1. Радиус действия межмолекулярных сил не превышает 10 нм (0,01 мкм) (Справочник по физике / Х. Кухлинг, М: «МИР», 1982. - 520 с.).
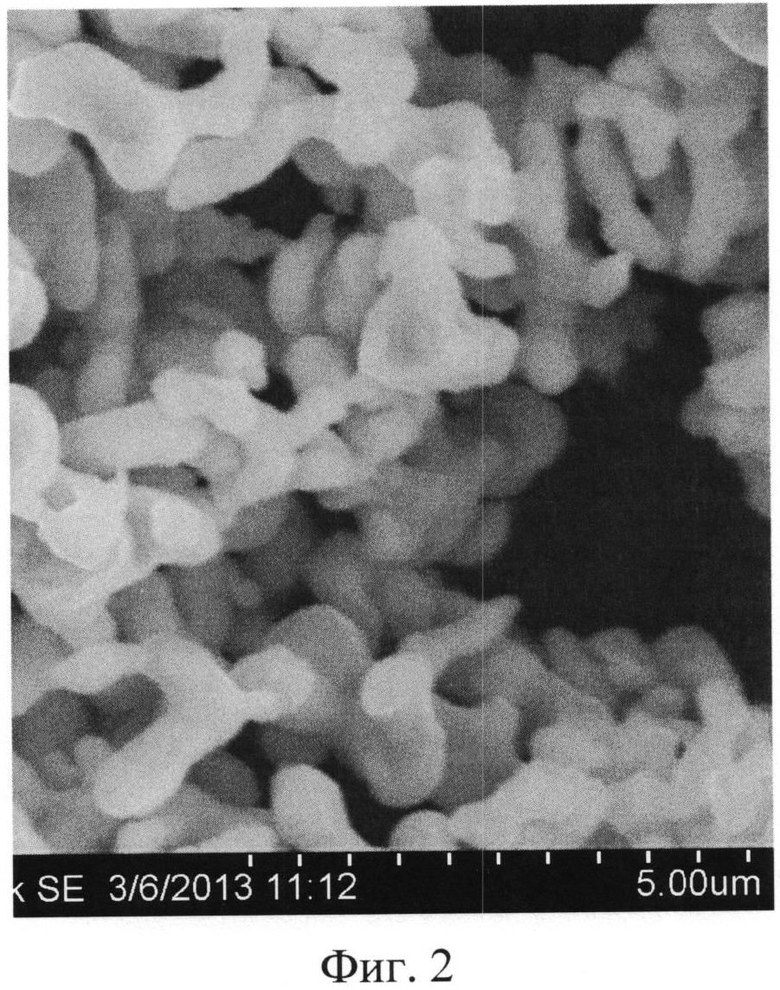
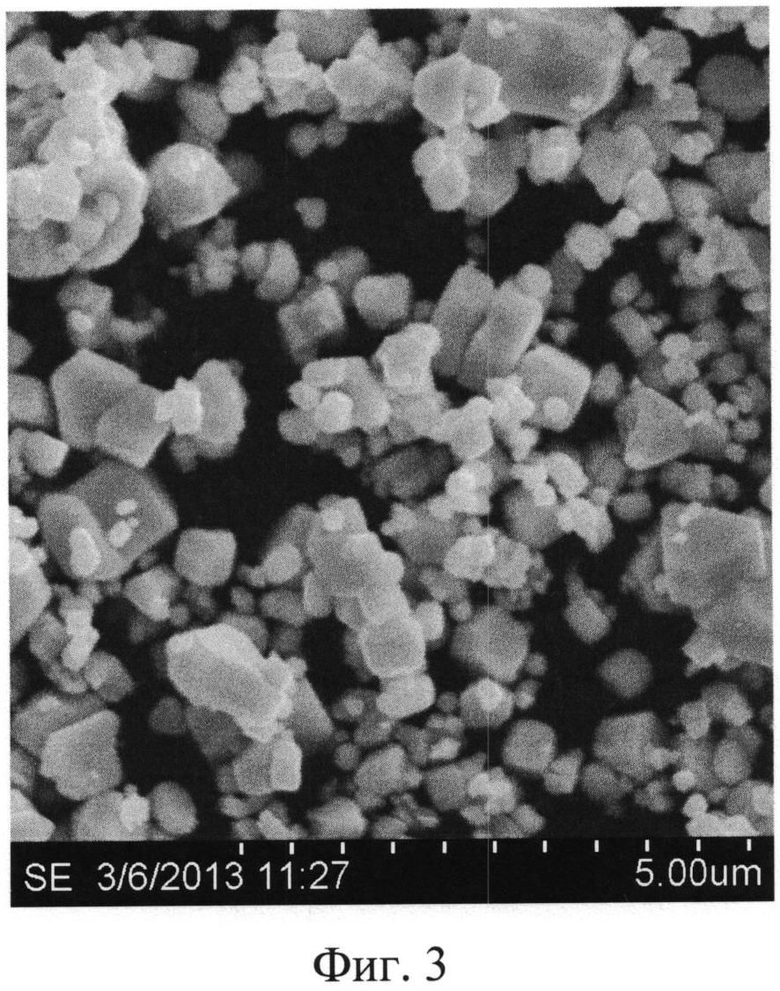
Поскольку размер частиц кобальта, фиг. 2, и карбида вольфрама, фиг. 3, соизмеримы с радиусом действия междумолекулярных сил, то не учитывать их в процессе прессования нельзя. Из фиг. 1 видно, что силы притяжения имеют преимущество. Именно этим и объясняется сложность процесса перемешивания наноразмерных компонентов.
Авторами установлено, что пластифицирование смеси, с размером частиц 1,0÷0,5 мкм, приводит к получению очень прочных и жестких гранул. В грануле диаметром ~300 мкм может содержаться до 10000 отдельных частиц, «склеенных» пленкой пластификатора. Для разрушения такой гранулы требуется очень большое давление, которое не достижимо при прессовании заготовки в стальной пресс-форме. Поэтому прессовать смеси, состоящие из таких частиц, следует без использования пластификатора.
Введение жидкости снижает внешнее трение порошка о стенки пресс-формы, а отсутствие гранул облегчает процесс уплотнения наноразмерных частиц.
Пример 1 (способ-прототип). Порошок кобальта (чистотой 99,97 масс. %) со средним размером частиц 1,25 мкм смешивали с WC в шаровой мельнице, футерованной твердосплавными пластинами, в изопропиловом спирте. Отношение твердосплавных шаров к материалу =6:1, в течение 120 часов. В полученную смесь вводили пластификатор 6,0% раствор парафина в гексане, из расчета 17,5 см3 на 100 г смеси. На фиг. 4 представлены объемы смеси и раствора пластификатора.
Пластифицированную шихту гранулировали.
Прессование проводили при давлении 4000 кгс/см2.
Отгонку связующего проводили при температуре 450°C в среде водорода в течение 60 минут.
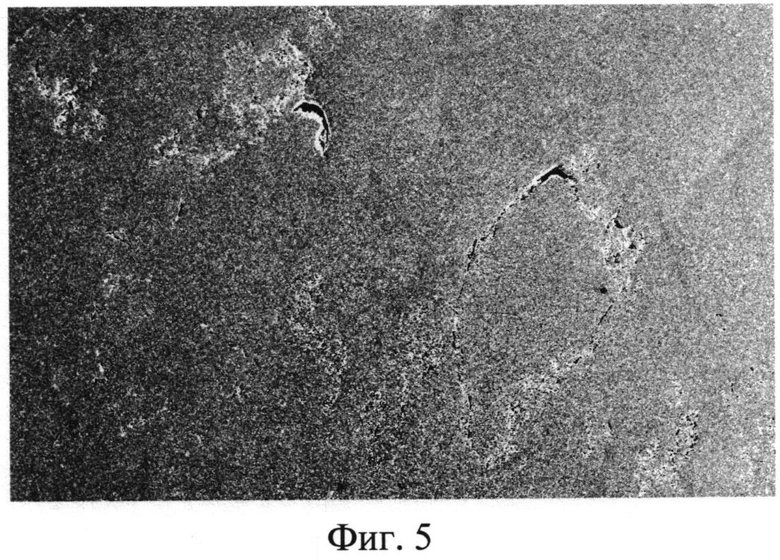
Спекание проводили в вакууме 10-4 мм ртутного столбца при 1400°C, в течение 60 минут. Микроструктура спеченного образца представлена на фиг. 5. На фиг. 5 видна щелевая пора, которая является междугранульной порой, возникшей от неразрушенной пластифицированной гранулы.
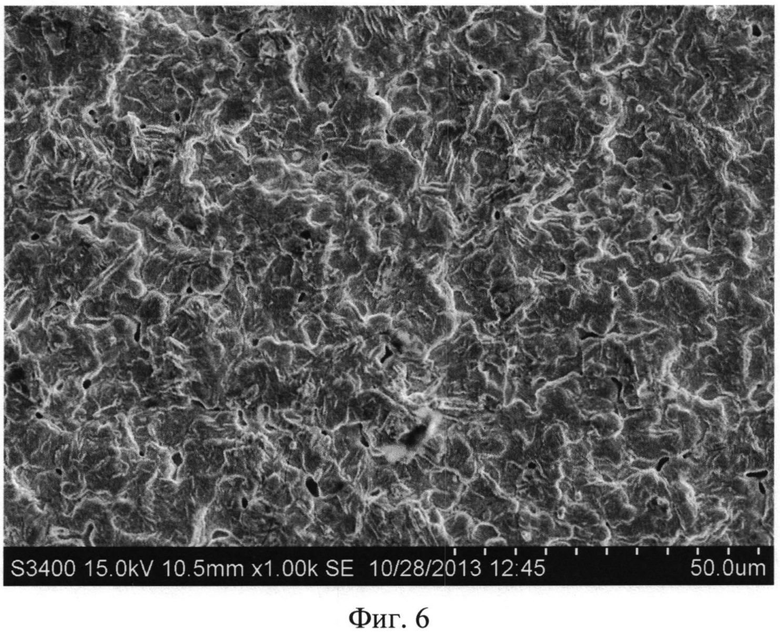
На фиг. 6 - изображение поверхности излома. На фиг. 6 видны отдельные мелкие поры.
Пример 2 (предлагаемый способ). Порошок кобальта (чистотой 99,97 масс. %) со средним размером частиц 1,25 мкм смешивали с WC в шаровой мельнице, футерованной твердосплавными пластинами, в изопропиловом спирте. Отношение твердосплавных шаров к материалу =6:1, в течение 120 часов.
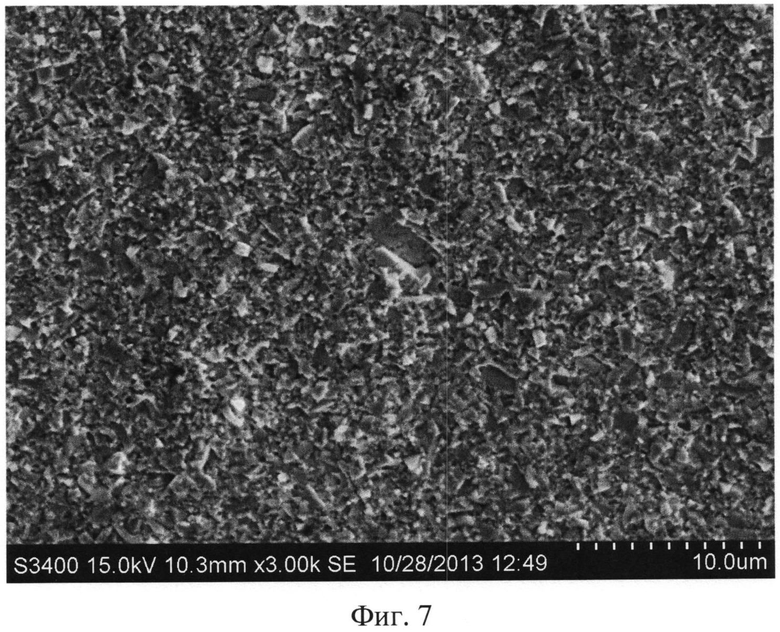
Сухую смесь засыпали в пресс-форму и водили смачивающую порошок жидкость - этиловый спирт, в количестве 2 об. %, от объема смеси.
Прессование проводили при давлении 2000 кгс/см.2 Давление прессования меньше, чем в способе-прототипе, т.к. жидкость уменьшает внешнее и внутреннее трение, при достижении относительной плотности, равной плотности образца в способе прототипе.
Спекание проводили в вакууме 10-4 мм ртутного столбца при 1400°C, в течение 60 минут. Микроструктура поверхность спеченного образца представлена на фиг. 7.
Пример 3 (предлагаемый способ). Порошок кобальта (чистотой 99,97 масс. %) со средним размером частиц 1,25 мкм смешивали с WC в шаровой мельнице, футерованной твердосплавными пластинами, в изопропиловом спирте. Отношение твердосплавных шаров к материалу =6:1, в течение 120 часов.
Сухую смесь засыпали в пресс-форму и вводили смачивающую порошок жидкость - этиловый спирт, в количестве 15 об. %, от объема смеси.
Прессование проводили при давлении 2000 кгс/см2. Давление прессования меньше, чем в способе - прототипе, т.к. жидкость уменьшает внешнее и внутреннее трение при достижении относительной плотности, равной плотности образца в способе-прототипе.
Спекание проводили в вакууме 10-4 мм ртутного столбца при 1450°C, в течение 60 минут. Микроструктура поверхности излома спеченного образца представлена на фиг. 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ПОРИСТОГО ВОЛЬФРАМОВОГО КАРКАСА | 2014 |
|
RU2569287C1 |
| Способ получения спеченного твердого сплава | 2017 |
|
RU2679026C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ВОЛЬФРАМОКОБАЛЬТОВОГО ТВЕРДОГО СПЛАВА С УНИКАЛЬНОЙ ПЛАСТИЧНОСТЬЮ ПРИ СЖАТИИ ДЛЯ ЦИКЛИЧЕСКИХ УДАРНЫХ НАГРУЖЕНИЙ | 2018 |
|
RU2696171C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2275274C1 |
| Способ изготовления твердосплавных гранул | 2016 |
|
RU2636774C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СПЕЧЁННОГО ТВЁРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 2018 |
|
RU2675875C1 |
| СПЕЧЁННЫЙ ТВЁРДЫЙ СПЛАВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2693415C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ТВЕРДЫХ СПЛАВОВ | 2013 |
|
RU2548846C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2018 |
|
RU2685818C1 |
| Способ получения твердых сплавов с округлыми зернами карбида вольфрама для породоразрушающего инструмента | 2018 |
|
RU2687355C1 |

Изобретение относится к порошковой металлургии. Способ изготовления наноразмерного твердого сплава включает приготовление смеси из наноразмерных порошков карбида вольфрама и кобальта, прессование ее в стальной пресс-форме и спекание в вакууме. Причем перед прессованием в смесь наноразмерных порошков вводят 2-15 об. % этанола, а прессование ведут при давлении 2000 кгс/см2. Обеспечивается снижение давления прессования и повышение качества спеченных изделий. 8 ил., 3 пр.
Способ изготовления наноразмерного твердого сплава, включающий приготовление смеси из наноразмерных порошков карбида вольфрама и кобальта, прессование ее в стальной пресс-форме и спекание в вакууме, отличающийся тем, что перед прессованием в смесь наноразмерных порошков вводят 2-15 об. % этанола, при этом прессование ведут при давлении 2000 кгс/см2.
| ЗАЙЦЕВ А.А | |||
| и др | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Известия вузов | |||
| Порошковая металлургия и функциональные покрытия, N3, 2013, с.21-27 | |||
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2275274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЛИ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА | 2005 |
|
RU2319580C2 |
| CN 102994852 A, 27.03.2013 | |||
| ЧУВИЛЬДЕЕВ В.Н | |||
| и др | |||
| Электроимпульсное | |||

