Область техники, к которой относится изобретение
Настоящее изобретение относится к нетканому материалу и средству для обработки волокна.
Уровень техники
Ранее авторы настоящего изобретения предлагали способ изменения гидрофильности бикомпонентного волокна типа "сердцевина-оболочка" путем термической обработки волокна, на поверхности которого находится гидрофилизирующее средство, прилипающее к поверхности волокна; и способ производства нетканого материала, гидрофильность которого частично понижается с применением вышеупомянутого способа (ссылка на патентную литературу 1). Способ придания градиента гидрофильности в направлении толщины нетканого материала описан не только в вышеупомянутой патентной литературе 1, но также, например, в патентной литературе 2 и 3.
Средство, содержащее силиконовое соединение, известно как средство для обработки волокон, и, например, в патентной литературе 4 описано применение масла, содержащего высокомолекулярный полиорганосилоксан, и основного масла для того, чтобы предотвращать склеивание волокон друг с другом во время производства эластичного волокна. Кроме того, в патентной литературе 5 описано применение масла, содержащего высокомолекулярный полиорганосилоксан, нацеленного на поддержание сухости поверхности нетканого материала без уменьшения способности к высокоскоростному кардочесанию даже после того, как нетканый материал вступает в контакт с жидкостью. Однако в патентной литературе 5 не описано, что вышеупомянутое масло содержит сложный алкилсульфатный эфир, алкилсульфонат и т.п.
Список литературы
Патентная литература
Патентная литература 1: JP 2010-168715A.
Патентная литература 2: JP 2005-87659A.
Патентная литература 3: JP 2005-314825A.
Патентная литература 4: JP 2003-201678A.
Патентная литература 5: JP H5-51872A.
Сущность изобретения
В патентной литературе 1 необходимым является применение термически растяжимого волокна, при этом применение волокна, которое отличается от термически растяжимого волокна, не подразумевается, и требуется дополнительная оптимизация в отношении уменьшения количества жидкости, остающейся на поверхности и т.п. В способах, описанных в патентной литературе 2 и 3, требовалась дополнительная оптимизация в отношении уменьшения количества жидкости, остающейся на поверхности и т.п.
Кроме того, способ, описанный в патентной литературе 4, представляет собой способ предотвращения слипания эластичных волокон друг с другом, и в патентной литературе 4 не подразумевается нанесение масла, применяемого в патентной литературе 4, на волокно, которое отличается от эластичного волокна.
В настоящем изобретении предлагается нетканый материал, включающий термоскрепляемое волокно, к которому прилипает средство для обработки волокна, где средство для обработки волокна содержит следующий компонент (A), компонент (B) и компонент (C).
(A) Полиорганосилоксан;
(B) Сложный алкилфосфатный эфир;
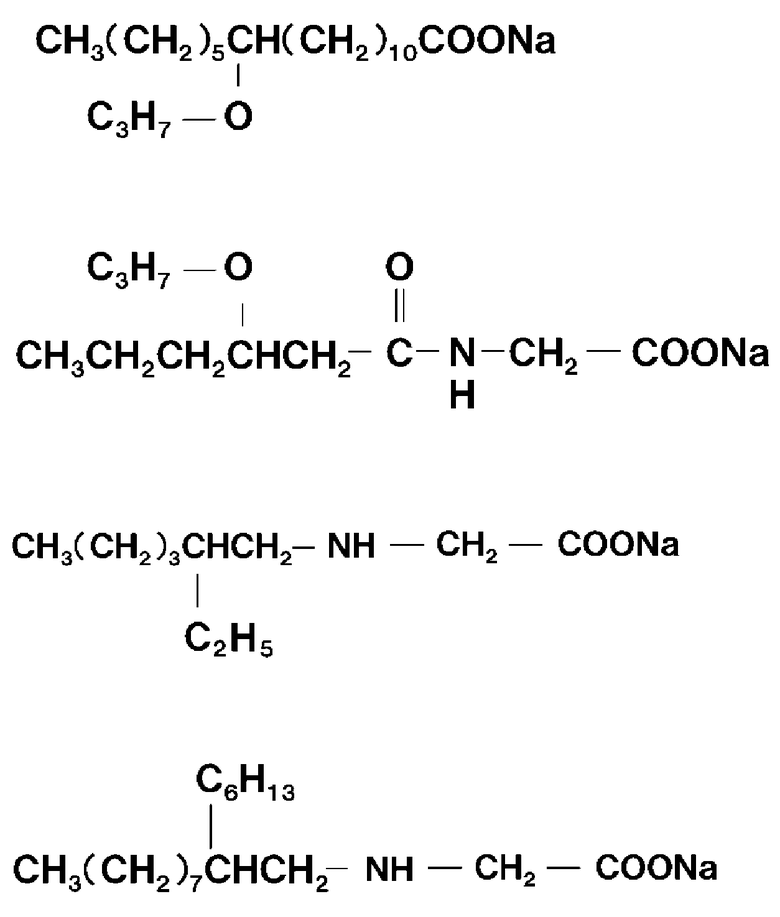
(C) Анионное поверхностно-активное вещество, представленное следующей общей формулой (1):
в которой Z представляет собой алкильную группу с линейной или разветвленной цепью, содержащей от 1 до 12 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; R1 и R2 независимо представляют собой алкильную группу с линейной или разветвленной цепью, содержащей от 2 до 16 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; X представляет собой -SO3M, -OSO3M или -COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний).
Кроме того, в настоящем изобретении предлагается нетканый материал NW1, полученный воздушной набивкой, или нетканый материал NW2, полученный воздушной набивкой, содержащие термоскрепляемое волокно, к которому прилипает средство для обработки волокна. Нетканые материалы NW1 и NW2, полученные воздушной набивкой, содержат первый слой и второй слой, прилегающий к первому слою, и по меньшей мере один из первого слоя и второго слоя содержит термоскрепляемое волокно, к которому прилипает средство для обработки волокна.
Нетканый материал NW1, полученный воздушной набивкой, удовлетворяет следующему условию I.
(Условие I)
Если первый слой материала NW1 виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, со стороны, более отдаленной от второго слоя, определить как первый участок первого слоя; и участок, второй из двух равных участков, полученных при делении, со стороны, находящейся рядом со вторым слоем, определить как второй участок первого слоя, гидрофильность первого участка первого слоя, гидрофильность второго участка первого слоя и гидрофильность второго слоя удовлетворяют следующим соотношениям (11) и (12).
(11) Второй участок первого слоя имеет более высокую гидрофильность, чем первый участок первого слоя.
(12) Любой участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя. Средство для обработки волокна содержит вышеупомянутый компонент (A), компонент (B) и компонент (C).
Нетканый материал NW2, полученный воздушной набивкой, удовлетворяет следующему условию II.
(Условие II)
Если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя; и участок, второй из двух равных участков, полученных при делении, со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя, гидрофильность первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют следующим соотношениям (21) и (22).
(21) Первый участок второго слоя имеет более высокую гидрофильность, чем первый слой.
(22) Второй участок второго слоя имеет более высокую гидрофильность, чем первый участок второго слоя.
Средство для обработки волокна содержит вышеупомянутый компонент (A), компонент (B) и компонент (C).
Кроме того, в настоящем изобретении предлагается средство для обработки волокна для нетканых материалов. Средство для обработки волокна содержит следующий компонент (A), компонент (B) и компонент (C). Относительное содержание (по массе) компонента (A) относительно компонента (C) (первый/последний) составляет от 1:3 до 4:1, и компонент (A) содержится в количестве 30 масс.% или менее в расчете на массу средства для обработки волокна.
(A) Полиорганосилоксан;
(B) Сложный алкилфосфатный эфир; и
(C) Анионное поверхностно-активное вещество, представленное следующей общей формулой (1):
в которой Z представляет собой алкильную группу с линейной или разветвленной цепью, содержащей от 1 до 12 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; R1 и R2 независимо представляют собой алкильную группу с линейной или разветвленной цепью, содержащей от 2 до 16 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу, или двойную связь; X представляет собой -SO3M, -OSO3M или -COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний.
Краткое описание чертежей
На фиг.1(a) представлен вид в перспективе, иллюстрирующий один из вариантов осуществления нетканого материала согласно настоящему изобретению; и на фиг.1(b) представлено частично увеличенное изображение сечения, сделанного в направлении толщины нетканого материала, проиллюстрированного на фиг.1(a).
На фиг.2 представлена схема, иллюстрирующая стадию производства нетканого материала, который изготавливают частично гидрофобным с применением волокна, которое становится гидрофобным под действием тепла.
На фиг.3 схематично проиллюстрирована структура поперечного сечения еще одного нетканого материала согласно другому варианту осуществления настоящего изобретения.
На фиг.4 схематично проиллюстрирована структура поперечного сечения еще одного нетканого материала согласно другому варианту осуществления настоящего изобретения.
На фиг.5 схематично проиллюстрирована структура поперечного сечения еще одного нетканого материала согласно другому дополнительному варианту осуществления настоящего изобретения.
На фиг.6 схематично проиллюстрирована структура поперечного сечения еще одного нетканого материала согласно другому дополнительному варианту осуществления настоящего изобретения.
На фиг.7 представлена схема, иллюстрирующая устройство, подходящее для производства нетканого материала согласно настоящему изобретению.
На фиг.8 приведен график, показывающий результаты оценки градиента степени гидрофильности, полученного после термообработки.
На фиг.9 представлена схема, иллюстрирующая структуру поперечного сечения нетканого материала, производимого согласно сравнительным примерам.
Описание вариантов осуществления изобретения
Настоящее изобретение относится к получению нетканого материала, выполненного с возможностью решения проблем, которые имеются в прототипах, и к способу эффективного или простого производства нетканого материала.
Далее настоящее изобретение будет объяснено на основе предпочтительных вариантов его осуществления.
Нетканый материал согласно настоящему изобретению предпочтительно представляет собой нетканый материал, полученный воздушной набивкой.
Упоминаемый в настоящем изобретении "нетканый материал, полученный воздушной набивкой", представляет собой нетканый материал, производимый за счет использования стадии применения флюида с температурой 50ºC или выше (например, газа или пара) в отношении полотна или нетканого материала; и примеры "нетканого материала, полученного воздушной набивкой", включают не только нетканый материал, производимый исключительно на упомянутой стадии, но также нетканый материал, производимый путем дополнительного применения упомянутой стадии к нетканому материалу, производимому другим способом; или к нетканому материалу, производимому при осуществлении другой стадии после упомянутой стадии.
Кроме того, в качестве нетканого материала согласно настоящему изобретению включен не только нетканый материал, полученный воздушной набивкой, но также нетканый материал, полученный объединением нетканого материала, полученного воздушной набивкой, и волокнистого листа из другого нетканого материала или пленочного материала и т.п.
Нетканый материал согласно настоящему изобретению представляет собой нетканый материал, производимый с применением термоскрепляемого волокна, к поверхности которого прилипает средство для обработки волокна, содержащее конкретное соединение, и нетканый материал предпочтительно представляет собой нетканый материал, полученный воздушной набивкой.
Средство для обработки волокна, применяемое в настоящем изобретении, прилипает к поверхности термоскрепляемого волокна и придает поверхности термоскрепляемого волокна более высокую гидрофильность, чем гидрофильность поверхности, которая была до прилипания средства для обработки волокна.
Для нетканого материала согласно настоящему изобретению в качестве волокнистого компонента применяют термоскрепляемое волокно, к которому прилипает средство для обработки волокна, содержащее вышеупомянутый компонент (A), компонент (B) и компонент (C). Данное средство для обработки волокна применяется для того, чтобы регулировать гидрофильность нетканого материала согласно настоящему изобретению.
С практической точки зрения важно, чтобы термоскрепляемое волокно, к которому прилипает средство для обработки волокна, присутствовало на любом участке нетканого материала. Кроме того, нетканый материал согласно настоящему изобретению может содержать только термоскрепляемое волокно, к которому прилипает средство для обработки волокна, или может дополнительно содержать другой тип волокна или два или более других типов волокон.
Нетканый материал согласно настоящему изобретению может иметь однослойную структуру или может иметь многослойную структуру. Нетканый материал NW1, полученный воздушной набивкой, и нетканый материал NW2, полученный воздушной набивкой, которые являются предпочтительными вариантами осуществления нетканого материала согласно настоящему изобретению, имеют многослойную структуру, содержащую первый слой и второй слой. Первый слой и второй слой примыкают друг к другу и непосредственно касаются друг друга, и между первым слоем и вторым слоем нет промежуточного слоя. Вышеупомянутое термоскрепляемое волокно, к которому прилипает средство для обработки волокна, содержится в по меньшей мере одном из первого слоя и второго слоя. Например, первый слой содержит термоскрепляемое волокно, второй слой содержит термоскрепляемое волокно; или как первый слой, так и второй слой содержит термоскрепляемое волокно.
Первый слой и второй слой отличаются друг от друга по таким факторам, как тип материала волокна, из которого состоят слои, толщина волокна, наличие или отсутствие обработки для придания гидрофильных свойств и способ формования слоя. Если сечение в направлении толщины нетканого материала, полученного воздушной набивкой согласно настоящему изобретению, будет увеличено с помощью электронного микроскопа, благодаря вышеупомянутым факторам можно будет наблюдать границу между первым слоем и вторым слоем.
В каждом нетканом материале NW1, полученном воздушной набивкой, и нетканом материале NW2, полученном воздушной набивкой, поверхность со стороны первого слоя можно изготавливать таким образом, чтобы она служила в качестве используемой поверхности, или поверхность со стороны второго слоя можно изготавливать таким образом, чтобы она служила в качестве используемой поверхности. С практической точки зрения важно определять, исходя из специального применения нетканого материала, полученного воздушной набивкой, какая сторона должна изготавливаться таким образом, чтобы служить в качестве используемой поверхности. Например, в том случае, когда нетканый материал NW1, полученный воздушной набивкой, или нетканый материал NW2, полученный воздушной набивкой, применяется в качестве верхнего листа поглощающего изделия, предпочтительно изготавливать поверхность со стороны первого слоя таким образом, чтобы она служила в качестве используемой поверхности, в результате чего можно обеспечить использование различных характеристик, которыми обладает нетканый материал, полученный воздушной набивкой, в полном объеме.
Средство для обработки волокна, применяемое в нетканом материале согласно настоящему изобретению, и средство для обработки волокна, применяемое для обработки нетканого материала согласно настоящему изобретению, содержит компонент (A), компонент (B) и компонент (C), а именно полиорганосилоксан, сложный алкилфосфатный эфир и анионное поверхностно-активное вещество, представленное упоминаемой далее общей формулой (1), соответственно. Когда волокно, к которому прилипает средство для обработки волокна, содержащее три вышеупомянутых компонента, подвергается термообработке, полиорганосилоксан ускоряет проникновение анионного поверхностно-активного вещества, содержащего алкильную цепь, внутрь волокна, в результате чего благодаря термообработке гидрофильность поверхности волокна уменьшается. Причиной этого может служить то, что полисилоксановая цепь полиорганосилоксана и алкильная цепь анионного поверхностно-активного вещества несовместимы друг с другом, и, соответственно, когда волокно плавится при нагревании, анионное поверхностно-активное вещество проникает во внутреннюю часть волокна, с которой средство более совместимо. Среди вышеупомянутых компонентов анионное поверхностно-активное вещество, представленное общей формулой (1), содержит объемную алкильную группу и способно проникать внутрь волокна таким образом, чтобы окружить гидрофильную группу, и, следовательно, присутствие полиорганосилоксана легко ускоряет проникновение анионного поверхностно-активного вещества внутрь волокна. Благодаря этому, например, на одной из упоминаемых ниже стадий производства, то есть, на стадии наддува горячего воздуха на полотно, количество тепла, получаемого волокном в полотне, разумеется, различается между поверхностью, на которую наддувается горячий воздух, и поверхностью (поверхностью сетки), противоположной той поверхности, на которую наддувается горячий воздух, и, следовательно, количество передаваемого тепла различается между волокном на поверхности, на которую наддувается горячий воздух, и волокном на поверхности, противоположной той поверхности, на которую наддувается горячий воздух; и значение контактного угла также отличается для волокна на поверхности, на которую наддувается горячий воздух, и для волокна на поверхности, противоположной той поверхности, на которую наддувается горячий воздух. За счет этого можно производить нетканый материал с градиентом гидрофильности от одной поверхности, а именно, от первой поверхности нетканого материала (на виде сверху), до другой поверхности, а именно, до второй поверхности, находящейся на противоположной стороне относительно первой поверхности.
Далее будет описан каждый из компонентов.
Компонент (A)
В качестве полиорганосилоксана можно применять любой из линейных полиорганосилоксанов и полиорганосилоксанов, имеющих сшитую двухмерную или трехмерную сетчатую структуру. Предпочтительно применяется по существу линейный полиорганосилоксан.
Предпочтительные примеры полиорганосилоксана включают полимерный или циклический силоксан на основе алкилалкоксисилана, арилалкоксисилана или галогенированного алкилсилоксана; и типичным примером алкоксигруппы является метоксигруппа. В качестве алкильной группы предпочтительной является алкильная группа, которая может содержать боковую цепь, содержащую от 1 до 18 атомов углерода, предпочтительно от 1 до 8 атомов углерода, более предпочтительно от 1 до 4 атомов углерода. Примеры арильной группы включают фенильную группу, алкилфенильную группу и алкоксифенильную группу. Вместо алкильной группы или арильной группы можно применять циклическую углеводородную группу, такую как циклогексильная группа или циклопентильная группа, или аралкильную группу, такую как бензильная группа.
Кроме того, с точки зрения дополнительного ускорения проникновения поверхностно-активного вещества и получения при нагревании более высокого значения контактного угла с поверхностью волокна, примеры полиорганосилоксана, упоминаемого в настоящем изобретении, не включают полиорганосилоксан с модифицированной полиоксиэтиленовой (POE) цепью, имеющий высокую гидрофильность.
Наиболее типичные примеры полиорганосилоксана в настоящем изобретении включают полидиметилсилоксан, полидиэтилсилоксан и полидипропилсилоксан, и более предпочтительным является полидиметилсилоксан.
Полиорганосилоксан предпочтительно имеет высокую молекулярную массу, в частности, предпочтительно имеет средневесовую молекулярную массу 100000 или более, более предпочтительно 150000 или более, еще более предпочтительно 200000 или более и предпочтительно 1000000 или менее, более предпочтительно 800000 или менее, еще более предпочтительно 600000 или менее. Кроме того, в качестве полиорганосилоксана можно применять комбинацию двух или более типов полиорганосилоксанов с разной молекулярной массой. В том случае, когда можно применять два или более типов полиорганосилоксанов с разной молекулярной массой, один из полиорганосилоксанов предпочтительно имеет средневесовую молекулярную массу 100000 или более, более предпочтительно 150000 или более, еще более предпочтительно 200000 или более; и предпочтительно 1000000 или менее, более предпочтительно 800000 или менее, еще более предпочтительно 600000 или менее; а другой из полиорганосилоксанов предпочтительно имеет средневесовую молекулярную массу менее 100000, более предпочтительно 50000 или менее, более предпочтительно 35000 или менее, еще более предпочтительно 20000 или менее; и предпочтительно 2000 или более, более предпочтительно 3000 или более, еще более предпочтительно 5000 или более. Кроме того, отношение смешивания (по массе) полиорганосилоксана со средневесовой молекулярной массой 100000 или более и полиорганосилоксана со средневесовой молекулярной массой менее 100000 (первый/последний) предпочтительно составляет от 1:10 до 4:1, более предпочтительно от 1:5 до 2:1.
Средневесовую молекулярную массу полиорганосилоксана измеряли с применением гель-фильтрационной хроматографии (GPC). Условия измерения приведены ниже. Кроме того, молекулярную массу рассчитывали относительно полистирола.
Разделительная колонка: GMHHR-H + GMHHR-H (катион)
Элюент (растворитель): L Farmin DM20/CHCl3
Скорость подачи растворителя: 1,0 мл/мин
Температура разделительной колонки: 40ºC
С точки зрения увеличения изменения гидрофильности при термообработке, количество полиорганосилоксана, содержащегося в средстве для обработки волокна, предпочтительно составляет 1 масс.% или более, более предпочтительно 5 масс.% или более. Кроме того, с точки зрения получения жидкости, которая должна легко впитываться на поверхности нетканого материала, количество полиорганосилоксана, содержащегося в средстве для обработки волокна, предпочтительно составляет 30 масс.% или менее, более предпочтительно 20 масс.% или менее. Например, количество полиорганосилоксана, содержащееся в средстве для обработки волокна, предпочтительно составляет 1 масс.% или более и 30 масс.% или менее, более предпочтительно 5 масс.% или более и 20 масс.% или менее.
Кроме того, в том случае, когда нетканый материал согласно настоящему изобретению используется в поглощающем изделии в качестве верхнего листа, также с точки зрения предотвращения слишком большого уменьшения гидрофильности верхнего участка нетканого материала, другими словами, с точки зрения предотвращения увеличения количества прилипающей к коже выводимой из организма жидкости из-за более длинного расстояния протекания жидкости (упоминаемого далее), количество полиорганосилоксана, содержащееся в средстве для обработки волокна, предпочтительно находится в вышеупомянутом диапазоне.
В качестве полиорганосилоксана, выполняющего функцию компонента (A), можно применять полиорганосилоксаны, поступающие в продажу. Например, можно применять "KF-96H-1,000,000Cs", производимый компанией Shin-Etsu Silicone, и "SH200 Fluid 1,000,000Cs", производимый компанией Dow Corning Toray Co., Ltd.; кроме того, в качестве смеси, содержащей два типа полиорганосилоксанов, можно применять "KM-903", производимый компанией Shin-Etsu Silicone, и "BY22-060", производимый компанией Dow Corning Toray Co., Ltd.
Компонент (B)
С целью улучшения характеристик, таких как легкость прохождения хлопка-сырца через кардочесальную машину и однородность полотна, для увеличения выработки нетканого материала и предотвращения снижения качества нетканого материала в средство для обработки волокна подмешивают сложный алкилфосфатный эфир, выполняющий функцию компонента (B).
Примеры сложного алкилфосфатного эфира включают сложный алкилфосфатный эфир, содержащий насыщенную углеродную цепь, такой как сложный стеарилфосфатный эфир, сложный миристилфосфатный эфир, сложный лаурилфосфатный эфир и сложный пальмитилфосфатный эфир; сложный алкилфосфатный эфир, содержащий ненасыщенную углеродную цепь, такой как сложный олеилфосфатный эфир и сложный пальмитолеилфосфатный эфир; и сложный алкилфосфатный эфир, содержащий вышеупомянутые углеродные цепи в боковой цепи. Более предпочтительной является полностью нейтрализованная или частично нейтрализованная соль сложного моноалкилфосфатного или диалкилфосфатного эфира, содержащего от 16 до 18 атомов углерода. Следует отметить, что примеры соли сложного алкилфосфатного эфира включают щелочные металлы, такие как натрий и калий, аммоний и различные типы аминов. Можно применять один тип сложного алкилфосфатного эфира, как таковой, или можно применять комбинацию из двух или более типов таких эфиров.
С точки зрения легкости прохождения через кардочесальную машину, однородности полотна и т.п., количество соединения (B), примешиваемого к средству для обработки волокна, предпочтительно составляет 5 масс.% или более, более предпочтительно 10 масс.% или более; а чтобы не препятствовать гидрофобизации волокна с помощью полиорганосилоксана в результате термообработки, количество компонента (B) предпочтительно составляет 30 масс.% или менее, более предпочтительно 25 масс.% или менее.
Компонент (C)
Компонент (C) представляет собой анионное поверхностно-активное вещество, представленное вышеупомянутой общей формулой (1). Компонент (C) не содержит сложного алкилфосфатного эфира, выполняющего функцию компонента (B). Кроме того, в качестве компонента (C) можно применять один тип анионного поверхностно-активного вещества, как таковой, или можно применять комбинацию из двух или более типов анионного поверхностно-активного вещества.
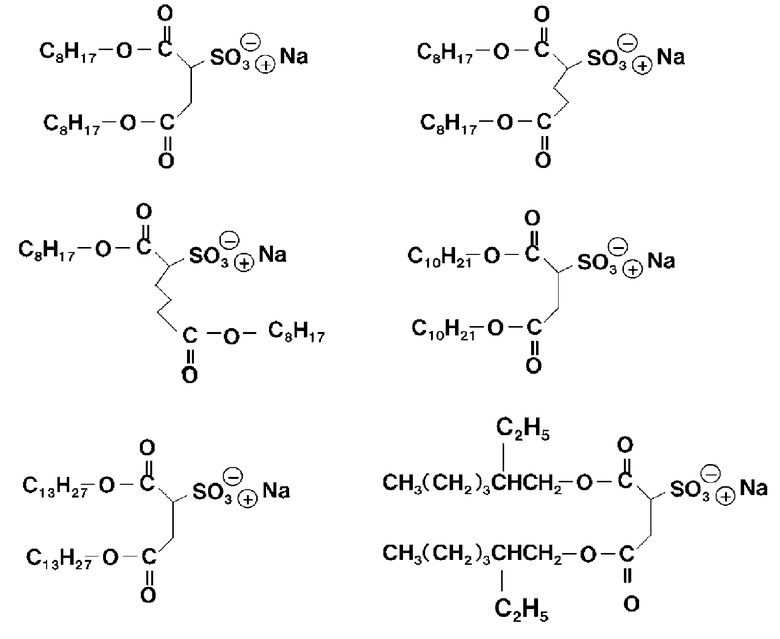
Примеры анионного поверхностно-активного вещества, в котором X в общей формуле (1) представляет собой -SO3M (то есть, гидрофильная группа представляет собой сульфоновую кислоту или ее соль), включают диалкилсульфоновые кислоты или их соли. Примеры диалкилсульфоновых кислот включают соединение, получаемое этерификацией дикарбоновой кислоты, такое как диалкилсульфоянтарная кислота и диалкилсульфоглутаровая кислота; и сульфонированием сложного диэфира в альфа-положении; причем примеры диалкилсульфоянтарной кислоты включают диоктадецилсульфоянтарную кислоту, дидецилсульфоянтарную кислоту, дитридецилсульфоянтарную кислоту и ди-(2-этилгексил)сульфоянтарную кислоту; сложный алкиловый эфир (или амид) жирной альфа-сульфокислоты, получаемый путем сульфонирования в альфа-положении сложного эфира (или амида) насыщенной жирной кислоты или ненасыщенной жирной кислоты, такой как сложный 1-этиловый эфир (или амид) 2-сульфотетрадекановой кислоты (натриевая соль) и сложный 1-этиловый эфир (или амид) 2-сульфогексадекановой кислоты (натриевая соль); и диалкилалкенсульфоновую кислоту, получаемую путем сульфонирования внутренней олефиновой связи углеводородной цепи или внутренней олефиновой связи ненасыщенной жирной кислоты. Каждая алкильная группа двух цепей диалкилсульфоновой кислоты предпочтительно содержит от 4 до 14 атомов углерода, более предпочтительно от 6 до 10 атомов углерода.
Более конкретные примеры вышеупомянутого анионного поверхностно-активного вещества, содержащего сульфоновую кислоту или ее соль в качестве гидрофильной группы, включают следующие анионные поверхностно-активные вещества.
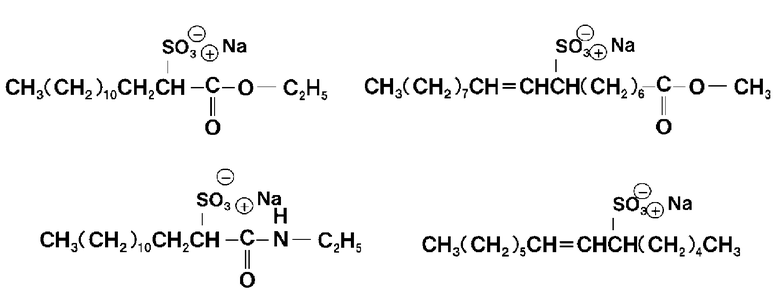
Примеры анионного поверхностно-активного вещества, где X в общей формуле (1) представляет собой -OSO3M (то есть, гидрофильная группа представляет собой серную кислоту или ее соль), включают сложный диалкилсульфатный эфир. Примеры сложного диалкилсульфатного эфира включают соединение, получаемое сульфатированием спирта, содержащего разветвленную цепь, такое как натриевая соль 2-этилгексилсульфата и натриевая соль 2-гексилдецилсульфата; соединение, получаемое введением POE-цепи между спиртом с разветвленной цепью и сернокислотной группой, такое как 2-гексилдецил(полиоксиэтилен)сульфат; и соединение, получаемое сульфатированием сложного эфира (или амида) жирной гидроксикислоты, такое как сложный 1-метиловый эфир (или амид) 12-сульфатированной стеариновой кислоты и 1-метиловый эфир (или амид) 3-сульфатированной гексановой кислоты (гексаноат).
Более конкретные примеры вышеупомянутого анионного поверхностно-активного вещества, содержащего серную кислоту или ее соль в качестве гидрофильной группы, включают следующие анионные поверхностно-активные вещества.
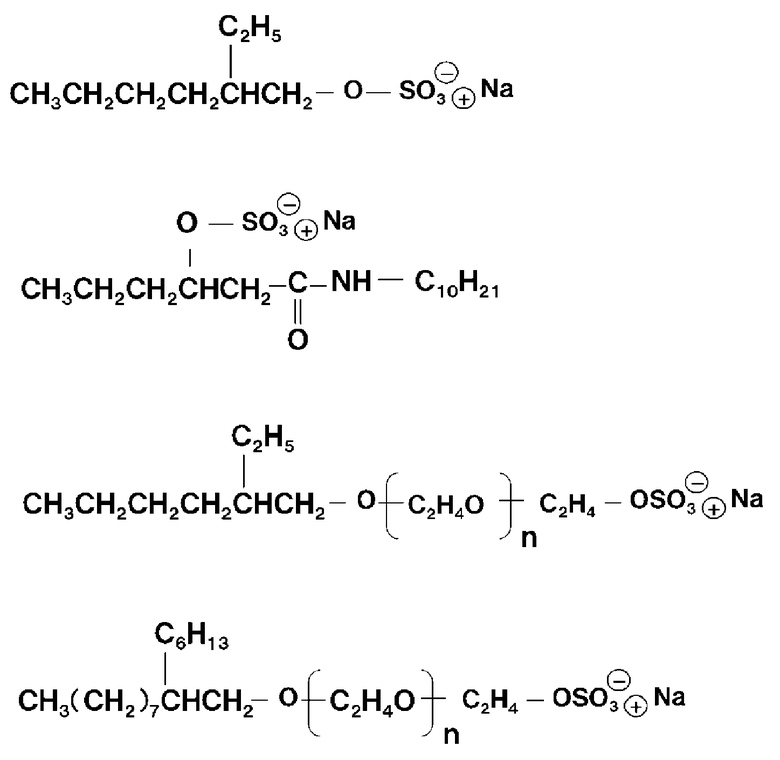
Примеры анионного поверхностно-активного вещества, где X в общей формуле (1) представляет собой -COOM (то есть, гидрофильная группа представляет собой карбоновую кислоту или ее соль), включают диалкилкарбоновую кислоту. Примеры диалкилкарбоновой кислоты включают соединение, получаемое алкоксилированием гидроксигруппы жирной гидроксикислоты и образованием натриевой соли такой жирной кислоты, причем такая жирная гидроксикислота включает натриевую соль 11-этоксигептадеканкарбоновой кислоты и натриевую соль 2-этоксипентанкарбоновой кислоты; соединение, получаемое путем взаимодействия хлорангидрида алкоксилированной жирной гидроксикислоты с аминогруппой аминокислоты, такой как саркозин или глицин, и образование натриевой соли аминокислоты, которая соединена с карбоновой кислотой; и соединение, получаемое путем взаимодействия хлорангидрида жирной кислоты с аминогруппой аргининовой кислоты.
Более конкретные примеры анионного поверхностно-активного вещества, содержащего карбоновую кислоту или ее соль в качестве гидрофильной группы, включают следующие анионные поверхностно-активные вещества.
В настоящем изобретении в качестве средства для обработки волокна применяют средство для обработки волокна, в котором смешаны анионное поверхностно-активное вещество, представленное общей формулой (1), и полиорганосилоксан, благодаря которому гидрофильность термоскрепляемого волокна, обработанного средством для обработки волокна, можно легко снижать при термообработке. Причиной этого является то, что полиорганосилоксан ускоряет проникновение анионного поверхностно-активного вещества, в частности, анионного поверхностно-активного вещества, содержащего две или более алкильных цепи, внутрь волокна, в результате чего гидрофильность поверхности волокна легко снижается при термообработке. Причиной этого может служить то, что полисилоксановая цепь полиорганосилоксана и алкильная цепь анионного поверхностно-активного вещества несовместимы друг с другом, и, соответственно, когда волокно плавится при нагревании, анионное поверхностно-активное вещество проникает во внутреннюю часть волокна, с которой средство более совместимо.
С точки зрения увеличения изменения гидрофильности, полученного после термообработки, количество компонента (C), смешиваемого в средстве для обработки волокна, предпочтительно составляет 1 масс.% или более, более предпочтительно 5 масс.% или более; и с точки зрения того, что слишком высокая гидрофильность заставляет жидкость легко удерживаться в нетканом материале, тем самым ухудшая сухость, количество компонента (C), смешиваемого в средстве для обработки волокна, предпочтительно составляет 20 масс.% или менее, более предпочтительно 13 масс.% или менее. Кроме того, количество компонента (C), смешиваемого в средстве для обработки волокна, предпочтительно составляет 1 масс.% или более и 20 масс.% или менее, более предпочтительно 5 масс.% или более и 13 масс.% или менее.
Относительное содержание (по массе) полиорганосилоксана, выполняющего функцию компонента (A), относительно анионного поверхностно-активного вещества, выполняющего функцию компонента (C) в средстве для обработки волокна (первый/последний), предпочтительно составляет от 1:3 до 4:1, более предпочтительно от 1:2 до 3:1. Кроме того, относительное содержание (по массе) полиорганосилоксана, выполняющего функцию компонента (A), относительно сложного алкилфосфатного эфира, выполняющего функцию компонента (B) в средстве для обработки волокна (первый/последний), предпочтительно составляет от 1:5 до 10:1, более предпочтительно от 1:2 до 3:1.
Помимо вышеупомянутых компонентов (A)-(C) в средстве для обработки волокна, применяемом в настоящем изобретении, могут содержаться другие компоненты. В качестве других содержащихся в смеси компонентов, которые отличаются от компонентов (A) - (C), можно применять анионное, катионное, амфотерное или неионогенное поверхностно-активное вещество и т.п.
Примеры анионного поверхностно-активного вещества включают алкилфосфаты натрия, фосфаты натрия и простых алкиловых эфиров, диалкилфосфаты натрия, диалкилсульфосукцинаты натрия, алкилбензолсульфонаты натрия, алкилсульфонаты натрия, алкилсульфата натрия и втор-алкилсульфаты натрия (каждый из таких алкилов предпочтительно содержит от 6 до 22 атомов углерода, более предпочтительно 8 до 22 атомов углерода). Вместо солей натрия в вышеупомянутых соединениях можно применять соли других щелочных металлов, такие как соли калия.
Примеры катионного поверхностно-активного вещества включают галогениды алкил-(или алкенил-)триметиламмония, галогениды диалкил-(или алкенил-)диметиламмония и галогениды алкилпиридиния (или алкенилпиридиния), и такие соединения предпочтительно содержат алкильную группу или алкенильную группу, содержащую от 6 до 18 атомов углерода. Примеры галогена в вышеупомянутых галогенидных соединениях включают хлор и бром.
Примеры амфотерного поверхностно-активного вещества включают алкилбетаины. Примеры алкилбетаинов включают амфотерное поверхностно-активное вещество типа бетаинов, такое как алкил(С1-30)диметилбетаины, алкил(С1-30)амидоалкил(С1-4)диметилбетаины, алкил(С1-30)дигидроксиалкил(С1-30)бетаины; и амфотерное поверхностно-активное вещество типа сульфобетаина; амфотерное поверхностно-активное вещество типа аминокислот, такое как амфотерное поверхностно-активное вещество типа аланина [например, типа алкил(С1-30)аминопропионовой кислоты, типа алкил(С1-30)иминодипропионовой кислоты и т.п.] и амфотерное поверхностно-активное вещество типа глицина [например, типа алкил(С1-30)аминоуксусной кислоты и т.п.]; амфотерное поверхностно-активное вещество, такое как алкилбетаин; и амфотерное поверхностно-активное вещество типа аминосульфоновой кислоты, такое как поверхностно-активное вещество типа алкил(С1-30)таурина. Среди них предпочтительными являются алкил(С1-30)диметилбетаины, и более предпочтительными являются алкилдиметилбетаины, содержащие от 16 до 22 атомов углерода (например, стеарил).
Примеры неионогенного поверхностно-активного вещества включают сложные эфиры многоатомного спирта и жирной кислоты (каждый из которых предпочтительно содержит жирную кислоту с 8-60 атомами углерода), такие как сложные эфиры жирных кислот и глицерина, сложные эфиры жирных кислот и полиглицерина (предпочтительно n=2-10) и сложные эфиры сорбита и жирных кислот; полиоксиалкилен (число добавленных молей от 2 до 20)алкил(С8-22)амиды; простые алкиловые(С8-22) эфиры полиоксиалкиленов (число добавленных молей от 2 до 20); полиоксиалкилен-модифицированные силиконы; и аминомодифицированные силиконы. Среди них предпочтительными являются сложные эфиры глицерина и жирных кислот, и более предпочтительным является монокаприлат глицерина.
К средству для обработки волокна, подлежащему применению для нетканого материала согласно настоящему изобретению, и средству для обработки волокна для нетканых материалов согласно настоящему изобретению можно добавлять средство для обработки, такое как ингибитор адгезии типа модифицированного силикона.
Волокно, обрабатываемое средством для обработки волокна
Термоскрепляемое волокно согласно настоящему изобретению обрабатывают средством для обработки волокна; и средство для обработки волокна прилипает по меньшей мере к поверхности термоскрепляемого волокна.
Термоскрепляемое волокно, применяемое в настоящем изобретении, представляет собой волокно, составляющее термоскрепляемый нетканый материал, и примеры термоскрепляемого волокна включают термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", термически нерастяжимое волокно, термоусаживающееся волокно, волокно с трехмерной извитостью, волокно с латентной извитостью и полое волокно. В настоящем изобретении предпочтительно применяется термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка".
Термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка" согласно настоящему изобретению обладает способностью к сцеплению при плавлении и до того, как к нему прилипает средство для обработки волокна, представляет собой бикомпонентное волокно типа "сердцевина-оболочка", подобное термоскрепляемому бикомпонентному волокну типа "сердцевина-оболочка". Бикомпонентное волокно типа "сердцевина-оболочка" может относиться к концентрическому типу "сердцевина-оболочка", эксцентрическому типу "сердцевина-оболочка", типу, где сердцевина и оболочка располагаются слоями, или к нестандартному типу волокна, но концентрический тип "сердцевина-оболочка" является предпочтительным.
Одним из примеров термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", к которому прилипает средство для обработки волокна, является бикомпонентное волокно типа "сердцевина-оболочка", содержащее участок оболочки, содержащей полиэтиленовую смолу, и сердцевину, содержащую компонент смолы с температурой плавления выше, чем температура плавления полиэтиленовой смолы (далее упоминается как бикомпонентное волокно P типа "сердцевина-оболочка"), описанное в патенте JP 2010-168715A. Примеры полиэтиленовой смолы, из которой состоит участок оболочки бикомпонентного волокна Р типа "сердцевина-оболочка", включают полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE) и линейный полиэтилен низкой плотности (LLDPE); и предпочтительным является полиэтилен высокой плотности, имеющий плотность от 0,935 до 0,965 г/см3. Компонент смолы, составляющий участок оболочки бикомпонентного волокна Р типа "сердцевина-оболочка", предпочтительно содержит только полиэтиленовую смолу, но могут смешиваться и другие типы смол. Примеры других смешиваемых смол включают полипропиленовую смолу, сополимер этилена и винилацетата (EVA) и сополимер этилена и винилового спирта (EVOH). Следует отметить, что предпочтительным является, чтобы в компонентах смолы, составляющих участок оболочки, полиэтиленовая смола составляла 50 масс.% или более, более предпочтительно 70 масс.% или более и 100 масс.% или менее. Кроме того, полиэтиленовая смола, составляющая участок оболочки бикомпонентного волокна Р типа "сердцевина-оболочка", имеет размер кристаллитов предпочтительно 10 нм или более и 20 нм или менее, более предпочтительно 11,5 нм или более и 18 нм или менее.
Роль участка оболочки бикомпонентного волокна Р типа "сердцевина-оболочка" заключается в том, чтобы придавать термоскрепляемому бикомпонентному волокну типа "сердцевина-оболочка" способность к сцеплению при плавлении и внедрять вышеупомянутое средство для обработки волокна во внутреннюю часть волокна во время термообработки. С другой стороны, сердцевина придает прочность термоскрепляемому бикомпонентному волокну типа "сердцевина-оболочка". В качестве компонента смолы, составляющего сердцевину бикомпонентного волокна Р типа "сердцевина-оболочка", можно применять, без ограничения, компонент смолы с более высокой температурой плавления, чем температура плавления полиэтиленовой смолы, служащей в качестве смолы, составляющей участок оболочки. Примеры компонента смолы, составляющего сердцевину, включают полиолефиновую смолу (за исключением полиэтиленовой смолы), такую как полипропиленовая (PP) смола, и полиэфирную смолу, такую как полиэтилентерефталатная (PET) и полибутилентерефталатная (PBT) смола. Кроме того, можно применять полиамидные полимеры, сополимеры, содержащие два или более типов вышеупомянутых компонентов смолы, и т.п. Можно применять комбинацию двух или более типов смол, и в таком случае температура плавления смолы с самой высокой температурой плавления, считается температурой плавления сердцевины.
С точки зрения легкости производства нетканого материала, термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", к которому прилипает средство для обработки волокна, является таким, что различие между температурой плавления компонента смолы, составляющего сердцевину, и температурой плавления компонента смолы, составляющего участок оболочки (последняя вычитается из первой), предпочтительно составляет 20ºC или более и предпочтительно 150ºC или менее. В том случае, когда в компоненте смолы, составляющем сердцевину, смешивается несколько типов смол, температура плавления смолы с самой высокой температурой плавления считается температурой плавления сердцевины.
Термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", к которому прилипает средство для обработки волокна, предпочтительно представляет собой волокно, длина которого может увеличиваться при нагревании (далее иногда упоминается как термически растяжимое бикомпонентное волокно). Примеры термически растяжимого волокна включают волокно, способное самопроизвольно удлиняться в результате изменения кристаллического состояния смолы при нагревании. В нетканом материале термически растяжимое волокно находится в состоянии, при котором длина волокна увеличивается при нагревании и/или волокно растягивается при нагревании. Термически растяжимое волокно позволяет средству для обработки волокна, находящемуся на его поверхности, легко встраиваться внутрь волокна во время нагревания, в результате чего в волокне и нетканом материале, производимом с применением волокна, при термообработке легко образуется множество участков, каждый из которых имеет в значительной степени отличающуюся гидрофильность.
Предпочтительное термически растяжимое бикомпонентное волокно включает первый компонент смолы, составляющий сердцевину, и второй компонент смолы, содержащий полиэтиленовую смолу, из которой состоит участок оболочки. Первый компонент смолы имеет более высокую температуру плавления, чем второй компонент смолы. Первый компонент смолы представляет собой компонент, который придает вышеупомянутому волокну способность растягиваться под действием тепла, и второй компонент смолы представляет собой компонент, который придает волокну способность к сцеплению при плавлении.
Температуры плавления первого компонента смолы и второго компонента смолы определяли с применением дифференциального сканирующего калориметра (DSC6200, производства компании Seiko Instruments Inc.), термический анализ образца тонкоизмельченного волокна (масса образца 2 мг) проводили при скорости нагревания 10ºC/мин, и по пику, соответствующему температуре плавления каждого из компонентов смолы, определяли соответствующие температуры плавления компонентов смолы. В том случае, когда с помощью такого способа нельзя четко определить температуру плавления второго компонента смолы, такая смола определяется как "смола, не имеющая температуры плавления". В таком случае температура, при которой второй компонент смолы связывается сплавлением до такой степени, что прочность связи, полученной сплавлением волокна, может быть измерена, определяется как температура размягчения, которая считается температурой, при которой молекулы второго компонента смолы начинают течь.
Предпочтительный коэффициент ориентации первого компонента смолы в термически растяжимом бикомпонентном волокне, естественно, различается в зависимости от применяемой в нем смолы. Например, в том случае, когда применяется полипропиленовая смола, коэффициент ориентации предпочтительно составляет 60% или менее, более предпочтительно 40% или менее, еще более предпочтительно 25% или менее. В том случае, когда первый компонент смолы представляет собой сложный полиэфир, коэффициент ориентации предпочтительно составляет 25% или менее, более предпочтительно 20% или менее, еще более предпочтительно 10% или менее. С другой стороны, второй компонент смолы предпочтительно имеет коэффициент ориентации предпочтительно 5% или более, более предпочтительно 15% или более, еще более предпочтительно 30% или более. Коэффициент ориентации представляет собой показатель степени ориентации полимерных цепей в смоле, составляющей волокно. Посредством установления соответствующих значений коэффициентов ориентации первого компонента смолы и второго компонента смолы в вышеупомянутом диапазоне значений термически растяжимое бикомпонентное волокно можно сделать растяжимым под действием тепла.
Коэффициенты ориентации первого компонента смолы и второго компонента смолы можно получать способом, описанным в параграфах [0027]-[0029] патента JP 2010-168715A. Кроме того, способ достижения вышеупомянутого коэффициента ориентации для каждого из компонентов смолы термически растяжимого бикомпонентного волокна описан в параграфах [0033]-[0036] патента JP 2010-168715A.
Термически растяжимое бикомпонентное волокно становится растяжимым под действием тепла при температуре, которая ниже температуры плавления первого компонента смолы. Кроме того, в термически растяжимом бикомпонентном волокне доля термического растяжения при температуре, которая на 10ºC выше температуры плавления второго компонента смолы (его температуры размягчения в случае смолы, не имеющей температуры плавления), предпочтительно составляет от 0,5 до 20%, более предпочтительно от 3 до 20%, еще более предпочтительно от 5,0 до 20%. Благодаря растяжению волокон нетканый материал, содержащий волокно, имеющее такую долю термического растяжения, становится объемным или демонстрирует трехмерный внешний вид. Степень растяжения волокна под воздействием тепла можно получить согласно способу, описанному в параграфах [0031]-[0032] патента JP 2010-168715A.
Отношение первого компонента смолы ко второму компоненту смолы в термически растяжимом бикомпонентном волокне (массовое отношение первый/последний) предпочтительно составляет от 10:90 до 90:10, более предпочтительно от 20:80 до 80:20, еще более предпочтительно от 50:50 до 70:30. Что касается длины термически растяжимого бикомпонентного волокна, подходящая длина применяется согласно способу производства нетканого материала. В том случае, когда нетканый материал производят, например, способом кардочесания, который упоминается далее, длина волокна предпочтительно составляет приблизительно от 30 до 70 мм.
Диаметр волокна для термически растяжимого бикомпонентного волокна может выбираться подходящим образом в зависимости от конкретного применения нетканого материала. В том случае, когда нетканый материал применяется в качестве элемента, входящего в состав поглощающего изделия, такого как верхний лист поглощающего изделия, применяют термически растяжимое бикомпонентное волокно с диаметром волокна предпочтительно от 10 до 35 мкм, более предпочтительно от 15 до 30 мкм. Следует заметить, что диаметр волокна для термически растяжимого бикомпонентного волокна уменьшается, когда волокно растягивается; и термин "диаметр волокна" относится к диаметру волокна в то время, когда нетканый материал реально применяется.
Кроме вышеупомянутого термически растяжимого бикомпонентного волокна можно применять термически растяжимые бикомпонентные волокна, описанные в патентах JP 4131852A, JP 2005-350836A, JP 2007-303035A, JP 2007-204899A, JP 2007-204901A и JP 2007-204902A.
Термоскрепляемое волокно может содержать оксид титана.
Оксид титана предпочтительно имеет диаметр частиц, например, от 0,1 мкм до 2 мкм, и на стадии прядения волокна может добавляться в смолу, применяемую для прядения (формования) волокна.
Применение волокна, содержащего оксид титана, позволяет придавать нетканому материалу более высокую степень белизны и более высокие маскирующие свойства. В частности, поглощающее изделие, в котором нетканый материал, содержащий волокно с оксидом титана, применяется для изготовления элемента для верхней поверхности или т.п., имеет более высокие маскирующие свойства в отношении жидкостей организма, таких как менструальная кровь и моча, поглощаемых впитывающим элементом, и обеспечивает визуальную сухость, связанную с внешним видом изделия после использования.
Оксид титана можно добавлять в произвольном количестве, однако с точки зрения достижения более высоких маскирующих свойств, количество оксида титана, содержащееся в термоскрепляемом волокне, предпочтительно составляет 0,5 масс.% или более, более предпочтительно 1 масс.% или более в расчете на общую массу волокна; и кроме того, с точки зрения производительности, прочности волокна и характеристик растяжения, пригодности для переработки способом кардочесания на стадии производства нетканого материала, и обрабатываемости при разрезании на стадии последующей обработки, количество оксида титана, содержащееся в термоскрепляемом волокне, предпочтительно составляет 5 масс.% или менее, более предпочтительно 4,5 масс.% или менее в расчете на общую массу волокна.
Обработка волокна средством для обработки волокна
Прилипание (адгезия) средства для обработки волокна к термоскрепляемому бикомпонентному волокну типа "сердцевина-оболочка" согласно настоящему изобретению предусматривает получение более высокой гидрофильности поверхности волокна, чем гидрофильность волокна перед тем, как средство прилипает к волокну.
С точки зрения улучшения гидрофильности термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", количество прилипающего к поверхности средства для обработки волокна предпочтительно составляет 0,1 масс.% или более, более предпочтительно от 0,1 до 1,5 масс.%, еще более предпочтительно от 0,2 до 1,0 масс.% в расчете на общую массу термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка" за исключением средства для обработки волокна.
В качестве способа получения прилипания средства для обработки волокна к поверхности волокна могут использоваться различные, хорошо известные способы без каких-либо ограничений. Примеры включают нанесение покрытия распылением, нанесение покрытия с помощью щелевого устройства для нанесения покрытий, нанесение покрытия с помощью перемещающегося валика и окунания в гидрофильное масло. Такие обработки могут осуществляться на волокне перед переработкой волокна в полотно, или могут осуществляться на волокне после переработки волокна в полотно различными способами. Волокно, к поверхности которого прилипло средство для обработки волокна, сушат при температуре, которая значительно ниже температуры плавления этиленовой смолы (например, при 120ºC или менее), например, в сушилке с наддувом горячего воздуха.
Термоскрепляемое волокно согласно настоящему изобретению предпочтительно применяется для получения листовых материалов, таких как полотно и нетканый материал. Кроме того, полученные листовые материалы могут составлять часть слоев слоистого материала (ламината). Кроме того, посредством осуществления термической обработки во время стадии получения листового материала или посредством термической обработки после получения листового материала или ламината можно уменьшать гидрофильность желательных участков. Что касается уменьшения гидрофильности, гидрофильность может уменьшаться по всему листовому материалу или гидрофильность может уменьшаться в некоторых частях листового материала. Толщину волокон (тонину) выбирают в подходящем диапазоне в зависимости от применения того листового материала, такого как нетканый материал, который производится с применением такого волокна, однако с точки зрения производства мягкого и приятного на ощупь нетканого материала и т.п., толщина волокна предпочтительно составляет от 1,0 до 10,0 дтекс, более предпочтительно от 2,0 до 8,0 дтекс.
В нетканом материале согласно настоящему изобретению термоскрепляемое волокно может включать термически растяжимое волокно и термически нерастяжимое волокно. Термически нерастяжимое волокно представляет собой бикомпонентное конъюгированное волокно, содержащее компонент с высокой температурой плавления и компонент с низкой температурой плавления. Компонент с низкой температурой плавления постоянно присутствует в направлении длины волокна на по меньшей мере части поверхности волокна. В качестве бикомпонентного волокна (термически нерастяжимого волокна) можно использовать различные формы такого волокна, такие как термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка" и типа "бок-о-бок" и любые другие формы. Термоскрепляемое бикомпонентное волокно подвергают обработке вытягиванием на стадии подготовки исходного материала. Упоминаемая здесь "обработка вытягиванием" представляет собой операцию вытягивания приблизительно с 2-6-кратным отношением вытягивания. Отношение смешивания термически растяжимого волокна и термически нерастяжимого волокна предпочтительно равно массовому отношению первый/последний и составляет от 1:9 до 9:1, более предпочтительно от 4:6 до 6:4. Такое отношение смешивания обеспечивает более легкое восстановление объема нетканого материала под действием горячего воздуха, и позволяет нетканому материалу иметь лучшую текстуру и лучшую способность к высыханию, чем у нетканого материала, полученного с применением только одного вида каждого из волокон.
Таким образом, применение термообработки в отношении полотна и нетканого материала, которые производят с применением термоскрепляемого волокна, позволяет нетканому материалу иметь множество участков, каждый из которых имеет разную гидрофильность.
Для термоскрепляемого волокна согласно настоящему изобретению контактный угол воды на волокне, отобранном из нетканого материала, предпочтительно составляет 90 градусов или менее. Увеличение гидрофильности поверхности с помощью средства для обработки волокна обеспечивает образование в волокне, как таковом, и нетканом материале, производимом с применением такого волокна, множества секций, каждая из которых имеет значительно отличающуюся гидрофильность. С такой точки зрения, термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", отобранное из нетканого материала согласно настоящему изобретению, имеет контактный угол с водой предпочтительно 90 градусов или менее, более предпочтительно 85 градусов или менее, и, кроме того, поскольку слишком высокая гидрофильность волокна заставляет жидкость легко удерживаться на волокне, волокно имеет контактный угол с водой предпочтительно 60 градусов или более, более предпочтительно 65 градусов или более. Кроме того, термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка" образует контактный угол с водой предпочтительно в диапазоне от 65 до 85 градусов, более предпочтительно от 70 до 80 градусов. Уменьшение гидрофильности является синонимом увеличения контактного угла.
Контактный угол воды на волокне, отобранном из нетканого материала, измеряли следующим способом. В качестве измерительного устройства использовали автоматический измеритель контактных углов MCA-J производства компании Kyowa Interface Science Co., Ltd. Для измерения контактных углов применяют дистиллированную воду. Объем жидкости, инжектируемый из инжектора капель воды струйного устройства (импульсный инжектор CTC-25 с инжекционным соплом диаметром 25 мкм производства компании Cluster Technology Co., Ltd.), настраивают на 20 пиколитров, и капают каплю воды непосредственно над волокном. Процесс капания регистрируют на высокоскоростном регистрационном устройстве, соединенном с горизонтально расположенной камерой. С учетом того, что анализ зарегистрированных изображений будет проводиться позднее, регистрационное устройство предпочтительно представляет собой персональный компьютер, оборудованный высокоскоростной видеокамерой. При таком измерении изображения регистрируют каждые 17 мсек. Из зарегистрированных изображений первое изображение, которое показывает каплю воды, приземляющуюся на волокно, отобранное из нетканого материала, анализируют с помощью прилагаемого программного обеспечения FAMAS (версия программного обеспечения: 2.6.2; методика анализа: способ фиксированной капли; метод анализа: метод θ/2; алгоритм обработки изображения: неотражающий; режим обработки изображений: рамочный; пороговый уровень: 200; коррекция кривизны: нет), и вычисляют угол, образующийся между волокном и поверхностью раздела капля воды/воздух, который считается контактным углом.
Относительно образца для измерения (волокно, отобранное из нетканого материала) следует заметить, что каждое волокно из верхнего слоя, расположенного на верхнем участке P1 выступа, на участке в окрестности углубления и на соответствующем участке обратной поверхности (плоская лицевая сторона) P2, которые проиллюстрированы на фиг.1(b), разрезают на куски по 1 мм и помещают волокно на предметный столик измерителя контактных углов, удерживают на нем горизонтально и измеряют контактные углы в двух разных точках для каждого кусочка волокна. Для каждого из вышеупомянутых участков измеряют контактные углы для пяти (N=5) кусочков волокна до первого знака после запятой, и значение (округленное до первого знака после запятой), полученное путем усреднения значений, измеренных в общей сложности для 10 точек, определяют как контактный угол для каждого из участков.
На фиг.1(a) и фиг.1(b) проиллюстрирован нетканый материал 1 в качестве одного из вариантов осуществления нетканого материала согласно настоящему изобретению; и нетканый материал 1 получают формованием полотна из термоскрепляемого волокна согласно настоящему изобретению с последующим уменьшением гидрофильности части полотна. В качестве способа получения полотна из термоскрепляемого волокна согласно настоящему изобретению можно применять различные хорошо известные способы, такие как способ кардочесания, аэродинамический способ холстоформирования и способ скрепления прядением, однако, как показано на фиг.2, способ с применением кардочесальной машины 11' (способ кардочесания) является предпочтительным.
Нетканый материал, проиллюстрированный на фиг.1(a) и фиг.1(b) получают таким способом, который проиллюстрирован на фиг.2, используя в качестве исходного материала агрегат коротких волокон, содержащий волокно, гидрофильность которого можно уменьшать под действием тепла; полотно 12' формуют с использованием кардочесальной машины 11'; и полотно 12' вводят в устройство 13 для выдавливания рельефа, оборудованное парой валиков 14 и 15 для выдавливания рельефа, получая при этом полотно 16; и полотно 16 с выдавленным рельефом подвергают термической обработке типа продувки воздуха (воздушной набивки) с применением устройства 17 для обработки горячим воздухом.
Пара валиков, применяемых для выдавливания рельефа, включает валик для выдавливания рельефа 14, имеющий выступы для выдавливания рельефа в виде структуры решетки на своей цилиндрической поверхности, и гладкий валик 15, имеющий гладкую цилиндрическую поверхность, расположенную напротив лицевой стороны валика для выдавливания рельефа. Выдавливание рельефа осуществляют посредством приложения давления и сжатия полотна между выступами валика 14 для выдавливания рельефа и плоской цилиндрической поверхностью гладкого валика 15. Благодаря этому получают нетканый материал, содержащий тонкую секцию 18 (секция с выдавленным рельефом), отформованную путем выдавливания рельефа, и толстую секцию 19, которая отличается от тонкой секции 18.
В одном из вариантов способа получения нетканого материала согласно настоящему изобретению температура, прикладываемая к полотну 12' во время выдавливания рельефа для получения нетканого материала 1, поддерживается равной или ниже температуры плавления полиэтиленовой смолы, составляющей участок оболочки термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка"; и во время последующей обработки горячим воздухом поддерживается температура, равная или выше температуры плавления полиэтиленовой смолы и равная или ниже температуры плавления компонента смолы сердцевины. При таком способе выдавливании рельефа, области полотна, более близкие к секциям с выдавленным рельефом, из-за сжатия обладают уменьшенной проницаемостью для воздуха, в то время как плавление полиэтиленовой смолы в секциях с выдавленным рельефом может стать полным только в случае приложения давления, и поэтому ее плавление поддерживается на минимальном уровне. С другой стороны, во время обработки горячим воздухом, в основном, через секцию, которая уплотняется из-за выдавливания рельефа (секция с выдавленным рельефом), едва проходит горячий воздух или проходит ограниченное количество горячего воздуха; при этом горячий воздух склонен проходить более толстую секцию, в отличие от секции с выдавленным рельефом, и, следовательно, гидрофильность толстого участка уменьшается.
Таким образом получают нетканый материал, в котором тонкая секция 18, сформированная путем выдавливания рельефа, и/или ее периферийный участок служит в качестве гидрофильного участка, и участок, расположенный ближе к толстой секции 19, в отличие от тонкой секции и ее периферийного участка, является относительно более гидрофобным; и участок в окрестности самой толстой секции обладает самой высокой гидрофобностью. Кроме того, вышеупомянутая обработка горячим воздухом обеспечивает плавление участка оболочки в секции, отличающейся от секции с выдавленным рельефом, и тем самым обеспечивает термическое сплавление в местах пересечения волокон, в результате чего получают нетканый материал с высокой прочностью.
Нетканый материал 1, проиллюстрированный на фиг.1(a) и фиг.1(b), имеет однослойную структуру. Нетканый материал 1 имеет структуру, в которой одна его сторона представляет собой лицевую сторону 10b с выступами и углублениями, содержащую выступы и углубления, и другая его сторона представляет собой плоскую лицевую сторону 10a, которая является плоской или имеет более низкий уровень выступов и углублений, чем лицевая сторона с выступами и углублениями.
Толстая секция 19 и тонкая секция 18 в нетканом материале 1 образуют выступ 119 и углубление 118 на лицевой стороне 10b с выступами и углублениями нетканого материала 1, соответственно. Углубление 118 включает первые линейные углубления 118a, тянущиеся параллельно друг другу, и вторые линейные углубления, 118b, тянущиеся параллельно друг другу, и первые линейные углубления 118a и вторые линейные углубления 118b пересекаются друг с другом под заданным углом. Выступы 119 формируются в замкнутых ромбических областях, окруженных углублениями 118.
Верхний участок P1 толстой секции представляет собой верхний участок P1 выступа 119, сформированного толстой секцией 19 на лицевой стороне 10b с выступами и углублениями нетканого материала. Гидрофильность тонкой секции 18 или участка P3, который находится в окрестности тонкой секции 18, предпочтительно выше, чем гидрофильность верхнего участка P1 толстой секции 19, поэтому, когда со стороны лицевой стороны 10b с выступами и углублениями поступает жидкость, эта жидкость имеет возможность уходить в сторону плоской лицевой стороны 10a, что приводит к получению меньшего количества жидкости, остающейся в нетканом материале 1. Кроме того, гидрофильность предпочтительно постепенно увеличивается от верхнего участка P1 толстой секции 19 к тонкой секции (секция с выдавленным рельефом) 18 или участку P3 в ее окрестности.
Во время выдавливания рельефа лицевая сторона 10b с выступами и углублениями нетканого материала 1 обращена к валику для выдавливания рельефа 14 и располагается по другую сторону сетчатой поверхности (проницаемого для воздуха опорного материала) во время обработки горячим воздухом типа воздушной набивки, на которую непосредственно надувается горячий воздух. Благодаря этому, в том случае, когда термически растяжимое бикомпонентное волокно применяется в качестве составляющего волокна нетканого материала, термически растяжимое бикомпонентное волокно будет удлиняться на лицевой стороне 10b с выступами и углублениями более значительно, чем на плоской лицевой стороне 10a. Следовательно, термически растяжимое бикомпонентное волокно на поверхности плоской лицевой стороны 10a будет иметь больший диаметр волокна, чем диаметр волокна на поверхности лицевой стороны 10b с выступами и углублениями. Кроме того, гидрофильность толстой секции 19 на лицевой стороне 10b с выступами и углублениями станет ниже, чем гидрофильность на плоской лицевой стороне 10a.
С точки зрения регулирования изменений гидрофильности секции с выдавленным рельефом и/или участка в ее окрестности (на периферийном участке), в способе производства нетканого материала 1 температура, прикладываемая к полотну во время выдавливания рельефа, предпочтительно равна или выше температуры, которая на 20ºC ниже температуры плавления полиэтиленовой смолы, составляющей участок оболочки, и предпочтительно ниже, чем температура плавления компонента смолы, из которой состоит сердцевина. С другой стороны, температура, прикладываемая во время обработки горячим воздухом, предпочтительно равна или выше, чем температура, которая на 10ºC ниже температуры плавления полиэтиленовой смолы, более предпочтительно равна или выше температуры плавления полиэтиленовой смолы, еще более предпочтительно равна или выше, чем температура, которая на 5ºC выше температуры плавления полиэтиленовой смолы, с точки зрения надежного осуществления изменений гидрофильности.
Термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка" согласно настоящему изобретению или нетканый материал, производимый с применением термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", позволяет производить нетканый материал с множеством секций, каждая из которых имеет значительно отличающуюся гидрофильность, не требуя при этом какого-либо сложного устройства и специального устройства, и в случае применения такого материала, например, в качестве верхнего листа поглощающих изделий, таких как гигиенические прокладки, прокладки на каждый день и подгузники одноразового использования, полученный нетканый материал будет обеспечивать приятную текстуру, оставлять меньше жидкости, остающейся на его поверхности, вызывать меньшее протекание жидкости на его поверхности, демонстрируя таким образом хорошие характеристики поглощения.
Следует отметить, что в настоящем описании элемент для верхней поверхности является синонимом верхнего листа.
Гидрофильность термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка" согласно настоящему изобретению или полотна, содержащего термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", уменьшается при термической обработке. С практической точки зрения важно, чтобы гидрофильная секция и секция, имеющая гидрофильность нетканого материала согласно настоящему изобретению, имели более высокую гидрофильность по сравнению с секциями, гидрофильность которых уменьшается при термической обработке. Кроме того, с практической точки зрения важно, чтобы гидрофобная секция и секция, имеющая гидрофобность нетканого материала согласно настоящему изобретению, имели более низкую гидрофильность по сравнению с той же секцией перед уменьшением гидрофильности с помощью термической обработки или с секцией, у которой гидрофильность не уменьшается. С практической точки зрения важно, чтобы обработка с целью уменьшения гидрофильности проводилась таким, чтобы обеспечить более низкую гидрофильность, по сравнению с гидрофильностью перед термической обработкой. Уменьшение гидрофильности является синонимом увеличения контактного угла. Упоминаемое здесь уменьшение гидрофильности эквивалентно разности контактных углов, которая равна или выше 2 градусов, и разность контактных углов предпочтительно составляет 2,5 градуса или более, более предпочтительно 3 градуса или более, еще более предпочтительно 5 градусов или более. Кроме того, разность контактных углов предпочтительно составляет 10 градусов или менее, более предпочтительно 8 градусов или менее, еще более предпочтительно 7 градусов или менее.
Нетканый материал согласно настоящему изобретению можно изготавливать объемным (трехмерным) с помощью дополнительной обработки после того, как его гидрофильность частично понижена, и, кроме того, можно подходящим образом осуществлять дополнительную обработку, такую как частичная обработка для придания гидрофильных свойств. Кроме того, нетканый материал согласно настоящему изобретению может иметь градиент гидрофильности либо в направлении толщины, либо в направлении его плоскости, и может иметь градиент гидрофильности, как в направлении толщины, так и в направлении его плоскости.
Нетканый материал согласно настоящему изобретению можно применять в различных областях путем использования его характеристик, например, градиента гидрофильности или т.п., другими словами, характеристик, при которых часть нетканого материала является гидрофильной, а другая его часть является гидрофобной или имеет более низкую гидрофильность. Нетканый материал соответственно можно подходящим образом применять, например, в качестве верхнего листа, второго листа (листа, расположенного между верхним листом и впитывающим элементом), нижнего листа или листа, не допускающего протечек, поглощающих изделий, таких как гигиенические прокладки, прокладки на каждый день, подгузники одноразового использования и урологические прокладки, применяемые для поглощения жидкости, выделяемой из организма; в качестве листового материала для персональных чистящих салфеток; листового материала для ухода за кожей; и обтирочных материалов для различных объектов.
Поверхностную плотность нетканого материала и полотна, применяемого для производства нетканого материала, выбирают в подходящем диапазоне согласно конкретному применению целевого нетканого материала. Поверхностная плотность получаемого в конце нетканого материала предпочтительно составляет 10 г/м2 или более и 80 г/м2 или менее, более предпочтительно 15 г/м2 или более и 60 г/м2 или менее.
В том случае, когда нетканый материал 1 применяется, например, в качестве верхнего листа поглощающего изделия, его поверхностная плотность предпочтительно составляет от 10 до 80 г/м2, более предпочтительно от 15 до 60 г/м2. В том случае, когда нетканый материал 1 используют для подобного применения, после восстановления объема под действием горячего воздуха выступ 119 (толстая секция 9) в нетканом материале 1 имеет толщину предпочтительно от 0,5 до 3 мм, более предпочтительно от 0,7 до 3 мм. С другой стороны, углубление 118 (тонкая секция 18) имеет толщину предпочтительно от 0,01 до 0,4 мм, более предпочтительно от 0,02 до 0,2 мм. Следует отметить, что толщина углубления 118 по существу не меняется до и после наддува горячего воздуха. Толщины выступов 119 и углублений 118 измеряли путем наблюдения вертикального поперечного сечения нетканого материала 1. Сначала нетканый материал разрезают на образцы для измерений в виде кусков размером 100 мм × 100 мм. Пластинку с массой 12,5 г (диаметром 56,4 мм) помещают на кусок для измерений и прикладывают к нему нагрузку 49 Па. Вертикальное поперечное сечение нетканого материала наблюдают в этом состоянии с помощью микроскопа (VHX-900, производства компании Keyence Corporation), измеряя при этом толщины выступа 119 и углубления 118. Следует отметить, что в том случае, когда в нетканом материале сформированы выступ (толстая секция) и углубление (тонкая секция), термин "толщина нетканого материала" означает толщину выступа (толстой секции).
Отношение площадей углубления 118 и выступа 119 в нетканом материале 1 выражается как доля выдавленного рельефа (процент площади с выдавленным рельефом, то есть, процент общей площади углублений от всей площади нетканого материала 1), и влияет на восприятие объема (пухлость) и прочность нетканого материала 1. С такой точки зрения, доля выдавленного рельефа в нетканом материале 1 предпочтительно составляет от 5 до 35%, более предпочтительно от 10 до 25%. Долю выдавленного рельефа измеряли следующим способом. Сначала получают увеличенную фотографию поверхности нетканого материала 1 с использованием микроскопа (VHX-900, производства компании Keyence Corporation), и затем на увеличенную фотографию такой поверхности помещают шкалу для измерения размера секций с выдавленным рельефом на всей площади T измеренного участка, и рассчитывают площадь U секций с выдавленным рельефом.
Долю выдавленного рельефа можно рассчитать по формуле: (U/T)×100.
Нетканый материал NW1, полученный воздушной набивкой, который представляет собой предпочтительный вариант осуществления изобретения нетканого материала согласно настоящему изобретению, содержит термоскрепляемое волокно, к которому прилипает средство для обработки волокна, благодаря чему нетканый материал имеет градиент гидрофильности вдоль направления его толщины, если рассматривать нетканый материал, полученный воздушной набивкой, в целом. В частности, если первый слой виртуально разделить на два равных участка в направлении его толщины, и участок (один из двух равных участков, полученных при делении), расположенный со стороны, более отдаленной от второго слоя, определить как первый участок первого слоя, и участок (другой из двух равных участков, полученных при делении), расположенный со стороны, находящейся рядом со вторым слоем, определить как второй участок первого слоя, гидрофильность первого участка первого слоя, гидрофильность второго участка первого слоя и гидрофильности второго слоя удовлетворяют следующим соотношениям (11) и (12):
(11) второй участок первого слоя имеет более высокую гидрофильность, чем первый участок первого слоя;
(12) любой участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя.
В нетканом материале NW1, полученном воздушной набивкой, соотношение гидрофильностей между первым участком первого слоя, вторым участком первого слоя и вторым слоем следующее: первый участок первого слоя < второй участок первого слоя < любой участок второго слоя. "Любой участок второго слоя" представляет собой участок с самой высокой гидрофильностью среди гидрофильностей, измеренных в направлении толщины второго слоя. То же самое действительно в отношении первого участка первого слоя и второго участка первого слоя, то есть, гидрофильности первого участка первого слоя и второго участка первого слоя представляют собой гидрофильности участков, каждый из которых имеет самую высокую гидрофильность, когда гидрофильности первого и второго участков измеряют вдоль направления их толщины. Кроме того, "гидрофильность", упоминаемая в настоящем изобретении, определяется на основе контактного угла волокна, измеренного согласно описанному ниже способу. В частности, низкая гидрофильность является синонимом большого контактного угла, и высокая гидрофильность является синонимом маленького контактного угла.
Способ измерения контактных углов
Измеряли контактный угол воды на волокне, отобранном из предварительно установленного участка в направлении толщины нетканого материала. В качестве измерительного устройства использовали автоматический измеритель контактных углов MCA-J производства компании Kyowa Interface Science Co., Ltd. Для измерения контактных углов применяли дистиллированную воду. Объем жидкости, инжектируемый из инжектора капель воды струйного устройства (импульсный инжектор CTC-25 с инжекционным соплом диаметром 25 мкм производства компании Cluster Technology Co., Ltd.) настраивают на 20 пиколитров, и капают каплю воды непосредственно над волокном. Процесс капания регистрируют на высокоскоростном регистрационном устройстве, соединенном с горизонтально расположенной камерой. С учетом того, что анализ зарегистрированных изображений будет проводиться позднее, регистрационное устройство предпочтительно представляет собой персональный компьютер, оборудованный высокоскоростной видеокамерой. При данном измерении изображения регистрируют каждые 17 мсек. Из зарегистрированных изображений первое изображение, которое показывает каплю воды, приземляющуюся на волокно, отобранное из нетканого материала, анализируют с помощью прилагаемого программного обеспечения FAMAS (версия программного обеспечения: 2.6.2; методика анализа: способ фиксированной капли; метод анализа: метод θ/2; алгоритм обработки изображения: неотражающий; режим обработки изображений: рамочный; пороговый уровень: 200; коррекция кривизны: нет), и вычисляют угол, образующийся между волокном и поверхностью раздела капля воды/воздух, который считается контактным углом. Волокно, отобранное из нетканого материала, нарезают на куски длиной 1 мм и помещают волокно на предметный столик измерителя контактных углов и удерживают на нем горизонтально. Измеряют контактные углы в двух разных точках для каждого кусочка волокна. Контактные углы (N=5) для волокна измеряли до первого знака после запятой, и значение (округленное до первого знака после запятой), полученное путем усреднения значений, измеренных в 10 точках, в итоге определяют как контактный угол.
Как упоминалось выше, гидрофильность нетканого материала NW1, полученного воздушной набивкой, увеличивается от первого участка первого слоя ко второму участку первого слоя. Кроме того, гидрофильность нетканого материала NW1, полученного воздушной набивкой, увеличивается от второго участка первого слоя ко второму слою. Благодаря вышеупомянутому градиенту гидрофильности, обеспечиваемому в направлении толщины, когда жидкость попала на первую лицевую сторону нетканого материала NW1, полученного воздушной набивкой, жидкость быстро просачивается через нетканый материал. Благодаря этому жидкость с меньшей вероятностью стекает и растекается на поверхности первой лицевой стороны. В результате жидкость почти не остается на поверхности первой лицевой стороны, на которую жидкость попала. Такие поразительные эффекты более значительны, когда нетканый материал NW1, полученный воздушной набивкой, применяется в качестве верхнего листа поглощающего изделия, в котором поверхность первой лицевой стороны нетканого материала NW1, полученного воздушной набивкой, обращена к коже.
На фиг.3-фиг.5 показаны различные примеры нетканого материала NW1, полученного воздушной набивкой и имеющего вышеупомянутый градиент гидрофильности. Далее будут объяснены нетканые материалы, полученные воздушной набивкой, имеющие формы, проиллюстрированные на упомянутых фигурах.
Нетканый материал 1A, полученный воздушной набивкой, проиллюстрированный на фиг.3, имеет первый слой 10 и второй слой 20. Первый слой 10 и второй слой 20 непосредственно соприкасаются друг с другом, и между первым слоем 10 и вторым слоем 20 нет промежуточного слоя. Как первый слой 10, так и второй слой 20 состоят из одного слоя волокна и не представляют собой слоистый элемент, содержащий несколько слоев, дополнительно разделенных на подслои. Первый слой 10 и второй слой 20 сцеплены по всей области их поверхностей, обращенных друг к другу, и между слоями 10 и 20 не образуется свободного пространства. Следует отметить, что, как проиллюстрировано на фиг.3, первый слой 10 и второй слой 20 имеют одинаковую толщину. Это связано с тем, что каждый из слоев 10 и 20 показан схематично и в фактическом нетканом материале 1A, полученном воздушной набивкой, толщины первого слоя 10 и второго слоя 20 могут отличаться друг от друга.
Как первый слой 10, так и второй слой 20 состоят из волокна, осаждаемого беспорядочно. Волокна, составляющие первый слой 10, представляют собой волокна, связываемые сплавлением в местах пересечения волокон при способе воздушной набивки. То же самое относится и ко второму слою 20. Кроме того, на границе между первым слоем 10 и вторым слоем 20, волокно, составляющее первый слой 10, и волокно, составляющее второй слой 20, также связываются сплавлением в местах пересечения волокон при способе воздушной набивки. Волокна, составляющие первый слой 10, можно дополнительно сцеплять согласно способу, который отличается от способа воздушной набивки. Например, волокна, составляющие первый слой 10, можно дополнительного сцеплять таким способом, как соединение сплавлением под действием тепла при выдавливании рельефа, пневмоперепутывание под действием струй жидкости высокого давления или склеивание с помощью клея. То же самое относится и ко второму слою 20 и, кроме того, то же самое относится к границе между первым слоем 10 и вторым слоем 20.
В нетканом материале согласно настоящему изобретению, когда первый слой 10, состоящий из одного слоя, виртуально делят на два равных участка в направлении его толщины, участок, один из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от второго слоя 20, определяют как первый участок 11 первого слоя, и участок, другой из двух равных участков, полученных при делении, со стороны, находящейся рядом со вторым слоем, 20 определяют как второй участок 12 первого слоя. Поскольку первый слой 10 состоит из одного слоя, граница между первым участком 11 и вторым участком 12 отсутствует. Кроме того, волокно, составляющее первый участок 11, и волокно, составляющее второй участок 12, являются одинаковыми.
В первом слое 10 нетканого материала 1A в качестве варианта осуществления изобретения, проиллюстрированного на фиг.3, второй участок 12 имеет более высокую гидрофильность, чем первый участок 11. Для того чтобы обеспечить такой градиент гидрофильности в первом слое 10, вышеупомянутое термоскрепляемое волокно, к которому прилипает средство для обработки волокна, предпочтительно содержится в первом слое 10. В таком случае гидрофильность первого слоя 10 может увеличиваться от первого участка 11 ко второму участку 12 постепенно или может увеличиваться от первого участка 11 ко второму участку 12 скачкообразно. С точки зрения достижения хорошей влагопроницаемости в направлении толщины, предпочтительно, чтобы гидрофильность увеличивалась от первого участка 11 ко второму участку 12 постепенно. Также с точки зрения придания такого градиента гидрофильности, при котором гидрофильность повышается постепенно, вышеупомянутое термоскрепляемое волокно, к которому прилипает средство для обработки волокна, предпочтительно содержится в первом слое 10.
Вне зависимости от того, становится гидрофильность (градиент) выше постепенно или скачкообразно, в первом слое 10 контактный угол воды на волокне, содержащемся в первом участке 11 первого слоя, предпочтительно составляет 70 градусов или более, более предпочтительно 72 градуса или более. Кроме того, контактный угол воды на вышеупомянутом волокне предпочтительно составляет 85 градусов или менее, более предпочтительно 82 градуса или менее. Например, контактный угол воды на волокне, содержащемся в первом участке 11 первого слоя, предпочтительно составляет 70 градусов или более и 85 градусов или менее, более предпочтительно 72 градуса или более и 82 градуса или менее. С другой стороны, при условии, что контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, меньше контактного угла воды на волокне, содержащемся в первом участке 11 первого слоя, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 60 градусов или более, более предпочтительно 65 градусов или более и предпочтительно 80 градусов или менее, более предпочтительно 75 градусов или менее. Например, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 60 градусов или более и 80 градусов или менее, более предпочтительно 65 градусов или более и 75 градусов или менее.
В отличие от первого слоя 10, имеющего градиент гидрофильности, в настоящем варианте осуществления изобретения второй слой 20 имеет одинаковую гидрофильность на любом участке второго слоя 20. Кроме того, второй слой 20 имеет более высокую гидрофильность, чем второй участок 12 первого слоя. Благодаря этому, гидрофильность нетканого материала 1A в качестве настоящего варианта осуществления изобретения увеличивается в следующем порядке: первый участок 11 первого слоя, второй участок 12 первого слоя и второй слой 20. При условии, что контактный угол воды на волокне, содержащемся во втором слое 20, меньше контактного угла воды на волокне, содержащемся в первом участке 11 первого слоя, контактный угол воды на волокне, содержащемся во втором слое 20, предпочтительно составляет 20 градусов или более, более предпочтительно 30 градусов или более и предпочтительно 75 градусов или менее, более предпочтительно 65 градусов или менее. Например, контактный угол воды на волокне, содержащемся во втором слое 20, предпочтительно составляет 20 градусов или более и 75 градусов или менее, более предпочтительно 30 градусов или более и 65 градусов или менее.
В настоящем варианте осуществления изобретения, как упомянуто выше, второй слой 20 обладает одинаковой гидрофильностью на любом его участке, и для того, чтобы сформировать такой второй слой 20, например, предпочтительно применять средство для обработки волокна, называемое "традиционно используемое масло", чтобы придать волокну гидрофильность. Типичные примеры такого средства для обработки волокна включают различные виды поверхностно-активных веществ. В качестве поверхностно-активных веществ можно применять анионные, катионные, амфотерные и неионогенные поверхностно-активные вещества и т.п.
Примеры анионного поверхностно-активного вещества включают соли алкилфосфатов, соли простых алкилэфирфосфатов, соли диалкилфосфатов, соли диалкилсульфосукцинатов, соли алкилбензолсульфонатов, соли алкилсульфонатов, соли алкилсульфатов и соли втор-алкилсульфатов (каждый из упомянутых алкилов предпочтительно содержит от 6 до 22 атомов углерода). Примеры солей щелочных металлов включают натриевые соли и калиевые соли.
Примеры катионного поверхностно-активного вещества включают галогениды алкил-(или алкенил-)триметиламмония, галогениды диалкил-(или алкенил-)диметиламмония и галогениды алкил-(или алкенил-)пиридиния, и такие соединения предпочтительно содержат алкильную группу или алкенильную группу, содержащую от 6 до 18 атомов углерода. Примеры атома галогена в вышеупомянутых галоидных соединениях включают атомы хлора и брома.
Примеры амфотерного поверхностно-активного вещества включают амфотерное поверхностно-активное вещество типа бетаина, такое как алкил(С1-30)диметилбетаин, алкил(С1-30)амидоалкил(С1-4)диметилбетаин, алкил(С1-30)дигидроксиалкил(С1-30)бетаины и амфотерное поверхностно-активное вещество типа сульфобетаина; амфотерное поверхностно-активное вещество типа аминокислот, такое как амфотерное поверхностно-активное вещество типа аланина [например, типа алкил(С1-30)аминопропионовой кислоты, типа алкил(С1-30)иминодипропионовой кислоты или т.п.]; и амфотерное поверхностно-активное вещество типа глицина [например, типа алкил(С1-30)аминоуксусной кислоты или т.п.]; и амфотерное поверхностно-активное вещество типа аминосульфоновой кислоты, такое как амфотерное поверхностно-активное вещество типа алкил(С1-30)таурина.
Примеры неионогенного поверхностно-активного вещества включают сложные эфиры многоатомного спирта и жирной кислоты (каждый из которых предпочтительно содержит жирную кислоту с 8-22 атомами углерода), такие как сложные эфиры жирных кислот и глицерина, сложные эфиры жирных кислот и полиглицерина (предпочтительно n=2-10) и сложные эфиры сорбита и жирных кислот; полиоксиалкиленалкил(С8-22)амиды; простые алкиловые(С8-22) эфиры полиоксиалкиленов; и аминомодифицированные силиконы.
Следует отметить, что волокно, составляющее второй слой 20, предпочтительно не обрабатывают вышеупомянутым средством для обработки волокна, содержащим компоненты (A)-(C).
С точки зрения получения более хорошего просачивания жидкости из первого слоя 10 во второй слой 20, разность между контактным углом воды на волокне, содержащемся во втором участке 12 первого слоя, и контактным углом воды на волокне, содержащемся во втором слое 20 (второй участок 12 первого слоя - второй слой 20), предпочтительно составляет 1 градус или более, более предпочтительно 10 градусов или более, еще более предпочтительно 20 градусов или более и предпочтительно 50 градусов или менее, более предпочтительно 40 градусов или менее. Например, вышеупомянутая разность предпочтительно составляет 1 градус или более и 50 градусов или менее, более предпочтительно 10 градусов или более и 40 градусов или менее.
С той же точки зрения, которая упоминалась выше, разность между контактным углом воды на волокне, содержащемся в первом участке 11 первого слоя, и контактным углом воды на волокне, содержащемся во втором слое 20 (первый участок 11 первого слоя - второй слой 20), предпочтительно составляет 2 градуса или более, более предпочтительно 10 градусов или более, еще более предпочтительно 20 градусов или более и предпочтительно 65 градусов или менее, более предпочтительно 50 градусов или менее и, например, предпочтительно 2 градуса или более и 65 градусов или менее, более предпочтительно 10 градусов или более и 50 градусов или менее, при условии, что упомянутая разность больше, чем вышеупомянутая разность между контактными углами, то есть, разность между контактными углами второго участка 12 первого слоя - второго слоя 20.
Чтобы получать нетканый материал, полученный воздушной набивкой, содержащий каждый из слоев и каждую секцию с вышеупомянутым контактным углом, практически важно использовать вышеупомянутое средство для обработки волокна и соответствующим образом регулировать условия наддува горячего воздуха в способе воздушной набивки, упоминаемом далее, то есть, температуру и объем горячего воздуха.
Далее в качестве вариантов осуществления изобретения, проиллюстрированных на фиг.4 и фиг.5, будут пояснены нетканые материалы 1B и 1C. Что касается таких нетканых материалов 1B и 1C, будут пояснены те аспекты, которые отличаются от вышеупомянутого нетканого материала 1A, и не будут объясняться те аспекты, которые аналогичны нетканому материалу 1A, хотя объяснение относительно нетканого материала 1A будет применяться соответственно. Кроме того, на фиг.4 и фиг.5 элементам даны те же самые обозначения, которые приведены для аналогичных элементов, показанных на фиг.3.
Первый слой 10 нетканого материала 1B, проиллюстрированного на фиг.4, имеет такую же структуру, как первый слой 10 нетканого материала 1A, проиллюстрированного на фиг.3. С другой стороны, что касается второго слоя 20 нетканого материала 1B, если второй слой 20 виртуально разделить на два равных участка в направлении его толщины, участок (один из двух равных участков, полученных при делении), расположенный со стороны, находящейся рядом с первым слоем 10, определяется как первый участок 21 второго слоя, и участок (другой из двух равных участков, полученных при делении), расположенный со стороны, более отдаленной от первого слоя 10, определяется как второй участок 22 второго слоя. Второй слой 20 состоит из одного слоя, и соответственно, граница между первым участком 21 и вторым участком 22 отсутствует. Кроме того, волокно, составляющее первый участок 21, и волокно, составляющее второй участок 22, является одним и тем же.
В нетканом материале 1B согласно настоящему варианту осуществления изобретения, гидрофильность первого участка 11 первого слоя, гидрофильность второго участка 12 первого слоя, гидрофильность первого участка 22 второго слоя и гидрофильность второго участка 22 второго слоя удовлетворяют следующим соотношениям (13) и (14) в добавление к вышеупомянутому соотношению (11), согласно которому второй участок 12 первого слоя имеет более высокую гидрофильность, чем первый участок 11 первого слоя:
(13) первый участок 21 второго слоя имеет более высокую гидрофильность, чем второй участок 12 первого слоя;
(14) второй участок 22 второго слоя имеет более высокую гидрофильность, чем первый участок 21 второго слоя.
Как упоминалось выше, нетканый материал 1B согласно настоящему варианту осуществления изобретения имеет градиент гидрофильности в первом слое 10 и также имеет градиент гидрофильности во втором слое 20. Кроме того, соотношение гидрофильности является таким: первый участок 11 первого слоя < второй участок 12 первого слоя < первый участок 21 второго слоя < второй участок 22 второго слоя. В таком случае, как в случае вышеупомянутого первого слоя 10 нетканого материала 1A, гидрофильность второго слоя 20 может увеличиваться от первого участка 21 ко второму участку 22 постепенно или может увеличиваться от первого участка 21 ко второму участку 22 скачкообразно. С точки зрения достижения хорошей влагопроницаемости в направлении толщины, предпочтительно, чтобы гидрофильность увеличивалась от первого участка 21 ко второму участку 22 постепенно. Также с точки зрения придания такого градиента гидрофильности, при котором гидрофильность повышается постепенно, вышеупомянутое термоскрепляемое волокно, к которому прилипает средство для обработки волокна, предпочтительно содержится не только в первом слое 10, но также во втором слое 20.
В первом слое 10 нетканого материала 1B контактный угол воды на волокне, содержащемся в первом участке 11 первого слоя, предпочтительно составляет 70 градусов или более, более предпочтительно 72 градуса или более и предпочтительно 85 градусов или менее, более предпочтительно 82 градуса или менее. Например, контактный угол воды на волокне, содержащемся в первом участке 11 первого слоя, предпочтительно составляет 70 градусов или более и 85 градусов или менее, более предпочтительно 72 градуса или более и 82 градуса или менее. С другой стороны, при условии, что контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, меньше контактного угла воды на волокне, содержащемся в первом участке 11 первого слоя, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 60 градусов или более, более предпочтительно 65 градусов или более. Кроме того, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 80 градусов или менее, более предпочтительно 75 градусов или менее. Например, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 60 градусов или более и 80 градусов или менее, более предпочтительно 65 градусов или более и 75 градусов или менее.
Во втором слое 20 нетканого материала 1B контактный угол воды на волокне, содержащемся в первом участке 21 второго слоя, предпочтительно составляет 50 градусов или более, более предпочтительно 55 градусов или более, и предпочтительно 75 градусов или менее, более предпочтительно 70 градусов или менее. Например, контактный угол воды на волокне, содержащемся в первом участке 21 второго слоя, предпочтительно составляет 50 градусов или более и 75 градусов или менее, более предпочтительно 55 градусов или более и 70 градусов или менее. С другой стороны, при условии, что контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, меньше контактного угла воды на волокне, содержащемся в первом участке 21 второго слоя, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 20 градусов или более, более предпочтительно 30 градусов или более. Кроме того, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 70 градусов или менее, более предпочтительно 65 градусов или менее. Например, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 20 градусов или более и 70 градусов или менее, более предпочтительно 30 градусов или более и 65 градусов или менее.
С точки зрения получения более хорошего просачивания жидкости из первого слоя 10 во второй слой 20, разность между контактным углом воды на волокне, содержащемся во втором участке 12 первого слоя, и контактным углом воды на волокне, содержащемся в первом участке 21 второго слоя (второй участок 12 первого слоя - первый участок 21 второго слоя), предпочтительно составляет 1 градус или более, более предпочтительно 10 градусов или более и предпочтительно 30 градусов или менее, более предпочтительно 25 градусов или менее и, например, предпочтительно составляет 1 градус или более и 30 градусов или менее, более предпочтительно 10 градусов или более и 25 градусов или менее.
С той же точки зрения, которая упоминалась выше, разность между контактным углом воды на волокне, содержащемся в первом участке 11 первого слоя, и контактным углом воды на волокне, содержащемся во втором участке 22 второго слоя (первый участок 11 первого слоя - второй участок 22 второго слоя), предпочтительно составляет 2 градуса или более, более предпочтительно 10 градусов или более и предпочтительно 65 градусов или менее, более предпочтительно 50 градусов или менее и, например, предпочтительно составляет 2 градуса или более и 65 градусов или менее, более предпочтительно 10 градусов или более и 50 градусов или менее, при условии, что такая разность больше, чем вышеупомянутая разность контактных углов, то есть, разность контактных углов между вторым участком 12 первого слоя и первым участком 21 второго слоя.
Чтобы получать нетканый материал, полученный воздушной набивкой 1B, проиллюстрированный на фиг.4, содержащий каждый из слоев и каждую секцию с вышеупомянутым контактным углом, практически важно использовать вышеупомянутое средство для обработки волокна и соответствующим образом регулировать условия наддува горячего воздуха в способе воздушной набивки, упоминаемом далее, то есть, температуру и объем горячего воздуха. В частности, в нетканом материале 1B согласно настоящему варианту осуществления изобретения, обеспечивают такой эффект, как эффект, достигаемый в нетканом материале 1A, проиллюстрированном на фиг.3. В частности, нетканый материал 1B согласно настоящему варианту осуществления изобретения имеет градиент гидрофильности также во втором слое 20, поэтому в нем достигаются более значительные эффекты, чем в нетканом материале 1A, проиллюстрированном на фиг.3.
Как в случае вышеупомянутого нетканого материала 1B, проиллюстрированного на фиг.4, нетканый материал 1C, проиллюстрированный на фиг.5, имеет градиент гидрофильности в первом слое 10, а также имеет градиент гидрофильности во втором слое 20. Кроме того, как в случае нетканого материала 1B, проиллюстрированного на фиг.4, гидрофильность первого слоя 10 выше на втором участке 12, чем на первом участке 11, а также гидрофильность второго слоя 20 выше на втором участке 22, чем на первом участке 21. Нетканый материал 1C согласно настоящему варианту осуществления изобретения отличается от нетканого материала 1B, проиллюстрированного на фиг.4, тем, что имеет следующее соотношение гидрофильностей: первый участок 11 первого слоя < первый участок 21 второго слоя < второй участок 12 первого слоя < второй участок 22 второго слоя. За исключением вышеупомянутой разницы, нетканый материал 1C является таким же, как нетканый материал 1B, проиллюстрированный на фиг.4.
Таким образом, нетканый материал 1C согласно настоящему варианту осуществления изобретения представляет собой нетканый материал, полученный воздушной набивкой, удовлетворяющий вышеупомянутому соотношению (11), которое состоит в том, что второй участок 12 первого слоя имеет более высокую гидрофильность, чем первый участок 11 первого слоя. Кроме того, нетканый материал 1C удовлетворяет следующим соотношениям (15), (16) и (17):
(15) первый участок 21 второго слоя имеет более высокую гидрофильность, чем первый участок 11 первого слоя;
(16) второй участок 12 первого слоя имеет более высокую гидрофильность, чем первый участок 21 второго слоя;
(17) второй участок 22 второго слоя имеет более высокую гидрофильность, чем первый участок 12 первого слоя.
Таким образом, в отличие от описанных ранее нетканых материалов 1A и 1B в нетканом материале 1C согласно настоящему варианту осуществления изобретения гидрофильность не увеличивается постепенно от первого слоя 10 ко второму слою 20, но меняется на обратное соотношение гидрофильности между вторым участком 12 первого слоя и первым участком 21 второго слоя. Нетканый материал 1C согласно настоящему варианту осуществления изобретения, который имеет такое соотношение гидрофильностей, обеспечивает такие же эффекты, как вышеупомянутый нетканый материал 1A, проиллюстрированный на фиг.3, и вышеупомянутый нетканый материал 1B, проиллюстрированный на фиг.4, соответственно и, кроме того, обеспечивает эффект, затрудняющий обратный выход жидкости, которая уже поглощена нетканым материалом 1C, на поверхность, и эффект, позволяющий жидкости просачиваться в нетканый материал 1C наряду с диффузией в направлении плоскости нетканого материала 1C, поскольку соотношение гидрофильностей между вторым участком 12 первого слоя и первым участком 21 второго слоя меняется на обратное. Эффект, затрудняющий обратный выход жидкости на поверхность, дает преимущество в том случае, когда нетканый материал 1C применяется в качестве верхнего листа поглощающего изделия, поскольку жидкость, которая уже поглощена впитывающим элементом, с трудом выходит обратно даже под давлением со стороны организма пользователя. Кроме того, эффект, позволяющий жидкости просачиваться в нетканый материал 1C наряду с диффузией в направлении плоскости нетканого материала 1C, дает преимущество в том случае, когда нетканый материал 1C применяется в качестве верхнего листа поглощающего изделия, поскольку жидкость может впитываться на всех участках в направлении плоскости впитывающего элемента, в результате чего можно эффективно использовать поглощающую способность впитывающего элемента.
В первом слое 10 нетканого материала 1C контактный угол воды на волокне, содержащемся в первом участке 11 первого слоя, предпочтительно составляет 70 градусов или более, более предпочтительно 72 градуса или более и предпочтительно 85 градусов или менее, более предпочтительно 82 градуса или менее. Например, контактный угол воды на волокне, содержащемся в первом участке 11 первого слоя, предпочтительно 70 градусов или более и 85 градусов или менее, более предпочтительно 72 градуса или более и 82 градуса или менее. С другой стороны, при условии, что контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, меньше контактного угла воды на волокне, содержащемся в первом участке 11 первого слоя, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 50 градусов или более, более предпочтительно 55 градусов или более. Кроме того, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 75 градусов или менее, более предпочтительно 70 градусов или менее. Например, контактный угол воды на волокне, содержащемся во втором участке 12 первого слоя, предпочтительно составляет 50 градусов или более и 75 градусов или менее, более предпочтительно 55 градусов или более и 70 градусов или менее.
Во втором слое 20 нетканого материала 1C контактный угол воды на волокне, содержащемся в первом участке 21 второго слоя, предпочтительно составляет 60 градусов или более, более предпочтительно 65 градусов или более, и предпочтительно составляет 80 градусов или менее, более предпочтительно 75 градусов или менее. Например, контактный угол воды на волокне, содержащемся в первом участке 21 второго слоя, предпочтительно составляет 60 градусов или более и 80 градусов или менее, более предпочтительно 65 градусов или более и 75 градусов или менее. С другой стороны, при условии, что контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, меньше контактного угла воды на волокне, содержащемся в первом участке 21 второго слоя, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 30 градусов или более, более предпочтительно 40 градусов или более. Кроме того, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 70 градусов или менее, более предпочтительно 65 градусов или менее. Например, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 30 градусов или более и 70 градусов или менее, более предпочтительно 40 градусов или более и 65 градусов или менее.
С точки зрения дополнительного усиления эффекта, затрудняющего обратный выход жидкости, которая уже поглощена нетканым материалом 1C, на поверхность, и эффекта, позволяющего жидкости просачиваться в нетканый материал 1C наряду с диффузией в направлении плоскости нетканого материала 1C, разность между контактным углом воды на волокне, содержащемся в первом участке 21 второго слоя, и контактным углом воды на волокне, содержащемся во втором участке 12 первого слоя (первый участок 21 второго слоя - второй участок 12 первого слоя), предпочтительно составляет 1 градус или более, более предпочтительно 2 градуса или более и предпочтительно 30 градусов или менее, более предпочтительно 25 градусов или менее. Например, вышеупомянутая разность предпочтительно составляет 1 градус или более и 30 градусов или менее, более предпочтительно 2 градуса или более и 25 градусов или менее.
Кроме того, с точки зрения получения более хорошего просачивания жидкости из первого слоя 10 во второй слой 20, разность между контактным углом воды на волокне, содержащемся в первом участке 11 первого слоя, и контактным углом воды на волокне, содержащемся во втором участке 22 второго слоя (первый участок 11 первого слоя - второй участок 22 второго слоя), предпочтительно составляет 2 градуса или более, более предпочтительно 5 градусов или более и предпочтительно 55 градусов или менее, более предпочтительно 45 градусов или менее. Например, вышеупомянутая разность предпочтительно составляет 2 градуса или более и 55 градусов или менее, более предпочтительно 5 градусов или более и 45 градусов или менее.
В первом слое 10 нетканого материала 1C согласно настоящему варианту осуществления изобретения гидрофильность может увеличиваться от первого участка 11 ко второму участку 12 постепенно, или гидрофильность может увеличиваться от первого участка 11 ко второму участку 12 скачкообразно. С другой стороны, во втором слое 20 гидрофильность может увеличиваться от второго участка 22 к первому участку 21 постепенно, или гидрофильность может увеличиваться от второго участка 22 к первому участку 21 скачкообразно.
Чтобы получать нетканый материал, полученный воздушной набивкой 1C, проиллюстрированный на фиг.5, который содержит слои и секции с вышеупомянутым контактным углом, практически важно наносить вышеупомянутое средство для обработки волокна на слои или соответствующим образом регулировать условия наддува горячего воздуха в способе воздушной набивки, упоминаемом далее, то есть, температуру и объем горячего воздуха. В частности, для того, чтобы соотношение гидрофильностей между вторым участком 12 первого слоя и первым участком 21 второго слоя в нетканом материале 1B согласно настоящему варианту осуществления изобретения, проиллюстрированном на фиг.4, изменить на обратное, предпочтительно выбирать каждое средство для обработки волокна таким образом, чтобы средство для обработки волокна, применяемое для второго слоя 20, имело более низкую гидрофильность, чем средство для обработки волокна, применяемого для первого слоя 10. Кроме того, применение упоминаемого далее термически растяжимого волокна в качестве волокна, составляющего второй слой 20, может изменить соотношение гидрофильностей между вторым участком 12 первого слоя и первым участком 21 второго слоя в нетканом материале 1B согласно настоящему варианту осуществления изобретения, проиллюстрированном на фиг.4, на обратное.
Нетканый материал NW2, полученный воздушной набивкой, который представляет собой еще один предпочтительный вариант осуществления нетканого материала согласно настоящему изобретению, содержит термопластичное волокно, к которому прилипает вышеупомянутое средство для обработки волокна, создающее при этом градиент гидрофильности в направлении толщины, если рассматривать нетканый материал, полученный воздушной набивкой, в целом. В частности, если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя, а участок, ругой из двух равных участков, полученных при делении расположенный со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя, гидрофильность первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют соотношениям (21) и (22):
(21) первый участок второго слоя имеет более высокую гидрофильность, чем первый слой;
(22) второй участок второго слоя имеет более высокую гидрофильность, чем первый участок второго слоя.
В нетканом материале NW2, полученном воздушной набивкой, соотношение гидрофильностей между первым слоем первого участка второго слоя и вторым участком второго слоя следующее: первый слой < первый участок второго слоя < второй участок второго слоя. Кроме того, "гидрофильность", упоминаемую в настоящем изобретении, определяют на основе измерения контактного угла на волокне по способу, описанному в вышеупомянутом "Способе измерения контактного угла".
Как упоминалось выше, гидрофильность нетканого материала NW2, полученного воздушной набивкой, увеличивается от первого слоя ко второму слою. Кроме того, гидрофильность нетканого материала NW2, полученного воздушной набивкой, увеличивается от первого участка второго слоя к его второму участку. Такой градиент гидрофильности в направлении толщины позволяет жидкости, которая попала на первую лицевую сторону нетканого материала NW2, полученного воздушной набивкой, быстро просачиваться через нетканый материал. Следовательно, жидкость с меньшей вероятностью стекает и растекается на поверхности первой лицевой стороны. В результате жидкость почти не остается на поверхности первой лицевой стороны, на которую жидкость попала. Такие поразительные эффекты более значительны, когда нетканый материал NW2, полученный воздушной набивкой, применяется в качестве верхнего листа поглощающего изделия, в котором поверхность первой лицевой стороны нетканого материала NW2, полученного воздушной набивкой, обращена к коже.
На фиг.6 показан конкретный пример нетканого материала NW2, полученного воздушной набивкой, имеющего вышеупомянутый градиент гидрофильности. Нетканый материал 1D, полученный воздушной набивкой, проиллюстрированный на фиг.6, содержит первый слой 10 и второй слой 20. Первый слой 10 и второй слой 20 непосредственно соприкасаются друг с другом, и между первым слоем 10 и вторым слоем 20 нет промежуточного слоя. Как первый слой 10, так и второй слой 20 состоят из одного слоя волокна, а не изготовлены из слоистого элемента, содержащего несколько слоев, дополнительно разделенных на подслои. Первый слой 10 и второй слой 20 сцеплены по всей области их поверхностей, обращенных друг к другу, и между слоями 10 и 20 отсутствует пустое пространство. Следует отметить, что проиллюстрированные на фиг.6 первый слой 10 и второй слой 20, имеют одинаковую толщину. Это связано с тем, что каждый из слоев 10 и 20 показан схематично, и в фактическом нетканом материале 1A, полученном воздушной набивкой, толщины первого слоя 10 и второго слоя 20 могут отличаться друг от друга.
Как первый слой 10, так и второй слой 20 состоят из беспорядочно осаждаемого волокна. Волокна, составляющие первый слой 10, представляют собой волокна, связываемые сплавлением в местах пересечения волокон во время осуществления способа воздушной набивки. То же самое относится и ко второму слою 20. Кроме того, на границе между первым слоем 10 и вторым слоем 20, волокно, составляющее первый слой 10, и волокно, составляющее второй слой 20, также связываются сплавлением в местах пересечения волокон во время осуществления способа воздушной набивки. Волокна, составляющие первый слой 10, можно дополнительно сцеплять согласно способу, который отличается от способа воздушной набивки. Например, волокна, составляющие первый слой 10, можно дополнительно сцеплять таким способом, как соединение сплавлением под действием тепла при выдавливании рельефа, пневмоперепутывание под действием струй жидкости высокого давления или склеивание с помощью клея. То же самое относится и ко второму слою 20, и, кроме того, то же самое относится к границе между первым слоем 10 и вторым слоем 20.
В настоящем изобретении, если второй слой 20, изготовленный в виде одного слоя, виртуально разделить на два равных участка в направлении его толщины, участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем 10, определяется как первый участок 21 второго слоя, и участок, другой из двух равных участков, полученных при делении, со стороны, более отдаленной от первого слоя 10, определяется как второй участок 22 второго слоя. Поскольку второй слой 20 представляет собой один слой, граница между первым участком 21 и вторым участком 22 отсутствует. Кроме того, волокно, составляющее первый участок 21, и волокно, составляющее второй участок 22, являются одинаковыми.
Во втором слое 20 нетканого материала 1D согласно варианту осуществления изобретения, проиллюстрированному на фиг.6, второй участок 22 имеет более высокую гидрофильность, чем первый участок 21. Для того чтобы обеспечить такой градиент гидрофильности во втором слое 20, вышеупомянутое термоскрепляемое волокно, к которому прилипает средство для обработки волокна, предпочтительно содержится во втором слое 20. В таком случае, гидрофильность второго слоя 20 может увеличиваться от первого участка 21 ко второму участку 22 постепенно, или его гидрофильность от первого участка 21 ко второму участку 22 может увеличиваться скачкообразно. С точки зрения достижения хорошей влагопроницаемости в направлении толщины, гидрофильность предпочтительно увеличивается от первого участка 21 ко второму участку 22 постепенно. Также с точки зрения придания такого градиента гидрофильности, при котором гидрофильность увеличивается постепенно, вышеупомянутое термоскрепляемое волокно, к которому прилипает средство для обработки волокна, предпочтительно содержится во втором слое 20.
Независимо от того увеличивается ли гидрофильность постепенно или скачкообразно, во втором слое 20 контактный угол воды на волокне, содержащемся в первом участке 21 второго слоя, предпочтительно составляет 50 градусов или более, более предпочтительно 60 градусов или более, и предпочтительно составляет 80 градусов или менее, более предпочтительно 75 градусов или менее. Например, контактный угол воды на волокне, содержащемся в первом участке 21 второго слоя, предпочтительно составляет 50 градусов или более и 80 градусов или менее, более предпочтительно 60 градусов или более и 75 градусов или менее. С другой стороны, при условии, что контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, меньше контактного угла воды на волокне, содержащемся в первом участке 21 второго слоя, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 30 градусов или более, более предпочтительно 40 градусов или более, и предпочтительно составляет 75 градусов или менее, более предпочтительно 70 градусов или менее. Например, контактный угол воды на волокне, содержащемся во втором участке 22 второго слоя, предпочтительно составляет 30 градусов или более и 75 градусов или менее, более предпочтительно 40 градусов или более и 70 градусов или менее.
В отличие от второго слоя 20, имеющего градиент гидрофильности, первый слой 10 имеет одинаковую степень гидрофильности на любом участке первого слоя 10. Кроме того, первый слой 10 имеет более низкую гидрофильность, чем первый участок 21 второго слоя. Благодаря этому, гидрофильность нетканого материала 1D согласно настоящему варианту осуществления изобретения увеличивается в следующем порядке: первый слой 10, первый участок 21 второго слоя и второй участок 22 второго слоя. При условии, что контактный угол воды на волокне, содержащемся в первом слое 10, больше контактного угла воды на волокне, содержащемся в первом участке 21 второго слоя, контактный угол воды на волокне, содержащемся в первом слое 10, предпочтительно составляет 75 градусов или более, более предпочтительно 80 градусов или более и предпочтительно 90 градусов или менее, более предпочтительно 85 градусов или менее. Например, контактный угол воды на волокне, содержащемся в первом слое 10, предпочтительно составляет 75 градусов или более и 90 градусов или менее, более предпочтительно 80 градусов или более и 85 градусов или менее.
Для формирования первого слоя 10, имеющего одинаковую гидрофильность на любом своем участке, например, практически важно применять средство для обработки волокна, называемое "традиционно используемое масло", чтобы придать волокну гидрофильность. Типичные примеры такого средства для обработки волокна включают различные типы поверхностно-активных веществ. В качестве поверхностно-активного вещества можно применять анионные, катионные, амфотерные и неионогенные поверхностно-активные вещества и т.п. Примеры поверхностно-активного вещества включают различные вышеупомянутые поверхностно-активные вещества, которые применяются для изготовления второго слоя нетканого материала 1A, имеющего одинаковую гидрофильность на любом его участке.
Следует отметить, что волокно, составляющее первый слой 10, предпочтительно не обрабатывают средством для обработки волокна, содержащим вышеупомянутые компоненты (A)-(C).
С точки зрения получения более хорошего просачивания жидкости из первого слоя 10 во второй слой 20, разность между контактным углом воды на волокне, содержащемся в первом слое 10, и контактным углом воды на волокне, содержащемся в первом участке 21 второго слоя (первый слой 10 - первый участок 21 второго слоя), предпочтительно составляет 1 градус или более, более предпочтительно 10 градусов или более, еще более предпочтительно 15 градусов или более и предпочтительно 40 градусов или менее, более предпочтительно 30 градусов или менее, еще более предпочтительно 25 градусов или менее. Например, вышеупомянутая разность предпочтительно составляет 1 градус или более и 40 градусов или менее, более предпочтительно 10 градусов или более и 30 градусов или менее, еще более предпочтительно 15 градусов или более и 25 градусов или менее.
С той же точки, которая упоминалась выше, разность между контактным углом воды на волокне, содержащемся в первом слое 10, и контактном углом воды на волокне, содержащемся во втором участке 22 второго слоя (первый слой 10 - второй участок 22 второго слоя), предпочтительно составляет 2 градуса или более, более предпочтительно 10 градусов или более, еще более предпочтительно 20 градусов или более, и предпочтительно 60 градусов или менее, более предпочтительно 50 градусов или менее, еще более предпочтительно 35 градусов или менее, при условии, что такая разность больше, чем упоминаемая выше разность контактных углов между первым слоем 10 и первым участком 21 второго слоя. Например, вышеупомянутая разность предпочтительно составляет 2 градуса или более и 60 градусов или менее, более предпочтительно 10 градусов или более и 50 градусов или менее, еще более предпочтительно 20 градусов или более и 35 градусов или менее.
Далее будут даны пояснения в отношении термоскрепляемого волокна, которое содержится в нетканых материалах NW1 и NW2, полученных воздушной набивкой, и к которому прилипает средство для обработки волокна. Адгезия средства для обработки волокна на термоскрепляемом волокне обеспечивает более высокую гидрофильность поверхности волокна, чем гидрофильность волокна перед прилипанием на него упомянутого средства. С точки зрения улучшения гидрофильности термоскрепляемого волокна, количество прилипающего средства для обработки волокна предпочтительно составляет 0,1 масс.% или более, более предпочтительно от 0,1 до 1,5 масс.%, еще более предпочтительно от 0,2 до 1,0 масс.% в расчете на общую массу термоскрепляемого волокна за исключением средства для обработки волокна.
В качестве способа приклеивания средства для обработки волокна к поверхности термоскрепляемого волокна без ограничения можно использовать различные хорошо известные способы. Примеры способа включают нанесение путем распыления, нанесение с помощью устройства для нанесения покрытий через щелевую головку, с помощью валика для переноса покрытий и окунания в гидрофильное масло. Такие обработки можно применять к волокну перед переработкой волокна в полотно, или можно применять к волокну после изготовления из него полотна различными способами. Однако необходимо применять вышеупомянутую обработку перед использованием воздушной набивки, упоминаемой далее. Волокно, к которому прилипает средство для обработки волокна, сушат, например, с помощью сушильного устройства для наддува горячего воздуха при температуре, значительно более низкой, чем температура плавления полиэтиленовой смолы (например, 120ºC или ниже).
Примеры термоскрепляемого волокна включают термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", термически нерастяжимое волокно, термоусаживающееся волокно, волокно с трехмерной извитостью, волокно с латентной извитостью и полое волокно. Такие волокна можно применять как таковые, или можно применять комбинацию из двух или более типов таких волокон. Среди таких волокон предпочтительно применяется термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка".
Термоскрепляемое волокно обладает способностью к сцеплению при плавлении как перед, так и после прилипания к нему средства для обработки волокна, и имеет бикомпонентную структуру типа "сердцевина-оболочка". Бикомпонентное волокно типа "сердцевина-оболочка" может относиться к волокну с концентрическим типом сердцевины-оболочки, эксцентрическим типом сердцевины-оболочки, типом "бок-о-бок" или нестандартным типом сердцевины-оболочки. Концентрический тип волокна "сердцевина-оболочка" является более предпочтительным. Независимо от типа термоскрепляемого волокна, с точки зрения производства мягкого и приятного на ощупь нетканого материала и т.п., тонина термоскрепляемого волокна предпочтительно составляет 1,0 дтекс или более и 10,0 дтекс или менее, и более предпочтительно 2,0 дтекс или более и 8,0 дтекс или менее.
Термоскрепляемые волокна в первом слое 10 и втором слое 20 могут иметь одинаковую тонину или могут иметь разную тонину. В том случае, когда термоскрепляемые волокна в слоях 10 и 20 имеют разную тонину, тонина термоскрепляемого волокна, содержащегося во втором слое 20, предпочтительно меньше, чем тонина термоскрепляемого волокна, содержащегося в первом слое 10. Такая разница в тонине служит причиной увеличения градиента капиллярных сил от первого слоя 10 ко второму слою 20, и комбинация такого градиента и градиента гидрофильности, вызванного средством для обработки волокна, обеспечивает полезный эффект улучшения характеристики выдавливания жидкости из первого слоя 10 во второй слой 20. Однако в настоящем изобретении градиент гидрофильности, вызываемый средством для обработки волокна, является достаточным, и, следовательно, даже если во втором слое 20 не применяется термоскрепляемое волокно, имеющее малую тонину, характеристика выдавливания жидкости из первого слоя 10 во второй слой 20 остается достаточной.
Более предпочтительный пример термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка" включает вышеупомянутое бикомпонентное волокно Р типа "сердцевина-оболочка". Кроме того, термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", на поверхность которого прилипает средство для обработки волокна, представляет собой термически растяжимое бикомпонентное волокно. Конфигурации и предпочтительные конфигурации бикомпонентного волокна Р типа "сердцевина-оболочка" и термически растяжимого бикомпонентного волокна упоминались выше.
В нетканом материале согласно настоящему изобретению термоскрепляемое волокно может включать термически растяжимое волокно и термически нерастяжимое волокно. Термически нерастяжимое волокно представляет собой бикомпонентное конъюгированное волокно, содержащее компонент с высокой температурой плавления и компонент с низкой температурой плавления. Компонент с низкой температурой плавления постоянно присутствует в направлении длины волокна на по меньшей мере части поверхности волокна. В качестве бикомпонентного волокна (термически нерастяжимого волокна) можно использовать различные формы волокна, такие как волокно типа "сердцевина-оболочка" и "бок-о-бок" и любой другой формы. Термоскрепляемое бикомпонентное волокно подвергают обработке вытягиванием на стадии подготовки исходного материала. Упоминаемая здесь "обработка вытягиванием" представляет собой операцию вытягивания приблизительно с 2-6-кратным отношением вытягивания. Отношение смешивания термически растяжимого волокна и термически нерастяжимого волокна предпочтительно равно массовому отношению первый/последний и составляет от 1:9 до 9:1, более предпочтительно от 4:6 до 6:4. Такое отношение смешивания обеспечивает более легкое восстановление объема нетканого материала под действием горячего воздуха и позволяет нетканому материалу иметь лучшую текстуру и лучшую способность к высыханию, чем у нетканого материала, полученного с применением только одного вида каждого из волокон. Кроме того, для первого слоя можно применять термически растяжимое волокно или для второго слоя можно применять термически нерастяжимое волокно, или термически растяжимое волокно можно применять для второго слоя, и термически нерастяжимое волокно можно применять для первого слоя.
На фиг.7 проиллюстрировано производственное оборудование, подходящее для производства вышеупомянутого нетканого материала NW1, полученного воздушной набивкой, и/или нетканого материала NW2, полученного воздушной набивкой. Производственное оборудование 100, проиллюстрированное на фиг.7, имеет модуль 110 для производства первого полотна, модуль 120 для производства второго полотна, модуль 130 для выдавливания рельефа, модуль 140 воздушной набивки, каландр 150 и барабан 160 для намотки.
Модуль 110 для производства первого полотна и модуль 120 для производства второго полотна включают кардочесальную машину. Модуль 110 для производства первого полотна представляет собой модуль для производства полотна, выполняющего функцию первого слоя целевого нетканого материала, полученного воздушной набивкой. С другой стороны, модуль 120 для производства второго полотна представляет собой модуль для производства полотна, выполняющего функцию второго слоя целевого нетканого материала, полученного воздушной набивкой. Согласно конкретному применению целевого нетканого материала, полученного воздушной набивкой, соответствующее волокно, применяемое в качестве исходного материала, подается в модуль 110 для производства первого полотна и в модуль 120 для производства второго полотна, где производят первое полотно 111 и второе полотно 122. К волокну, применяемому в качестве исходного материала, прилипает соответствующее количество средства для обработки волокна согласно конкретному применению целевого нетканого материала, полученного воздушной набивкой.
Первое полотно 111 и второе полотно 122, которые получены в модуле 110 для производства первого полотна и модуле 120 для производства второго полотна, соответственно, подвергаются ламинированию и выдавливанию рельефа в модуле 130 для выдавливания рельефа 130. На данном этапе первое полотно 111 и второе полотно 122 подвергаются ламинированию таким образом, что первое полотно 111 размещается на втором полотне 122. Модуль 130 для выдавливания рельефа включает, например, валик 131 с выступами и углублениями и опорный (плоский) валик 132. Необходимым условием для выдавливания рельефа в модуле 130 для выдавливания рельефа является то, что волокна, составляющие полотна 111 и 122, подвергаются совместному сжатию при нагревании, формируя при этом участок с выдавленным рельефом и сцепленными сплавлением волокнами (не показан). Кроме того, в том случае, когда в качестве термоскрепляемого волокна применяется термически растяжимое волокно, выдавливание рельефа предпочтительно осуществляется в температурных условиях, при которых растягивается термически растяжимое волокно.
Ламинированное полотно 101, сформированное путем объединения полотен 111 и 122 в модуле 130 для выдавливания рельефа, переносится в модуль 140 воздушной набивки. Модуль 140 воздушной набивки 140 содержит закрытую камеру 141. В камере 141 находится движущаяся по окружности конвейерная лента 142. Конвейерная лента 142 изготовлена из газопроницаемого материала, например, представляет собой сетчатую ленту, изготовленную из металлической сетки. Ламинированное полотно 101 укладывается на конвейерную ленту 142 и переносится. Внутри камеры 141 предусмотрено отверстие (не показано) для наддува воздуха, нагретого до заданной температуры (далее, может упоминаться как "горячий воздух"). Кроме того, внутри камеры 141 также предусмотрено всасывающее отверстие (не показано) для выпуска горячего воздуха. По мере того, как ламинированное полотно 101, переносимое в камеру 141, проходит через внутреннюю часть камеры 141, на ламинированное полотно 101 наддувается горячий воздух согласно способу воздушной набивки. Горячий воздух надувается на ламинированное полотно 101 со стороны первого полотна 111. Надуваемый горячий воздух вытекает со стороны второго полотна 122 ламинированного полотна 101. Следовательно, вышеупомянутое отверстие (не показано) для наддува воздуха обращено к лицевой стороне первого полотна 111 ламинированного полотна 101, и вышеупомянутое всасывающее отверстие (не показано) обращено к лицевой стороне второго полотна 122.
Как упоминалось выше, в термоскрепляемом волокне, к которому прилипает средство для обработки волокна, содержащее компоненты (A)-(C), уровень проникновения средства для обработки волокна внутрь термоскрепляемого волокна меняется в зависимости от количества тепла, которое получает термоскрепляемое волокно. Более высокий уровень проникновения средства для обработки волокна способствует тому, что придаваемый волокну уровень гидрофильности снижается по сравнению с волокном в состоянии первоначальной адгезии средства для обработки волокна. В настоящем способе производства с помощью такого механизма целевому нетканому материалу, полученному воздушной набивкой, придается градиент гидрофильности.
В частности, согласно способу воздушной набивки, волокно, находящееся на поверхности, на которую наддувается горячий воздух, получает максимальное количество тепла, а волокно, находящееся на поверхности, противоположной поверхности, на которую наддувается горячий воздух, то есть, на поверхности, обращенной к конвейерной ленте 142, получает минимальное количество тепла. Следовательно, в настоящем способе производства волокно, находящееся на поверхности первого полотна 111 ламинированного полотна 101, получает максимальное количество тепла, и волокно, находящееся на поверхности его второго полотна 122, получает минимальное количество тепла. В результате в ламинированном полотне 101 уровень проникновения средства для обработки волокна в волокно постепенно уменьшается от поверхности первого полотна 111 к поверхности второго полотна 122. Следовательно, в ламинированном полотне 101 гидрофильность постепенно увеличивается от первого полотна 111 ко второму полотну 122. В том случае, когда средство для обработки волокна прилипает только к термоскрепляемому волокну, составляющему первое полотно 111, и традиционное масло для волокна прилипает к термоскрепляемому волокну, составляющему второй полотно 122, градиент гидрофильности возникает в первом слое 10, образованном первым полотном 111, и соответственно получают нетканый материал 1, полученный воздушной набивкой 1, с конфигурацией, проиллюстрированной на фиг.3. Кроме того, когда средство для обработки волокна прилипает как к термоскрепляемому волокну, составляющему первое полотно 111, так и к термоскрепляемому волокну, составляющему второе полотно, градиент гидрофильности возникает как в первом слое 10, образующем первое полотно 111, так и во втором слое 20, образующем второе полотно 122, и соответственно получают нетканый материал 1A или 1B, полученный воздушной набивкой, с конфигурацией, проиллюстрированной на фиг.4 или фиг.5. С помощью типа и адгезии количества средства для обработки волокна, которое прилипает к каждому из термоскрепляемых волокон, составляющих первое полотно 111 и второе полотно 122, соответственно, можно регулировать получение нетканого материала 1A, полученного воздушной набивкой, или нетканого материала 1B, полученного воздушной набивкой. Например, в том случае, когда средство для обработки волокна, прилипающее к термоскрепляемому волокну, составляющему второе полотно 122, имеет более высокую гидрофильность, чем средство для обработки волокна, прилипающее к термоскрепляемому волокну, составляющему первое полотно 111, обычно получают нетканый материал 1А, полученный воздушной набивкой, с конфигурацией, проиллюстрированной на фиг.4. В добавление к этому, когда надуваемый объем горячего воздуха увеличивается, обычно получают нетканый материал 1А, полученный воздушной набивкой, с конфигурацией, проиллюстрированной на фиг.4. С другой стороны, в том случае, когда средство для обработки волокна, прилипающее к термоскрепляемому волокну, составляющему первое полотно 111, и средство для обработки волокна, прилипающее к термоскрепляемому волокну, составляющему второе полотно 122, имеют низкую гидрофильность, обычно получают нетканый материал 1В, полученный воздушной набивкой, с конфигурацией, проиллюстрированной на фиг.5.
Кроме того, в настоящем способе производства волокно, находящееся на поверхности первого полотна 111 ламинированного полотна 101, получает максимальное количество тепла, а волокно, находящееся на поверхности его второго полотна 122, получает минимальное количество тепла. В частности, во втором полотне 122 поверхность, обращенная к первому полотну 111, получает максимальное количество тепла, а поверхность, обращенная к конвейерной ленте 142, получает минимальное количество тепла. В результате, когда средство для обработки волокна прилипает к термоскрепляемому волокну, составляющему второе полотно 122, уровень проникновения средства для обработки волокна в волокно во втором полотне 122 постепенно уменьшается от стороны поверхности, обращенной к первому полотну 111, к стороне поверхности, обращенной к конвейерной ленте 142. Следовательно, во втором полотне 122 гидрофильность постепенно увеличивается от стороны поверхности, обращенной к первому полотну 111, к стороне поверхности, обращенной к конвейерной ленте 142. Кроме того, когда к волокну, составляющему первое полотно 111, прилипает масло для волокна, имеющее более низкую гидрофильность, чем используемое средство для обработки волокна, гидрофильность в ламинированном полотне 101 постепенно увеличивается от стороны первого полотна 111 к стороне второго полотна 122, в результате чего получают нетканый материал 1D, полученный воздушной набивкой, с конфигурацией, проиллюстрированной на фиг.6, в качестве вышеупомянутого нетканого материала NW2, полученного воздушной набивкой.
Как упоминалось выше, вышеупомянутый способ является таким, что под действием притока тепла гидрофильность термоскрепляемого волокна, к которому прилипает средство для обработки волокна, частично уменьшается в направлении толщины нетканого материала, в результате чего возникает градиент гидрофильности. Следовательно, согласно вышеупомянутому способу нет необходимости ламинировать несколько листов нетканого материала, чтобы обеспечить градиент гидрофильности, но можно обеспечивать градиент гидрофильности в направлении толщины одного листа одного нетканого материала.
Как упоминалось выше, в модуле 140 воздушной набивки градиент гидрофильности формируют в направлении толщины ламинированного полотна 101. В добавление к этому в модуле 140 воздушной набивки волокна, составляющие ламинированное полотно 101, скрепляются друг с другом сплавлением, в результате чего получают целевой нетканый материал 102, полученный воздушной набивкой. После модуля 140 воздушной набивки полученный нетканый материал 102, полученный воздушной набивкой, подается на каландр 150 для осуществления каландрирования. Каландрирование делает поверхность нетканого материала 102, полученного воздушной набивкой, гладкой и уменьшает ее взлохмачивание и т.п. Затем нетканый материал 102, полученный воздушной набивкой, сматывается в рулон на барабане 160 для намотки.
Следует отметить, что в вышеупомянутом способе производства в некоторых случаях можно не осуществлять выдавливание рельефа с помощью модуля 130 для выдавливания рельефа. В таком случае полученный нетканый материал 102, полученный воздушной набивкой, не имеет выступов и углублений на своей лицевой и обратной поверхностях, которые остаются плоскими. Наоборот, в том случае, когда осуществляют выдавливание рельефа с помощью модуля 130 для выдавливания рельефа и в качестве термоскрепляемого волокна применяют термически растяжимое волокно, нетканый материал 102, полученный воздушной набивкой, содержит множество выступов на своей поверхности, благодаря растяжению под действием тепла термически растяжимого волокна. Выступ формируется в области, окруженной участком с выдавленным рельефом и сцепленными сплавлением волокнами. Кроме того, выступ выступает со стороны второго слоя в направлении стороны первого слоя. Это обусловлено тем, что второе полотно 122 с соответствующей стороны второго слоя во время воздушной набивки входит в контакт с конвейерной лентой 142, и соответственно выступ из растянутого термически растяжимого волокна ограничивается конвейерной лентой 142, с другой стороны, такое ограничение не касается первого полотна 111 с соответствующей стороны первого слоя. С такой точки зрения, термически растяжимое волокно предпочтительно содержится в первом полотне 111, поскольку в нем формируется четкий выступ.
В том случае, когда выступ формируется в нетканом материале, полученном воздушной набивкой, как упоминалось выше, гидрофильность в выступе постепенно увеличивается от верхнего участка выступа к его нижнему участку. Причина этого заключается в следующем. Участок с выдавленным рельефом и сцепленными сплавлением волокнами формируется на нижнем участке выступа. Благодаря сцеплению волокон сплавлением участок с выдавленным рельефом и сцепленными сплавлением волокнами пребывает в форме пленки или сцепленном сплавлением состоянии, подобном форме пленки, в результате чего его воздухопроницаемость уменьшается. С другой стороны, на верхнем участке выступа и в его окрестности нет участка, на котором подавляется воздухопроницаемость. В результате, при воздушной набивке горячий воздух обычно проходит через верхний участок выступа и близкий к нему участок, в результате чего его гидрофильность обычно уменьшается. С другой стороны, горячий воздух с трудом проходит через участок с выдавленным рельефом и сцепленными сплавлением волокнами, в результате чего менее вероятно, что его гидрофильность уменьшится. Благодаря этому гидрофильность в выступе постепенно увеличивается от верхнего участка выступа к его нижнему участку.
Затем к полученному таким образом нетканому материалу согласно настоящему изобретению можно применять вторичную обработку. Примеры вторичной обработки включают хорошо известный способ придания трехмерной формы.
Нетканый материал согласно настоящему изобретению можно применять в различных областях путем использования его характеристик, например, градиента гидрофильности в направлении его толщины. Нетканый материал подходящим образом применяют, например, в качестве верхнего листа, второго листа (листа, расположенного между верхним листом и впитывающим элементом), нижнего листа и листа, не допускающего протечек, в поглощающих изделиях, таких как гигиенические прокладки, прокладки на каждый день, подгузники одноразового использования и урологические прокладки, применяемые для поглощения жидкости, выделяемой из организма; в качестве листового материала для персональных чистящих салфеток; листового материала для ухода за кожей; и обтирочных материалов для различных объектов. В том случае, когда нетканый материал согласно настоящему изобретению применяется в качестве верхнего листа или второго листа поглощающего изделия, сторона первого слоя нетканого материала предпочтительно используется в качестве стороны, обращенной к коже.
Поверхностную плотность полотна, применяемого для производства нетканого материала согласно настоящему изобретению, выбирают в подходящем диапазоне согласно конкретному применению целевого нетканого материала. Поверхностная плотность нетканого материала, получаемого в конечном итоге, предпочтительно составляет 10 г/м2 или более и 80 г/м2 или менее, более предпочтительно 15 г/м2 или более и 60 г/м2 или менее.
Поглощающее изделие, применяемое для поглощения жидкости, выделяемой из организма, обычно включает верхний лист, нижний лист и впитывающий элемент, удерживающий жидкость, расположенный между верхним листом и нижним листом. В качестве нижнего листа и впитывающего элемента в том случае, когда в качестве верхнего листа применяется нетканый материал согласно настоящему изобретению, без ограничения можно использовать материал, обычно применяемый в данной области. Например, в качестве впитывающего элемента можно применять впитывающий элемент, полученный путем покрытия агрегата волокон, изготовленного из волокнистого материала, такого как целлюлозное волокно, или материала, полученного при изготовлении вышеупомянутого агрегата волокон, удерживающего впитывающий полимер, листом покрытия, такого как тонкая бумага и нетканый материал. В качестве нижнего листа можно применять непроницаемый для жидкости или водоотталкивающий лист, такой как пленка из термопластичной смолы или ламинированный материал, состоящий из пленки термопластичной смолы и нетканого материала. Нижний лист может обладать проницаемостью в отношении водяного пара. Поглощающее изделие может дополнительно включать различные элементы согласно конкретному применению поглощающего изделия. Такие элементы хорошо известны специалисту в данной области. Например, в том случае, когда поглощающее изделие применяется в виде подгузника одноразового использования или гигиенической прокладки, на боковых сторонах верхнего листа можно располагать одну пару или две или более пар отворотов против протечек.
Как упоминалось выше, настоящее изобретение объясняется на основе предпочтительных вариантов осуществления изобретения, но настоящее изобретение не ограничивается вышеупомянутыми вариантами осуществления изобретения.
Например, в случае формирования на нетканом материале секции с выдавленным рельефом вместо структуры решетки можно использовать любую структуру, такую как множество полос, точек, шахматный узор или спирали, в качестве структуры, в виде которой формируются секции с выдавленным рельефом. В случае использования структуры в виде точек, каждая точка может принимать любую форму, такую как круг, овал, треугольник, квадрат, шестиугольник, или форму сердца.
Кроме того, можно выбрать структуру квадратной или прямоугольной решетки и гексагональную структуру. Кроме того, в способе производства нетканого материала, проиллюстрированном на фиг.2, когда осуществляют выдавливание рельефа, валик для выдавливания рельефа и/или гладкий валик можно нагревать, для получения нетканого материала, гидрофильность которого уменьшается в секции с выдавленным рельефом и/или на его периферии. Кроме того, в том случае, когда нетканый материал согласно настоящему изобретению применяется в подгузнике, прокладке, обтирочном материале или других продуктах, можно уменьшать гидрофильность некоторых или всех частей нетканого материала согласно настоящему изобретению или обеспечивать их водоотталкивающими свойствами посредством приложения тепла к этим желаемым частям либо до получения, либо во время получения продукта, либо после отделки продукта.
Что касается вышеупомянутого варианта осуществления изобретения, в настоящем изобретении дополнительно описано волокно или нетканые материалы, упоминаемые ниже.
1. Нетканый материал, содержащий термоскрепляемое волокно, к которому прилипает средство для обработки волокна, где
средство для обработки волокна содержит следующий компонент (A), компонент (B) и компонент (C).
(A) Полиорганосилоксан,
(B) Сложный алкилфосфатный эфир,
(C) Анионное поверхностно-активное вещество, представленное следующей общей формулой (1).
в которой Z представляет собой алкильную группу с линейной или разветвленной цепью, содержащей от 1 до 12 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; R1 и R2 независимо представляют собой алкильную группу с линейной или разветвленной цепью, содержащей от 2 до 16 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; X представляет собой -SO3M, -OSO3M или -COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний.
2. Нетканый материал, указанный в п.1, в котором полиорганосилоксан содержится в количестве 1 масс.% или более, предпочтительно 5 масс.% или более и 30 масс.% или менее, предпочтительно 20 масс.% или менее, в расчете на общую массу средства для обработки волокна.
3. Нетканый материал, указанный в п.1 или п.2, включающий первую лицевую сторону и вторую лицевую сторону, находящуюся со стороны, противоположной первой лицевой стороне, в котором
гидрофильность увеличивается от первой лицевой стороны ко второй лицевой стороне.
4. Нетканый материал, указанный в любом из пп.1-3, имеющий форму с выступами и углублениями, включающую выступы и углубления, в котором
гидрофильность увеличивается от верхнего участка выступа к нижнему участку выступа, и
разность между контактным углом на верхнем участке выступа и контактным углом на нижнем участке выступа предпочтительно составляет 2,5 градуса или более, более предпочтительно 3 градуса или более, еще более предпочтительно 5 градусов или более, и предпочтительно 10 градусов или менее, более предпочтительно 8 градусов или менее, еще более предпочтительно 7 градусов или менее.
5. Нетканый материал, указанный в любом из пп.1-4, содержащий тонкую секцию, сформированную путем выдавливания рельефа, и толстую секцию, которая отличается от тонкой секции, в котором
тонкая секция или ее окрестность является гидрофильной, и верхний участок толстой секции обладает более низкой гидрофильностью, чем тонкая секция или ее окрестность.
6. Нетканый материал, указанный в любом из пп.1-5, представляющий собой нетканый материал, полученный воздушной набивкой.
7. Нетканый материал, указанный в любом из пп.1-6, представляющий собой нетканый материал, полученный воздушной набивкой; содержащий первый слой и второй слой, прилегающий к первому слою, причем по меньшей мере один из первого слоя и второго слоя содержит термоскрепляемое волокно, к которому прилипает средство для обработки волокна, где:
если первый слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от второго слоя, определить как первый участок первого слоя, и другой участок, второй из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом со вторым слоем, определить как второй участок первого слоя,
гидрофильность первого участка первого слоя, гидрофильность второго участка первого слоя и гидрофильность второго слоя удовлетворяют следующим соотношениям (1) и (2):
(1) второй участок первого слоя имеет более высокую гидрофильность, чем первый участок первого слоя;
(2) любой участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя.
8. Нетканый материал, указанный в п.7, в котором второй слой обладает одинаковой гидрофильностью на любом участке второго слоя.
9. Нетканый материал, указанный в п.7 или 8, в котором контактный угол воды на волокне, содержащемся в первом участке первого слоя, предпочтительно составляет 70 градусов или более, более предпочтительно 72 градуса или более и предпочтительно 85 градусов или менее, более предпочтительно 82 градуса или менее.
10. Нетканый материал, указанный в любом из пп.7-9, в котором, при условии, что контактный угол воды на волокне, содержащемся во втором участке первого слоя, меньше контактного угла воды на волокне, содержащемся в первом участке первого слоя, контактный угол воды на волокне, содержащемся во втором участке первого слоя, составляет 50 градусов или более, предпочтительно 55 градусов или более, более предпочтительно 60 градусов или более, еще более предпочтительно 65 градусов или более и 80 градусов или менее, предпочтительно 75 градусов или менее, более предпочтительно 70 градусов или менее.
11. Нетканый материал, указанный в любом из пп.7-10, в котором контактный угол воды на волокне, содержащемся во втором слое, составляет 20 градусов или более и 75 градусов или менее.
12. Нетканый материал, указанный в любом из пп.7-11, в котором, при условии, что контактный угол воды на волокне, содержащемся во втором слое, меньше контактного угла воды на волокне, содержащемся в первом участке первого слоя, контактный угол воды на волокне, содержащемся во втором слое, предпочтительно составляет 20 градусов или более, более предпочтительно 30 градусов или более и предпочтительно 75 градусов или менее, более предпочтительно 65 градусов или менее.
13. Нетканый материал, указанный в любом из пп.7-12, в котором разность между контактным углом воды на волокне, содержащемся во втором участке первого слоя, и контактным углом воды на волокне, содержащемся во втором слое (второй участок первого слоя - второй слой) предпочтительно составляет 1 градус или более, более предпочтительно 10 градусов или более, еще более предпочтительно 20 градусов или более, и предпочтительно 50 градусов или менее, более предпочтительно 40 градусов или менее.
14. Нетканый материал, указанный в любом из пп.7-13, в котором, при условии, что разность между контактным углом воды на волокне, содержащемся в первом участке первого слоя, и контактным углом воды на волокне, содержащемся во втором слое (первый участок первого слоя - второй слой), больше, чем разность контактных углов между вторым участком первого слоя и вторым слоем, разность контактных углов между первым участком первого слоя и вторым слоем предпочтительно составляет 2 градуса или более, более предпочтительно 10 градусов или более, еще более предпочтительно 20 градусов или более и предпочтительно 65 градусов или менее, более предпочтительно 50 градусов или менее.
15. Нетканый материал, указанный в любом из пп.7-14, в котором волокно, составляющее второй слой 20, не обрабатывают средством для обработки волокна, содержащим компоненты (A)-(C).
16. Нетканый материал, указанный в п.7, в котором, если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя, и участок, второй из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя,
гидрофильность второго участка первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют следующим соотношениям (13) и (14):
(13) первый участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя;
(14) второй участок второго слоя имеет более высокую гидрофильность, чем первый участок второго слоя.
17. Нетканый материал, указанный в п.16, во втором слое которого контактный угол воды на волокне, содержащемся в первом участке второго слоя, составляет 50 градусов или более, предпочтительно 55 градусов или более, более предпочтительно 60 градусов или более, еще более предпочтительно 65 градусов или более и 80 градусов или менее, предпочтительно 75 градусов или менее, более предпочтительно 70 градусов или менее.
18. Нетканый материал, указанный в п.16 или 17, в котором, при условии, что контактный угол воды на волокне, содержащемся во втором участке второго слоя, меньше контактного угла воды на волокне, содержащемся в первом участке второго слоя, контактный угол воды на волокне, содержащемся во втором участке второго слоя, составляет 20 градусов или более, предпочтительно 30 градусов или более, более предпочтительно 40 градусов или более и 70 градусов или менее, предпочтительно 65 градусов или менее.
19. Нетканый материал, указанный в любом из пп.16-18, в котором разность между контактным углом воды на волокне, содержащемся во втором участке первого слоя, и контактным углом воды на волокне, содержащемся в первом участке второго слоя (второй участок первого слоя - первый участок второго слоя), предпочтительно составляет 1 градус или более, более предпочтительно 10 градусов или более и предпочтительно 30 градусов или менее, более предпочтительно 25 градусов или менее.
20. Нетканый материал, указанный в любом из пп.16-19, в котором, при условии, что разность между контактным углом воды на волокне, содержащемся в первом участке первого слоя, и контактным углом воды на волокне, содержащемся во втором участке второго слоя (первый участок первого слоя - второй участок второго слоя), больше, чем разность контактных углов между вторым участком первого слоя и первым участком второго слоя, разность контактных углов между первым участком первого слоя и вторым участком второго слоя предпочтительно составляет 2 градуса или более, более предпочтительно 10 градусов или более и предпочтительно 65 градусов или менее, более предпочтительно 50 градусов или менее.
21. Нетканый материал, указанный в п.7, в котором, если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя, и участок, второй из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя,
гидрофильность первого участка первого слоя, гидрофильность второго участка первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют следующим соотношениям (15), (16) и (17):
(15) первый участок второго слоя имеет более высокую гидрофильность, чем первый участок первого слоя;
(16) второй участок первого слоя имеет более высокую гидрофильность, чем первый участок второго слоя;
(17) второй участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя.
22. Нетканый материал, указанный в п. 21, в котором разность между контактным углом воды на волокне, содержащемся в первом участке второго слоя, и контактным углом воды на волокне, содержащемся во втором участке первого слоя (первый участок второго слоя - второй участок первого слоя), предпочтительно составляет 1 градус или более, более предпочтительно 2 градуса или более и предпочтительно 30 градусов или менее, более предпочтительно 25 градусов или менее.
23. Нетканый материал, указанный в п. 21 или 22, в котором разность между контактным углом воды на волокне, содержащемся в первом участке первого слоя, и контактным углом воды на волокне, содержащемся во втором участке второго слоя (первый участок первого слоя - второй участок второго слоя), предпочтительно составляет 2 градуса или более, более предпочтительно 5 градусов или более и предпочтительно 55 градусов или менее, более предпочтительно 45 градусов или менее.
24. Нетканый материал, указанный в любом из пп.21-23, в котором в первом слое гидрофильность увеличивается постепенно от его первого участка к его второму участку.
25. Нетканый материал, указанный в любом из пп.7-24, в котором термоскрепляемое волокно, к которому прилипает средство для обработки волокна, содержится в первом слое.
26. Нетканый материал, указанный в любом из пп.7-24, в котором для первого слоя применяется термически растяжимое волокно, и для второго слоя применяется термически нерастяжимое волокно.
27. Нетканый материал, указанный в любом из пп.1-6, представляющий собой нетканый материал, полученный воздушной набивкой, содержащий первый слой и второй слой, прилегающий к первому слою, причем по меньшей мере один из первого слоя и второго слоя содержит термоскрепляемое волокно, к которому прилипает средство для обработки волокна; где
если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя, и участок, второй из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя,
гидрофильность первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют следующим соотношениям (21) и (22):
(21) первый участок второго слоя имеет более высокую гидрофильность, чем первый слой;
(22) второй участок второго слоя имеет более высокую гидрофильность, чем первый участок второго слоя.
28. Нетканый материал, указанный в п.27, во втором слое которого контактный угол воды на волокне, содержащемся в первом участке второго слоя, предпочтительно составляет 50 градусов или более, более предпочтительно 60 градусов или более и предпочтительно 80 градусов или менее, более предпочтительно 75 градусов или менее; и контактный угол воды на волокне, содержащемся в первом участке второго слоя, предпочтительно составляет 50 градусов или более и 80 градусов или менее, более предпочтительно 60 градусов или более и более предпочтительно 75 градусов или менее.
29. Нетканый материал, указанный в п.27 или 28, в котором, при условии, что контактный угол воды на волокне, содержащемся во втором участке второго слоя, меньше контактного угла воды на волокне, содержащемся в первом участке второго слоя, контактный угол воды на волокне, содержащемся во втором участке второго слоя, предпочтительно составляет 30 градусов или более, более предпочтительно 40 градусов или более и предпочтительно 75 градусов или менее, более предпочтительно 70 градусов или менее.
30. Нетканый материал, указанный в любом из пп.27-29, в котором первый слой имеет одинаковую гидрофильность на любом участке первого слоя.
31. Нетканый материал, указанный в любом из пп.27-30, в котором, при условии, что контактный угол воды на волокне, содержащемся в первом слое, больше, чем контактный угол воды на волокне, содержащемся в первом участке второго слоя, контактный угол воды на волокне, содержащемся в первом слое, предпочтительно составляет 75 градусов или более, более предпочтительно 80 градусов или более и предпочтительно 90 градусов или менее, более предпочтительно 85 градусов или менее.
32. Нетканый материал, указанный в любом из пп.27-31, в котором разность между контактным углом воды на волокне, содержащемся в первом слое, и контактным углом воды на волокне, содержащемся в первом участке второго слоя (первый слой 10 - первый участок 21 второго слоя), предпочтительно составляет 1 градус или более, более предпочтительно 10 градусов или более, еще более предпочтительно 15 градусов или более и предпочтительно 40 градусов или менее, более предпочтительно 30 градусов или менее, еще более предпочтительно 25 градусов или менее.
33. Нетканый материал, указанный в любом из пп.27-32, в котором, при условии, что разность между контактным углом воды на волокне, содержащемся в первом слое, и контактным углом воды на волокне, содержащемся во втором участке второго слоя (первый слой - второй участок второго слоя), больше, чем разность контактных углов между первым слоем и первым участком второго слоя, разность контактных углов между первым слоем и вторым участком второго слоя предпочтительно составляет 2 градуса или более, более предпочтительно 10 градусов или более, еще более предпочтительно 20 градусов или более и предпочтительно 60 градусов или менее, более предпочтительно 50 градусов или менее, еще более предпочтительно 35 градусов или менее.
34. Нетканый материал, указанный в любом из пп.1-33, в котором тонина термоскрепляемого волокна, содержащегося во втором слое, меньше, чем тонина термоскрепляемого волокна, содержащегося в первом слое.
35. Нетканый материал, указанный в любом из пп.1-34, в котором для второго слоя применяется термически растяжимое волокно, а для первого слоя применяется термически нерастяжимое волокно.
36. Нетканый материал, указанный в любом из пп.16-35, во втором слое которого гидрофильность постепенно увеличивается от его первого участка к его второму участку.
37. Нетканый материал, указанный в любом из пп.1-36, в котором термоскрепляемое волокно, к которому прилипает средство для обработки волокна, содержится во втором слое.
38. Нетканый материал, указанный в любом из пп.7-37, содержащий множество выступов, которые выступают со стороны второго слоя в направлении стороны первого слоя, где
в выступе гидрофильность увеличивается от верхнего участка выступа к его нижнему участку.
39. Нетканый материал, указанный в любом из пп.1-19, в котором термоскрепляемое волокно представляет собой термически растяжимое волокно, чья длина увеличивается под действием тепла.
40. Нетканый материал, указанный в любом из пп.1-39, в котором термоскрепляемое волокно содержит 0,5 масс.% или более и 5 масс.% или менее оксида титана в расчете на общую массу термоскрепляемого волокна.
41. Нетканый материал, указанный в любом из пп.1-40, в котором полиорганосилоксан представляет собой полидиметилсилоксан.
42. Нетканый материал, указанный в любом из пп.1-41, в котором сложный алкилфосфатный эфир, применяемый в качестве компонента (B), представляет собой полностью нейтрализованную или частично нейтрализованную соль сложного моноалкил- или диалкилфосфатного эфира, содержащего 16 - 18 атомов углерода.
43. Нетканый материал, указанный в любом из пп.1-42, в котором компонент (C) представляет собой диалкилсульфоновую кислоту или ее соль.
44. Нетканый материал, указанный в п. 43, в котором каждая алкильная группа двух цепей диалкилсульфоновой кислоты предпочтительно содержит от 4 до 14 атомов углерода, более предпочтительно от 6 до 10 атомов углерода.
45. Нетканый материал, указанный в любом из пп.1-44, в котором относительное содержание (по массе) компонента (A) относительно компонента (C) (первый/последний) составляет от 1:3 до 4:1.
46. Нетканый материал, указанный в любом из пп.1-45, в котором количество средства для обработки волокна, прилипающего к поверхности термоскрепляемого волокна, составляет 0,1 масс.% или более, предпочтительно от 0,1 до 1,5 масс.%, более предпочтительно от 0,2 до 1,0 масс.% в расчете на общую массу термоскрепляемого волокна за исключением средства для обработки волокна.
47. Нетканый материал, указанный в любом из пп.1-46, в котором полиорганосилоксан, выполняющий функцию компонента (A), предпочтительно имеет средневесовую молекулярную массу 100000 или более, более предпочтительно 150000 или более, еще более предпочтительно 200000 или более, и предпочтительно 1000000 или менее, более предпочтительно 800000 или менее, еще более предпочтительно 600000 или менее.
48. Нетканый материал, указанный в любом из пп.1-47, в котором в качестве полиорганосилоксана, выполняющего функцию компонента (A), применяют комбинацию из двух или более типов полиорганосилоксанов, которые имеют отличающуюся друг от друга молекулярную массу.
49. Нетканый материал, указанный в любом из пп.1-48, в котором
два или более типа полиорганосилоксанов, которые имеют отличающуюся друг от друга молекулярную массу, применяют в качестве компонента (A),
один из полиорганосилоксанов предпочтительно имеет средневесовую молекулярную массу 100000 или более, более предпочтительно 150000 или более, еще более предпочтительно 200000 или более и предпочтительно 1000000 или менее, более предпочтительно 800000 или менее, еще более предпочтительно 600000 или менее, и
другой из полиорганосилоксанов предпочтительно имеет средневесовую молекулярную массу менее 100000, более предпочтительно 50000 или менее, более предпочтительно 35000 или менее, еще более предпочтительно 20000 или менее и предпочтительно 2000 или более, более предпочтительно 3000 или более, еще более предпочтительно 5000 или более.
50. Нетканый материал, указанный в п.49, в котором отношение смешивания (по массе) полиорганосилоксана со средневесовой молекулярной массой 100000 или более и полиорганосилоксана со средневесовой молекулярной массой менее 100000 (первый/последний) предпочтительно составляет от 1:10 до 4:1, более предпочтительно от 1:5 до 2:1.
51. Нетканый материал, указанный в любом из пп.1-50, в котором количество соединения (A), смешиваемого в средстве для обработки волокна, предпочтительно составляет 1 масс.% или более, более предпочтительно 5 масс.% или более и предпочтительно 30 масс.% или менее, более предпочтительно 20 масс.% или менее, в расчете на общую массу средства для обработки волокна.
52. Нетканый материал, указанный в любом из пп.1-51, в котором количество соединения (B), смешиваемого в средстве для обработки волокна, предпочтительно составляет 5 масс.% или более, более предпочтительно 10 масс.% или более и предпочтительно 30 масс.% или менее, более предпочтительно 25 масс.% или менее.
53. Нетканый материал, указанный в любом из пп.1-52, в котором количество соединения (C), смешиваемого в средстве для обработки волокна, предпочтительно составляет 1 масс.% или более, более предпочтительно 5 масс.% или более и предпочтительно 20 масс.% или менее, более предпочтительно 13 масс.% или менее.
54. Нетканый материал, указанный в любом из пп.1-53, в котором относительное содержание (по массе) полиорганосилоксана, выполняющего функцию компонента (A), относительно анионного поверхностно-активного вещества, выполняющего функцию компонента (C), в средстве для обработки волокна (первый/последний) предпочтительно составляет от 1:3 до 4:1, более предпочтительно от 1:2 до 3:1.
55. Нетканый материал, указанный в любом из пп.1-54, в котором относительное содержание (по массе) полиорганосилоксана, выполняющего функцию компонента (A), относительно сложного алкилфосфатного эфира, выполняющего функцию компонента (B), в средстве для обработки волокна (первый/последний) предпочтительно составляет от 1:5 до 10:1, более предпочтительно от 1:2 до 3:1.
56. Нетканый материал, указанный в любом из пп.1-55, содержащий в качестве термоскрепляемого волокна термически растяжимое волокно, причем термически растяжимое волокно состоит из термически растяжимого бикомпонентного волокна, содержащего первый компонент смолы, составляющий сердцевину, и второй компонент смолы, составляющий участок оболочки, в котором
термически растяжимое бикомпонентное волокно имеет степень термического растяжения предпочтительно 0,5% или более и 20% или менее, более предпочтительно 3% или более и 20% или менее, еще более предпочтительно 5,0% или более и 20% или менее при температуре, на 10ºC превышающей температуру плавления второго компонента смолы (его температуру размягчения в случае смолы, не имеющей температуры плавления).
57. Поглощающее изделие, содержащее нетканый материал, указанный в любом из п.п.1-56.
58. Поглощающее изделие, указанное в п. 57, представляющее собой гигиеническую прокладку.
59. Средство для обработки волокна для нетканых материалов, содержащее следующий компонент (A), компонент (B) и компонент (C), где
относительное содержание (по массе) компонента (A) относительно компонента (C) (первый/последний) составляет от 1:3 до 4:1, и
компонент (A) содержится в количестве 1 масс.% или более и 30 масс.% или менее в расчете на массу средства для обработки волокна;
(A) полиорганосилоксан;
(B) сложный алкилфосфатный эфир;
(C) анионное поверхностно-активное вещество, представленное следующей общей формулой (1):
в которой Z представляет собой алкильную группу с линейной или разветвленной цепью, содержащей от 1 до 12 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; R1 и R2 независимо представляют собой алкильную группу с линейной или разветвленной цепью, содержащей от 2 до 16 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; X представляет собой -SO3M, -OSO3M или -COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний.
60. Средство для обработки волокна для нетканых материалов, указанное в п.59, в котором полиорганосилоксан представляет собой полидиметилсилоксан.
61. Средство для обработки волокна для нетканых материалов, указанное в п.59 или 60, в котором полидиметилсилоксан содержит два или более вида полидиметилсилоксанов, и один из полидиметилсилоксанов имеет средневесовую молекулярную массу 100000 или более, и другой из полидиметилсилоксанов имеет средневесовую молекулярную массу менее 100000.
62. Средство для обработки волокна для нетканых материалов по п.61, в котором отношение смешивания (по массе) полиорганосилоксана со средневесовой молекулярной массой 100000 или более и полиорганосилоксана со средневесовой молекулярной массой менее 100000 (первый/последний) предпочтительно составляет от 1:10 до 4:1, более предпочтительно от 1:5 до 2:1.
63. Средство для обработки волокна для нетканых материалов, указанное в любом из п.п.59-62, в котором сложный алкилфосфатный эфир, применяемый в качестве компонента (B), представляет собой полностью нейтрализованную или частично нейтрализованную соль сложного моноалкил- или диалкилфосфатного эфира, содержащего 16-18 атомов углерода.
64. Средство для обработки волокна для нетканых материалов, указанное в любом из пп.59-63, в котором количество соединения (B), смешиваемого в средстве для обработки волокна, составляет 5 масс.% или более, предпочтительно 10 масс.% или более и 30 масс.% или менее, предпочтительно 25 масс.% или менее.
65. Средство для обработки волокна для нетканых материалов, указанное в любом из пп.59-64, в котором компонент (C) представляет собой диалкилсульфоновую кислоту или ее соль.
66. Средство для обработки волокна для нетканых материалов, указанное в п.65, в котором каждая алкильная группа двух цепей диалкилсульфоновой кислоты предпочтительно содержит от 4 до 14 атомов углерода, более предпочтительно от 6 до 10 атомов углерода.
67. Средство для обработки волокна для нетканых материалов, указанное в любом из пп.59-66, в котором количество соединения (C), смешиваемого в средстве для обработки волокна, составляет 1 масс.% или более, предпочтительно 5 масс.% или более и 20 масс.% или менее, предпочтительно 13 масс.% или менее.
68. Средство для обработки волокна для нетканых материалов, указанное в любом из пп.59-67, в котором массовое отношение полиорганосилоксана, выполняющего функцию компонента (A), к анионному поверхностно-активному веществу, выполняющему функцию компонента (C) в средстве для обработки волокна, предпочтительно составляет от 1:3 до 4:1, более предпочтительно от 1:2 до 3:1.
69. Средство для обработки волокна для нетканых материалов, указанное в любом из пп.59-68, в котором массовое отношение полиорганосилоксана, выполняющего функцию компонента (A), к сложному алкилфосфатному эфиру, выполняющему функцию компонента (B) в средстве для обработки волокна, предпочтительно составляет от 1:4 до 3:1, более предпочтительно от 1:2 до 2:1.
70. Термоскрепляемое волокно, к которому прилипает средство для обработки волокна, указанное в любом из пп.59-69.
71. Термоскрепляемое волокно, указанное в п.70, в котором количество прилипающего средства для обработки волокна составляет 0,1 масс.% или более, предпочтительно от 0,1 до 1,5 масс.%, более предпочтительно от 0,2 до 1,0 масс.% в расчете на общую массу термоскрепляемого волокна и за исключением средства для обработки волокна.
72. Термоскрепляемое волокно, указанное в п.70 или 71, образующее контактный угол с водой 90 градусов или менее, предпочтительно 85 градусов или менее и 60 градусов или более, предпочтительно 65 градусов или более, и более того, от 65 до 85 градусов, предпочтительно от 70 до 80 градусов.
73. Термоскрепляемое волокно, указанное в любом из пп.70-72, представляющее собой термически растяжимое волокно.
74. Термоскрепляемое волокно, указанное в любом из пп.70-73, в котором термически растяжимое волокно представляет собой термически растяжимое бикомпонентное волокно, содержащее первый компонент смолы, составляющий сердцевину, и второй компонент смолы, составляющий участок оболочки, и
термически растяжимое бикомпонентного волокно имеет степень термического растяжения от 0,5 до 20%, предпочтительно от 3 до 20%, более предпочтительно от 5,0 до 20%, при температуре, на 10ºC превышающей температуру плавления второго компонента смолы (его температуру размягчения в том случае, если смола не имеет температуры плавления).
75. Термоскрепляемое волокно, указанное в любом из пп.70-74, где термоскрепляемое волокно содержит 0,5 масс.% или более и 5 масс.% или менее оксида титана в расчете на общую массу термоскрепляемого волокна.
76. Нетканый материал, содержащий термоскрепляемое волокно, указанное в любом из пп.70-75.
77. Нетканый материал, указанный в п.76, в котором термоскрепляемое волокно содержит термически растяжимое волокно и термически нерастяжимое волокно.
78. Нетканый материал, указанный в п.76 или 77, представляющий собой нетканый материал, полученный воздушной набивкой.
79. Способ производства нетканого материала, включающий применение термообработки в отношении полотна или нетканого материала, содержащего термоскрепляемое волокно, к которому прилипает средство для обработки волокна, указанное в любом из пп.59-69, в результате чего уменьшается гидрофильность части полотна или нетканого материала при получении нетканого материала.
80. Способ регулирования гидрофильности нетканого материала, включающий применение термообработки в отношении полотна или нетканого материала, содержащего термоскрепляемое волокно, к которому прилипает средство для обработки волокна, указанное в любом из п.п.59-69, в результате чего уменьшается гидрофильность части полотна или нетканого материала.
Примеры
Далее настоящее изобретение будет объяснено дополнительно на основе примеров. Однако примеры не предназначены ограничивать каким-либо образом объем настоящего изобретения. Если не указано иначе, "%" представляет собой "масс.%".
Пример 1
1) Производство волокна, гидрофильность которого уменьшается под действием тепла
Термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", служащее в качестве термоскрепляемого волокна, окунали в средство А для обработки волокна (масло), имеющее следующий состав. Термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка" обладает способностью растягиваться под действием тепла и содержит сердцевину, изготовленную из полипропиленовой смолы, и участок оболочки, изготовленной из полиэтиленовой смолы. После окунания термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка" сушили, получая при этом термоскрепляемое бикомпонентное волокно типа "сердцевина-оболочка", к поверхности которого прилипло средство для обработки волокна. Количество масла, прилипающего к волокну, составляло 0,39 масс.%.
Состав средства А для обработки волокна
- полиорганосилоксан (компонент (A), силикон "KM-903" производства компании Shin-Etsu Silicone): 8,3 масс.%
Состав силикона "KM-903"
- полидиметилсилоксан со средневесовой молекулярной массой, равной приблизительно 500000: 18 масс.%,
- полидиметилсилоксан со средневесовой молекулярной массой, равной приблизительно 20000: 42 масс.%,
- диспергирующая добавка: 5 масс.%,
- вода: 35 масс.%
- сложный алкилфосфатный эфир калия [компонент (B), нейтрализованный гидроксид калия GRIPPER 4131 производства компании Kao Corporation]: 22,9 масс.%,
- диалкилсульфосукцинат натрия [компонент (C), PELEX OT-P, производства компании Kao Corporation]: 9,2 масс.%,
- алкил(стеарил)бетаин [компонент, который отличается от компонентов (A)-(C), AMPHITOL 86B, производства компании Kao Corporation]: 13,8 масс.%,
- полиоксиэтиленстеариламид (число добавленных молей: 2) [компонент, который отличается от компонентов (A)-(C), Amisol SDE, производства компании Kawaken Fine Chemicals Co.,Ltd.]: 27,5 масс.%,
- силикон, модифицированный полиоксиэтиленом (РОЕ) или полиоксипропиленом (РОР), [компонент, который отличается от компонентов (A)-(C), X-22-4515, производства компании Shin-Etsu Chemical Co., Ltd.]: 18,3 масс.%
В таблице 1 количество смешиваемого компонента (A) представляет собой смешиваемое количество силикона только из композиции "KM-903", и не является общим смешиваемым количеством "KM-903". Другими словами, отношение смешивания каждого компонента в средстве для обработки волокна, показанное в таблице 1, представляет собой значение, рассчитанное без учета диспергирующей добавки и воды, содержащейся в KM-903.
2) Производство нетканого материала
Нетканый материал производили согласно способу, проиллюстрированному на фиг.2, с применением полученного волокна и без применения термически нерастяжимого волокна. Конкретный способ производства описан далее. Сначала с применением кардочесальной машины формовали полотно и подвергали полотно выдавливанию рельефа. Выдавливание рельефа осуществляли таким образом, чтобы формовать секции с выдавленным рельефом в виде структуры решетки, и чтобы процент площади секций с выдавленным рельефом (сжатая секция) достигал 22%. Выдавливание рельефа осуществляли при температуре обработки 110ºC.
Затем полотно подвергали обработке с продувкой воздуха. Что касается такой обработки с продувкой воздуха, термическую обработку осуществляли однократно, при этом горячий воздух наддували со стороны поверхности с выдавленным рельефом. Обработку с продувкой воздуха осуществляли при температуре термической обработки 136ºC.
Как проиллюстрировано на фиг.1(a) и фиг.1(b), полученный нетканый материал имел тонкие секции (секции с выдавленным рельефом) 18 и толстые секции 19, которые отличаются от тонких секций, и имел с одной стороны нетканого материала очень неровную лицевую сторону 10b с выступами и углублениями, содержащую выступ 119 и углубление 118, и с другой стороны нетканого материала плоскую лицевую сторону 10a, которая является по существу приблизительно плоской.
Пример 2
Нетканый материал по примеру 2 получали таким же образом, как в примере 1, за исключением того, что отношение смешивания каждого компонента в средстве А для обработки волокна (масло) меняли на отношение, описанное в таблице 1.
Пример 3
Нетканый материал по примеру 3 получали таким же образом, как в примере 1, за исключением того, что отношение смешивания каждого компонента в средстве А для обработки волокна (масло) меняли на отношение, описанное в таблице 1.
Пример 4
Нетканый материал по примеру 4 получали таким же образом, как в примере 1, за исключением того, что отношение смешивания каждого компонента в средстве А для обработки волокна (масло) меняли на отношение, описанное в таблице 1.
Пример 5
Нетканый материал по примеру 5 получали таким же образом, как в примере 1, за исключением того, что в качестве термоскрепляемого волокна применяли только термически нерастяжимое волокно, содержащее сердцевину, изготовленную из полиэфирной смолы, и участок оболочки, изготовленный из полиэтиленовой смолы, вместо термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", обладающего способностью растягиваться под действием тепла.
Пример 6
Нетканый материал по примеру 6 получали таким же образом, как в примере 2, за исключением того, что в качестве термоскрепляемого волокна применяли только термически нерастяжимое волокно, содержащее сердцевину, изготовленную из полиэфирной смолы, и участок оболочки, изготовленный из полиэтиленовой смолы, вместо термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", обладающего способностью растягиваться под действием тепла.
Пример 7
Нетканый материал по примеру 7 получали таким же образом, как в примере 3, за исключением того, что в качестве термоскрепляемого волокна применяли только термически нерастяжимое волокно, содержащее сердцевину, изготовленную из полиэфирной смолы, и участок оболочки, изготовленный из полиэтиленовой смолы, вместо термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", обладающего способностью растягиваться под действием тепла.
Пример 8
Нетканый материал по примеру 8 получали таким же образом, как в примере 4, за исключением того, что в качестве термоскрепляемого волокна применяли только термически нерастяжимое волокно, содержащее сердцевину, изготовленную из полиэфирной смолы, и участок оболочки, изготовленный из полиэтиленовой смолы, вместо термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", обладающего способностью растягиваться под действием тепла.
Пример 9
В качестве термоскрепляемого волокна применяли волокно, полученное смешиванием термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", применяемого в примере 1, с термически нерастяжимым волокном, применяемым в примере 5, при массовом отношении 1:1 вместо термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", обладающего способностью растягиваться под действием тепла. В частности, термоскрепляемое волокно производили таким способом, что окунали термически растяжимое волокно и термически нерастяжимое волокно в средство А для обработки волокна таким образом, чтобы на 1 г каждого из волокон прилипало одинаковое количество средства А для обработки волокна, и затем полученные волокна смешивали. Нетканый материал по примеру 9 получали таким же образом, как в примере 1, за исключением того, что применяли вышеупомянутое термоскрепляемое волокно.
Пример 10
В качестве термоскрепляемого волокна применяли волокно, полученное смешиванием термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", применяемого в примере 1, с термически нерастяжимым волокном, применяемым в примере 5, при массовом отношении 1:1 вместо термоскрепляемого бикомпонентного волокна типа "сердцевина-оболочка", обладающего способностью растягиваться под действием тепла. В частности, термоскрепляемое волокно производили таким способом, что окунали термически растяжимое волокно и термически нерастяжимое волокно в средство А для обработки волокна (масло), в котором меняли относительное содержание каждого компонента средства А для обработки волокна до относительного содержания, описанного в таблице 1, таким образом, чтобы на 1 г каждого из волокон прилипало одинаковое количество вышеупомянутого средства А для обработки волокна, и затем полученные волокна смешивали. Нетканый материал по примеру 10 получали таким же образом, как в примере 1, за исключением того, что применяли вышеупомянутое термоскрепляемое волокно.
Сравнительные примеры 1 и 2
Каждый из нетканых материалов согласно сравнительным примерам 1 и 2 получали таким же образом, как в примере 1, за исключением того, что относительное содержание каждого компонента в средстве А для обработки волокна A (масло) меняли до массового отношения, описанного в таблице 1. В частности, в сравнительном примере 1 и сравнительном примере 2, соответственно, применяли средство для обработки волокна, не содержащее компонент (A), и средство для обработки волокна, не содержащее компонент (C).
Сравнительные примеры 3 и 4
Каждый из нетканых материалов по сравнительным примерам 3 и 4 получали таким же образом, как в примере 5, за исключением того, что относительное содержание каждого компонента в средстве А для обработки волокна A (масло) меняли до массового отношения, описанного в таблице 1. В частности, в сравнительном примере 3 применяли средство для обработки волокна, не содержащее компонент (A), и в сравнительном примере 4 применяли средство для обработки волокна, не содержащее компонент (C).
Способ измерения количества прилипающего средства для обработки волокна
Количество прилипающего средства для обработки волокна измеряли с применением устройства для быстрой экстракции остающегося жира. Взвешивали 2 г волокна и помещали в предварительно установленный контейнер, содержащий небольшое отверстие, открываемое в его нижней части. Затем волокно придавливали крышкой, в результате чего волокно опускалось в нижнюю часть контейнера, добавляли в контейнер 10 см3 смешанного раствора этанол/метанол (1:1) и оставляли стоять в течение 10 минут; затем снова вставляли крышку и сильно прижимали, в результате чего компоненты, содержащиеся в волокне, экстрагировали смесью этанол/метанол и выливали полученную жидкость в чашку для взвешивания. Чашку для взвешивания нагревали для выпаривания растворителя, и определяли массу после нагревания с учетом исходной массы чашки для взвешивания, в результате чего определяли количество прилипающего средства для обработки волокна. Измерения (N=3) осуществляли три раза, и среднее значение, полученное по результатам измерений, считали количеством прилипающего масла.
Проведение оценки
Контактный угол
Для нетканых материалов, полученных по примерам 1-10 и сравнительным примерам 1-4, измеряли контактный угол воды на волокне, отобранном из каждого нетканого материала. В таблице 1 показаны результаты измерений. Для нетканых материалов, полученных по примерам 1-8 и сравнительным примерам 1-4, контактный угол воды на волокне, отобранном из каждого нетканого материала, измеряли согласно способу, описанному в параграфе [0057] патента JP 2010-168715A, в частности, согласно способу, описанному выше как способ измерения контактного угла. Кроме того, для нетканых материалов, полученных по примерам 9 и 10, отбирали образцы каждого термически растяжимого волокна и термически нерастяжимого волокна из "верхнего участка P1 выступа" и с "обратной поверхности P2" каждого из нетканых материалов следующим способом, и измеряли контактный угол воды на каждом из образцов термически растяжимого волокна и термически нерастяжимого волокна с помощью того же способа, который применяли в примерах 1-8 и сравнительных примерах 1-4.
Способ отбора образцов термически растяжимого волокна и термически нерастяжимого волокна
Используя прецизионные ножницы и пинцеты, из верхнего слоя нетканого материала, полученного из смешанных волокон, отрезали куски каждого из волокон длиной 1 мм, и тем самым получали образцы из нетканого материала.
В таблице 1 "верхний участок P1 выступа" в колонке "Контактный угол" указывает на результаты измерения контактного угла дистиллированной воды на волокне, отобранном из верхнего участка P1 выступа 119 на неровной лицевой стороне 10b нетканого материала, имеющей выступы и углубления (верхний участок толстой секции); и "обратная поверхность P2" указывает на результаты измерения контактного угла дистиллированной воды на волокне, отобранном из участка P2 на плоской лицевой стороне 10a нетканого материала, причем участок P2 соответствует верхнему участку P1 выступа. Кроме того, на фиг.8 показаны результаты измерений контактных углов на волокнах по примерам 1 и 2 и согласно сравнительному примеру 1.
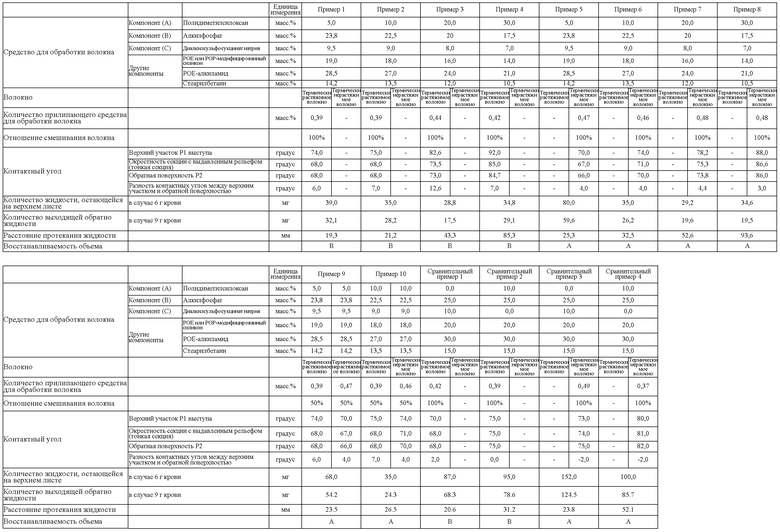
Количество жидкости, остающейся на верхнем листе
Гигиеническую прокладку для проведения оценки получали посредством удаления верхнего листа с имеющейся в продаже гигиенической прокладки производства компании Kao Corporation (торговая марка "Laurier Sarasara Cushion Hada Kirei Kyushu") и ламинирования на нее вместо верхнего листа каждого из нетканых материалов по примерам 1-10 и сравнительным примерам 1-4 с фиксацией его наружного края. Каждый нетканый материал размещали таким образом, чтобы он был обращен обратной поверхностью P2 к впитывающему элементу. Акриловую пластинку, имеющую сквозное отверстие с внутренним диаметром 1 см, помещают на поверхность гигиенической прокладки, и прикладывают к прокладке постоянную нагрузку 100 Па. Под такой нагрузкой через сквозное отверстие в акриловой пластинке наливают 6,0 г дефибринированной лошадиной крови. Через 60 секунд после добавления лошадиной крови акриловую пластинку удаляют, затем взвешивают (W2) нетканый материал, и рассчитывают разность (W2-W1) между весом (W2) и весом (W1) нетканого материала, причем вес (W1) измеряют заранее перед добавлением лошадиной крови. Вышеупомянутую процедуру повторяют 3 раза, и среднее значение, полученное по трем измерениям, считается количеством остающейся жидкости (мг). Количество остающейся жидкости служит индикатором, показывающим, насколько влажной станет кожа пользователя, и чем меньше количество остающейся жидкости, тем лучше результат оценки. Полученные результаты показаны в таблице 1.
Количество выходящей обратно жидкости
Гигиеническую прокладку для проведения оценки получали посредством удаления верхнего листа с имеющейся в продаже гигиенической прокладки производства компании Kao Corporation (торговая марка "Laurier Sarasara Cushion Hada Kirei Kyushu") и ламинирования на нее вместо верхнего листа каждого из нетканых материалов по примерам 1-10 и сравнительным примерам 1-4 с фиксацией его наружного края. Каждый нетканый материал размещали таким образом, чтобы он был обращен обратной поверхностью P2 к впитывающему элементу.
Акриловую пластинку, имеющую сквозное отверстие с внутренним диаметром 1 см, помещают на поверхность гигиенической прокладки, и прикладывают к прокладке постоянную нагрузку 100 Па. Под такой нагрузкой через сквозное отверстие в акриловой пластинке каждые 3 минуты наливают по 3,0 г дефибринированной лошадиной крови, то есть, в сумме 9,0 г крови. Акриловую пластинку удаляют через 300 секунд после добавления лошадиной крови и затем помещают на поверхность нетканого материала тонкую бумагу, и кроме того, на тонкую бумагу (тиссью) помещают груз и прикладывают к прокладке нагрузку 2000 Па. Груз и тонкую бумагу (тиссью) удаляют через 5 секунд после приложения нагрузки, определяют массу (W4) тонкой бумаги (тиссью), и рассчитывают разность (W4-W3) между массой (W4) и массой (W3) тонкой бумаги (тиссью), измеренной заранее перед размещением тонкой бумаги на поверхности нетканого материала. Вышеупомянутую процедуру повторяют 3 раза, и среднее значение, полученное по трем измерениям, считается количеством (мг) выходящей обратно жидкости. Чем меньше количество выходящей обратно жидкости, тем выше оценка. Полученные результаты показаны в таблице 1.
Расстояние протекания жидкости
Гигиеническую прокладку для проведения оценки получали посредством удаления верхнего листа с имеющейся в продаже гигиенической прокладки производства компании Kao Corporation (торговая марка "Laurier Sarasara Cushion Hada Kirei Kyushu") и ламинирования на нее вместо верхнего листа каждого из нетканых материалов по примерам 1-10 и сравнительным примерам 1-4 с фиксацией его наружного края. Каждый нетканый материал размещали таким образом, чтобы он был обращен обратной поверхностью P2 к впитывающему элементу.
Устройство для испытания имеет крепление, в котором поверхность закрепленной прокладки наклонена под углом 45 градусов к горизонтальной плоскости. С помощью такого крепления прокладку закрепляют таким образом, чтобы ее сторона с верхним листом была обращена вверх. Окрашенную дистиллированную воду, служащую в качестве жидкости для испытания, капают на прокладку со скоростью 1 г/10 сек. Измеряют расстояние от точки, где нетканый материал впервые становится мокрым, до точки, где жидкость для испытания впервые поглощается впитывающим элементом. Вышеупомянутую процедуру повторяют 3 раза, и среднее значение, рассчитанное по трем измерениям, считается расстоянием (мм) протекания жидкости. Расстояние протекания жидкости служит в качестве индикатора, показывающего количество жидкости, не поглощенное гигиенической прокладкой, которое вступит в контакт с кожей пользователя. Чем меньше расстояние протекания жидкости, тем выше результаты оценки.
Характеристика восстанавливаемости объема нетканого материала
Восстанавливаемость объема нетканого материала оценивали следующим способом, и результаты оценки показаны в таблице 1.
Толщину нетканого материала измеряли согласно способу, описанному в международной публикации W02010074207A1. Оценку восстанавливаемости объема нетканого материала проводили путем оборачивания нетканого материала длиной 2700 м вокруг картонной трубки с наружным диаметром 85 мм с получением рулона с последующим хранением при комнатной температуре в течение двух недель; после хранения нетканый материал в форме рулона разматывают со скоростью переноса 150 м/мин, и на нетканый материал надувают горячий воздух при температуре обработки 115ºC, продолжительности обработки 0,2 секунды и скорости потока воздуха 2,8 м/сек, в результате чего толщина нетканого материала восстанавливается. Восстанавливаемость объема нетканого материала представлена следующей формулой (2), где C представляет собой толщину на выступе нетканого материала перед сворачиванием нетканого материала в рулон (толщина до хранения), и D представляет собой толщину на выступе нетканого материала после наддува на него горячего воздуха (толщина после восстановления). Толщину нетканого материала, полученную после наддува горячего воздуха, измеряют через промежуток времени от 1 минуты до 1 часа после наддува горячего воздуха. Толщину нетканого материала измеряют вышеупомянутым способом.
Восстанавливаемость объема (%) = (D/C)×100 (2)
Величина восстанавливаемости объема, рассчитанная по формуле (2), которая ниже 60%, оценивается как C; величина, равная или превышающая 60% и ниже 70%, оценивается как B; величина, равная или превышающая 70% и ниже 80%, оценивается как А; и величина, равная или превышающая 80%, оценивается как S. Чем выше величина восстанавливаемости объема, тем выше результаты оценки.
Из результатов, приведенных в таблице 1 и на фиг.3, понятно, что нетканые материалы по примерам 1-10, каждый из которых содержит компоненты (A)-(C), имеют более значительную разность в гидрофильности между верхним участком P1 выступа и обратной поверхностью P2, чем нетканые материалы согласно сравнительным примерам 1 и 3, каждый из которых не содержит компонента (A), и нетканые материалы согласно сравнительным примерам 2 и 4, каждый из которых не содержит компонента (C). Кроме того, из результатов оценки количества остающейся жидкости, приведенных в таблице 1, понятно, что применение каждого из нетканых материалов, полученных согласно примерам 1-10, с более значительным градиентом гидрофильности верхнего листа приводит к меньшему количеству жидкости, остающейся на поверхности верхнего листа, и меньшему количеству жидкости, выходящей обратно, чем применение нетканых материалов с относительно меньшим градиентом гидрофильности, полученных согласно сравнительным примерам 1 и 2, благодаря чему улучшалась их впитывающая способность.
Из результатов, приведенных в таблице 1, понятно, что нетканые материалы по примерам 1-10, несмотря на то, что они содержали меньшее количество компонента (A), обеспечивали более короткое расстояние протекания жидкости.
Из результатов, приведенных в таблице 1, понятно, что нетканые материалы по примерам 5 и 6, в которых в качестве термоскрепляемого волокна применяли термически нерастяжимое волокно, имели лучшую текстуру. Кроме того, количество жидкости, остающейся на поверхности, в примерах 5 и 6 было больше, чем в примерах 1 и 2, хотя было меньше, чем в сравнительных примерах 3 и 4, и поэтому было достаточно удовлетворительным.
Из результатов, приведенных в таблице 1, понятно, что нетканые материалы по примерам 9 и 10, в которых в качестве термоскрепляемого волокна применяли волокно, полученное смешиванием термически растяжимого волокна с термически нерастяжимым волокном, имели лучшую текстуру и меньшее количество жидкости, остающейся на поверхности.
Примеры 11-14
С применением производственного оборудования 100, проиллюстрированного на фиг.7, производили нетканые материалы, полученные воздушной набивкой, имеющие форму, проиллюстрированную на фиг.3. Следует отметить, что выдавливание рельефа с помощью устройства 130 для выдавливания рельефа не осуществляли. В следующей таблице 2 показано волокно, применяемое в качестве исходного материала для первого полотна 111, подаваемого в модуль 110 для производства первого полотна производственного оборудования 100, и волокно, применяемое в качестве исходного материала для второго полотна 122, подаваемого в модуль 120 для производства второго полотна. В таблице 2 описан состав средства для обработки волокна, наносимого на каждое из волокон, применяемых в качестве исходного материала. Температуру горячего воздуха в устройстве для воздушной набивки и скорость потока воздуха устанавливали на 136ºC и 0,8 м/сек, соответственно. Благодаря этому производили нетканые материалы, полученные воздушной набивкой, имеющие двухслойную структуру и поверхностную плотность, показанную в таблице 2.
Термоскрепляемое волокно первого полотна, показанное в таблице 2, представляло собой концентрическое бикомпонентное волокно типа "сердцевина-оболочка", содержащее сердцевину, изготовленную из полиэтилентерефталата, и оболочку, изготовленную из полиэтилена, и имело массовое отношение сердцевина/оболочка, равное 50:50, тонину 3,3 дтекс и длину волокна 51 мм. Кроме того, термоскрепляемое волокно второго полотна, показанное в таблице 2, представляло собой концентрическое бикомпонентное волокно типа "сердцевина-оболочка", содержащее сердцевину, изготовленную из полиэтилентерефталата, и оболочку, изготовленную из полиэтилена, и имело массовое отношение сердцевина/оболочка 50:50, тонину 2,4 дтекс и длину волокна 51 мм. Кроме того, термически растяжимое волокно, показанное в таблице 2, представляло собой концентрическое бикомпонентное волокно типа "сердцевина-оболочка", содержащее сердцевину, изготовленную из полиэтилентерефталата, и оболочку, изготовленную из полиэтилена, и имело массовое отношение сердцевина/оболочка, равное 50:50, тонину 4,2 дтекс, и длину волокна 44 мм. Степень растяжения под воздействием тепла при температуре плавления смолы сердцевины, а именно +10ºC, составляла 9,5%.
В следующей таблице 7 показаны компоненты средств для обработки волокон, показанных в таблице 2. Следует отметить, что смешиваемое количество компонента (A), показанное в таблице 2, представляет собой смешиваемое количество только силикона в композиции "KM-903" в качестве компонента (A), показанного в таблице 6, и не относится к общему смешиваемому количеству композиции "KM-903" (то же самое относится к следующим таблицам 3-5).
Примеры 15 и 16
С применением производственного оборудования 100, проиллюстрированного на фиг.7, производили нетканые материалы, полученные воздушной набивкой, имеющие форму, проиллюстрированную на фиг.4. Следует отметить, что выдавливание рельефа с помощью устройства 130 для выдавливания рельефа не осуществляли. В следующей таблице 3 показано волокно, применяемое в качестве исходного материала для первого полотна 111, подаваемого в модуль 110 для производства первого полотна производственного оборудования 100, и волокно, применяемое в качестве исходного материала для второго полотна 122, подаваемого в модуль 120 для производства второго полотна. В таблице 3 описан состав средства для обработки волокна, наносимого на каждое из волокон, применяемых в качестве исходного материала. Волокна и средства для обработки волокон, показанные в таблице 3, являются теми же самыми, что волокна и средства, упомянутые выше в примерах 1-4. Температуру горячего воздуха в устройстве для воздушной набивки и скорость потока воздуха устанавливали на 136ºC и 0,8 м/сек, соответственно. Каждый из нетканых материалов, полученных воздушной набивкой, имеющий двухслойную структуру и поверхностную плотность, показанную в таблице 3, получали таким же образом, как в примере 1, за исключением того, что упомянуто выше.
Пример 17
С применением производственного оборудования 100, проиллюстрированного на фиг.7, производили нетканые материалы, полученные воздушной набивкой, имеющие форму, проиллюстрированную на фиг.5. Следует отметить, что выдавливание рельефа с помощью устройства 130 для выдавливания рельефа не осуществляли. В следующей таблице 4 показано волокно, применяемое в качестве исходного материала для первого полотна 111, подаваемого в модуль 110 для производства первого полотна производственного оборудования 100, и волокно, применяемое в качестве исходного материала для второго полотна 122, подаваемого в модуль 120 для производства второго полотна. В таблице 4 описан состав средства для обработки волокна, наносимого на каждое из волокон, применяемых в качестве исходного материала. Волокна и средства для обработки волокон, показанные в таблице 4, являются теми же самыми, что волокна и средства, упомянутые выше в примерах 1-4. Температуру горячего воздуха в устройстве для воздушной набивки и скорость потока воздуха устанавливали на 136ºC и 0,8 м/сек, соответственно. Нетканый материал, полученный воздушной набивкой, имеющий двухслойную структуру и поверхностную плотность, показанную в таблице 4, получали таким же образом, как в примере 1, за исключением того, что упомянуто выше.
Сравнительные примеры 5 и 6
С применением производственного оборудования 100, проиллюстрированного на фиг.7, производили нетканые материалы, полученные воздушной набивкой, имеющие форму, проиллюстрированную на фиг.9. Следует отметить, что выдавливание рельефа с помощью устройства 130 для выдавливания рельефа не осуществляли. В следующей таблице 5 показано волокно, применяемое в качестве исходного материала для первого полотна 111, подаваемого в модуль 110 для производства первого полотна производственного оборудования 100, и волокно, применяемое в качестве исходного материала для второго полотна 122, подаваемого в модуль 120 для производства второго полотна. В таблице 5 описан состав средства для обработки волокна, наносимого на каждое из волокон, применяемых в качестве исходного материала. Волокна и средства для обработки волокон, показанные в таблице 5, являются теми же самыми, что волокна и средства, упомянутые выше в примерах 11-14. Температуру горячего воздуха в устройстве для воздушной набивки и скорость потока воздуха устанавливали на 136ºC и 0,8 м/сек, соответственно. Нетканые материалы, полученные воздушной набивкой, имеющие двухслойную структуру, состоящую из первого слоя 10 и второго слоя 20, и поверхностную плотность, показанную в таблице 5, получали таким же образом, как в примере 1, за исключением того, что упомянуто выше.
Примеры 18-21
С применением производственного оборудования 100, проиллюстрированного на фиг.7, производили нетканые материалы, полученные воздушной набивкой, имеющие форму, проиллюстрированную на фиг.6. Следует отметить, что выдавливание рельефа с помощью устройства 130 для выдавливания рельефа не осуществляли. В следующей таблице 6 показано волокно, применяемое в качестве исходного материала для первого полотна 111, подаваемого в модуль 110 для производства первого полотна производственного оборудования 100, и волокно, применяемое в качестве исходного материала для второго полотна 122, подаваемого в модуль 120 для производства второго полотна. В таблице 6 описан состав средства для обработки волокна, наносимого на каждое из волокон, применяемых в качестве исходного материала. Температуру горячего воздуха в устройстве для воздушной набивки и скорость потока воздуха устанавливали на 136ºC и 0,8 м/сек, соответственно. Таким способом получали нетканые материалы, полученные воздушной набивкой, имеющие двухслойную структуру и поверхностную плотность, показанную в таблице 6.
Термоскрепляемое волокно первого полотна, показанное в таблице 6, представляло собой концентрическое бикомпонентное волокно типа "сердцевина-оболочка", содержащее сердцевину, изготовленную из полиэтилентерефталата, и оболочку, изготовленную из полиэтилена, и имело массовое отношение сердцевина/оболочка, равное 50:50, тонину 3,3 дтекс и длину волокна 51 мм. Кроме того, термоскрепляемое волокно второго полотна, показанное в таблице 6, представляло собой концентрическое бикомпонентное волокно типа "сердцевина-оболочка", содержащее сердцевину, изготовленную из полиэтилентерефталата, и оболочку, изготовленную из полиэтилена, и имело массовое отношение сердцевина/оболочка, равное 50:50, тонину 2,4 дтекс и длину волокна 51 мм. Кроме того, термически растяжимое волокно, показанное в таблице 6, представляло собой концентрическое бикомпонентное волокно типа "сердцевина-оболочка", содержащее сердцевину, изготовленную из полиэтилентерефталата, и оболочку, изготовленную из полиэтилена, и имело массовое отношение сердцевина/оболочка, равное 50:50, тонину 3,3 дтекс и длину волокна 44 мм. Степень растяжения под воздействием тепла при температуре плавления смолы сердцевины, а именно +10ºC, составляла 9,5%.
В следующей таблице 7 показаны компоненты средства для обработки волокна, показанного в таблице 6. Следует отметить, что смешиваемое количество компонента (A), показанное в таблице 6, представляет собой смешиваемое количество только силикона в композиции "KM-903" в качестве компонента (A), показанного в таблице 7, и не относится к общему смешиваемому количеству композиции "KM-903"
Сравнительные примеры 7 и 8
С применением производственного оборудования 100, проиллюстрированного на фиг.7, производили нетканые материалы, полученные воздушной набивкой, имеющие форму, проиллюстрированную на фиг.6. Следует отметить, что выдавливание рельефа с помощью устройства 130 для выдавливания рельефа не осуществляли. В следующей таблице 6 показано волокно, применяемое в качестве исходного материала для первого полотна 111, подаваемого в модуль 110 для производства первого полотна производственного оборудования 100, и волокно, применяемое в качестве исходного материала для второго полотна 122, подаваемого в модуль 120 для производства второго полотна. В таблице 6 описан состав средства для обработки волокна, наносимого на каждое из волокон, применяемых в качестве исходного материала. Волокна и средство для обработки волокна, показанные в таблице 6, являются теми же, что волокна и средство в вышеупомянутых примерах 18-21. Каждый нетканый материал согласно сравнительным примерам 7 и 8 получали таким же образом, как в примере 18, за исключением того, что относительное содержание каждого компонента в средстве для обработки волокна меняли на относительное содержание, описанное в таблице 6. В частности, в сравнительном примере 7 применяли средство для обработки волокна, не содержащее компонента (A), и в сравнительном примере 8 применяли средство для обработки волокна, не содержащее компонента (C). Температуру горячего воздуха в устройстве для воздушной набивки и скорость потока воздуха устанавливали на 136ºC и 0,8 м/сек, соответственно. Нетканые материалы, полученные воздушной набивкой, имеющие двухслойную структуру и поверхностную плотность, показанную в таблице 6, получали таким же способом, как в примере 18, за исключением того, что упомянуто выше.
Проведение оценки
Оценку осуществляли, применяя в качестве примера поглощающего изделия детский подгузник для проведения оценки. Детский подгузник для проведения оценки получали таким образом, что удаляли с детского подгузника (производство компании Kao Corporation: Merries Sarasara Air through (зарегистрированная торговая марка), средний размер, произведен в 2013 г.) верхний лист и вместо верхнего листа использовали тестируемый образец нетканого материала (далее, упоминается как тестируемый образец нетканого материала) с фиксацией его наружного края. Для полученного таким образом подгузника определяли количество жидкости, остающейся на его верхнем листе, и расстояние протекания жидкости на его верхнем листе с помощью следующего способа. Для образцов по примеру 17 и сравнительным примерам 5 и 6, кроме проведения оценки вышеупомянутыми способами, с помощью следующих способов измеряли обратное смачивание - количество выходящей обратно жидкости, и количество поглощаемой жидкости. Для образцов по примерам 18-21 и сравнительным примерам 7 и 8, кроме оценки количества жидкости, остающейся на верхнем листе, и расстояния протекания жидкости на верхнем листе, с помощью следующих способов измеряли обратное смачивание - количество выходящей обратно жидкости, и количество поглощаемой жидкости. Результаты приведены в следующих таблицах 2-6.
Количество жидкости, остающейся на верхнем листе
Подгузник раскрывали до плоского состояния и с помощью впрыскивающей помпы наливали 40 г искусственной мочи, которая впитывалась со скоростью 5 г/сек в месте, расположенном на расстоянии 155 мм от торца (в продольном направлении) переднего участка оберточного листа, покрывающего впитывающую сердцевину подгузника, и оставляли подгузник на 10 минут; дополнительно наливали еще 40 г искусственной мочи, позволяя ей впитаться. Такую процедуру заливки искусственной мочи повторяли 4 раза, в результате чего в подгузник в общей сложности впитывалось 160 г искусственной мочи. После окончания заливки подгузник оставляли на 10 минут, затем удаляли часть верхнего листа размером 10 см × 10 см с центром в точке заливки и определяли его массу (W2). Затем верхний лист сушили при 105ºC в течение 1 часа с применением сушильного устройства, определяли его массу (W1) и рассчитывали количество остающейся жидкости по следующий формуле.
Количество остающейся жидкости (г) = масса (W2) верхнего листа после заливки 160 г жидкости - масса (W1) верхнего листа после сушки
Состав искусственной мочи был следующим: 1,94 масс.% мочевины; 0,7954 масс.% хлорида натрия; 0,11058 масс.% сульфата магния (гептагидрат); 0,06208 масс.% хлорида кальция (гидрат); 0,19788 масс.% сульфата калия, 0,0035 масс.% простого полиоксиэтиленлаурилового эфира и ионообменной воды до баланса (остальное количество).
Расстояние протекания жидкости на верхнем листе
На плоской поверхности столика, наклоненного под углом 45 градусов, фиксировали подгузник таким образом, чтобы сторона с верхним листом была обращена вверх, и передняя сторона была обращена вниз. Затем с помощью впрыскивающей помпы заливали в подгузник одноразового использования 40 г физиологического солевого раствора (0,9% солевой раствор, приготовленный с применением ионообменной воды), окрашенного красителем Red № 2, со скоростью заливки 5 г/сек в место, расположенное на расстоянии 260 мм от переднего торца (в продольном направлении) и в середине в направлении ширины. Сразу после заливки измеряли максимальное расстояние (мм), которое физиологический солевой раствор протекал по верхнему листу, и полученное расстояние принимали за расстояние протекания жидкости.
Количество выходящей обратно жидкости
Подгузник раскрывали до плоского состояния, и на верхний лист подгузника помещали акриловую пластинку, оборудованную цилиндрическим устройством для заливки, и кроме того на акриловую пластинку помещали груз, чтобы прикладывать к впитывающему элементу нагрузку 2 кПа. Устройство для заливки, которым была снабжена акриловая пластинка, имело цилиндрическую форму с внутренним диаметром 36 мм (высота 53 мм), и в акриловой пластинке было образовано сквозное отверстие с внутренним диаметром 36 мм таким образом, что ось, находящаяся в середине акриловой пластинки, в направлении ширины, и расположенная на расстоянии одной трети длины акриловой пластинки, в продольном направлении, совпадала с центральной осью цилиндрического устройства для заливки, и сквозное отверстие позволяло верхнему листу, обращенному к поверхности акриловой пластинки, сообщаться с внутренней частью цилиндрического устройства для заливки. Акриловую пластинку размещали так, чтобы центральная ось цилиндрического устройства для заливки акриловой пластинки была расположена в 155 мм от торца, в продольном направлении, переднего участка оберточного материала для сердцевины, покрывающего впитывающую сердцевину подгузника, и заливали 40 г искусственной мочи, позволяя ей впитаться в подгузник; оставляли подгузник на 10 минут, и дополнительно заливали еще 40 г искусственной мочи, позволяя ей впитываться. Такую процедуру заливки искусственной мочи повторяли 4 раза, в результате чего подгузник в общей сложности поглощал 160 г искусственной мочи. После окончания заливки подгузник оставляли на 10 минут и затем удаляли вышеупомянутое цилиндрическое устройство для заливки и сжатие. Затем помещали 16 листов фильтровальной бумаги № 5C производства компании Advantec (100 мм × 100 мм, измеренная масса W3) так, чтобы окружить место заливки искусственной мочи в подгузник, и, кроме того, прикладывали на них нагрузку 3,5 кПа. Спустя 2 минуты нагрузку удаляли и определяли массу (W4) фильтровальной бумаги, в которую впиталась искусственная моча, и количество выходящей обратно жидкости рассчитывали по следующей формуле.
Количество выходящей обратно жидкости (г) = масса (W4) фильтровальной бумаги после приложения давления - исходная масса (W3) фильтровальной бумаги
Количество поглощенной жидкости
Определяли массу (W5) подготовленного подгузника. Затем на плоской поверхности столика, наклоненного под углом 20 градусов, фиксировали подгузник таким образом, чтобы сторона с верхним листом была обращена вверх, и фронтальная сторона была обращена вниз. В таком положении с помощью впрыскивающей помпы вводили 40 г искусственной мочи, которая впитывалась в подгузник со скоростью 5 г/сек, в месте, расположенном в 110 мм от торца, в продольном направлении, переднего участка оберточного листа для сердцевины, покрывающего впитывающую сердцевину подгузника, оставляли подгузник на 5 минут, и затем заливали на него еще 40 г искусственной мочи. Такую процедуру заливки искусственной мочи повторяли, заливку прекращали в тот момент, когда искусственная моча начинала протекать из торца нижней части подгузника; в это время определяли массу (W6) подгузника и рассчитывали количество поглощенной жидкости по следующей формуле.
Количество поглощенной жидкости (г) = масса (W6) подгузника после поглощения жидкости - масса (W5) подгузника перед поглощением жидкости
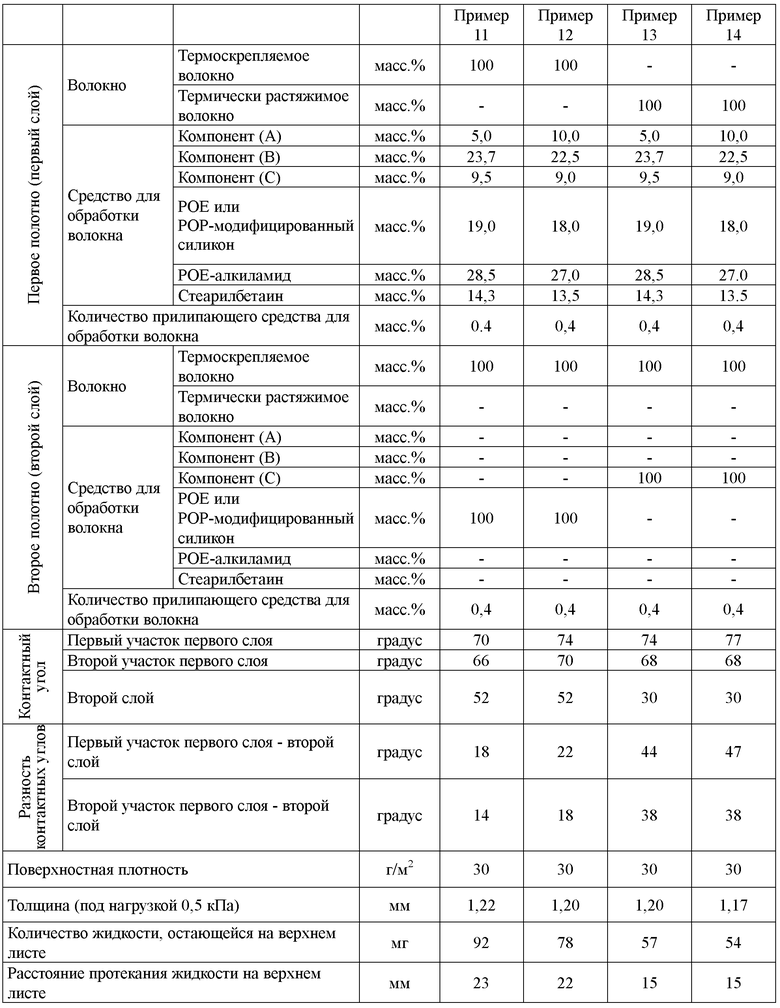
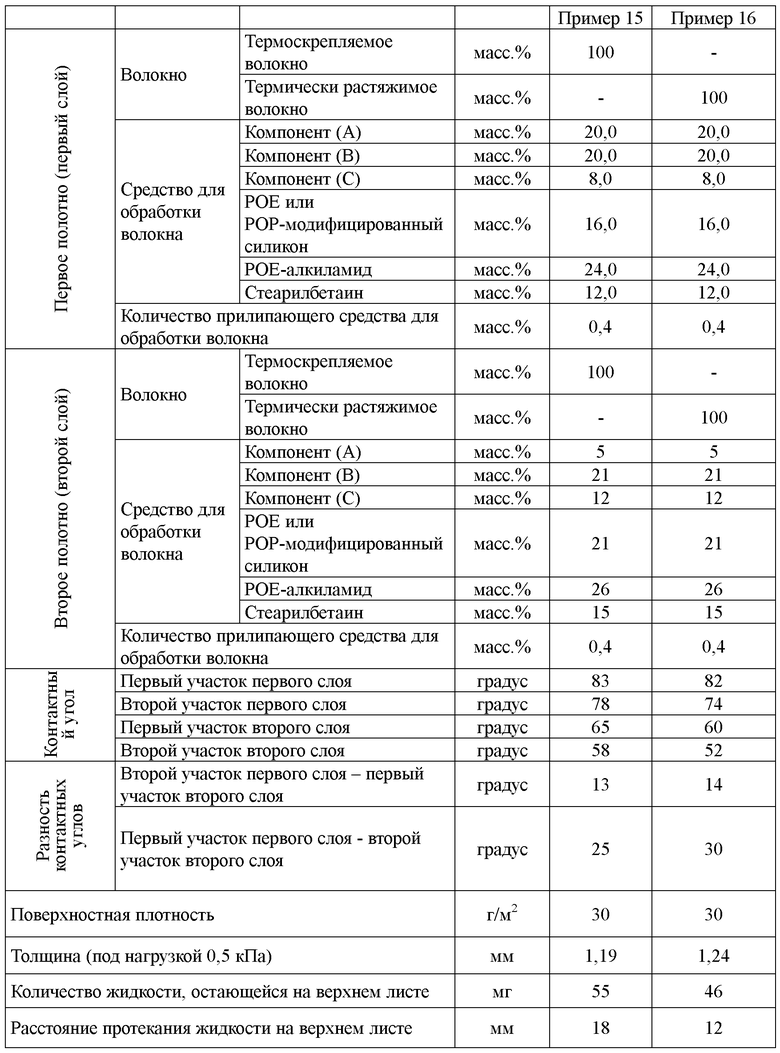
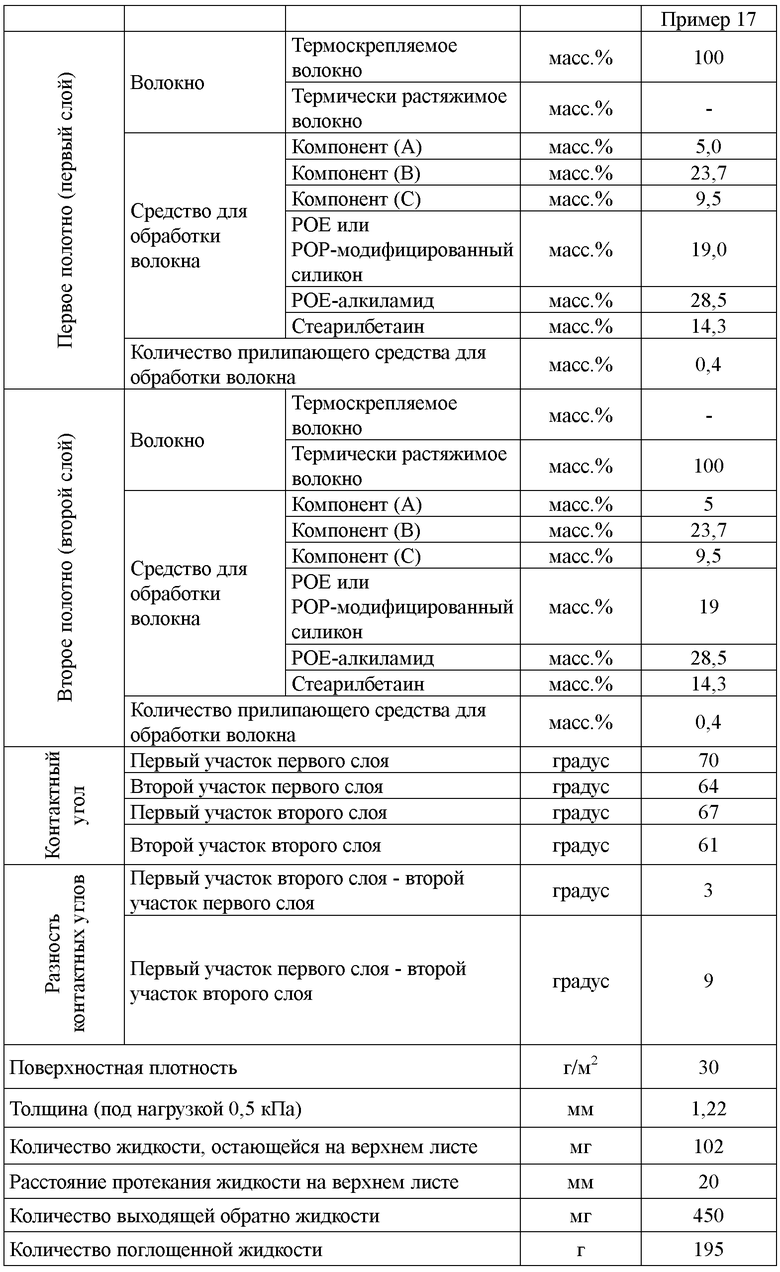
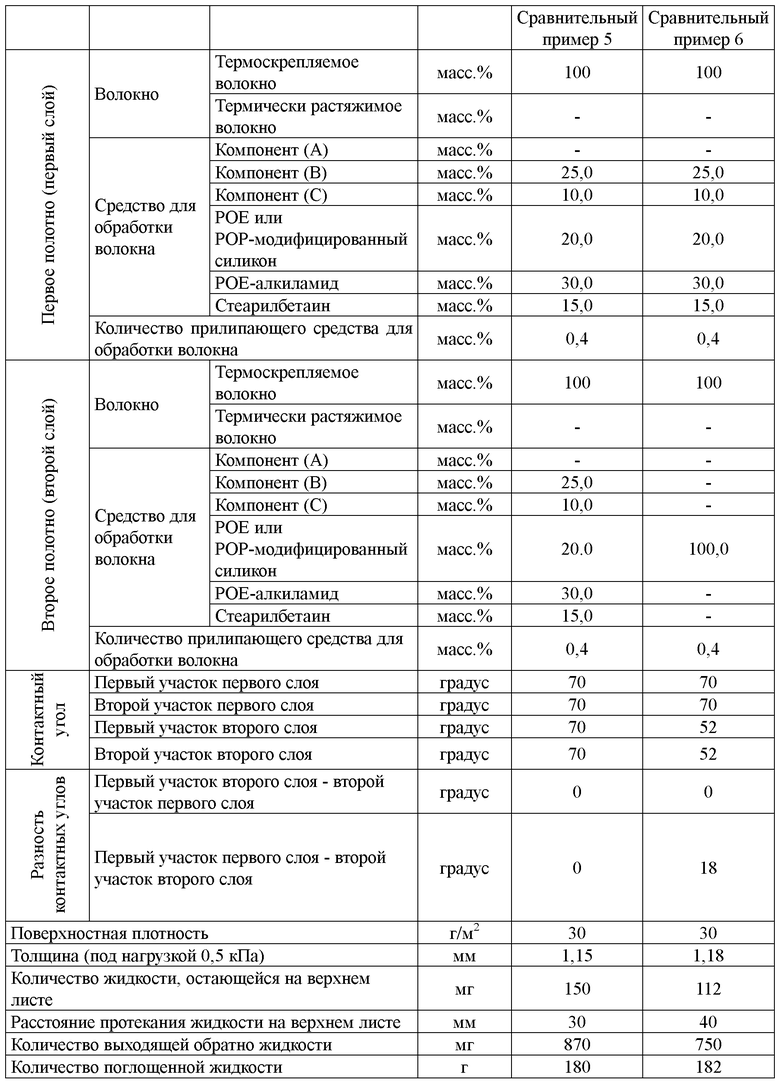
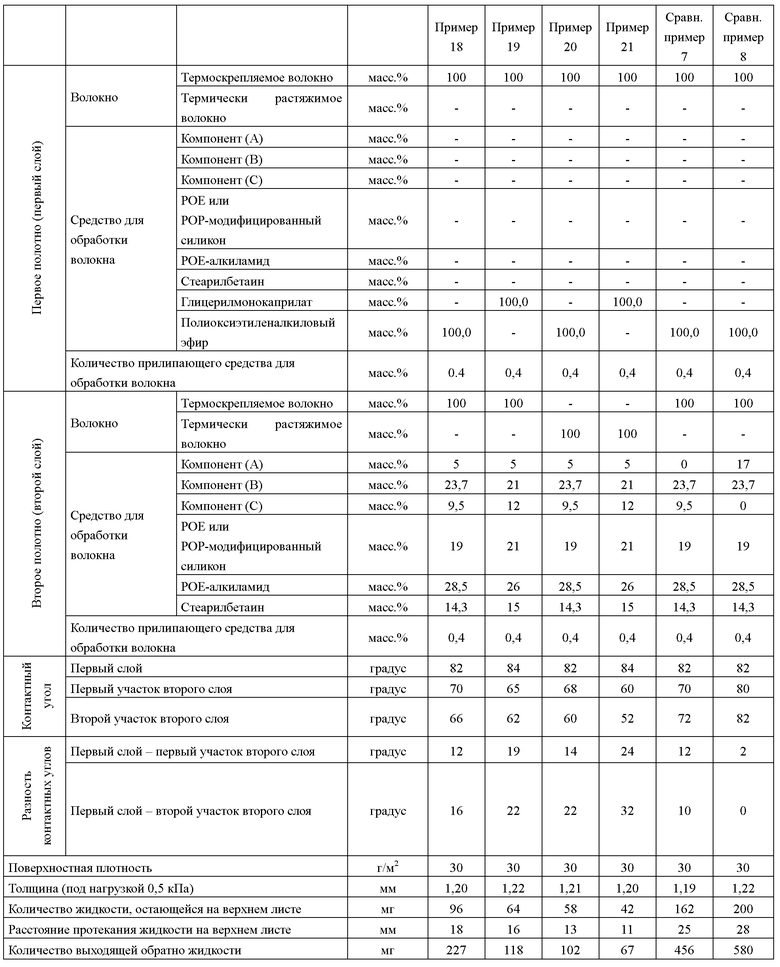
Из результатов, приведенных в таблицах 2-5, понятно, что поглощающее изделие, в котором в качестве верхнего листа применяется нетканый материал согласно настоящему изобретению, в частности, нетканый материал NW1, полученный воздушной набивкой, эффективно предотвращает растекание жидкости по поверхности верхнего листа и почти не позволяет жидкости оставаться на поверхности. В частности, понятно, что применение в качестве верхнего листа нетканого материала, полученного воздушной набивкой, по примеру 17 обеспечивает не только вышеупомянутые эффекты, но также меньшее количество выходящей обратно жидкости и большее количество поглощаемой жидкости.
Из результатов, приведенных в таблице 6, понятно, что поглощающее изделие, в котором в качестве верхнего листа применяется нетканый материал согласно настоящему изобретению, в частности, нетканый материал NW2, полученный воздушной набивкой, эффективно предотвращает растекание жидкости по поверхности верхнего листа и почти не позволяет жидкости оставаться на поверхности. Кроме того, также понятно, что вышеупомянутое поглощающее изделие обеспечивает меньшее количество выходящей обратно жидкости.
Промышленная применимость
Нетканый материал согласно настоящему изобретению легко получается с помощью термической обработки полотна или нетканого материала, каждый из которых включает волокно, гидрофильность которого уменьшается под действием тепла, и поэтому он имеет пониженную гидрофильность в желательных частях нетканого материала. Нетканый материал согласно настоящему изобретению содержит участок, на котором его гидрофильность частично уменьшена, и нетканый материал можно применять в различных областях применения, извлекая выгоду из такой характеристики. Способы производства нетканого материала и средства для обработки волокна для нетканых материалов согласно настоящему изобретению позволяют эффективно производить нетканый материал, который содержит участок с пониженной гидрофильностью. Способ регулирования гидрофильности нетканого материала согласно настоящему изобретению позволяет уменьшать гидрофильность на желательном участке нетканого материала только посредством изменения участка, подвергаемого термической обработке, или посредством регулирования проходящего через него количества горячего воздуха, без необходимости смешивать волокна, использовать двойной слой или применять обработку для придания гидрофильных свойств в качестве дополнительной стадии после формования нетканого материала.
Нетканый материал согласно настоящему изобретению позволяет уменьшать количество жидкости, остающейся в нетканом материале, посредством регулирования гидрофильности нетканого материала. Например, когда нетканый материал согласно настоящему изобретению применяется в качестве верхнего листа поглощающего изделия, может предотвращаться обратное смачивание поверхности, которая находится в контакте с кожей пользователя, только что поглощенной жидкостью организма, и может предотвращаться протекание жидкости организма на поверхность нетканого материала. По этой причине, когда нетканый материал согласно настоящему изобретению применяется, например, в качестве верхнего листа поглощающего изделия, нетканый материал удовлетворяет необходимым характеристикам поглощения, требуемым от верхнего листа, таким как уменьшение количества остающейся жидкости и уменьшение величины протекания жидкости.
Согласно настоящему изобретению можно получать нетканый материал, который эффективно предотвращает растекание жидкости по поверхности нетканого материала и почти не позволяет жидкости оставаться на его поверхности.
Согласно настоящему изобретению можно получать нетканый материал, который эффективно предотвращает растекание жидкости по поверхности нетканого материала и почти не позволяет жидкости оставаться на его поверхности. Кроме того, можно получать нетканый материал, который препятствует обратному смачиванию нетканого материала уже поглощенной жидкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2656084C1 |
| НЕТКАНЫЙ МАТЕРИАЛ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ТАКИМ НЕТКАНЫМ МАТЕРИАЛОМ | 2016 |
|
RU2674686C1 |
| НЕТКАНАЯ ТКАНЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2500844C2 |
| ТЕРМОСКРЕПЛЯЕМОЕ БИКОМПОНЕНТНОЕ ВОЛОКНО С ОТЛИЧНОЙ МЯГКОСТЬЮ И НЕТКАНЫЙ МАТЕРИАЛ, В КОТОРОМ ОНО ИСПОЛЬЗУЕТСЯ | 2014 |
|
RU2657046C2 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2696708C1 |
| ПРОНИЦАЕМЫЕ ПЛЕНКИ И ПЛЕНОЧНО-НЕТКАНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1994 |
|
RU2140855C1 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2016 |
|
RU2690286C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| ИЗДЕЛИЕ С БАРЬЕРАМИ, АКТИВИРУЕМЫМИ ЖИДКОСТЬЮ | 2009 |
|
RU2527717C2 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2016 |
|
RU2666673C1 |
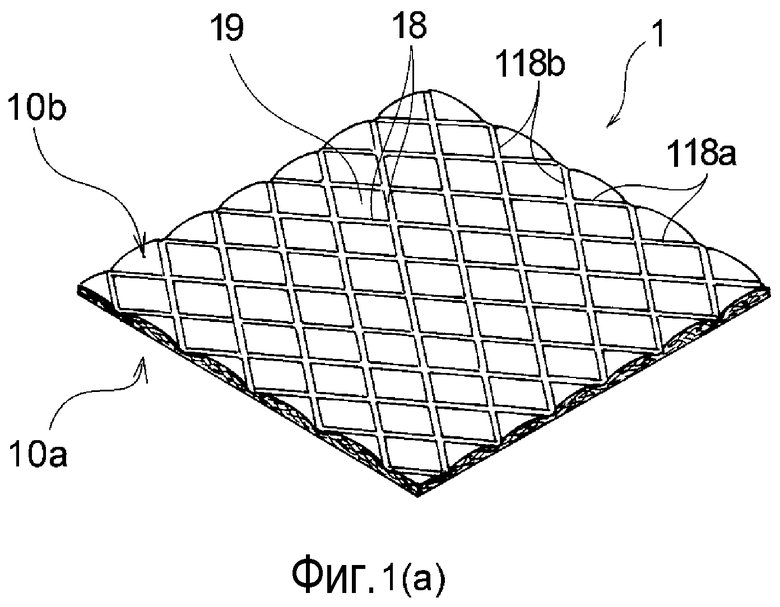
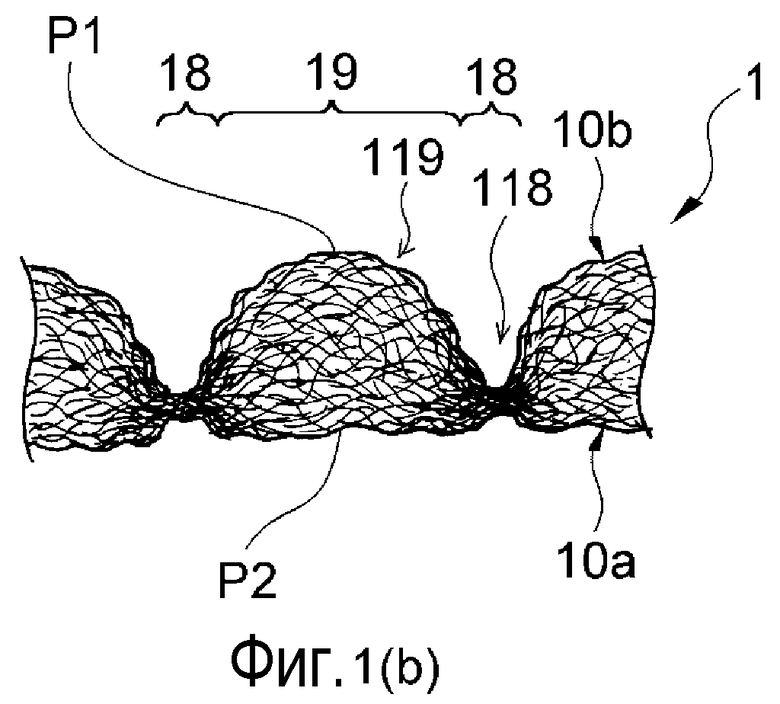
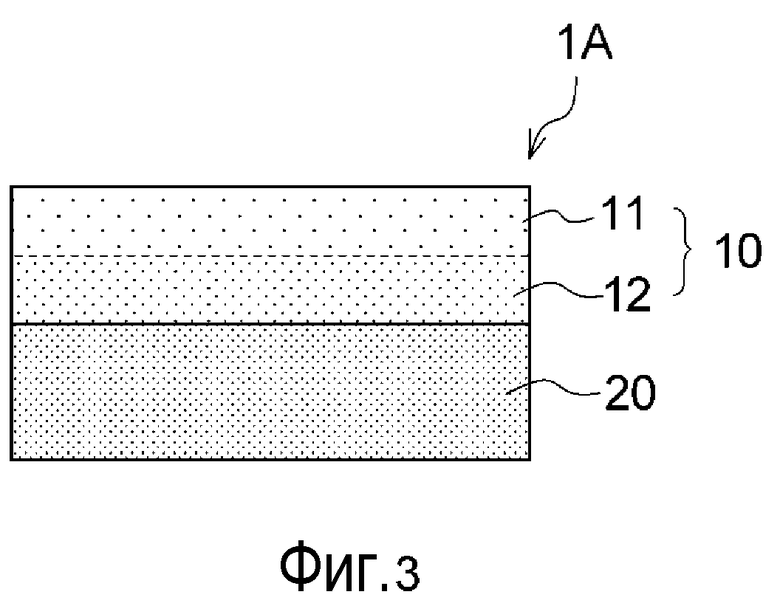
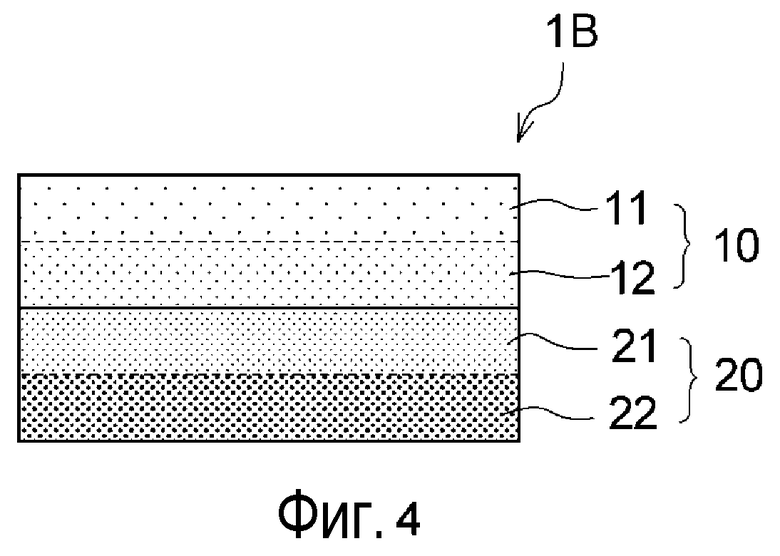
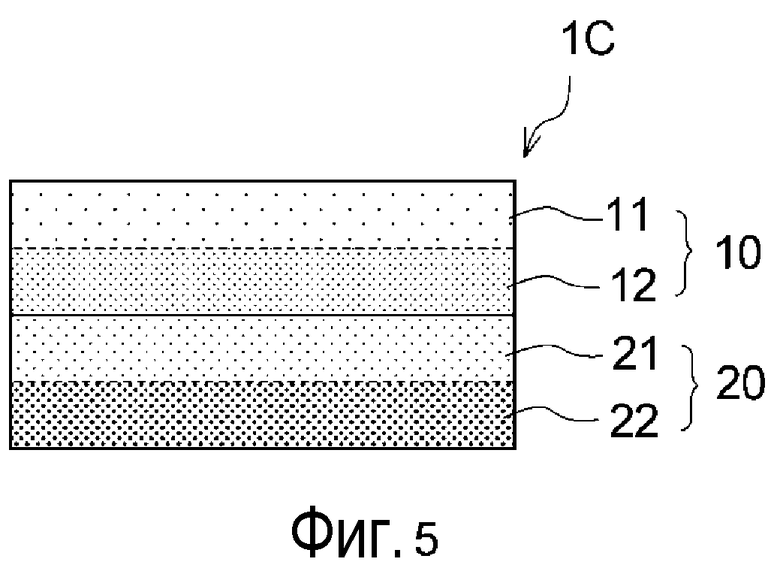
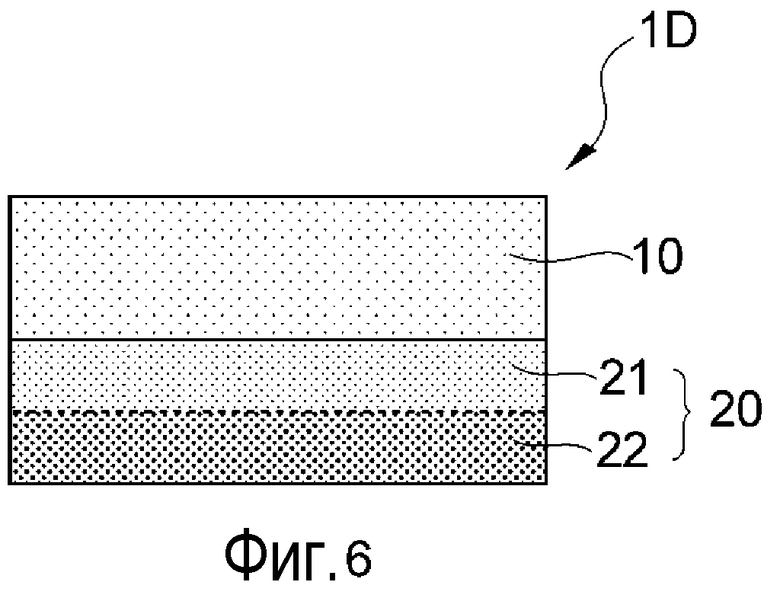
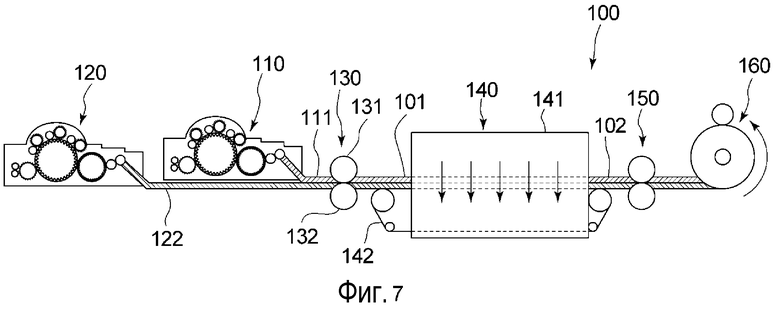
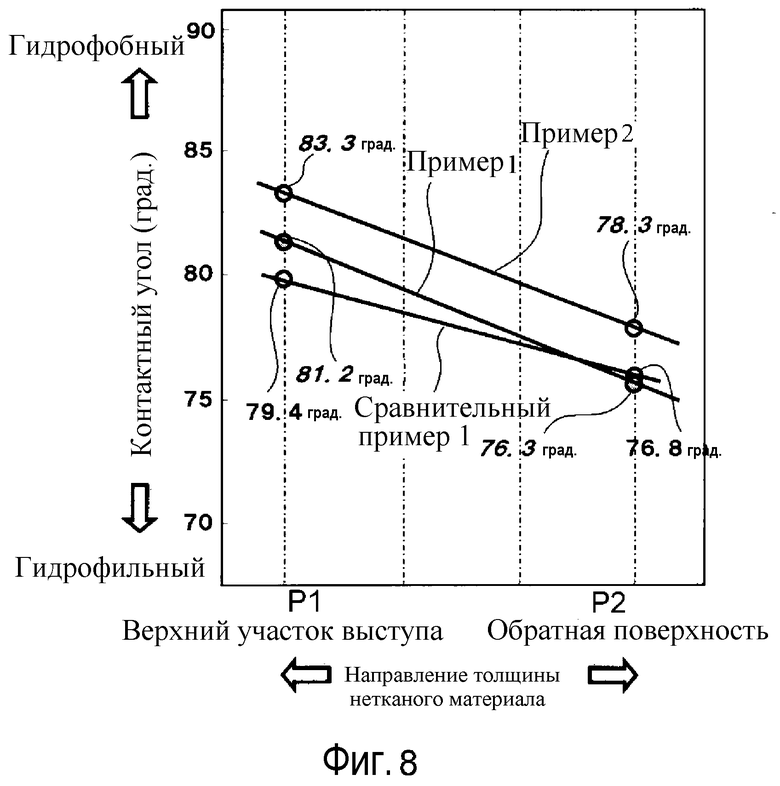
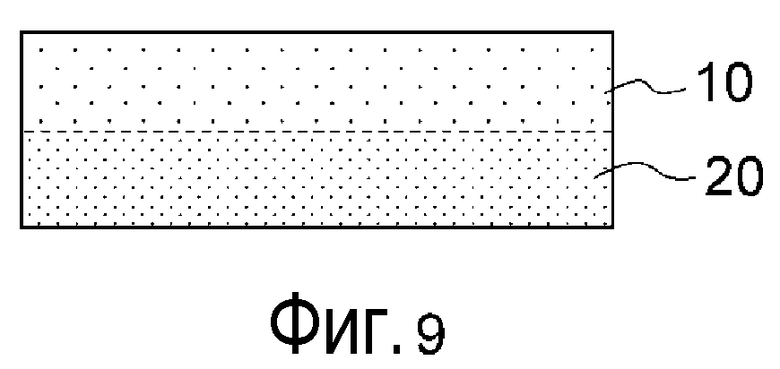
Изобретение относится к химической технологии волокнистых материалов и касается средства для обработки нетканого и текстильного материала. Нетканый материал содержит термоскрепляемое волокно, к которому приклеивается средство для обработки волокна. Средство для обработки волокна содержит полиорганосилоксан, сложный алкилфосфатный эфир и анионное поверхностно-активное вещество, представленное формулой. Изобретение обеспечивает оптимизацию процесса получения нетканого материала для поглощающих изделий. 4 н. и 13 з.п. ф-лы, 9 ил., 7 табл.
1. Нетканый материал, содержащий термоскрепляемое волокно, к которому прилипает средство для обработки волокна, где
средство для обработки волокна содержит следующий компонент (A), компонент (B) и компонент (C):
(A) Полиорганосилоксан;
(B) Сложный алкилфосфатный эфир;
(C) Анионное поверхностно-активное вещество, представленное следующей общей формулой (1):
в которой Z представляет собой алкильную группу с линейной или разветвленной цепью, содержащей от 1 до 12 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; R1 и R2 независимо представляют собой алкильную группу с линейной или разветвленной цепью, содержащей от 2 до 16 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; X представляет собой -SO3M, -OSO3M или -COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний.
2. Нетканый материал по п. 1, в котором полиорганосилоксан содержится в количестве 1 мас.% или более и 30 мас.% или менее в расчете на общую массу средства для обработки волокна.
3. Нетканый материал по п. 1, включающий первую лицевую сторону и вторую лицевую сторону, расположенную на поверхности, противоположной первой лицевой стороне, в котором
гидрофильность увеличивается от первой лицевой стороны ко второй лицевой стороне.
4. Нетканый материал по п. 1, в котором термоскрепляемое волокно представляет собой термически растяжимое волокно, чья длина увеличивается под действием тепла.
5. Нетканый материал по п. 1, имеющий форму в виде выступов и углублений, включающую выступ и углубление, в котором
гидрофильность увеличивается от верхнего участка выступа к нижнему участку выступа.
6. Нетканый материал по п. 5, в котором разность между контактным углом на верхнем участке выступа и контактным углом на нижнем участке выступа составляет 2,5° или более и 10° или менее.
7. Нетканый материал по п. 1, содержащий тонкую секцию, образуемую путем выдавливания рельефа, и толстую секцию, которая отличается от тонкой секции, в котором
тонкая секция или ее окрестность является гидрофильной, и верхний участок толстой секции имеет более низкую гидрофильность, чем тонкая секция или ее окрестность.
8. Нетканый материал по п. 1, представляющий собой нетканый материал, полученный воздушной набивкой; содержащий первый слой и второй слой, прилегающий к первому слою, где по меньшей мере один из первого слоя и второго слоя содержит термоскрепляемое волокно, к которому прилипает средство для обработки волокна, где
если первый слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от второго слоя, определить как первый участок первого слоя, и участок, другой из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом со вторым слоем, определить как второй участок первого слоя,
гидрофильность первого участка первого слоя, гидрофильность второго участка первого слоя и гидрофильность второго слоя удовлетворяют следующим соотношениям (11) и (12):
(11) второй участок первого слоя имеет более высокую гидрофильность, чем первый участок первого слоя;
(12) любой участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя.
9. Нетканый материал по п. 8, в котором, если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя, и участок, другой из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя,
гидрофильность второго участка первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют следующим соотношениям (13) и (14):
(13) первый участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя;
(14) второй участок второго слоя имеет более высокую гидрофильность, чем первый участок второго слоя.
10. Нетканый материал по п. 8, в котором, если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя, и участок, другой из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя,
гидрофильность первого участка первого слоя, гидрофильность второго участка первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют следующим соотношениям (15), (16) и (17):
(15) первый участок второго слоя имеет более высокую гидрофильность, чем первый участок первого слоя;
(16) второй участок первого слоя имеет более высокую гидрофильность, чем первый участок второго слоя;
(17) второй участок второго слоя имеет более высокую гидрофильность, чем второй участок первого слоя.
11. Нетканый материал по п. 1, представляющий собой нетканый материал, полученный воздушной набивкой; содержащий первый слой и второй слой, прилегающий к первому слою, и по меньшей мере один из первого слоя и второго слоя содержит термоскрепляемое волокно, к которому прилипает средство для обработки волокна; где
если второй слой виртуально разделить на два равных участка в направлении его толщины, и участок, один из двух равных участков, полученных при делении, расположенный со стороны, находящейся рядом с первым слоем, определить как первый участок второго слоя, и участок, другой из двух равных участков, полученных при делении, расположенный со стороны, более отдаленной от первого слоя, определить как второй участок второго слоя,
гидрофильность первого слоя, гидрофильность первого участка второго слоя и гидрофильность второго участка второго слоя удовлетворяют следующим соотношениям (21) и (22):
(21) первый участок второго слоя имеет более высокую гидрофильность, чем первый слой;
(22) второй участок второго слоя имеет более высокую гидрофильность, чем первый участок второго слоя.
12. Нетканый материал по п. 1, в котором полиорганосилоксан представляет собой полидиметилсилоксан.
13. Поглощающее изделие, содержащее нетканый материал по п. 1.
14. Средство для обработки волокна для нетканых материалов, содержащее следующий компонент (A), компонент (B) и компонент (C), где
относительное содержание (по массе) компонента (A) относительно компонента (C) (первый/последний) составляет от 1:3 до 4:1, и
компонент (A) содержится в количестве 30 мас.% или менее в расчете на массу средства для обработки волокна.
(A) Полиорганосилоксан;
(B) Сложный алкилфосфатный эфир;
(C) Анионное поверхностно-активное вещество, представленное следующий общей формулой (1):
в которой Z представляет собой алкильную группу с линейной или разветвленной цепью, содержащей от 1 до 12 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; R1 и R2 независимо представляют собой алкильную группу с линейной или разветвленной цепью, содержащей от 2 до 16 атомов углерода, и необязательно содержащую сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; X представляет собой -SO3M, -OSO3M или -COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний.
15. Средство для обработки волокна для нетканых материалов по п. 14, в котором полиорганосилоксан представляет собой полидиметилсилоксан.
16. Термоскрепляемое волокно, к которому прилипает средство для обработки волокна по п. 14 или 15.
17. Термоскрепляемое волокно по п. 16, представляющее собой термически растяжимое волокно.
| JP 2001159078 A, 12.06.2001 | |||
| JP 2003201678 A, 18.07 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| JP 2005336642 A, 08.12.2005 | |||
| КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ПОЛИОРГАНОСИЛОКСАНЫ С АНИОННОЙ ФУНКЦИОНАЛЬНОСТЬЮ, ДЛЯ ГИДРОФОБНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ И УЛУЧШЕНИЯ ДОСТАВКИ АКТИВНЫХ АГЕНТОВ К ПОВЕРХНОСТЯМ, ОБРАБОТАННЫМ ИМИ | 2003 |
|
RU2271376C2 |
| ТЕКСТУРИРОВАННОЕ, ПРОЧЕСЫВАЕМОЕ, ШТАПЕЛЬНОЕ ВОЛОКНО ИЗ ПОЛИОЛЕФИНА ИЛИ ЕГО СОПОЛИМЕРА, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ГИДРОФОБНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 1995 |
|
RU2139962C1 |

