Предлагаемое изобретение относится к области металлургии, а именно к методам получения заготовок типа прутков из композиционных материалов литейными технологиями.
Из уровня техники известен способ упрочнения материалов за счет расположения снаружи заготовки из металла-матрицы упрочняющих волокон или проволоки, см. [1, с. 86] или описание к патенту [2]. Этот способ предполагает навивку волокон или проволоки из более прочного материала на поверхность детали или заготовки, изготовленной из менее прочного, но, например, более легкого металла. Тем самым увеличивают прочность конструкции в целом, а особенно прочностные свойства в тангенциальном направлении - т.е. в том направлении, куда направлены оси волокон или проволоки. Однако отмечаются и недостатки способа: упрочняющие волокна или проволока не защищены от коррозии. Поэтому целесообразно размещать волокна или проволоку внутри металла-матрицы.
Эта техническая задача решалась в описании к патенту Великобритании № GB 1201654 [3]. Упомянутым изобретением был предложен способ изготовления композиционного материала, предусматривающий введение в металл матрицы (алюминий, дюралюминий) упрочняющих волокон из нержавеющей стали. При этом метод заключался в навивке упрочняющей проволоки на барабан и распылении расплавленного алюминия на поверхность проволоки с заполнением пустот между витками. Недостатком способа является сложность приемов, поэтому для его осуществления авторами был предложен специальный агрегат.
Из уровня техники известен способ получения волокнистого композиционного материала с использованием в качестве армирующего материала проволоки по патенту Германии № DE 4300283 [4]. Способ включает ортогональное переплетение проволоки из упрочняющего материала с созданием армирующей конструкции в виде сетки и размещение в таком виде упрочняющего элемента в металле-матрице. Недостатком способа является трудоемкость операции подготовки армирующего материала, что приводит к существенному удорожанию технологии и продукта.
Известен способ получения высокопрочного композиционного материала, приведенный в описании к патенту [5]. Способ предполагает перемешивание металлических материалов в состоянии двух фаз. Первая фаза представляет собой матрицу, предпочтительно из алюминия. Вторая фаза (5…60% по объему) имеет структуру, по крайней мере, частично мартенситную и она может иметь вид волокон или проволоки. Предполагается процесс совместного уплотнения этих фаз в диапазоне температур 400…700°C и при давлении 100…300 МПа. Здесь видно, что процесс представляет, по сути, твердофазную обработку материалов, что требует создание давлений с помощью специальных прессовых установок. Таким образом, недостатком процесса является необходимость использования дорогостоящего оборудования.
Известен также способ получения цилиндрической заготовки из армированного металлического композиционного материала, приведенный в описании к патенту США № US 4617979 [6]. Способ включает расплавление металлического материала матрицы, размещение в изложнице с цилиндрической внутренней поверхностью проволоки из упрочняющего металлического материала, заливку расплавленного металлического материала матрицы в изложницу и его кристаллизацию. Особенностью способа является придание проволоке из упрочняющего материала формы коротких волокон. Тем самым при расположении волокон в металле матрицы достигается равновероятная ориентация волокон, что приводит к достижению изотропного состояния композиционного материала. Однако во многих случаях применения композиционных материалов требуется получить повышенные значения прочности в определенном направлении, т.е. требуется получить анизотропное состояние вещества. Поэтому недостатком прототипа является невозможность получения повышенных свойств готового продукта в заданном направлении.
В качестве прототипа выбран способ литья заготовок, включающий получение расплавленного металлического материала матрицы, погружение в этот материал одного из торцов трубки из кварцевого стекла, создание вакуума с другого торца трубки, всасывание расплава и его кристаллизацию внутри трубки. Способ предложен в описании к патенту Украины № UA 67073 [7]. Недостатком способа по прототипу является невозможность получения композиционного материала, поскольку он не предусматривает введения в расплав упрочняющего элемента.
Заявляемым способом преследуется цель достижения такого технического результата, заключающегося в достижении упрочнения композиционного материала в тангенциальном направлении.
Предлагаемый способ литья заготовок включает получение расплавленного металлического материала матрицы, погружение в этот материал одного из торцов трубки из кварцевого стекла, создание вакуума с другого торца трубки, всасывание расплава и его кристаллизацию внутри трубки. В отличие от прототипа перед погружением в расплав трубки в ее полости размещают проволоку из упрочняющего металлического материала, выполненную в виде спирали. Ось проволоки, свернутой в спираль, направлена в тангенциальном направлении, поэтому достигается упрочнение материала именно по тангенциальной оси координат.
Спираль перед всасыванием сжимают, а всасывание расплава осуществляют одновременно с удлинением спирали. Такой прием позволяет снизить сопротивление потока металлического расплавленного материала при заполнении полости кварцевой трубки, поскольку вектор скорости перемещения витков спирали совпадает с вектором скорости перетекания расплава.
Всасывание расплава расплавленного металлического материала матрицы ведут при температуре старения упрочняющего металлического материала. Это позволяет повысить прочность упрочняющего материала на стадии заливки и не проводить старение как отдельную технологическую операцию. Свойством упрочнения при старении за счет распада пересыщенных твердых растворов обладает большой ряд конструкционных материалов, среди которых аустенитные метастабильные стали, железохромоникелевые мартенситностареющие стали, бериллиевая бронза и др. Предварительно такие упрочняющие материалы подвергают закалке для фиксации пересыщенного раствора.
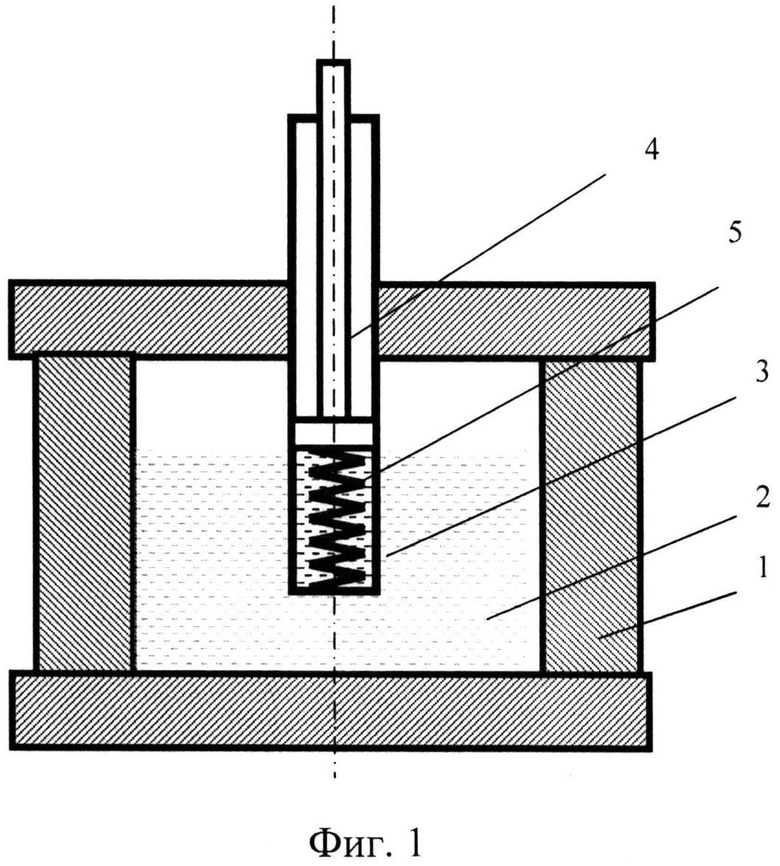
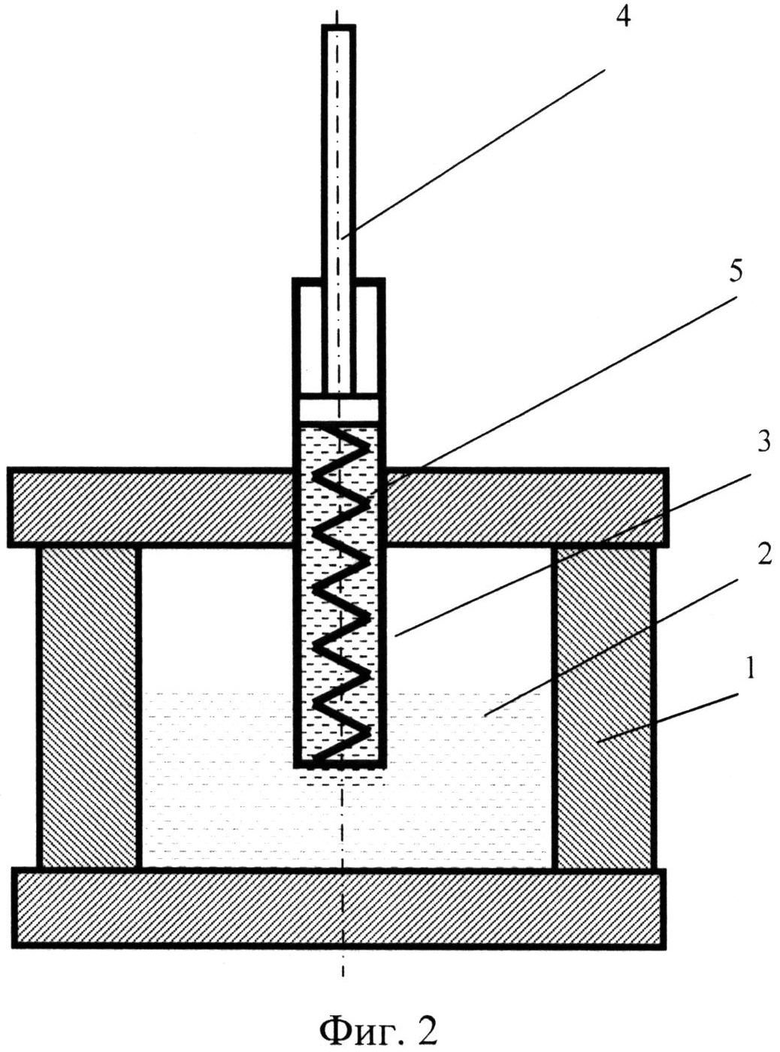
На фиг. 1 изображена схема осуществления предлагаемого способа перед всасыванием расплавленного металлического материала матрицы, а на фиг. 2 - после всасывания.
Способ осуществляется следующим образом.
Пример 1. По предлагаемому способу в тигле 1 получают расплавленный металлический материал матрицы 2 (фиг. 1), погружают в этот материал нижний торец трубки 3, выполненной из кварцевого стекла. С противоположного торца трубки создают вакуум перемещением поршня 4 вверх. Тем самым происходит всасывание расплава в трубку 3 и его кристаллизация. Перед погружением в расплав трубки в ее полости размещают проволоку из упрочняющего металлического материала, выполненную в виде спирали 5. Спираль 5 перед всасыванием сжимают за счет перемещения поршня 4, это положение зафиксировано на фиг. 1.
При перемещении поршня вверх всасывание расплава осуществляется одновременно с удлинением спирали, что отображено на фиг. 2. Здесь показано, что в тигле 1 уровень расплава 2 снизился за счет вытеснения его части в трубку 3. за счет перемещения поршня 4 спираль распрямилась.
Пример 2. Одно из наиболее часто используемых сочетаний металла-матрицы и упрочняющего материала - это алюминий (алюминиевый сплав) и нержавеющая сталь. Температура старения стали марки 03Х10Н8К13М5 лежит в интервале 500…700°C [7, с. 196]. Температура плавления алюминия равна 659°C, с учетом необходимого перегрева металла для повышения жидкотекучести температура литья составляет 700°C. Это позволяет обеспечить нагрев упрочняющего материала до необходимой температуры, при которой начинаются процессы выделения упрочняющих фаз. В результате удается повысить прочность упрочняющего материала на стадии литья и не проводить старение как отдельную технологическую операцию. Поэтому всасывание расплава расплавленного металлического материала матрицы ведут при температуре старения упрочняющего металлического материала.
Из уровня техники известно, что применение упрочняющих волокон и проволоки в композиционных материалах позволяет существенно повысить прочность детали. Так, прочность нетермоупрочняемого алюминиевого сплава АМг6 в обычном состоянии составляет 315 МПа [8], а того же сплава, армированного сталью 12Х18Н10Т при объемной доле волокон 30% и линейном их расположении, составляет 814 МПа [1, табл. 4.26], что в 2,6 раза выше. Испытания волокнистых композиционных материалов производят вдоль расположения волокон, поэтому такое увеличение прочности при линейном расположении волокон достигается вдоль их длины. В предлагаемом способе аналогичное упрочнение достигается вдоль периметра заготовки, т.е. в тангенциальном направлении.
Таким образом, по сравнению с прототипом технический результат заключается в получении композиционного материала и достижении его упрочнения в тангенциальном направлении.
Источники информации
1. Композиционные материалы: Справочник / Под ред. В.В. Васильева, Ю.М. Тарнопольского. М.: Машиностроение. 1990. 512 с.
2. Патент WO 2012123686. Process for manufacturing a one-piece axisymmetric metallic part from composite fibrous structures. / GODON THIERRY [FR]; DAMBRINE BRUNO JACQUES GERARD и др. Заявители: они же, МПК B22F 3/15; C22C 47/04; C22C 47/06. Заявл. 15.03.2011. Опубл. 20.09.2012.
3. Патент Великобритании №. GB 1201654. Methods of producing composite materials / Forsyth Peter Joseph Edward; George Ronald Walter. Appl. Mini Of Technology London. МПК B23K 31/00; C22C 47/16. Заявл. 14.06.1967. Опубл. 12.08.1970.
4. Патент Германии № DE 4300283. Fibre composite with a mixed-wire fabric / Menne Rolf [De]; Essig Wilfried. Appl. Dynamit Nobel Ag, МПК B32B 15/14; C22C 47/20; C22C 49/00. Заявл. 08.01.1993. Опубл. 14.07.1994.
5. Патент США № US 6346132. High-strength, high-damping metal material and method of making the same / Huber Ulrike [De]; Rauh Rainer [De]; Arzt Eduard. Appl. Daimler Chrysler AG. МПК B22F 1/00; C22C 1/04; C22C 49/06; C22F 1/00. Заявл. 16.09.1998. Опубл. 12.02.2002.
6. Патент США № US 4617979. Method for manufacture of cast articles of fiber-reinforced aluminum composite / Suzuki Nobuyuki [Jp]; Tanaka Kenichi [Jp]; Yamanashi Masanao [JP] и др. Appl. Nikkei Kako Kk [Jp]; Nippon Light Metal Co [Jp]. МПК B22D 19/14, заявл. 15.07. 1985. Опубл. 21.10.1986.
7. Патент Украины № UA 67073. Method and device for manufacture of metal rods by vacuum suction (Cnociб виготовлення литих металевих пруткiв вакуумним усмоктуванням та пристрiй для його здiйснення). Kononenko А.A.; Kuratchenko А.В.; Lazorkin V.А. Заявка UA 20030076058 от 01.07.2003. МПК B22D 18/06. Опубл. 15.06.2004.
8. ГОСТ 18482-79. Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ МЕТАЛЛИЧЕСКОГО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542221C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ИЗ АРМИРОВАННОГО МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2526354C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДИНАМИЧЕСКИМ ВОЗДЕЙСТВИЕМ ИМПУЛЬСНОГО МАГНИТНОГО ПОЛЯ НА РАСПЛАВ | 2011 |
|
RU2486988C2 |
| Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты) | 2019 |
|
RU2725457C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2230628C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2021 |
|
RU2776244C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2807246C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2136774C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2793673C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2022 |
|
RU2793674C1 |
Предлагаемое изобретение относится к литейному производству и может быть использовано для получения заготовок типа дисков или колец из композиционных материалов. Способ включает получение расплавленного металлического материала матрицы, погружение в расплав трубки из кварцевого стекла, в которой размещена проволока из упрочняющего металлического материала, создание вакуума с другого торца трубки, всасывание расплава и его кристаллизацию внутри трубки. Спираль перед всасыванием расплава сжимают, а всасывание расплава осуществляют одновременно с удлинением спирали. Всасывание расплава расплавленного металлического материала матрицы ведут при температуре старения упрочняющего металлического материала. Обеспечивается упрочнение композиционного материала в тангенциальном направлении. 2 з.п. ф-лы, 2 ил.
1. Способ получения литой цилиндрической заготовки, включающий получение расплавленного металлического материала матрицы, погружение в этот материал одного из торцов трубки из кварцевого стекла, создание вакуума с другого торца трубки, всасывание расплава и его кристаллизацию внутри трубки, отличающийся тем, что перед погружением в расплав трубки в ее полости размещают проволоку из упрочняющего металлического материала, выполненную в виде спирали.
2. Способ по п. 1, отличающийся тем, что спираль перед всасыванием сжимают, а всасывание расплавленного металлического материала матрицы осуществляют одновременно с удлинением спирали.
3. Способ по п. 1, отличающийся тем, что всасывание расплавленного металлического материала матрицы ведут при температуре старения упрочняющего металлического материала.
| Опрокидной скип | 1939 |
|
SU67073A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ ВЗВЕШЕННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2151207C1 |
| US 2970350A, 07.02.1961. | |||

