Изобретение относится к области сварки стыковых соединений из трудносвариваемых разнородных металлов и сплавов. Способ может быть использован для получения сварных соединений из жаропрочных никелевых сплавов со среднеуглеродистой сталью в различных областях машиностроения, автомобильной и авиационной промышленностях.
Известен способ импульсной электронно-лучевой сварки разнородных материалов [1], в котором на стыке свариваемых деталей с определенным шагом формируют сварные точки, промежутки между которыми последовательно с тем же шагом заполняют частично перекрывающими одна другую сварными точками, при этом в конце каждого импульса электронный луч отклоняют перпендикулярно направлению сварки в сторону легкоплавкого материала на расстояние, равное 1,5-2,5 диаметра сварной точки, причем последний равен 1-2 толщинам свариваемого материала, а скорость отклонения луча равна Vоткл=С⋅δ, где δ - коэффициент, равный 1,5-5 с-1, δ - толщина свариваемого материала.
Недостатком данного способа является необходимость постоянного отклонения луча в конце каждого импульса в сторону одной из деталей, что достаточно трудоемко, не обеспечивает равномерного расплавления материала обеих кромок деталей по причине различной жидкотекучести соединяемых материалов, а также затрудняет их взаимное перемешивание в расплаве и снижает качество сварного шва соединяемых деталей.
Известен способ электронно-лучевой сварки разнородных металлов с поперечными колебаниями электронного луча [2], при котором производят сборку деталей встык, настройку электронного луча на стык и последующее перемещение луча по стыку деталей для сварки, причем при перемещении электронного луча ему сообщают поперечные колебания относительно свариваемого стыка и под углом к нему.
Недостаток данного способа заключается в том, что данный характер перемещения луча по стыку деталей не обеспечивает необходимого равномерного расплавления материала обеих кромок деталей, поскольку не обеспечивает необходимого, для каждого материала, тепловложения, обуславливающего требуемое взаимное перемешивание соединяемых металлов в расплаве шва.
Известен способ электронно-лучевой сварки разнородных материалов [3], при котором производят сборку деталей встык, настройку электронного луча на стык и последующее перемещение луча по стыку деталей для сварки, причем сварку производят в два прохода: первый проход - по стыку деталей, второй проход - со смещением от стыка.
Недостаток данного способа состоит в повторном нагреве жаропрочных сталей, что ведет к угару легирующих элементов и вызывает потерю механических свойств сварного шва. Кроме того, сварка в два прохода требует больших энергозатрат, чем однопроходная сварка, что экономически нецелесообразно.
Наиболее близким аналогом, принятым за прототип, является способ электронно-лучевой сварки деталей из разнородных металлов [4], включающий сборку деталей из разнородных металлов встык, направление электронного луча на стык и осуществление сварки путем перемещения электронного луча по стыку, при перемещении луча по стыку деталей осуществляют развертку луча с частотой 750-850 Гц по окружности диаметром d=(0,6…0,8)h, где d - диаметр окружности развертки электронного луча, мм; h - толщина свариваемых деталей, мм. Недостаток данного способа в том, что осуществление движения электронного луча по данной траектории достаточно трудоемко и не учитывает теплофизические особенности свариваемых деталей, в результате чего получаются дефекты в виде подрезов из-за лишнего тепловложения.
Технической задачей и техническим результатом заявленного изобретения является получение в процессе сварки сварного соединения деталей с прочностью не ниже 90% от прочности свариваемого сплава, без дефектов и непроваров, при минимальных энергозатратах.
Указанный технический результат достигается тем, что в предлагаемом способе электронно-лучевой сварки деталей, включающем сборку деталей металлов встык, направление электронного луча на стык, осуществление сварки путем перемещения электронного луча по стыку и отклонение луча в сторону более температуропроводного материала, при этом сварку соединения из среднеуглеродистой стали с жаропрочным никелевым сплавом осуществляют путем перемещения электронного луча вдоль стыка с разверткой луча в виде звезды с диаметром, равным ширине нижней части сварного шва, с частотой в интервале 550-650 Гц и погонной энергией в интервале 9252-42056 Дж/см, а сдвиг центра пятна контакта электронного луча осуществляют в сторону стали в интервале 0,1-1 мм на расстояние, определяемое по формуле:

где α1 - температуропроводность среднеуглеродистой стали, 
α2 - температуропроводность никелевого сплава,
d - диаметр пятна контакта электронного луча с разверткой типа звезды, мм.
Известна из [5] линейная зависимость погонной энергии от толщины свариваемого изделия. Там же приведен график этой зависимости, который позволяет определить интервал погонной энергии для свариваемого сплава, так для толщины 21 мм это интервал 9252-11775 Дж/см, а для толщины 75 мм - интервал, равный 33044-42056 Дж/см.
Нижнее значение диапазона погонной энергии - 9252 Дж/см для толщины 21 мм обусловлено необходимостью полного проплавления стыка, а величина верхнего предела - 11775 Дж/см определяется необходимостью удержания сварочной ванны от вытекания.
Выбор указанных значений частоты развертки электронного луча имеет следующий смысл. При осуществлении развертки с частотой ниже 550 Гц происходит неравномерное расплавление кромок металлов, что приводит к сохранению в расплаве шва границы между металлами. Осуществление развертки с частотой выше 650 Гц приводит к возможности появления дефекта в виде прожога.
При сварке соединения из среднеуглеродистой стали и жаропрочного никелевого сплава руководствовались требованиями к геометрическим размерам сварного шва и зависимостью диаметра пятна контакта электронного луча с разверткой типа звезда от толщины свариваемых деталей [6], приведенными в табл. 1.
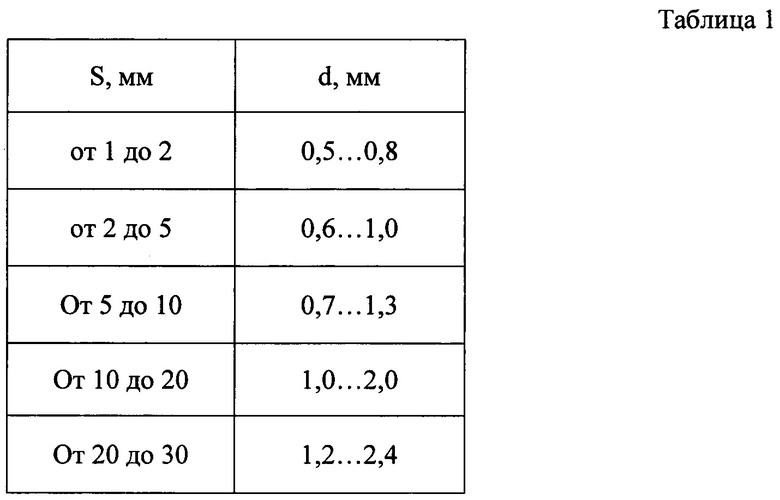
Применение развертки электронного луча в виде звезды с диаметром, равным ширине нижней части сварного шва, приводит к увеличению площади зоны действия луча и повышению устойчивость парогазового канала проплавления, а также существенному снижению пикообразования в корне шва.
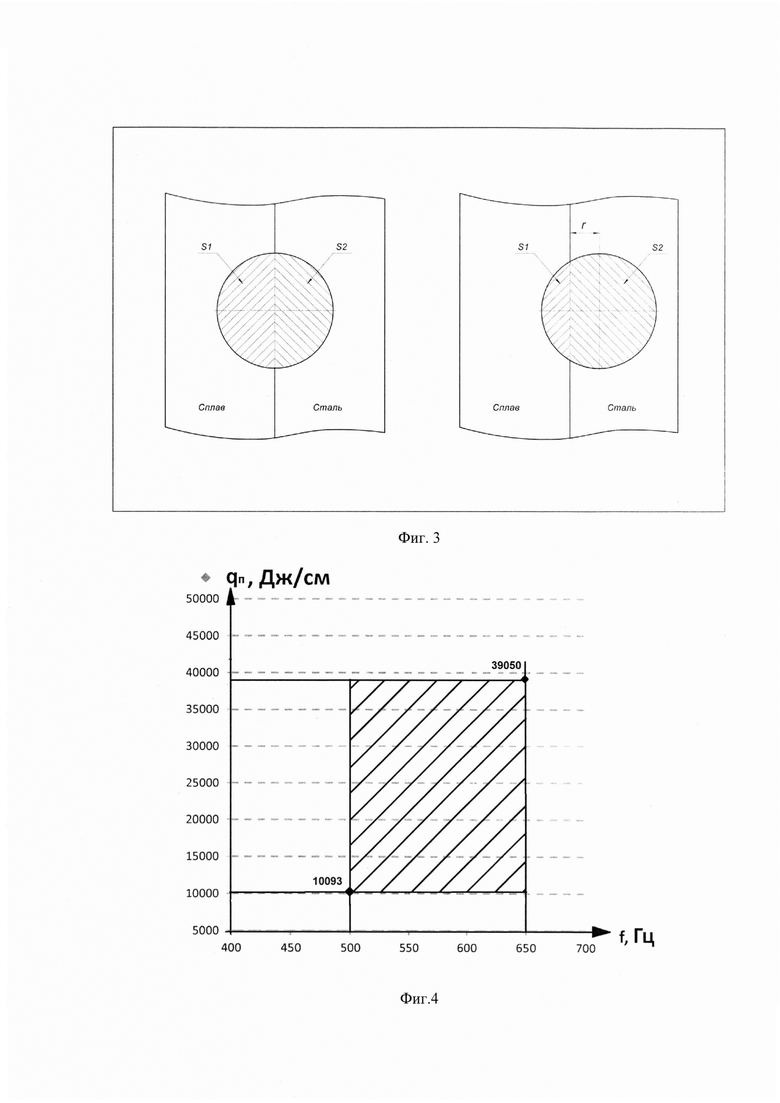
Сдвиг центра пятна контакта электронного луча относительно стыка производят в сторону стали на расстояние 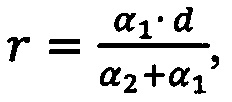 в интервале 0,1-1 мм, где α1 - температуропроводность стали, α2 - температуропроводность сплава, a d - диаметр пятна контакта электронного луча. В диапазоне смещения 0,1-1 мм центра пятна контакта луча r относительно стыка, если r>1 мм, то из-за недостаточного тепловложения в сварочную ванну в соединении произойдет дефект в виде несплавления, если r<0,1 мм, то произойдет дефект в виде подреза из-за испарения материала с меньшей температуропроводностью. Сварке со смещением центра пятна контакта электронного луча приводит к делению тепловложения за счет ассиметричного распределения погонной энергии электронного луча, в результате чего стабилизируется зона сварки и материалы с разными теплофизическими свойствами расплавляются равномерно, а сварное соединение получается с прочностью не ниже 90% от прочности свариваемого сплава.
в интервале 0,1-1 мм, где α1 - температуропроводность стали, α2 - температуропроводность сплава, a d - диаметр пятна контакта электронного луча. В диапазоне смещения 0,1-1 мм центра пятна контакта луча r относительно стыка, если r>1 мм, то из-за недостаточного тепловложения в сварочную ванну в соединении произойдет дефект в виде несплавления, если r<0,1 мм, то произойдет дефект в виде подреза из-за испарения материала с меньшей температуропроводностью. Сварке со смещением центра пятна контакта электронного луча приводит к делению тепловложения за счет ассиметричного распределения погонной энергии электронного луча, в результате чего стабилизируется зона сварки и материалы с разными теплофизическими свойствами расплавляются равномерно, а сварное соединение получается с прочностью не ниже 90% от прочности свариваемого сплава.
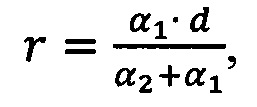
На фиг. 1 изображена развертка электронного луча в виде звезды, на фиг. 2 показана геометрия сварного шва, где S - толщина свариваемого изделия, к - ширина сварного шва на половине толщины свариваемого изделия, е - ширина верхней части сварного шва, d - пятно контакта электронного луча с разверткой типа звезды по величине равное ширине нижней части сварного шва, на фиг. 3 показано ассиметричное распределение погонной энергии на поверхности сварного соединения, на фиг. 4 показана заштрихованная область выбора допустимых значений частоты развертки и погонной энергии электронного луча, определенная для толщин сварных соединений в интервале 21-75 мм для получения бездефектных сварных соединений.
Сущность заявленного способа поясняется примерами его осуществления.
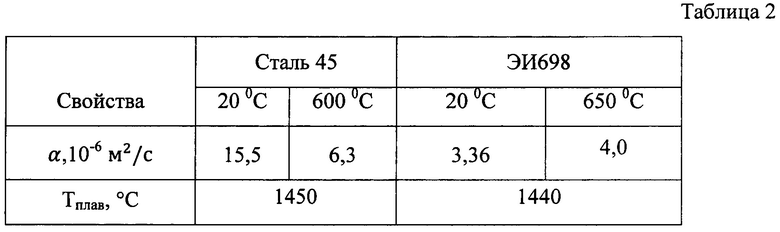
Пример №1. На электронно-лучевой установке АЭЛТК-11-486 производили сварку соединения деталей из жаропрочного никелевого сплава ЭИ698(ХН73МБТЮ) и среднеуглеродистой стали Ст45. Согласно таблице свариваемости по ГОСТ 1050-2013 сталь Ст45, так же как и сплав ЭИ698 (ХН73МБТЮ), относится к группе трудносвариваемых материалов, для которых необходим подогрев и последующая термообработка. Сваривали образцы с толщиной кромок 21 мм. В табл. 2 представлены теплофизические свойства свариваемых сплавов согласно [7, 8].
Первая часть исследования была направлена на получения диапазона погонной энергии при электронно-лучевой сварке, достаточного для полного проплавления образцов.
Ускоряющее напряжение неизменяемо и ограничивается возможностью электронно-лучевой установки: Uycк=60 кВ. Значение скорости сварки и сварочного тока выбрали исходя из экспериментов.
Первый эксперимент заключался в сварке на скорости 428 мм/мин с частотой 500 Гц и сварочном токе, равном 110 мА, образцов сварного соединения, толщиной 21 мм, погонная энергия составляла 9252 Дж/см. Внешний осмотр образца выявил дефект в виде несплавления в корне шва, что соответствовало недостаточной погонной энергии для полного расплавления материалов в зоне сварного шва.
Во втором эксперименте, при неизменной скорости сварки, было увеличено значение сварочного тока до 120 мА и частоты развертки до 550 Гц, и произведена сварка с погонной энергией, равной 10093 Дж/см. При внешнем осмотре образца дефектов, в виде непроваров и прожогов, обнаружено не было. Нижняя граница погонной энергии составила 10093 Дж/см, как минимальное значение энергии, необходимое для полного проплавления стыка толщиной 21 мм. Верхнее значение также определяли экспериментально.
В третьем эксперименте, при неизменной скорости сварки, было увеличено значение сварочного тока до 130 мА и частоты развертки до 600 Гц, и произведена сварка с погонной энергией, равной 10934 Дж/см. В результате внешнего осмотра образца дефектов, в виде непроваров и прожогов, обнаружено не было.
В четвертом эксперименте, при неизменной скорости сварки, было увеличено значение сварочного тока до 135 мА и частоты развертки до 650 Гц. Сварка произведена с погонной энергией равной 11775 Дж/см. В результате внешнего осмотра образца был обнаружен дефект в виде прожога. Верхняя граница диапазона погонной энергии составляла 11775 Дж/см - максимальное значение энергии, необходимое для расплавления и удержания сварочной ванны.
Вторая часть исследования была направлена на проверку деления тепловложения за счет ассиметричного распределения погонной энергии электронного луча при сварке разнородного соединения и сдвиге центра пятна контакта электронного луча.
Для обоснования зависимости сдвига центра пятна контакта электронного луча в сторону стали на 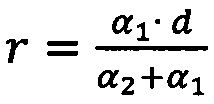 в интервале 0,1-1 мм от температуропроводности сплавов были также рассмотрены три случая различного смещения центра пятна контакта электронного луча (r>1 мм, r<0,1 мм, r=0).
в интервале 0,1-1 мм от температуропроводности сплавов были также рассмотрены три случая различного смещения центра пятна контакта электронного луча (r>1 мм, r<0,1 мм, r=0).
Параметры сварки в пятом - седьмом экспериментах были одними и теми же: Uуск=60 кВ, Iсв=125 мА, Vсв=428 мм/мин, d=1,2 мм. Частота развертки 550 Гц.
Пятый эксперимент заключался в сварке без смещения центра пятна контакта электронного луча (r=0). После сварки выполняли внешний осмотр сварного шва, был выявлен подрез. В результате был сделан вывод, что при движении электронного луча по стыку без смещения центра его пятна контакта, происходит выгорание материала с меньшей температуропроводностью - сплава ЭИ698 (ХН73МБТЮ).
Шестой эксперимент проводился с такими же режимами сварки, размерами и химическим составом образцов. Были сварены образцы со смещенным центром пятна контакта луча в сторону стали Ст45 на 0,5 мм, смещение было рассчитано по зависимости  После сварки выполняли внешний осмотр сварного шва, дефектов не выявлено.
После сварки выполняли внешний осмотр сварного шва, дефектов не выявлено.
Седьмой эксперимент заключался в смещении центра пятна контакта электронного луча в сторону стали Ст45, на заведомо большее рассчитанного значение, равное 1,1 мм. В результате внешнего осмотра в корне сварного шва был обнаружен непровар. Из-за нехватки теплового вложения для расплавления сплава ЭИ698(ХН73МБТЮ).
Проведенные испытания по ГОСТ 6996-66 на прочность сварных швов, полученных в соответствии с предполагаемым изобретением, показали, что предел прочности сварных швов, сформированных на всем диапазоне заявленных параметров, составляет не менее 90% от основного материала.
Пример №2. В качестве второго примера на электронно-лучевой установке АЭЛТК-11-486 сваривали детали из жаропрочного никелевого сплава ЭИ867(ХН62ВМКЮ) и среднеуглеродистой стали Ст50. Согласно таблице свариваемости по ГОСТ 1050-2013 сталь Ст50, так же как и сплав ЭИ867(ХН62ВМКЮ), относится к группе трудносвариваемых материалов, для которых необходим подогрев и последующая термообработка. Толщина свариваемых кромок 21 мм. В табл. 3 представлены теплофизические свойства свариваемых сплавов согласно [7, 8].
Первая часть исследования была направлена на поиск диапазона погонной энергии электронно-лучевой сварки для получения полного проплавления образцов.
Ускоряющее напряжение неизменяемо и ограничивается возможностью электронно-лучевой установки: Uуск=60 кВ. Значение скорости сварки и сварочного тока выбрано исходя из экспериментов.
Первый эксперимент заключался в сварке на скорости 428 мм/мин с частотой 500 Гц и сварочном токе, равном 110 мА, образца, толщиной 21 мм, с погонной энергией, равной 9252 Дж/см. В результате внешнего осмотра образца был выявлен дефект в виде несплавления в корне шва, что свидетельствует о недостаточности погонной энергии для полного расплавления материалов в зоне сварного шва.
Во втором эксперименте, при неизменной скорости сварки, было увеличено значение сварочного тока до 120 мА и частоты развертки до 550 Гц, произведена сварка с погонной энергией, равной 10093 Дж/см. После внешнего осмотра образца дефектов, в виде непроваров и прожогов, обнаружено не было. Нижнюю границу погонной энергии определили значением 10093 Дж/см, как минимальное значение энергии, необходимое для полного проплавления стыка толщиной 21 мм. Верхнее значение погонной энергии так же определяли экспериментально.
В третьем эксперименте, при неизменной скорости сварки, было увеличено значение сварочного тока до 130 мА и частоты развертки до 600 Гц, произведена сварка с погонной энергией, равной 10934 Дж/см. В результате внешнего осмотра образца дефектов, в виде непроваров и прожогов, обнаружено не было.
В четвертом эксперименте, при неизменной скорости сварки, было увеличено значение сварочного тока до 135 мА и частоты развертки до 650 Гц, произведена сварка с погонной энергией, равной 11775 Дж/см. В результате внешнего осмотра образца был обнаружен дефект в виде прожога. Верхнюю границу диапазона погонной энергии определили значением 11775 Дж/см, как максимальное значение энергии, необходимое для расплавления и удержания сварочной ванны.
Вторая часть исследования была направлена на проверку энерговложения при сварке разнородного соединения и сдвиге центра пятна контакта электронного луча.
Для обоснования зависимости сдвига центра пятна контакта электронного луча в сторону стали на расстояние в интервале 0,1-1 мм от температуропроводности сплавов были также рассмотрены три случая различного смещения центра пятна контакта электронного луча.
Параметры сварки в пятом - седьмом экспериментах были одними и теми же: Uуск=60 кВ, Iсв=125 мА, Vсв=428 мм/мин, d=1,2 мм. Частота развертки 550 Гц.
Пятый эксперимент заключался в сварке без смещения центра пятна контакта электронного луча (r=0). При внешнем осмотре сварного шва после сварки, был выявлен подрез. В результате был сделан вывод, что при движении электронного луча по стыку без смещения центра его пятна контакта, происходит выгорание материала (сплава ЭИ867 (ХН62ВМКЮ)) с меньшей температуропроводностью.
В шестом эксперименте с такими же режимами сварки, размерами и химическим составом образцов. Были сварены образцы со смещением центра пятна контакта луча в сторону стали Ст50 на 0,4 мм, которое вычисляли по формуле Внешний осмотр сварного шва после проведения сварки дефектов не выявил.
Седьмой эксперимент заключался в смещении центра пятна контакта электронного луча в сторону стали Ст50 на заведомо большее рассчитанного значение, равное 1,1 мм. В результате внешнего осмотра в корне сварного шва был обнаружен непровар, вызванный нехваткой теплового вложения для расплавления сплава ЭИ867 (ХН62ВМКЮ).
Полученные экспериментально численные значения признаков предполагаемого изобретения: частоты развертки, погонной энергии и величины сдвига центра пятна контакта луча на образцах сварных соединений толщиной 21 мм, совпадают с обоснованными теоретически в [5]. Это совпадение позволило получить расчетным путем численное значение погонной энергии при тех же значений частоты развертки (в интервале 550-650 Гц) и величины сдвига ((в интервале 0,1-1 мм) для образцов сварных соединений с другими значениями толщины по формуле: (10093/21)*S, где S - толщина сварного соединения.
Пример №3. В качестве третьего примера на электронно-лучевой установке АЭЛТК-11-486 сваривали детали из жаропрочного никелевого сплава ЭИ867(ХН62ВМКЮ) и среднеуглеродистой стали Ст50. Толщина свариваемых кромок 75 мм. Теплофизические свойства свариваемых сплавов приведены в табл. 3.
Исследования проводились по тому же плану, что и в примере №2. Ускоряющее напряжение неизменяемо и ограничивается Uуск=60 кВ. Значение скорости сварки и сварочного тока выбирали исходя из экспериментов.
Первый эксперимент заключался в сварке на скорости 428 мм/мин с частотой 500 Гц и сварочном токе равном 395 мА образца толщиной 75 мм с погонной энергией, равной 33044 Дж/см. В результате внешнего осмотра образца был выявлен дефект в виде несплавления в корне шва, что свидетельствует о недостаточности погонной энергии для полного расплавления материалов в зоне сварного шва.
Во втором эксперименте при неизменной скорости сварки, было увеличено значение сварочного тока до 428 мА и частоты развертки до 550 Гц, произведена сварка с погонной энергией, равной 36046 Дж/см. После внешнего осмотра образца дефектов, в виде непроваров и прожогов, обнаружено не было. Нижнюю границу погонной энергии определили значением 36046 Дж/см, как минимальное значение энергии, необходимое для полного проплавления стыка толщиной 75 мм. Верхнее значение погонной энергии так же определяли экспериментально.
В третьем эксперименте при неизменной скорости сварки, было увеличено значение сварочного тока до 464 мА и частоты развертки до 600 Гц, произведена сварка с погонной энергией, равной 39050 Дж/см. В результате внешнего осмотра образца дефектов, в виде непроваров и прожогов, обнаружено не было.
В четвертом эксперименте при неизменной скорости сварки, было увеличено значение сварочного тока до 500 мА и частоты развертки до 650 Гц, произведена сварка с погонной энергией, равной 42056 Дж/см. В результате внешнего осмотра образца был обнаружен дефект в виде прожога. Верхнюю границу диапазона погонной энергии определили значением 39050 Дж/см, как максимальное значение энергии, необходимое для расплавления и удержания сварочной ванны.
Параметры сварки в пятом - седьмом экспериментах были одними и теми же: Uуск=60 кВ, Iсв=428 мА, Vсв=428 мм/мин, d=1,2 мм. Частота развертки 550 Гц.
Пятый эксперимент заключался в сварке без смещения центра пятна контакта электронного луча (r=0). При внешнем осмотре сварного шва после сварки, был выявлен подрез. В результате был сделан вывод, что при движении электронного луча по стыку без смещения центра его пятна контакта, происходит выгорание материала (сплава ЭИ867 (ХН62ВМКЮ)) с меньшей температуропроводностью.
Шестой эксперимент проводился с такими же режимами сварки, размерами и химическим составом образцов. Были сварены образцы со смещением центра пятна контакта луча в сторону стали Ст50 на 0,4 мм, которое вычисляли по формуле  Внешний осмотр сварного шва после проведения сварки дефектов не выявил.
Внешний осмотр сварного шва после проведения сварки дефектов не выявил.
Седьмой эксперимент заключался в смещении центра пятна контакта электронного луча в сторону стали Ст50 на заведомо большее рассчитанного значение, равное 1,1 мм. В результате внешнего осмотра в корне сварного шва был обнаружен непровар, вызванный нехваткой теплового вложения для расплавления сплава ЭИ867 (ХН62ВМКЮ).
Таким образом, для образцов сварных соединений толщиной 75 мм, сваренных в соответствии с предлагаемым изобретением, расчетная величина погонной энергия в интервале 36046-39050 Дж/см оказалась достаточной. Этот интервал погонной энергии также соответствует теоретическим выводам, сделанным в [5].
Таким образом, зависимость на фиг. 4 иллюстрирует вывод о том, что в интервале частот развертки 550-650 Гц возможно определение значения погонной энергии в интервале 10093-39050 Дж/см для любой точки, соответствующей толщине сварного соединения в интервале 21-75 мм, с выполнением всех существенных признаков предполагаемого изобретения.
Испытания на прочность сварных швов, проведенные в соответствии с предполагаемым изобретением, показали, что предел прочности сварных швов по ГОСТ 6996-66, сформированных на всем диапазоне заявленных параметров, составляет не менее 90% от основного материала.
Источники, принятые во внимание:
1. Авторское свидетельство SU 1078760 А, B23K 15/00, опубл. 15.01.1985.
2. Авторское свидетельство SU 937116 A1, B23K 15/00, опубл. 23.06.1982.
3. Патент JP 2012061496 A, опуб. 16.09.2010.
4. Патент RU 2615101 C1, B23K 15/04, опубл. 03.04.2017.
5. Металлургия сварки титана и его сплавов / Гуревич С.М. Наукова думка, 1986, С. 151.
6. Руководящий материал РТМ 1.4.1380-84.
7. Авиационные материалы: в 9 т.т./ в сборнике под общей ред. А.Т. Туманова. М.: ОНТИ, 1975. Т. 1: Конструкционные стали. 430 с.
8. Авиационные материалы: в 9 т.т./ в сборнике под общей ред. Р.Е. Шалина. М.: ОНТИ, 1989. Т. 3: Деформируемые жаропрочные стали и сплавы. Ч. 1. 568 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| Способ изготовления стальных сварных конструкций | 2024 |
|
RU2839592C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ изготовления изделий из трубных заготовок | 2017 |
|
RU2659539C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 1995 |
|
RU2085347C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| Способ сварки однородных пористых материалов | 2021 |
|
RU2789971C2 |
Изобретение относится к способу электронно-лучевой сварки стыковых соединений из трудносвариваемых разнородных металлов и сплавов. Осуществляют сборку деталей металлов встык, направление электронного луча на стык, сварку с перемещением электронного луча по стыку и отклонением луча в сторону более температуропроводного материала. Сварку соединения из среднеуглеродистой стали с жаропрочным никелевым сплавом осуществляют путем перемещения электронного луча вдоль стыка с разверткой луча в виде звезды, с диаметром, равным ширине нижней части сварного шва, с частотой в интервале 550-650 Гц и погонной энергией в интервале 10093-39050 Дж/см. Сдвиг центра пятна контакта электронного луча осуществляют в сторону стали в интервале 0,1-1 мм на расстояние, которое определяют в зависимости от температуропроводности стали и никелевого сплава. Технический результат заявленного изобретения заключается в получении в процессе сварки сварного соединения деталей с прочностью не ниже 90% от прочности свариваемого сплава, без дефектов и непроваров, при минимальных энергозатратах. 4 ил., 3 табл., 3 пр.
Способ электронно-лучевой сварки стыковых соединений, включающий сборку деталей металлов встык, направление электронного луча на стык и сварку путем перемещения электронного луча по стыку и отклонения луча в сторону более температуропроводного материала, отличающийся тем, что сварку соединения из среднеуглеродистой стали с жаропрочным никелевым сплавом осуществляли путем перемещения электронного луча вдоль стыка с разверткой луча в виде звезды, с диаметром, равным ширине нижней части сварного шва, с частотой в интервале 550-650 Гц и погонной энергией в интервале 10093-39050 Дж/см, при этом осуществляли сдвиг центра пятна контакта электронного луча в сторону стали в интервале 0,1-1 мм на расстояние, определяемое по формуле:
где α1 - температуропроводность среднеуглеродистой стали,  ,
,
α2 - температуропроводность никелевого сплава,  ,
,
d - диаметр пятна контакта электронного луча с разверткой типа звезды, мм.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2015 |
|
RU2615101C1 |
| Способ электронно-лучевой сварки трудносвариваемых сплавов | 1987 |
|
SU1496958A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2012 |
|
RU2527112C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1985 |
|
RU1311113C |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| WO 2002034456 A1, 02.05.2002 | |||
| JP 63097377 A, 28.04.1988 | |||
| JP 10015671 A, 20.01.1998. | |||

