Изобретение касается способа регулирования радиальных зазоров, имеющихся между вершинами рабочих лопаток и стенкой канала турбомашины с осевым перемещением рабочего тела, при котором регулирование радиальных зазоров осуществляется в зависимости по меньшей мере от одного измеряемого по меньшей мере одним сенсором размера одного из имеющихся радиальных зазоров.
Такого рода способ известен, например, из US 4804905. Для этого в ограничивающим проточный канал корпусе турбины расположен емкостной сенсор, который при эксплуатации газовой турбины для каждой проходящей мимо него рабочей лопатки может регистрировать расстояние до вершины лопатки. Когда регистрируется слишком большой радиальный зазор, для его уменьшения конический корпус с помощью гидравлических исполнительных элементов смещается в осевом направлении. Однако недостатком является то, что каждым сенсором может регистрироваться только одна точка измерения на периметре корпуса, так что необходимы по меньшей мере четыре сенсора для каждой ступени. Даже при применении четырех сенсоров может быть сделано только грубое суждение о распределении зазора по периметру. Так, например, между точками измерения возможна только интерполяция или оценка зазора. Другим недостатком названного решения является то, что эта конструкция из-за надежного крепления сенсоров является сравнительно трудоемкой и дорогой, так как регистрация радиальных зазоров осуществляется во время эксплуатации газовой турбины, и необходимо охлаждение сенсоров, чтобы они могли длительно выдерживать возникающие при этом температуры.
Кроме того, из ЕР 0806680 А2 и GB 2460248 А известно выполнение этого измерения не во время эксплуатации турбомашины, а до нее ли после нее.
Поэтому задачей изобретения является указать способ, посредством которого с помощью крайне ограниченных средств обеспечивается возможность измерения радиального зазора по всему периметру корпуса, так чтобы мог достигаться сравнительно небольшой радиальный зазор между вершинами рабочих лопаток и находящейся напротив них стенкой канала для достижения улучшенного коэффициента полезного действия турбомашины. Другой задачей изобретения является указать эффективный, экономящий время способ для регулирования радиальных зазоров при монтаже турбомашины или при ее техническом обслуживании, чтобы повысить степень использования турбомашины.
Направленная на способ задача решается за счет того, что указанный по меньшей мере один сенсор является нетермостойким в отношении температуры эксплуатации, возникающей при эксплуатации машины в области сенсора, и по окончании измерений машина эксплуатируется с установленным в ней сенсором. Причем этот способ чрезвычайно предпочтителен для измерения и регулирования необходимых зазоров при монтаже турбомашин, у которых необходимо измерение зазора в полностью смонтированном состоянии и отсутствует доступ снаружи или устройство для постоянного регулирования радиального зазора.
Особым преимуществом изобретения является то, что применяемые сенсоры могут быть выполнены простыми и недорогими, так как они эксплуатируются только при обычных температурах окружающей среды, то есть в худшем случае до 80°C. Их максимально допустимая температура эксплуатации находится, таким образом, намного ниже температур, которые возникают при эксплуатации машины в том месте, в котором они размещены. После измерения размеров зазоров с регулирования желаемого размера зазора сенсоры сначала остаются в машине. После этого машина, несмотря на встроенные нетермостойкие сенсоры, эксплуатируется предписанным образом. При этом сенсоры разрушаются и, таким образом, удаляются из машины нетрадиционным путем. Обходятся без занимающего много времени демонтажа сенсоров, что значительно повышает степень использования.
Способ позволяет монтировать турбомашину с наиболее точными возможными предопределенными радиальными зазорами, которые в ином случае получились бы фактически больше вследствие обусловленных изготовлением допусков. Предпочтительным образом этот способ применяется также для измерения радиального зазора у турбомашины, которая выполнена в виде турбины, в виде газовой турбины или в виде компрессора.
Под эксплуатацией турбомашины при этом понимается, что она при этом применяется предписанным образом. Когда измерение радиальных зазоров выполняется не во время эксплуатации газовой турбины или, соответственно, турбомашины, это означает, в частности, что, если турбомашина, например, выполнена в виде турбины или газовой турбины, через ее проточный канал не течет никакая рабочая среда. Для компрессора это означает, что температура опускается намного ниже возникающих при эксплуатации температур. Как правило, требуемое измерение зазора происходит при комнатной температуре, так что применяемые сенсоры не должны обладать никакой особой устойчивостью в отношении температуры (температура до 80°C).
Например, номинальные частоты вращения предусмотренных для выработки электрического тока газовых турбин составляют 3000 мин-1 (при сетевой частоте 50 Гц) или 36000 мин-1 (при сетевой частоте 60 Гц). В соответствии с предлагаемым изобретением способом предусмотрено, что скорость вращения ротора (частота вращения ротора) существенно меньше, чем номинальная частота вращения турбомашины. Предпочтительно частота вращения может выбираться выше так называемой частоты вращения стука лопаток, так чтобы лопатки при измерении достигали своего рабочего положения. При этом можно избежать параметров функциональных неисправностей при измерении зазоров (таких как, например, стук рабочих лопаток, более свободно установленных при низкой частоте вращения), так что могут определяться фактические функциональные зазоры. Частота вращения может составлять 120 мин-1 или даже меньше. Более высокая частота вращения чем 120 мин-1 все же не исключена.
Это позволяет применять особенно выгодные по цене сенсоры со сравнительно низким временным разрешением.
Изобретение исходит из того утверждения, что термостойкость сенсора не является необходимой, так как радиальные зазоры турбомашины измеряются и регулируются не постоянно онлайн, т.е. во время эксплуатации турбомашины, а только в каждом случае однократно при монтаже турбомашины, например при повторной установке или после освидетельствования. Для однократного регулирования радиальных зазоров при монтаже стенки канала или, соответственно, корпуса проточного канала турбомашины и вершины рабочих лопаток могут располагаться в различных положениях относительно друг друга, при этом позиционирование происходит с помощью вкладышей различной толщины или соответственно переставляемых направляющих систем. Так как радиальные зазоры турбомашины должны регулироваться заново только при первоначальном монтаже или, соответственно, после каждого выполненного технического обслуживания турбомашины, достаточно, чтобы применяемые для этой цели сенсоры обладали стойкостью только для комнатной температуры, но не стойкостью к температурам, возникающим в месте измерения при эксплуатации турбомашины.
Особое преимущество изобретения заключается в том, что такого рода сенсоры между тем доступны также в вариантах осуществления, в которых материал при превышении предельной температуры разлагается на частицы преимущественно с размерами частиц пыли. Таким образом, после измерения радиальных зазоров применяемые сенсоры остаются внутри турбомашины и не должны извлекаться монтером. Это экономит монтажные затраты и сокращает технологическое время или, соответственно, простои турбомашины. В этом случае разложение на частицы с размерами частиц пыли наступает, например, при первоначальном пуске в эксплуатацию турбомашины, так как в этом случае возникающие при этом силы и температуры намного превышают условия применения и температуры сенсора и при этом разрушают его, разлагая. Затем эти частицы выносятся из турбомашины со средой.
Другим существенным преимуществом является то, что сенсоры не должны внедряться в компоненты, например рабочие лопатки. Более того, сенсоры, независимо от их размера, могут располагаться и крепиться на поверхности рабочих лопаток, так как во время их применения турбомашина не эксплуатируется предписанным образом.
Предлагаемый способ предпочтителен, в частности, для тех лопаточных венцов, у которых вследствие осевой конструкции турбомашины доступ для монтера отсутствует или очень труден. Следовательно, по меньшей мере одна лопатка каждого лопаточного венца турбомашины может оснащаться сенсором, благодаря чему для каждого лопаточного венца может быть определен размер радиальных зазоров всего периметра (360°). Нет необходимости ограничиваться небольшим количеством мест измерения.
Другое преимущество изобретения заключается в том, что сенсоры не должны быть износостойкими. В принципе достаточно, если сенсор может определять размер зазора только в течение небольшого количества оборотов и при этом может надежно обеспечиваться желаемое регулирование зазора.
В целом сенсоры служат как бы одноразовыми сенсорами, которые предписанным образом применяются только однократно перед эксплуатацией машины, а после этого удаляются из машины путем термического разрушения. Отсутствие необходимости монтажа сенсоров повышает степень использования машины. К тому же точно отрегулированные размеры зазоров при эксплуатации машины ограничивают неизбежные гидравлические потери.
Предпочтительно сенсор установлен на рабочей лопатке. Благодаря этому может регистрироваться соответствующий радиальный зазор для всего периметра, благодаря чему возможно также более точное задание положения ротора внутри корпуса. Другими словами: для каждого углового положения сенсора (по периметру) может регистрироваться размер радиального зазора.
Предпочтительно сенсор выполнен в виде RFID-сенсора, благодаря чему возможна бескабельная радиопередача зарегистрированных радиальных зазоров газовой турбины или, соответственно, репрезентативных параметров измерения радиальных зазоров стационарному аналитическому устройству.
Разумеется, идея изобретения может также применяться вне области турбомашины, например, в электрическом генераторе, радиальные зазоры которого между статором и ротором также должны быть как можно меньше. Независимо от этого, возможно применение способа или, соответственно, устройства для определения осевого зазора.
В целом изобретение указывает способ регулирования радиальных зазоров, имеющихся между вершинами рабочих лопаток и стенкой канала турбомашины при монтаже турбомашины, при котором перед пуском в эксплуатацию турбомашины регистрируются радиальные зазоры, и образующие радиальный зазор конструктивные элементы жестко располагаются относительно друг друга так, чтобы во время монтажа устанавливался предопределенный надежный радиальный зазор. Минимизация радиального зазора онлайн в смысле постоянного регулирования во время эксплуатации турбомашины не предусмотрена.
Изобретение поясняется подробнее с помощью приведенных ниже чертежей, на которых:
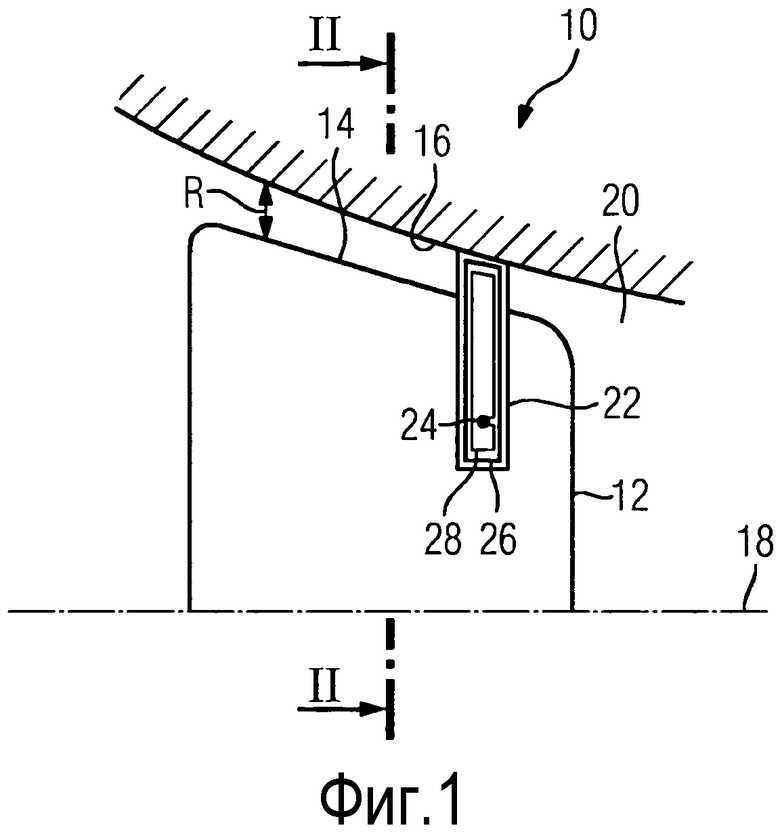
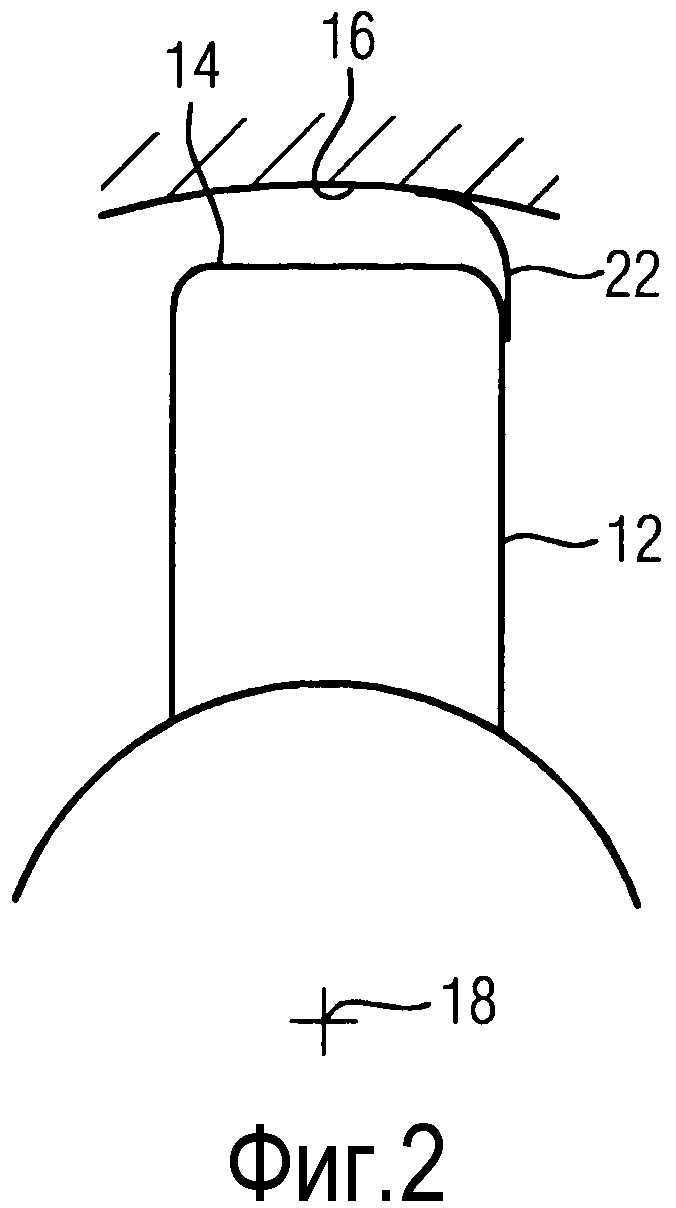
фиг. 1, фиг. 2 - продольное и поперечное сечение проточного канала компрессора,
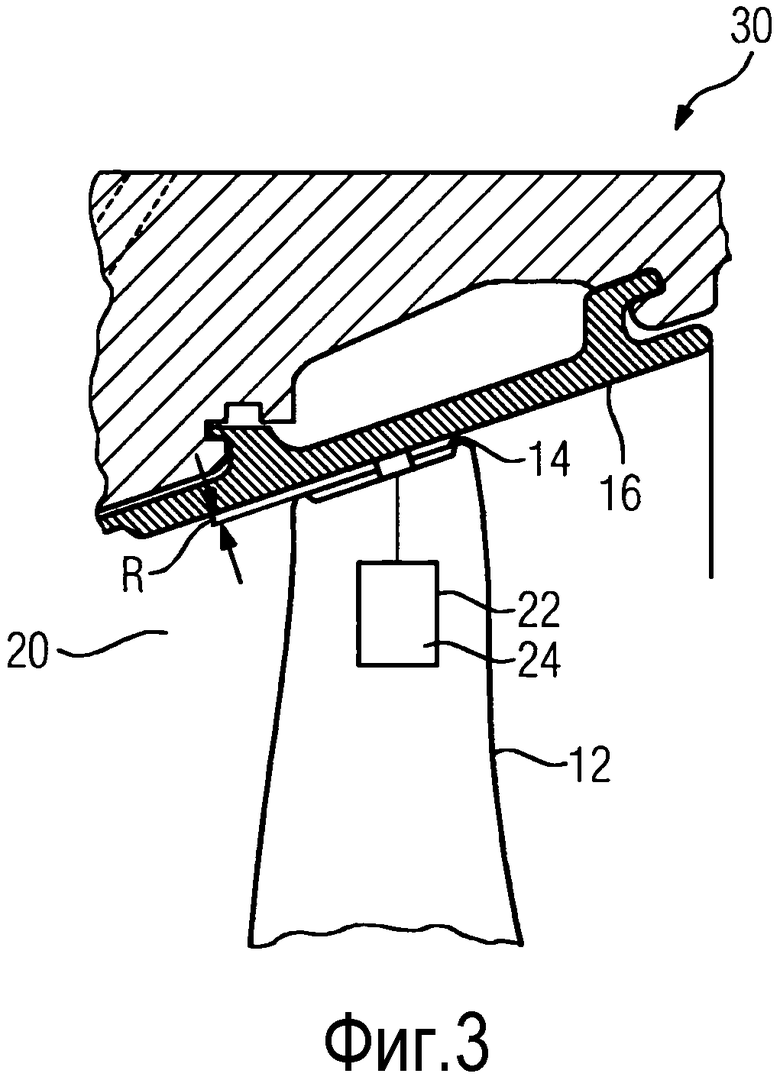
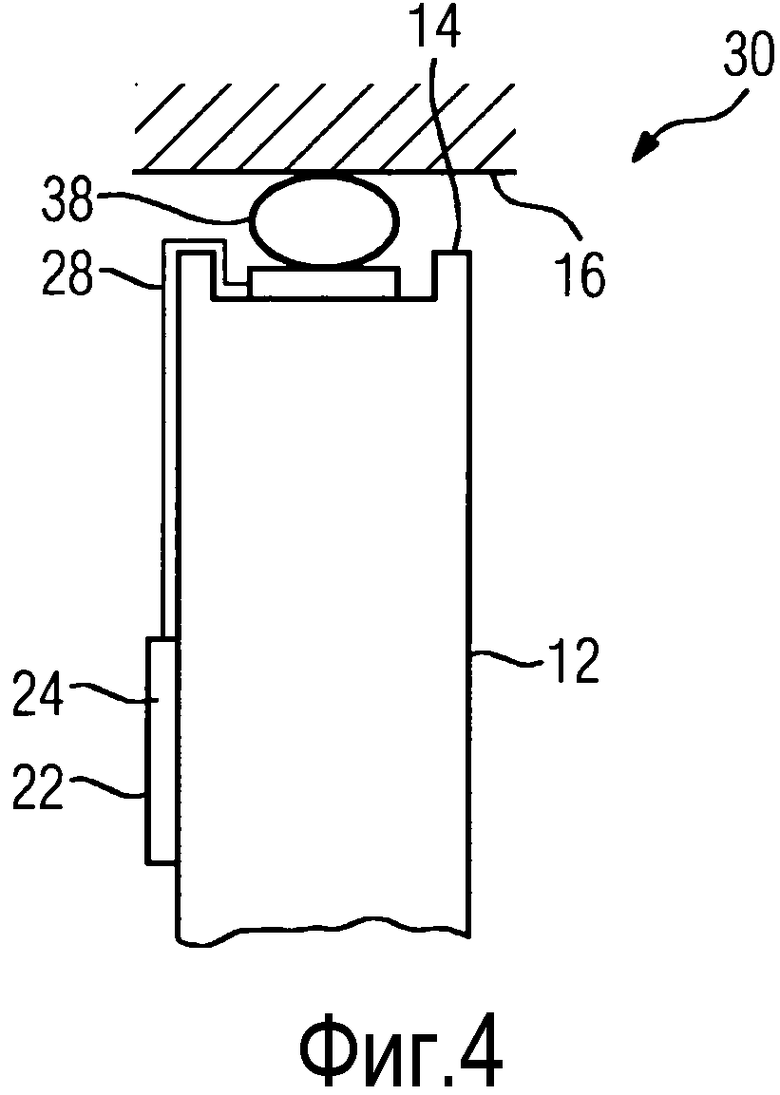
фиг. 3, фиг. 4 - продольное и поперечное сечение проточного канала турбины.
На фиг. 1 показано продольное сечение фрагмента компрессора 10. Компрессор 10 относится к турбомашинам с осевым перемещением рабочего тела и имеет на не изображенном подробно роторе лучеобразно расположенные венцом рабочие лопатки 12. Рабочие лопатки 12 выполнены свободно стоящими с вершиной 14 лопатки, которая, образуя радиальный зазор, находится напротив стенки 16 канала. Стенка 16 канала выполнена концентрически относительно оси 18 машины и ограничивает радиально снаружи проточный канал 20 компрессора 10, в который компрессором 10 нагнетается предназначенная для сжатия среда. Стенка 16 канала при этом выполнена по существу конвергентно. На рабочей стороне рабочей лопатки 12 со стороны вершины предусмотрен сенсор 22.
Сенсор 22 включает в себя при этом блок 24 приема-передачи, который, например, расположен на пленке 26. Кроме того, на пленке 26 нанесена электрически проводящая дорожка, которая электрически соединена с блоком 24 приема-передачи. При этом сенсор 22 выдается за вершину 14 рабочей лопатки наружу и прилегает при этом к стенке 15 канала. Как изображено в поперечном сечении на фиг. 2, сенсор 22 и, в частности, его электрический проводник 28 изогнуты в тангенциальном направлении, при этом изгиб проводника 28 зависит от расстояния между вершиной 14 лопатки и стенкой 16 канала. Степень изгиба электрического проводника 28 приводит к изменению его электрических свойств. Эти электрические свойства или зависящий от них параметр регистрируются блоком 24 приема-передачи. Его величина служит тогда критерием для радиального зазора R. Зарегистрированный сенсором 22 изгиб электрического проводника 28, таким образом, будет преобразовываться в электрическую величину, которую сенсор 2 с помощью блока 24 приема-передачи передает не изображенному, стационарно расположенному аналитическому приемному устройству. Снабжение энергией сенсора 22 может при этом осуществляться также через блок 24 приема-передачи, как это обычно происходит у RFID-сенсоров. С помощью зарегистрированного таким образом размера зазора положение стенки канала относительно вершины рабочей лопатки с помощью упомянутых вкладышей или системы регулирования может тогда регулироваться так, чтобы могло устанавливаться желаемое распределение зазора по всему периметру (360°). По окончании измерений зазоров и регулирования зазоров на желаемый размер компрессор 10 эксплуатируется с установленным в нем сенсором 22. При этом в области сенсора возникают температуры эксплуатации, которые намного превышают максимально допустимую температуру эксплуатации сенсора 22. Ввиду термической нестойкости сенсора 22 он разрушается. Он разлагается на мелкие частицы и при этом удобным для обслуживания образом удаляется из машины, без необходимости затраты на это рабочего времени монтером.
Альтернативный вариант осуществления изобретения показан на фиг. 3 и 4, при этом на фиг. 3 показано продольное сечение турбомашины, выполненной в виде турбины 30, а на фиг. 4 - соответствующее этому поперечное сечение. При этом соответствующие друг другу конструктивные элементы компрессора 10 и турбины 30 снабжены идентичными ссылочными обозначениями. Соответственно описанному на фиг. 1 и фиг. 2 первому варианту осуществления, сенсор 22 по второму варианту осуществления, показанному на фиг. 3 и фиг. 4, имеет напыленную на полимерной пленке проводящую дорожку 28. По второму варианту осуществления, однако полимерная пленка выполнена также в виде петли 38, при этом электрическое сопротивление напыленной на ней проводящей дорожки 28 при ее сплющивании/сгибании изменяется. Изменение сопротивления тогда снова представляет собой критерий расстояния R между вершиной 14 лопатки и находящейся напротив нее стенкой 16 канала. Зарегистрированные сенсором 22 размеры зазора или, соответственно, репрезентативные для размеров зазора параметры электрического напряжения с помощью интегрированной в сенсор 22 и образующей в данном случае блок приема-передачи 24 антенны могут передаваться путем излучения не изображенному, внешнему, статично установленному приемному, аналитическому и отображающему устройству.
Снабжение энергией сенсора 22 может при этом осуществляться от встроенной микробатареи или за счет деформации самого сенсора. И в этом варианте осуществления возможно применение известных из RFID-технологии возможностей питания электрической энергией.
Антенна сенсора 22 приклеена либо на стороне всасывания, либо на стороне нагнетания рабочих лопаток 12 для обеспечения наилучшего возможного излучения антенны.
С помощью обоих вышеназванных вариантов осуществления можно осуществлять непрерывную регистрацию и передачу результатов измерений, т.е. физических величин, репрезентативных для размера радиальных зазоров R, внешнему аналитическому и отображающему устройству. Следовательно, можно во время монтажа или окончательного контроля турбомашины 10, 30, то есть только в холодном состоянии и при действии очень небольших центробежных сил, регистрировать размер радиальных зазоров R между вершинами 14 рабочих лопаток 12 и наружной стенкой 16 проточного канала с помощью предлагаемых сенсоров 22 прямого действия. Так как турбомашина 10, 30, так или иначе, не имеет устройства для постоянного регулирования радиального зазора, применяемые сенсоры 22, соответственно, не обязаны выдерживать те температуры, которые при эксплуатации турбомашины 10, 30 обычно возникают в соответствующих местах, в которых они установлены.
Изобретение касается способа для регулирования радиальных зазоров, имеющихся между вершинами рабочих лопаток и стенкой канала турбомашины при монтаже турбомашины, при котором перед пуском в эксплуатацию турбомашины регистрируются радиальные зазоры. Сенсор не является термостойким в отношении температуры эксплуатации, и по окончании измерений машину эксплуатируют с установленным в ней сенсором. Технический результат изобретения - повышение эффективности данного способа. 6 з.п. ф-лы, 4 ил.
1. Способ измерения и регулирования зазоров между ротором и статором машины,
причем регулирование зазоров (R) осуществляют в зависимости по меньшей мере от одного измеряемого по меньшей мере одним сенсором (22) размера одного из имеющихся зазоров (R),
причем ротор не во время эксплуатации машины (10, 30) приводят с частотой вращения ниже номинальной частоты вращения и в это время осуществляют измерение,
отличающийся тем, что
указанный по меньшей мере один сенсор (22) не является термостойким в отношении температуры эксплуатации, возникающей при эксплуатации машины (10, 30) в области сенсора (22), и по окончании измерений машину эксплуатируют с установленным в ней указанным по меньшей мере одним сенсором (22).
2. Способ по п. 1, который применяют для измерения размера по меньшей мере одного радиального зазора (R) в турбине (30) и/или в компрессоре (10).
3. Способ по п. 1 или 2, который осуществляется перед первоначальным пуском в эксплуатацию турбомашины (10, 30) и/или перед первым пуском в эксплуатацию турбомашины (10, 30) после технического обслуживания.
4. Способ по п. 1 или 2, при котором частота вращения ротора, как правило, меньше чем 120 мин-1.
5. Способ по п. 1 или 2, при котором машина выполнена в виде турбомашины (10, 30) с осевым перемещением рабочего тела и имеются зазоры между ротором и статором между рабочими лопатками (12) и стенкой (16) канала.
6. Способ по п. 3, при котором машина выполнена в виде турбомашины (10, 30) с осевым перемещением рабочего тела и имеются зазоры между ротором и статором между рабочими лопатками (12) и стенкой (16) канала.
7. Способ по п. 4, при котором машина выполнена в виде турбомашины (10, 30) с осевым перемещением рабочего тела и имеются зазоры между ротором и статором между рабочими лопатками (12) и стенкой (16) канала.
| КОМБИНИРОВАННОЕ УПРАВЛЕНИЕ ОКРУЖАЮЩИМ ОСВЕЩЕНИЕМ НА ОСНОВЕ ВИДЕОСОДЕРЖИМОГО И АУДИОСОДЕРЖИМОГО | 2007 |
|
RU2460248C2 |
| Способ получения замещенныхТиОСульфЕНАМидОВ | 1978 |
|
SU806680A1 |
| Способ прядения волокон и устройство для его осуществления | 1985 |
|
SU1314957A3 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Устройство для измерения радиального зазора в турбомашинах | 1989 |
|
SU1670370A1 |
| Способ контроля радиальных зазоров при сборке турбомашины | 1989 |
|
SU1663404A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИАЛЬНОГО ЗАЗОРА МЕЖДУ КОНЦАМИ ЛОПАТОК ВРАЩАЮЩЕГОСЯ РОТОРА И СТАТОРОМ ТУРБОМАШИНЫ | 2008 |
|
RU2375675C1 |
| СПОСОБ ИЗМЕРЕНИЯ И КОНТРОЛЯ РАДИАЛЬНО-ОСЕВЫХ ЗАЗОРОВ В ТУРБОМАШИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2280238C1 |
| Способ измерения радиальных зазоров в турбомашинах | 1990 |
|
SU1779908A1 |

