Предлагаемое изобретение относится к порошковой металлургии, в частности к способам прессования порошковых материалов в присутствии жидкости.
Известен способ прессования керамических масс, содержащих жидкость (воду), включающий приготовление смеси, увлажнение и прессование [Р.Я.Попильский, Ф.В.Кондрашов / Прессование керамических порошков. М.: Металлургия, 1968, 272 с./].
Известно устройство для мокрого прессования, содержащее матрицу, верхний и нижний пуансоны с приводами, напорное устройство для заполнения матрицы массой, вакуумную систему для отсоса отжатой при прессовании жидкости и узел для съема отпрессованных изделий. Для повышения производительности и качества изделий узел для съема отпрессованных изделий выполнен в виде размещенной между матрицей и верхним пуансоном приводного шибера с отверстием, превышающим по диаметру отверстие в матрице, на позиции выталкивания изделия, а на позиции прессования - с сеткой и с камерой, соединенной с вакуумной системой. В процессе прессования осуществляют отсос жидкости через сетку отверстий камеры и вакуумную систему [Авторское свидетельство СССР №1519841 МКИ В 22 F 3/00. Опубл. 30.10.89. БИ №41].
Наиболее близким техническим решением является способ агломерации металлических частиц, включающий введение в порошок летучей или испаряющейся жидкости, уплотнение влажных частиц и сушку [Патент РФ №2226139 кл. МПИ В 22 F 1/00. Опубл. 27.03.2004, БИ №9].
Недостатком наиболее близкого технического решения является малая производительность способа, т.к. требуется поэтапно добавлять жидкость и при этом осуществлять выдержку в течение 5-16 часов, вибрационное уплотнение от 4 до 20 минут и отстаивание контейнера по меньшей мере 1 час. Формование осуществляют сушкой при нагреве в течение 10-14 часов и более.
Целью предлагаемого изобретения является разработка способа и устройства для повышения производительности процесса уплотнения порошка с добавлением летучей или легко испаряющейся жидкости, качества изделий после прессования и последующего спекания.
Техническим результатом является повышение качества изделий.
Для достижения поставленной цели в способе мокрого прессования, включающем введение в порошок летучей или испаряющейся жидкости, уплотнение влажных частиц и сушку, согласно предлагаемому изобретению, увлажнение смеси производят в пресс-форме со стороны прессующего пуансона, количество жидкости равно 0,2-3 объемам пор в прессовке с одновременным уплотнением порошка пуансоном.
Конструкция пресс-формы выполнена таким образом, что поршень конструктивно связан с пуансоном и подает дозируемое количество жидкости в зону уплотнения порошка через внутренний цилиндр, имеющий систему отверстий (варианты). Поршень, который подает дозируемое количество жидкости, может быть не связан с пуансоном, а иметь дополнительный источник давления (вариант).
Предлагаемое изобретение стало возможным после того, как авторами было установлено, что при прессовании жидкость образует пограничный слой на частицах смеси и поверхности матрицы [Физический энциклопедический словарь. М.: Советская энциклопедия, 1985, с. 555-556].
На стадии структурной деформации жидкость, перемещаясь вместе с частицами порошка, уменьшает межчастичное (внутреннее) трение, уменьшает трение порошка о стенки матрицы (внешнее трение), уменьшает неравно плотность после прессования.
На заключительной стадии структурной деформации жидкость продвигается по поверхности частиц и в пограничном слое уменьшает концентрацию пластифицирующей добавки.
Нижний предел расхода жидкости равен - 0,2 объему пор после прессования. Введенная жидкость удерживается в межчастичном пространстве капиллярными силами, не герметизирует воздух в межчастичном пространстве. Устраняет недостаток, который присущ прессованию предварительно увлажненных порошковых масс.
Верхний предел расхода жидкости равен - 3 объемам пор после прессования. Введенная жидкость, перемещаясь вместе с частицами, позволяет погрузить каждую частицу в раствор. Это позволяет частично удалить пластифицирующую добавку, уменьшить остаточную зольность после термического разложения в процессе спекания.
Увеличение количества жидкости более 3-х объемов пор после прессования не дает существенного отличия ни в увеличении плотности прессованного образца, ни в уменьшении остаточного количества пластификатора.
Пример 1. Навеску 10 г гранулированной смеси промышленного твердого сплава ВК6, замешанного с каучуком, засыпали в матрицу диаметром 16 мм и прессовали при давлении 500 кг/см2. После прессования измеряли относительную плотность и вычисляли объем пор в образце. Этот объем пор необходим для расчета количества жидкости. В качестве жидкости использовали этанол.
Мокрое прессование проводили следующим образом. Гранулированную смесь засыпали в пресс-форму, сверху заливали 0,1 мл спирта, что соответствовало 20% объема пор при прессовании обычным (сухим) способом, вводили пуансон в полость матрицы и осуществляли прессование. Глубина погружения пуансона составила 8,18 мм по сравнению с 7,49 мм при обычном (сухом) способе прессования.
Увеличение количества спирта от 0,2 мл (40% объема пор) до 0,4 мл (80% объема пор) практически не влияло на изменения глубины погружения пуансона по сравнению с сухим способом и глубина составляла 7,44-7,62 мм.
Увеличение количества спирта до 0,5 мл (100% объема пор) привело к уменьшению глубины погружения пуансона - 5,67 мм.
Полученные результаты подтверждают, что для уменьшения внешнего трения достаточно небольшого (20%) количества спирта от объема пор.
Количество спирта от 40 до 80% от объема пор не успевает однородно пропитать слой засыпанного порошка и распределиться между перемещающимися частицами. Образуются чередующиеся полости, заполненные воздухом и жидкостью. «Закупорка» происходит еще и потому, что каучук, находящийся на поверхности частиц WC и Со «герметизирует» воздух между частицами в пространстве прессуемого образца.
Спекание образцов в водороде при температуре 1340-1450°С и продолжительности 0,5 часа позволило получить плотность 8,50 г/см2 для «сухого» и 9,08 г/см2 - для образца прессованного с 20% спирта от объема пор.
Пример 2. Навеску 10 г гранулированной промышленной смеси твердого сплава ВК15 прессовали аналогично Примеру 1.
Перед уплотнением в полость пресс-формы на поверхность засыпанного порошка наливали: 0,1; 0,2; 0,3; 0,4 и 0,5 мл спирта. При этом глубина погружения пуансона составляла: 7,07 мм, 8,0 мм, 7,82 мм, 6,48 мм и 5,87 мм - соответственно.
Глубина погружения пуансона при обычном (сухом) методе прессования - 6,39 мм.
Из приведенных результатов видно, что количество спирта от 0,1 до 0,3 мл (от 20% до 60% объема пор) позволяет лучше уплотнить смесь ВК15. Максимальное уплотнение достигнуто при 40% спирта от объема пор.
Пример 3. Навеску 10 г гранулированной промышленной смеси твердого сплава ВК20 прессовали аналогично Примеру 1.
Перед уплотнением в полость пресс-формы на поверхность засыпанного порошка наливали: 0,1; 0,2; 0,3; 0,4 и 0,5 мл спирта. При этом глубина погружения пуансона составляла: 7,54 мм; 8,0 мм; 7,78 мм; 6,43 мм; и 6,93 мм - соответственно.
Глубина погружения пуансона при обычном (сухом) методе прессования - 5,81 мм.
Из приведенных значений видно, что при всех количествах спирта, от 0,1 до 0,5 мл (от 20% до 100% от объема пор), введенного на поверхность засыпанной смеси ВК20, удается получить лучшее уплотнение, а максимальное значение достигается при 40% от объема пор.
Пример 4. Прессование длинномерных образцов. Штырь для бурового инструмента.
Навеску 8 г гранулированной смеси промышленного твердого сплава ВК6, замешанного с каучуком, засыпали в матрицу диаметром 8 мм и прессовали при давлении 500 кг/см2. После прессования измеряли относительную плотность и вычисляли объем пор в образце. Этот объем пор необходим для расчета количества жидкости. В качестве жидкости использовали этанол.
Мокрое прессование проводили аналогично Примеру 1. Гранулированную смесь засыпали в пресс-форму, сверху заливали 0,08 мл спирта, что соответствовало 20% объема пор при прессовании обычным (сухим) способом, вводили пуансон в полость матрицы и осуществляли прессование.
Получали образцы, у которых высота в 2,4 раза больше диаметра. Высота «h» превосходит номинал формы Г54, указанный в таблице 209 [Твердые сплавы. Справочник. /М.Ю.Баженов, С.Г.Байчман, Д.Г.Карпачев, М.: Металлургия, 1978. с.184].
Спекание по режиму Примера 1 показало, что спеченные образцы сохраняют свою форму, имеют однородную усадку и плотность.
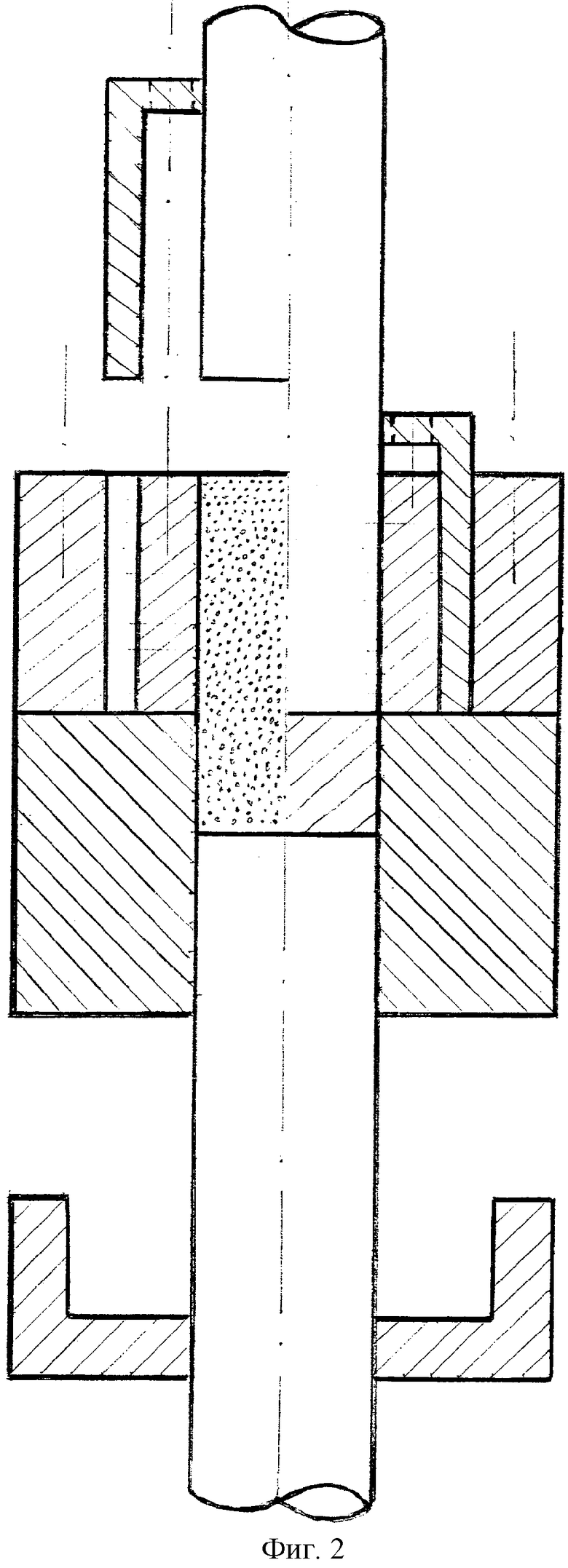
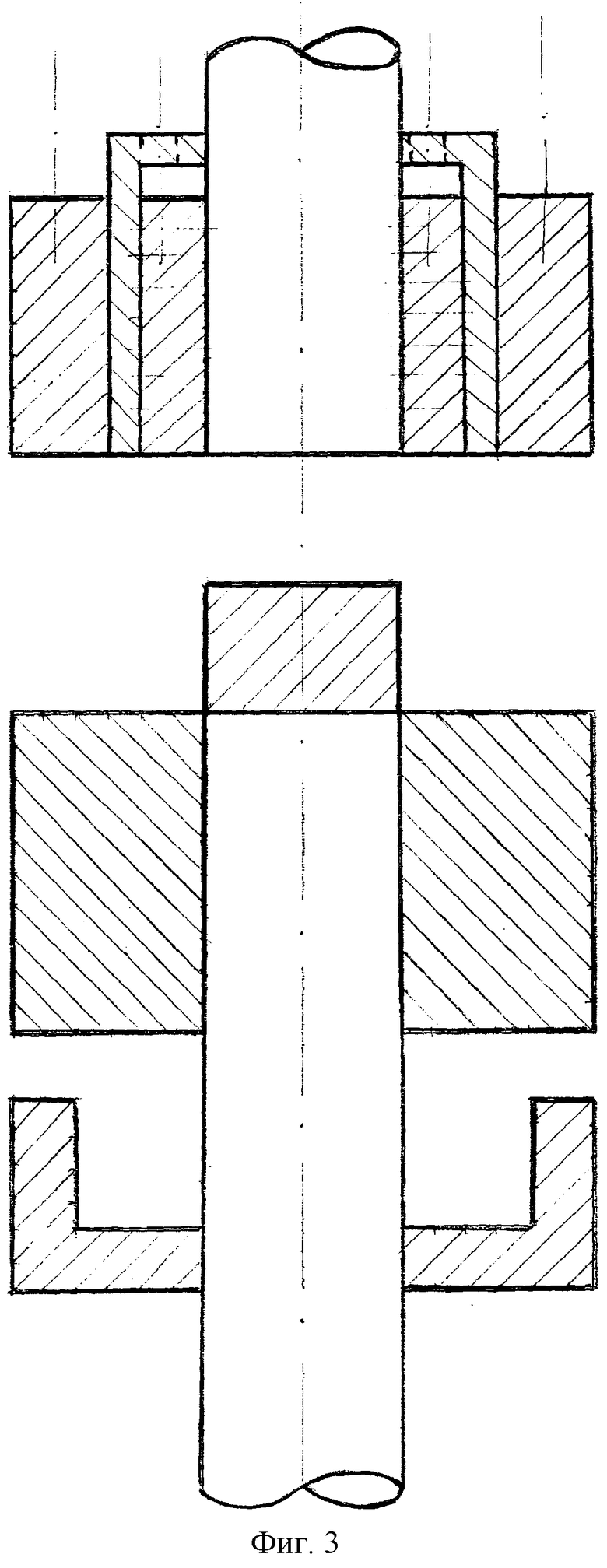
Пример 5. На фиг.1-3 изображена кинематическая схема устройства. Матрица состоит из 2-х частей: первая (верхняя) соответствует зоне структурной деформации порошка (1), вторая (нижняя) - окончанию последнего этапа уплотнения (2).
Верхняя часть состоит из внутреннего цилиндра (3), полости для жидкости (4) и внешней части матрицы (5), обеспечивающей герметизацию между двумя частями (1) и (2) (на фиг.1-3 не показано). Внутренний цилиндр (3) представляет собой полость матрицы, в которой происходит объемное перемещение порошка. Стенки цилиндра имеют симметричные сквозные отверстия, соединяющие внутреннюю полость матрицы с полостью для жидкости (4). Размер отверстий рассчитан таким образом, чтобы исключить быстрое, самопроизвольное истечение жидкости.
Количество и размер отверстий рассчитывают исходя из двух основных зависимостей:
- формулы потока,
Sk·Vk=ΣSo·Vo;
где Sk - площадь цилиндра полости, заполняемой жидкостью,
Vk - скорость перемещения поршня,
So - площадь одного отверстия,
Vo - скорость истечения жидкости в полость матрицы
(сжимаемостью жидкости под действием приложенного давления пренебрегаем).
Форму отверстий со стороны полости, заполненной жидкостью, рассчитывают с учетом коэффициента истечения [Справочник по физике. / X. Кухлинг, М.: "МИР", 1982. с.114, 122, 123];
- уравнения смачивания,
диаметра отверстий, природу жидкости, материал внутреннего цилиндра матрицы (3), размеры частиц прессуемого порошка и характера взаимодействия порошка с жидкостью.
Кольцевой поршень (6) имеет уплотнение, которое не позволяет жидкости вытекать из полости (4) вверх через зазор между полостью (4) и поршнем (6) (на фиг.1-3 не показано). Поршень (6) закреплен на верхнем пуансоне (7), причем прессующая поверхность пуансона и поршня находятся в одной плоскости.
Внутренний цилиндр (3) имеет штоки, которые проходят через отверстия в верхней, горизонтальной части поршня (6). Эти штоки позволяют опускать внутренний цилиндр (3) вместе с верхней, внешней частью матрицы (5) и удерживать его неподвижно относительно других частей матрицы во время прессования.
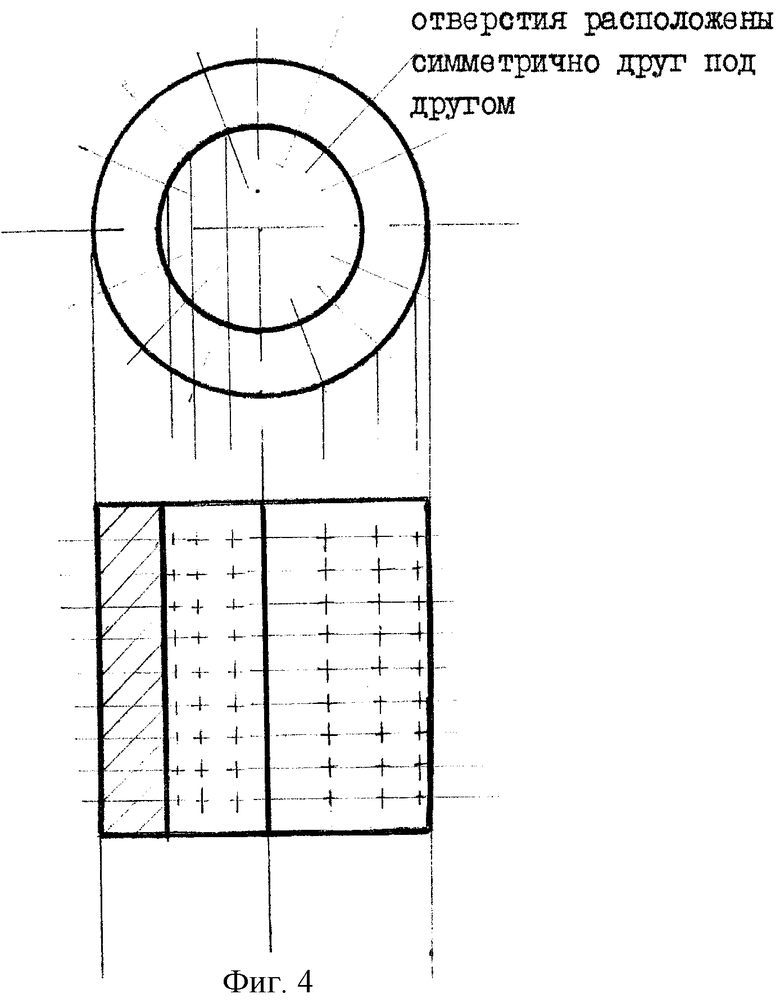
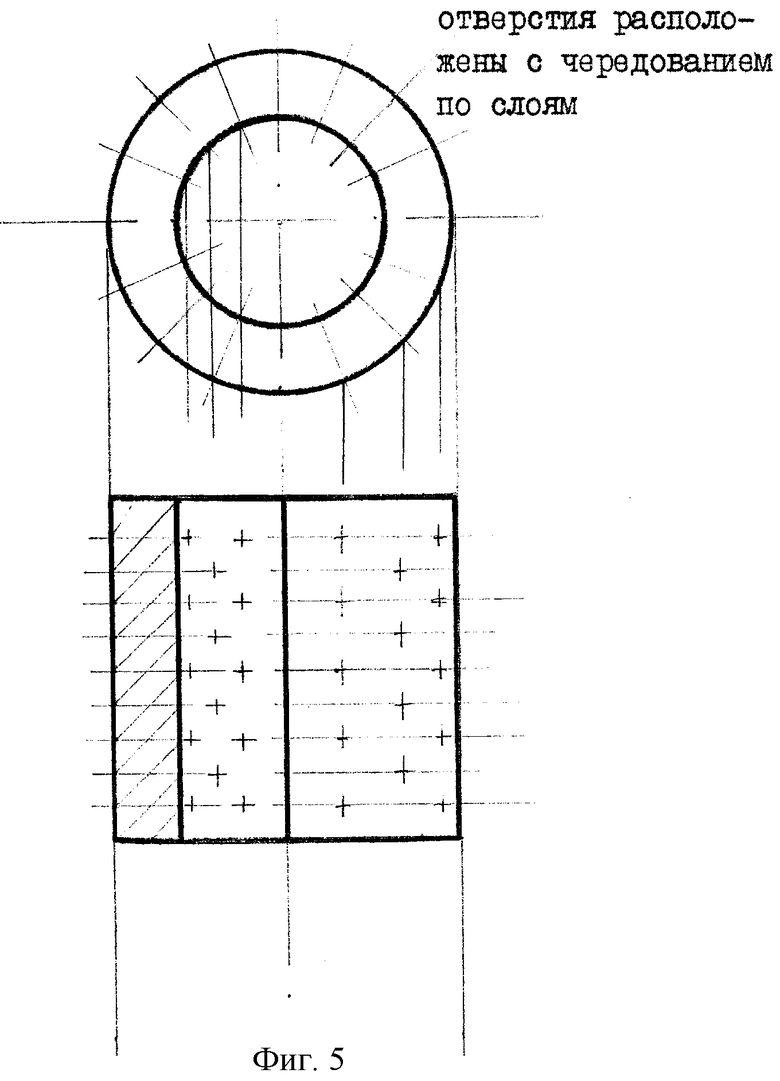
На фиг.4-5 показаны варианты расположения отверстий во внутреннем цилиндре (3). Как видно из чертежей, отверстия расположены «послойно», симметрично по окружности, друг под другом во всех «слоях» или с чередованием по «слоям».
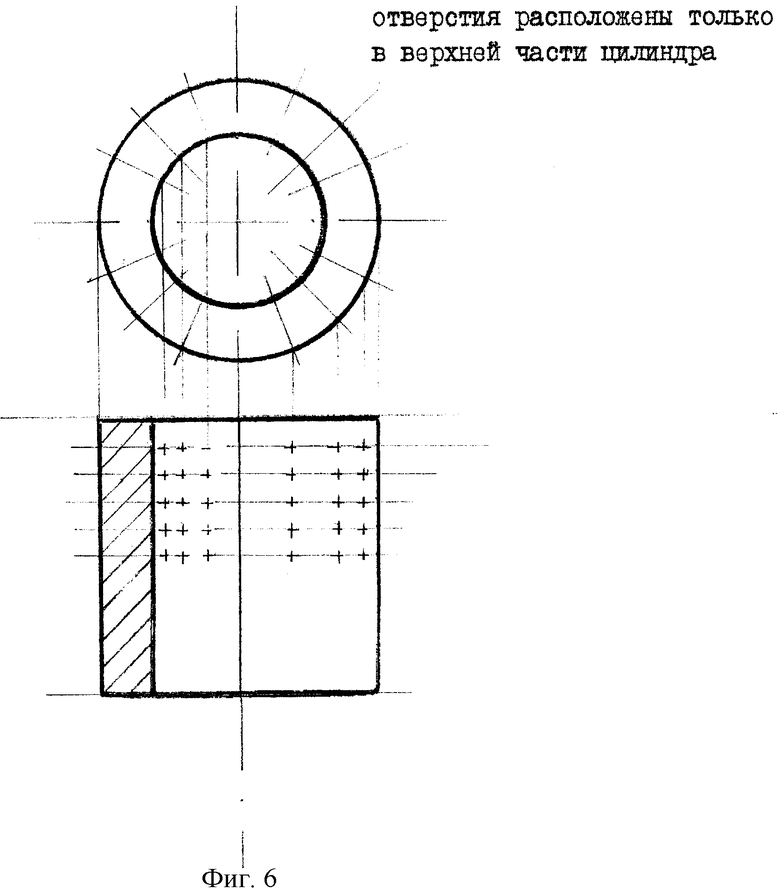
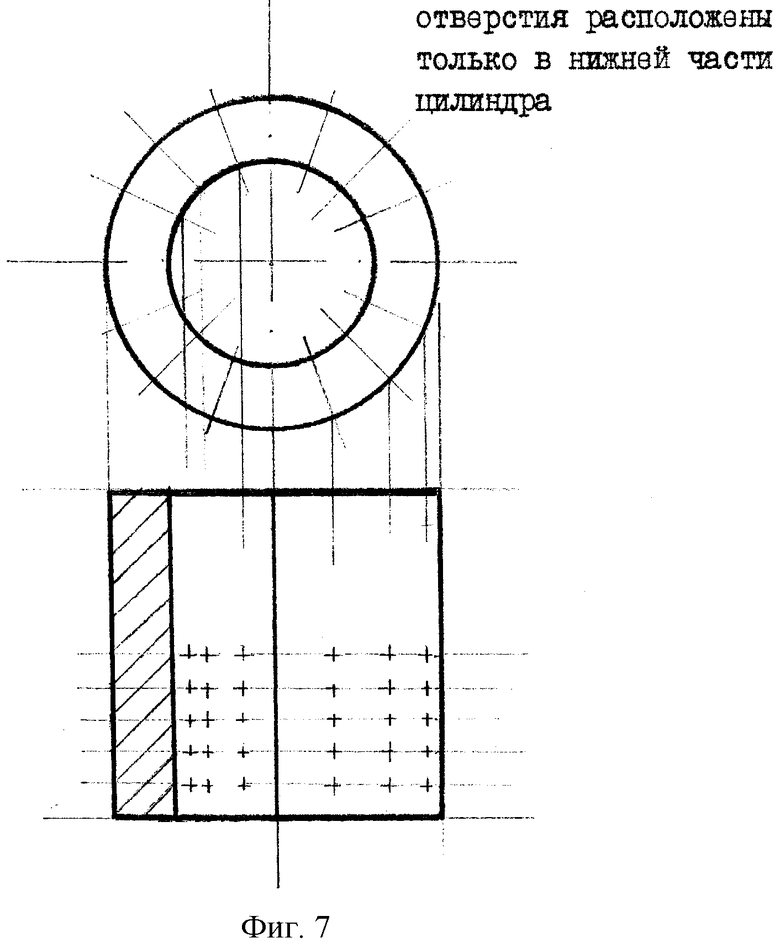
На фиг.6-7 показаны варианты расположения отверстий, преимущественно расположенных в верхней или в нижней части внутреннего цилиндра.
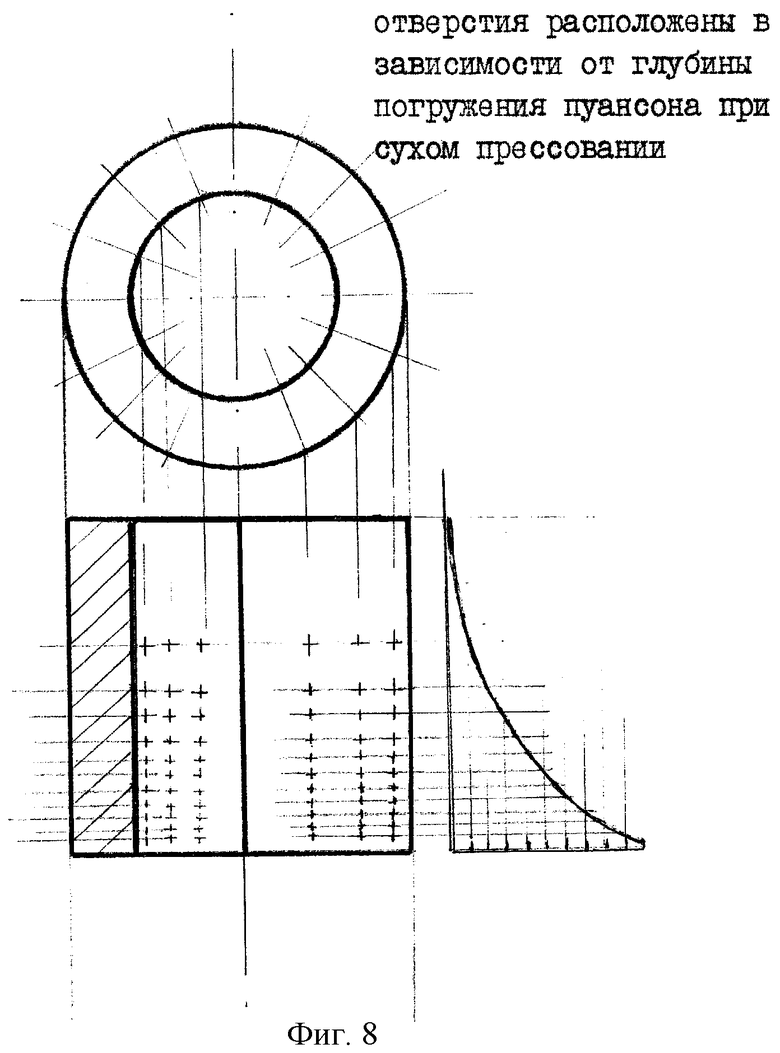
На фиг.8 показан вариант расположения отверстий, совпадающий с глубиной погружения пуансона при «сухом» прессовании в зависимости от давления прессования (зависимость представлена на фигуре справа).
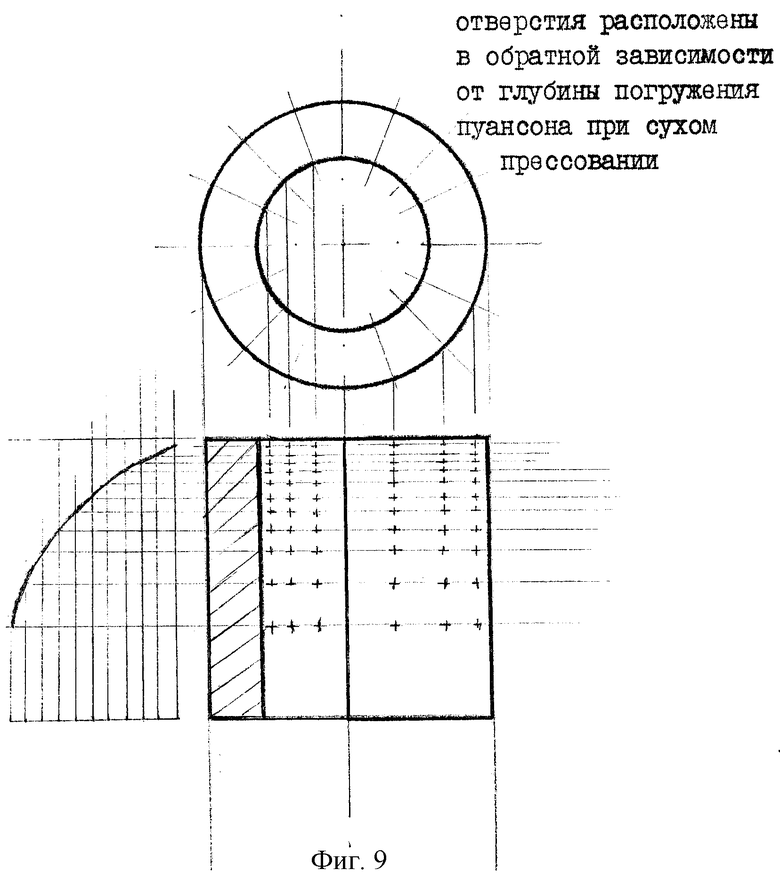
На фиг.9 показан вариант расположения отверстий в обратной зависимости от варианта изображенного на фиг.8.
На фиг.10 показаны варианты размеров и формы отверстий. Отверстия могут быть:
- одного диаметра,
- переменного диаметра по высоте внутреннего цилиндра (3),
- с увеличением диаметра, как показано на фиг.10 (правая часть),
- в любой комбинации (с чередованием, смещением и т.д.).
Для увеличения коэффициента истечения отверстия со стороны подачи жидкости имеют требующую форму (левая часть фиг.10). [Справочник по физике. / X.Кухлинг, М.: МИР, 1982. с.122].
Работа устройства. На фиг.1 изображена стадия засыпки порошка в рабочую полость матрицы. Верхняя часть матрицы (1) герметично соединена с нижней частью (2), исключающей самопроизвольное истечение жидкости из полости (4). После засыпки порошка в полость матрицы в полость (4) подают требуемое количество жидкости. Верхний пуансон (7) совместно с поршнем (6) опускают вниз. Скорость перемещения верхнего пуансона (7) и поршня (6) одинаковы. Это позволяет продавливать жидкость из полости (4) под давлением в матрицу, заполненную порошком.
На фиг.2 начало движения пуансона (слева) и окончание стадии прессования (справа). Жидкость под давлением проходит между стенками пресс-формы и порошком. Жидкость проходит между частицами порошка в матрице. Порошок и жидкость уплотняют верхний пуансон. Движение жидкости между стенками матрицы и частицами порошка подобно движению между поверхностями твердого тела.
Слой жидкости между стенками матрицы и порошком значительно уменьшает внешнее трение.
Слой жидкости между частицами порошка уменьшает межчастичное трение, частично растворяет пластификатор, смывает его с поверхности частиц и выводит из объема прессовки.
Жидкость, прошедшая через порошок и зазор между нижней частью матрицы (2) и нижним пуансоном (8), поступает в приемную чашу (9). Чаша (9) закреплена на нижнем пуансоне и снабжена устройством (на чертеже не показано) для удаления жидкости.
На фиг.3 представлен этап выпрессовывания образца. Верхнюю часть матрицы (1), вместе с поршнем (6) и верхним пуансоном (7) поднимают вверх. Нижний пуансон (8) выталкивает изделие из полости матрицы (2).
Возможны следующие варианты конструкции.
Кольцевой поршень (6) имеет возможность перемещения в вертикальном направлении (регулировки) относительно верхнего пуансона (7). Это позволяет регулировать момент подачи жидкости в полость матрицы при прессовании: одновременно, до уплотнения, после уплотнения верхнего слоя, засыпанного порошка.
Приемная чаша (9) имеет возможность перемещения в вертикальном направлении (регулировки) относительно нижнего пуансона (8).
Если необходимо вводить жидкость в количествах меньших, чем объем полости (4), тогда в конструкцию дополнительно вставляют регулировочные кольца, изменяющие объем полости (высоту полости 4), и поднимают поршень (6) на соответствующую высоту. В этом случае на штоки (на чертежах оси) поршня надевают пружины (на чертежах не показаны), которые позволяют ему при упоре в регулировочное кольцо, смещаться вдоль оси верхнего пуансона (7) до тех пор, пока пуансон не опустится до нижней точки прессования.
Если необходимо увеличить давление подаваемой жидкости, то в этом случае (варианте) поршень (6) не закрепляют на верхнем, прессующем пуансоне (7), а через штоки поршня подают дополнительную нагрузку, необходимую для достижения требуемого давления жидкости. В этом случае для контроля и измерения давления жидкости в боковой поверхности верхней, внешней части матрицы (5) устанавливают датчик давления (на чертежах не показан).
Пример 6. Получение пористого спеченного вольфрамового каркаса для последующей пропитки.
Матрица заполнена порошком вольфрама неполностью. В этом случае совпадение торцевых поверхностей верхнего пуансона и поршня приведут к тому, что до начала уплотнения порошка на его поверхность будет подаваться жидкость. На фиг.11 жидкость из отверстий верхних 4-х «слоев» подается на поверхность до уплотнения.
Порошок вольфрама замешивали с различными пластификаторами, гранулировали, засыпали в пресс-форму и прессовали при давлении 1,0 т/см2 в стальной пресс-форме.
По предлагаемому способу наносили на поверхность этанол, а затем прессовали при давлении 1,0 т/см2. Прессовку извлекали, сушили и спекали.
Для прессования предпочтительно использовать порошок вольфрама без пластификатора.
Под действием сил гравитации и прессующего пуансона проходило «продавливание» жидкости через прессуемый слой порошка.
Спекание порошковых образцов проводили на печи СШВ-1.2.5/25 в вакууме 6,65·10-3 Па при температуре 1400°С в течение 4,0 часов. Полученные результаты приведены в таблице 1.
Отсутствие пластификатора не загрязняет спеченный вольфрамовый каркас. Известно, что пластификаторы после своего разложения оставляют нелетучие примеси, которые находятся на поверхности металлических частиц и оказывают существенное влияние на процесс спекания [Физико-металлургические основы спекания порошков / Скороход В.В., Солонин С.М. - М.: Металлургия, 1984. - 159 с.].
Прессование вольфрамового порошка без пластификатора позволяет упростить технологию прессования непластичных материалов, снизить себестоимость производства.
Пример 7. Варианты конструкции внутреннего цилиндра матрицы (3).
Материал, из которого изготавливают внутренний цилиндр матрицы (3):
- тот же, из которого изготовлены все элементы матрицы;
- антифрикционный материал;
- керамика;
- из спеченного материала, который подвергают мокрому прессованию.
Пример 8. В качестве жидкости используют:
1) - жидкость для пропитки прессовки раствором соли. Прессование порошка вольфрама по Примеру №6 без пластификатора. В качестве жидкости использовали 25% водный раствор сульфата иттрия. Водный раствор соли пропитывает прессуемый вольфрамовый порошок, а после сушки, между частицами вольфрама остается твердый сульфат иттрия.
2) - жидкость, содержащую взвесь твердых частиц. Прессование порошка вольфрама по Примеру №6 без пластификатора. В качестве жидкости использовали водную суспензию алюмината бария (3ВаО·Al2О3). Свободно засыпанный в матрицу порошок вольфрама омывает водный раствор мелкодисперсной соли, которая оседает на поверхности вольфрамовых. Жидкость и часть суспензии алюмината бария отжимается и вытекает через пространство между нижним пуансоном и матрицей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2321474C1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2442674C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ПОРИСТОГО ВОЛЬФРАМОВОГО КАРКАСА | 2014 |
|
RU2569287C1 |
| СПОСОБ УДАЛЕНИЯ ПЛАСТИФИКАТОРА | 2004 |
|
RU2273547C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОРАЗМЕРНОГО ТВЕРДОГО СПЛАВА | 2014 |
|
RU2569288C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ С ЛИОФОБНОЙ ЖИДКОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476293C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СТЕРЖНЕЙ | 1999 |
|
RU2170159C2 |
| СПОСОБ ПРЕССОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ПОДЪЕМНОЙ СИЛЫ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2482938C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2015 |
|
RU2582166C1 |
Изобретение относится к порошковой металлургии, в частности к способам прессования порошковых материалов в присутствии жидкости. Способ прессования порошковых материалов включает введение в порошок летучей жидкости и прессование. Жидкость подают со стороны прессующего пуансона в количестве 0,2-3 объема пор прессовки. Возможно прессование с одновременной подачей жидкости до окончания процесса. Данным способом можно осуществлять прессование непластичных порошков без пластификатора, частичное удаление пластификатора и пропитку. Пресс-форма содержит матрицу, верхняя часть которой содержит внутреннюю полость, полость для жидкости и внешнюю часть. Устройство для подачи жидкости представляет собой цилиндр с симметричными сквозными отверстиями в стенках и содержит поршень для подачи жидкости во внутреннюю полость матрицы. Техническим результатом является повышение качества изделий. 5 н. и 2 з.п. ф-лы, 11 ил., 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1994 |
|
RU2100313C1 |
| Устройство для прессования порошковых материалов | 1980 |
|
SU903207A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ БЕСШОВНЫХ ТРУБ | 1972 |
|
SU422535A1 |
| Пресс-форма для прессования изделий из порошка | 1987 |
|
SU1477522A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

