Область техники
Изобретение относится к резьбонарезной гайке для резьбового соединения, причем для соединения с силовым и геометрическим замыканием, а также для разъемного соединения с болтом или цапфой, в особенности, цилиндрической формы, предусмотрено резьбовое отверстие, снабженное витками резьбы. Кроме того, предметом изобретения является заготовка (отливка) для изготовления гайки и резьбовое соединение такой гайки и болта.
Уровень техники
Обычные гайки имеют резьбовое отверстие с расположенными в нем несколькими витками резьбы, благодаря чему гайка может навинчиваться на витки резьбы болта, снабженного сопряженной резьбой. Гайка может использоваться, например, для крепления какой-либо детали посредством такого резьбового соединения.
В отношении обеспечения лучшей защиты гайки от самоотвинчивания из документа DE 29614832 U1 известно, что болт, снабженный самонарезающей/самонакатывающей резьбой, нарезает или соответственно накатывает резьбу в гайке, преимущественно не имеющей резьбы, и наоборот. Если сопряженная (ответная) деталь, например гайка, уже имеет резьбу, эта резьба обрабатывается дополнительно с напряжением посредством самонарезающей резьбы болта. В случае самонакатывающей резьбы, например в форме трилобулярной резьбы, эта резьба в данном случае раскатывает далее уже существующую резьбу сопряженной детали или только эластично деформирует ее. В любом случае путем нарезания, накатки или эластичной деформации обеспечивается фиксация гайки от самоотвинчивания.
Из документа WO 2006/117140 A2 известна резьбонакатывающая гайка для соединения с силовым и геометрическим замыканием, а также разъемного соединения с цилиндрической цапфой или опорной цапфой, причем резьбовое отверстие в поперечном сечении имеет форму многоугольника с тремя или более скругленными внутрь фасонными перемычками. Резьбовое отверстие резьбонакатывающей гайки может иметь в поперечном сечении трилобулярную форму, причем резьба этой формы может иметь радиусное профилирование. Путем выбора диаметра сегмента резьбового соединения и соответствующей ему резьбы резьбонакатывающей гайки существует возможность влиять на несущую способность или соответственно надежность фиксации резьбового соединения простыми мерами. При этом резьбонакатывающая гайка может быть изготовлена из инструментальной стали, так чтобы в этом случае для накатывания резьбы имелась пара из твердого и мягкого материалов.
В случае витков резьбы болта с нанесенным на них покрытием функция подобной гайки ограничивается или даже полностью утрачивается вследствие упомянутого покрытия. В частности, это имеет место в случае покрытий, наносимых методом погружения, которые вследствие технологии своего изготовления характеризуются наличием особенно отчетливо видимого, преимущественно с одной стороны, слоя наносимого покрытия на резьбе. Поэтому с учетом современного уровня техники требуется, чтобы резьба болта с покрытием была зачищена или нарезана заново. Иногда также предпринимается попытка исправить ситуацию путем использования гайки, имеющей значительно больший класс допуска, но при соответствующих толстых слоях это приводит к заеданию или неконтролируемо высокому моменту затяжки при навинчивании гайки на болт с резьбой.
Раскрытие изобретения
Техническая задача, решаемая изобретением, заключается в том, чтобы создать такую гайку, которая благодаря своему специальному профилю резьбы будет подходить для накатывания на гладкие болты соответствующего поперечного сечения полностью функциональной резьбы или для зачистки уже имеющейся резьбы с нанесенной на нее покрытием с приложения допустимого усилия.
Согласно изобретению предусматривается резьбонарезная гайка для соединения с силовым и геометрическим замыканием, а также разъемного соединения с болтом или цапфой, в особенности, цилиндрической формы, причем предусмотрено резьбовое отверстие, снабженное несущими нагрузку витками резьбы, которые размещены по периферийной поверхности резьбового отверстия в окружном направлении, причем витки резьбы, если смотреть в окружном направлении, имеют на отдельных участках полностью сформованные витки резьбы, а между этими полностью сформованными участками витков резьбы предусмотрены свободные промежутки с не полностью сформованными по своей высоте витками резьбы.
Полностью сформованный виток резьбы состоит из вершины профиля с острой кромкой, боковых сторон профиля и впадины резьбы. Не полностью сформованный виток резьбы в смысле изобретения содержит впадину резьбы и боковые стороны профиля резьбы, которые, однако, не сходятся к одной вершине, а переходят в плоскую область со срезанной вершиной. Эта плоская область со срезанной вершиной в сравнении с вершиной профиля представляет собой свободный промежуток (пространство).
Эта гайка в состоянии выполнить зачистку имеющихся резьбовых деталей на узлах с покрытием, функция которых ограничена или утрачена вследствие нанесения покрытия, и тем самым исключить затраты на дополнительный трудоемкий рабочий процесс, например, такой как, повторное нарезание резьбы или трудоемкое накрывание резьбовых деталей перед нанесением покрытия.
Кроме того, подобная гайка может накатывать резьбу на болты из различных конструкционных материалов, например, из цветных металлов или стали соответствующего калибра и полностью готовую к нагрузкам без съема стружки, причем, как правило, речь идет об изготовлении метрической резьбы.
Впадины несущих витков резьбы в резьбовом отверстии преимущественно могут находиться на наружном диаметре Dn резьбы, а вершины профиля - на внутреннем диаметре D1 резьбы. Витки резьбы могут иметь свободные промежутки, по меньшей мере, частично расширяющие резьбовое отверстие в направлении от внутреннего диаметра D1 резьбы к наружному диаметру Dn резьбы, причем эти свободные промежутки оканчиваются на некотором расстоянии от наружного диаметра Dn резьбы на диаметре Da внешней окружности.
Благодаря этому расстоянию можно в т.ч. в области свободных промежутков воздействовать на исполнение резьбы на болте путем сглаживания и калибрования вершин профилей нарезаемой резьбы.
Преимущественно витки резьбы могут иметь средний диаметр D2, который находится в диапазоне между наружным диаметром Dn и внутренним диаметром D1 резьбы, а диаметр Da внешней окружности может быть меньше наружного диаметра Dn резьбы и иметь, по меньшей мере, такую же величину, что и средний диаметр D2.
Подобное исполнение представляет собой оптимальный компромисс при формировании свободных промежутков.
Кроме того, свободные промежутки могут быть выполнены в виде дуг окружности с радиусом Rv, и этот радиус может составлять менее 35% от внутреннего диаметра D1 резьбы и, в частности, менее 25% внутреннего диаметра D1 резьбы, причем свободный промежуток имеет центр, который удален от центра резьбового отверстия на максимум 75% от внутреннего диаметра D1 резьбы.
Вместо дуги окружности можно также выбрать иную пространственную траекторию при условии соблюдения расстояния от наружного диаметра Dn резьбы.
Преимущественно переход свободного промежутка к внутреннему диаметру D1 резьбы происходит под углом от 120° до менее чем 180°, в частности под углом в диапазоне от 150° до менее чем 180°.
Если доля свободных промежутков на витках резьбы составляет от 20 до 75%, можно, с одной стороны, добиться оптимальной несущей способности резьбы, а с другой стороны, предусмотреть достаточную возможность смещения для деформированного материала.
Еще одним предметом изобретения является резьбовое соединение, состоящее из гайки и болта, причем диаметр d2 болта больше внутреннего диаметра D1 резьбы и меньше диаметра Da внешней окружности гайки и, в частности, имеет такую же величину, что и средний диаметр D2 резьбы.
Преимущественно диаметр Da внешней окружности гайки может быть больше диаметра d2 болта.
Получаемое таким образом резьбовое соединение выгодно отличается высоким самостопорящим эффектом, который, как и в случае резьбонакатывающих винтов, обусловлен упругой отдачей материала при пластическом деформировании и тем самым противодействует самоотвинчиванию соединения, например, вследствие вибраций.
Еще одним предметом изобретения является заготовка для изготовления резьбонарезной гайки, причем подлежащая изготовлению гайка имеет резьбу с внутренним диаметром D1 резьбы и с наружным диаметром Dn резьбы, причем заготовка имеет резьбовое отверстие с диаметром Di внутренней окружности, меньшим, чем подлежащий изготовлению внутренний диаметр D1 резьбы, и свободные промежутки, расширяющие резьбовое отверстие в направлении от диаметра Di внутренней окружности, причем эти свободные промежутки оканчиваются на некотором расстоянии от подлежащего изготовлению наружного диаметра Dn резьбы на диаметре Da внешней окружности.
Из подобной заготовки изготавливается гайка согласно изобретению путем нарезания резьбы.
Преимущественно свободные промежутки могут находиться на расстоянии друг от друга, хотя также возможно, что имеющиеся в заготовке свободные промежутки будут граничить друг с другом.
Способ изготовления согласно изобретению поясняется на основании чертежей.
Краткое описание графических материалов
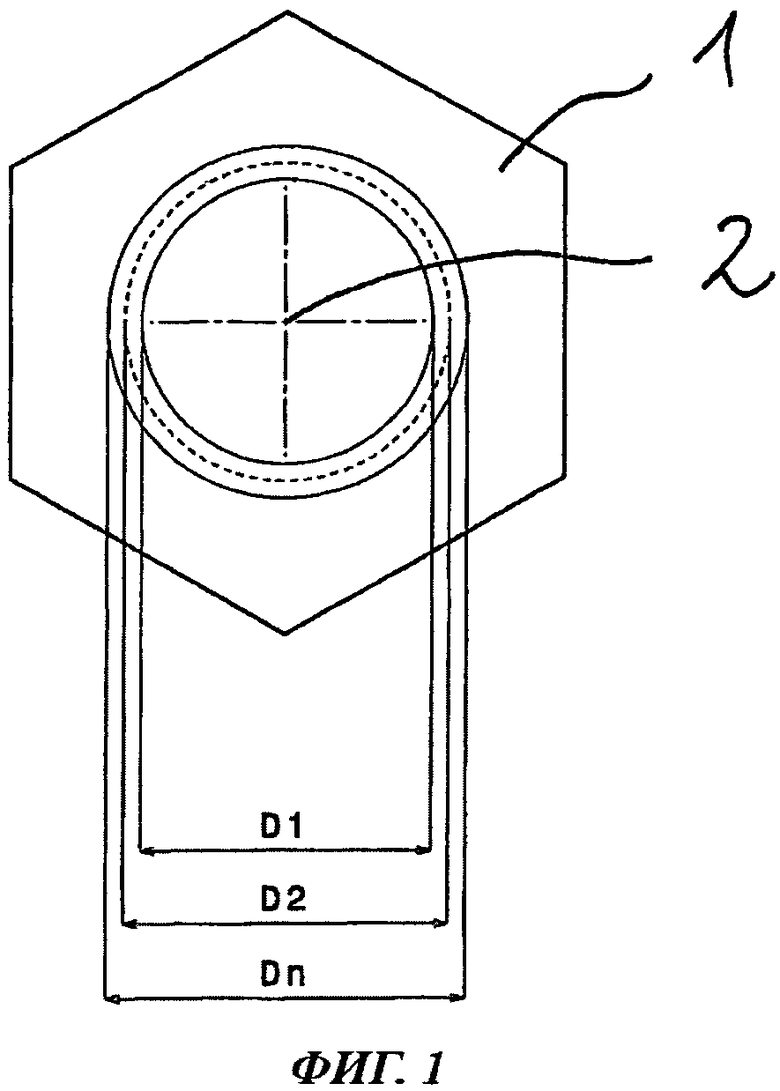
На фиг.1 показана заготовка для изготовления гайки с подлежащей изготовлению резьбой с витками резьбы согласно уровню техники.
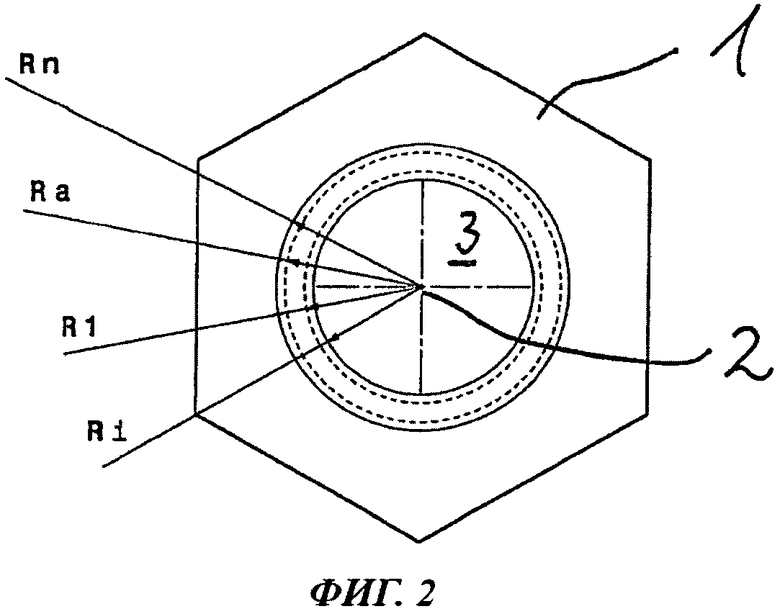
На фиг.2 показана заготовка, представленная на фиг.1, в которой выполнено резьбовое отверстие с внутренним диаметром Di и радиусом Ri.
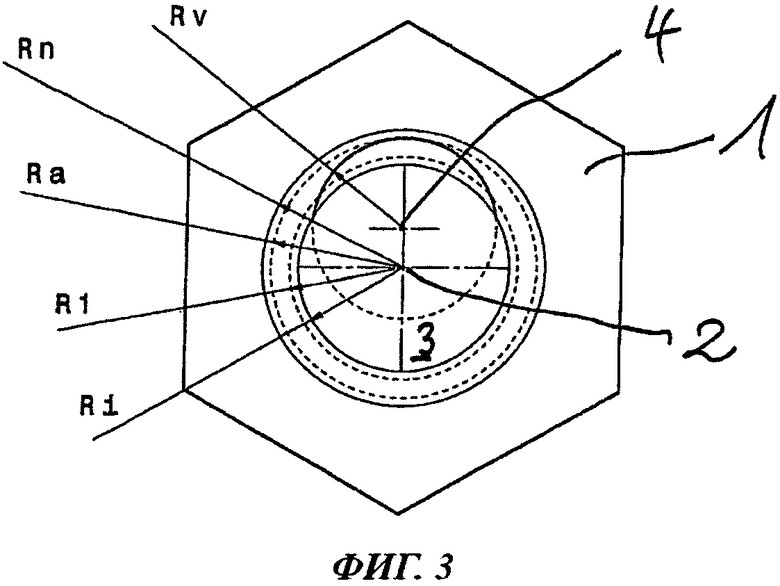
На фиг.3 показана заготовка, представленная на фиг.2, с первым изменением геометрии резьбового отверстия.
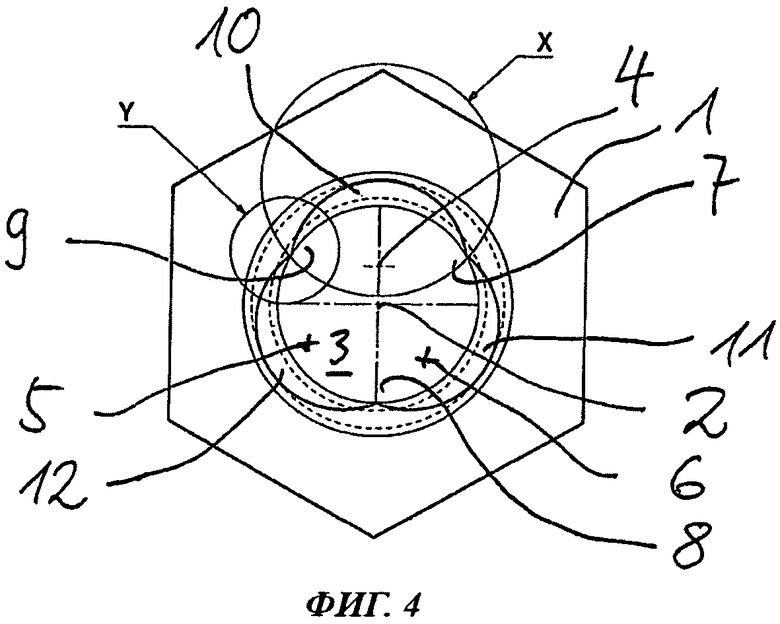
На фиг.4 показана заготовка, представленная на фиг.3, с дальнейшим изменением геометрии резьбового отверстия.
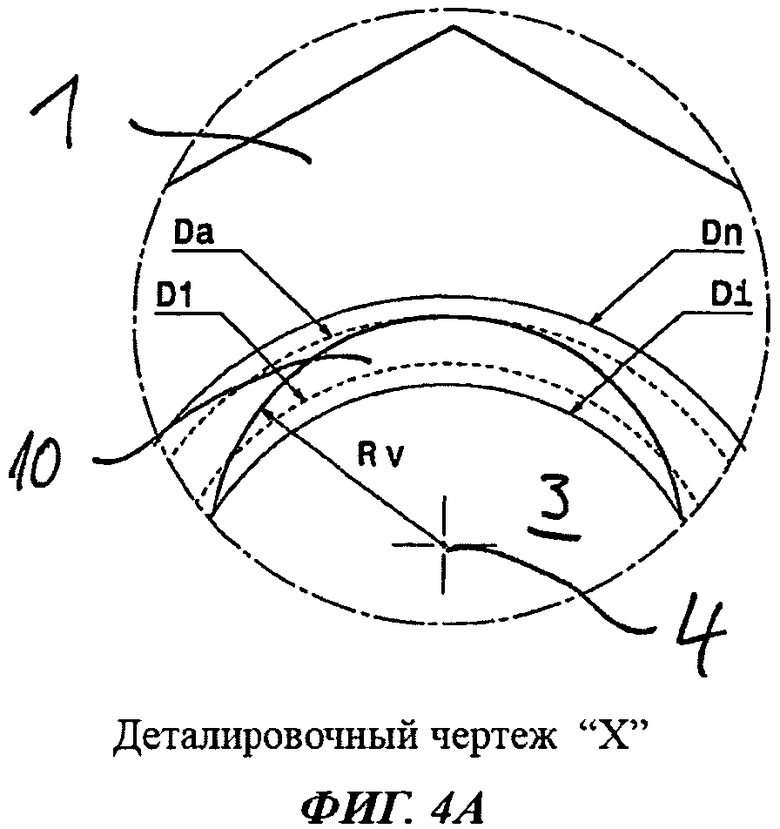
На фиг.4A показан деталировочный чертеж фрагмента ″X″ заготовки, представленной на фиг.4.
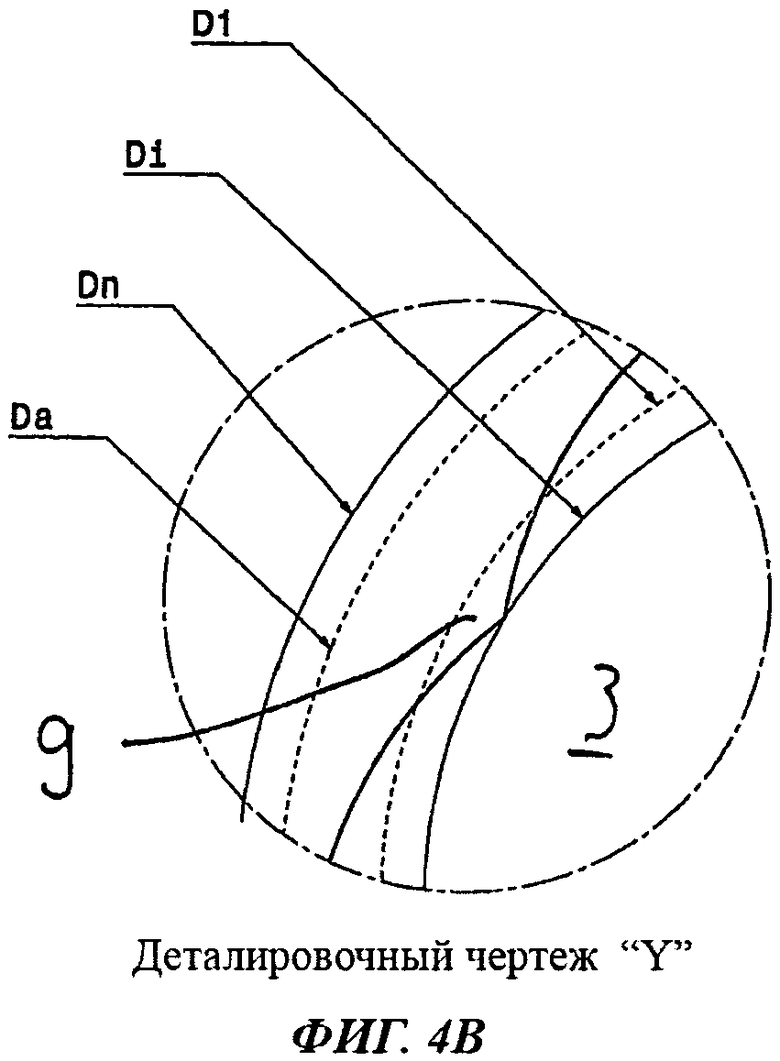
На фиг.4B показан деталировочный чертеж фрагмента ″Y″ заготовки, представленной на фиг.4.
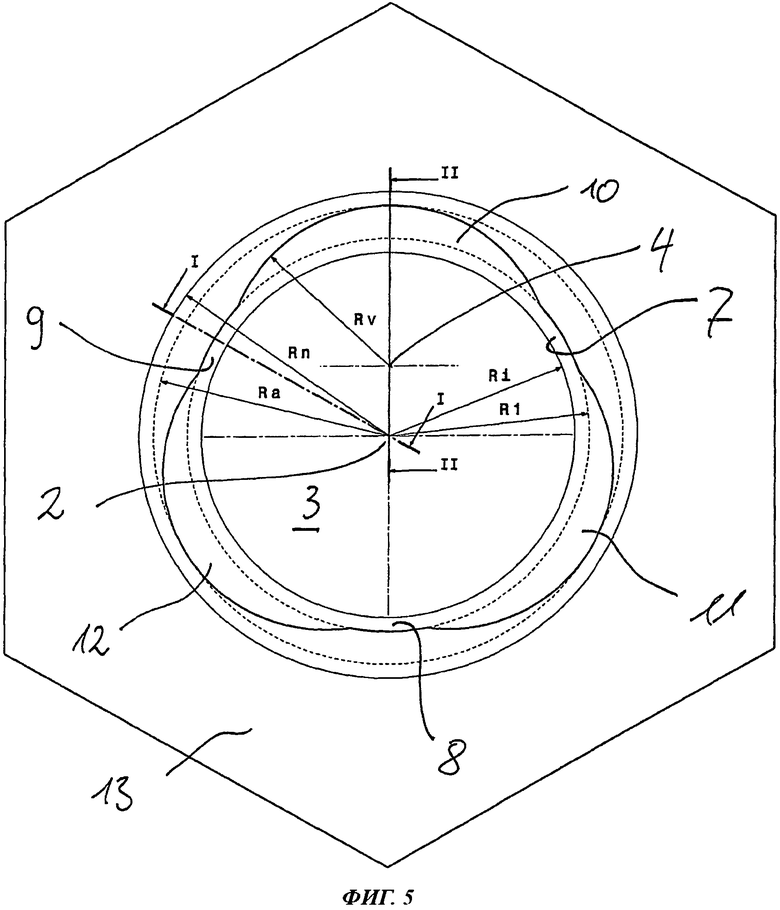
На фиг.5 показана гайка, полученная согласно изобретению из заготовки, представленной на фиг.4, с дальнейшим изменением геометрии резьбового отверстия.
На фиг.6 показано сечение I-I гайки, представленной на фиг.5, с приемной скошенной кромкой и полностью сформованными вершинами профиля резьбы с острыми кромками.
На фиг.7 показано сечение II-II гайки, представленной на фиг.5: «остаточный паз» для калибровки вершин профиля резьбы болта.
Осуществление изобретения
На фиг.1 показана заготовка 1 для изготовления гайки с еще не выполненной резьбой с витками согласно уровню техники, которая будет выполнена, например, в виде метрической резьбы по DIN 336, причем витки будущей резьбы будут расположены между наружным диаметром Dn резьбы с радиусом Rn, который согласно ISO обозначается как номинальный диаметр, и внутренним диаметром D1 резьбы с радиусом R1, который согласно ISO обозначается как внутренний диаметр резьбового отверстия гайки, и которые представлены в виде окружностей в виде сплошной линии вокруг общего центра 2. Диаметрам Dn, D1 соответствуют не представленные радиусы Rn и R1; в последующем различий между радиусами и диаметрами при их обозначении больше не делается, и используется то обозначение, которое лучше всего применимо для пояснения изобретения. Это также относится ко всем другим диаметрам и радиусам, приводимым на последующих фигурах.
Кроме того, указан средний диаметр D2 резьбы с радиусом R2 для подлежащей изготовлению резьбы гайки. Этот диаметр имеет значение для определения размеров болта или цапфы, на которые должна навинчиваться гайка, и будет пояснен в связи с фиг.8.
На фиг.2 показана заготовка 1 для гайки, представленной на фиг.1, причем в ней выполнено резьбовое отверстие 3 с внутренним диаметром Di с радиусом Ri, в частности, путем сверления, штамповки или формования. Внутренний диаметр Di с радиусом Ri резьбового отверстия 3 меньше внутреннего диаметра D1 подлежащей изготовлению резьбы с радиусом R1. Между наружным диаметром Dn подлежащей изготовлению резьбы с радиусом Rn и внутренним диаметром D1 подлежащей изготовлению резьбы с радиусом R1 показан внешний диаметр Da с радиусом Ra в виде окружности, выполненной штрихпунктирной линией вокруг центра 2, который имеет особое значение для исполнения гайки согласно изобретению.
Здесь не показан средний диаметр D2 резьбы, представленный на фиг.1 и 8 с радиусом R2, который находится при этом между внутренним диаметром D1 резьбы с радиусом R1 и наружным диаметром Da с радиусом Ra.
Таким образом, действует следующее правило: Dn>Da>D2>D1>Di и соответственно Rn>Ra>R2>R1>Ri.
На фиг.3 показана заготовка, представленная на фиг.2, с первым изменением геометрии отверстия, которая имеет скругленный свободный промежуток с радиусом Rv и с центром 4, расположенным на некотором расстоянии от центра 2 резьбового отверстия 3. Это изменение могло возникнуть, например, вследствие того, что резьбовое отверстие 2 было расширено фрезой с радиусом Rv фрезы и центром вращения 4, представленном на фиг.3.
При этом радиус Rv свободного промежутка меньше внутреннего диаметра Di с радиусом R1; Rv преимущественно составляет 1/2 от Ri, а центр вращения 4 удален от центра 2 таким образом, что свободный промежуток достигает наружного диаметра Da с радиусом Ra и еще имеет некоторое расстояние от наружного диаметра Dn подлежащей изготовлению резьбы с радиусом Rn. Уже здесь можно видеть, что в зоне свободного промежутка Rv внутренний диаметр D1 подлежащей изготовлению резьбы с радиусом R1 подрезан.
Также для изготовления возможно применение иных способов, например резьбовое отверстие может быть изготовлено методом пластического формования. При этом при соответствующей геометрии инструмента для пластического формования можно добиться требуемой геометрии резьбового отверстия. Подобные технологии формования, по существу, известны из области изготовления гаек.
На фиг.4 показана заготовка, представленная на фиг.3, с дальнейшим изменением геометрии резьбового отверстия, полученная за счет выполнения дополнительных свободных промежутков. При этом центры вращения 5 и 6 также отстоят от центра 2 на такое расстояние, что свободный промежуток вновь достигает наружного диаметра Da с радиусом Ra и отстоит на некоторое расстояние от наружного диаметра Dn подлежащей изготовлению резьбы с радиусом Rn.
Для изготовления, например, используется фреза с радиусом Rv с использованием помимо центра вращения 4 еще двух других центров вращения 5 и 6.
Теперь можно видеть, что, как и прежде, имеются области 7, 8, 9 резьбового отверстия, представленного на фиг.2, которые через внутренний диаметр D1 подлежащей изготовлению резьбы с радиусом R1 достигают внутреннего диаметра Di с радиусом Ri. На деталировочном чертеже фрагмента Y области 9 (см. фиг.4 и фиг.4В) можно увидеть точное положение этой области относительно различных диаметров Di, D1, Da и Dn с соответствующими радиусами R1, R1, Ra и Rn, причем диаметры обозначены в направлении изнутри резьбового отверстия 3 наружу.
Кроме того, на фиг.4 можно видеть, что имеются области 10, 11, 12 резьбового отверстия, которые относительно внутреннего диаметра D1 подлежащей изготовлению резьбы с радиусом R1 достигают наружного диаметра Da с радиусом Ra, причем область 10 уже была сформирована на фиг.3. На деталировочном чертеже фрагмента Х области 10 (см. фиг.4 и фиг.4А) можно увидеть точное положение этой области относительно различных диаметров Di, D1, Da и Dn с соответствующими радиусами R1, R1, Ra и Rn, причем диаметры снова обозначены в направлении изнутри резьбового отверстия 3 наружу. Кроме того, указан центр 4 и свободный промежуток с радиусом Rv, с помощью которых изготовлена область 10.
Хотя свободные промежутки 10-12 граничат друг с другом, они могут также иметь такое исполнение, что будут иметь место промежуточные участки с неизмененным диаметром Di внутренней окружности. Диапазон вариантов исполнения здесь очень широкий.
На фиг.5 показана заготовка, представленная на фиг.4, с дальнейшим изменением геометрии резьбового отверстия, возникшей в результате того, что при нарезании резьбы метчиком все области 7, 8, 9, представленные на фиг.4, от внутреннего диаметра Di с радиусом Ri были укорочены до теперь выполненного внутреннего диаметра D1 резьбы с радиусом R1, так что в этих областях 7, 8, 9 теперь находится вершина профиля сформованного полного витка резьбы с острыми кромками (см. фиг.6 к сечению I-I). Кроме того, при нарезании резьбы образуется наружный диаметр Dn резьбы с радиусом Rn и тем самым гайка 13 согласно изобретению.
Между расположенными на внутреннем диаметре D1 резьбы с радиусом R1 областями 7, 8, 9 находятся области 10, 11, 12, которые могут рассматриваться в качестве свободного промежутка, доходящего до наружного диаметра Da с радиусом Ra. Вследствие этих смещенных назад относительно внутреннего диаметра D1 резьбы свободных промежутков в областях 10, 11, 12 области 7, 8, 9 воспринимаются как выступы, хотя они соответствуют расположенным на внутреннем диаметре D1 резьбы вершинам профиля резьбы согласно современному уровню техники.
Кроме того, свободный промежуток области 10 и выступ области 7 гайки 13, представленной на фиг.5, показан в виде подробного фрагмента, на котором можно видеть центр 2 резьбового отверстия 3, смещенный относительно него центр 4 для изготовления свободного промежутка до наружного диаметра Da с радиусом Ra в области 10 с радиусом Rv и расположенный на внутреннем диаметре резьбы D1 с радиусом R1 выступ в области 7. Как в области 7, так и в области 10 резьба доходит до наружного диаметра Dn резьбы с радиусом Rn. Внутренний диаметр Di с радиусом Ri заготовки, представленный на фиг.2-4, в изготовленной таким образом гайке не имеет больше фактического соответствия и указан лишь для полноты данных.
Угол на переходе области 9 к свободному промежутку 10 составляет около 170° (измерено на материале гайки).
На фиг.6 представлено сечение I-I, представленное на фиг.5, области 9. Здесь гайка 13 имеет в резьбовом отверстии 3 резьбу 14 с несколькими витками резьбы, которые состоят из обращенной в сторону резьбового отверстия вершины 15 профиля, боковых сторон 16, 17 профиля и впадины 18 резьбы. Вершины 15 профиля полностью сформованы, имеют острые кромки и расположены на внутреннем диаметре D1 резьбы с радиусом R1, который согласно ISO также называется внутренним диаметром отверстия под резьбу гайки. Впадины 18 находятся на наружном диаметре Dn резьбы с радиусом Rn, который согласно ISO также называется номинальным диаметром.
Кроме того, гайка 13 имеет приемные скошенные кромки 19, 20 на верхней и нижней сторонах для облегчения установки гайки на болт или цапфу при навинчивании.
На фиг.7 показано сечение II-II, представленное на фиг.5, области 10. Резьба 14 имеет несколько витков, вершины 15′ профиля которых, обращенные в сторону резьбового отверстия, сформованы лишь не полностью и, в основном, имеют плоское исполнение; при этом всегда существуют еще боковые стороны 16, 17 профиля по направлению к впадине 18 резьбы. Вершины 15′ профиля расположены на наружном Da диаметре с радиусом Ra. Впадины 18 резьбы находятся на наружном диаметре Dn резьбы с радиусом Rn, который согласно ISO называется номинальным диаметром.
Средний диаметр D2 резьбы с радиусом R2 соответствует наружному диаметру d2 болта 21. Болт 21 имеет входную скошенную кромку 22 с углом α, который составляет примерно 60°, и минимальный диаметр ds с радиусом rs на вершине, который меньше внутреннего диаметра D1 резьбы. При накатывании резьбы таким образом облегчается ровное насаживание гайки.
Кроме того, гайка 13 имеет с обеих сторон, по меньшей мере, на обращенной к зажимаемой детали стороне, т.е. в направлении воздействия гайки соответствующую большую фаску 19, 20 или входной участок резьбы, который служит для упрощения насаживания гайки и тем самым для облегчения последующего накатывания резьбы. Поэтому у гаек этого типа, изготовленных без ориентации положения насаживания и имеющих вследствие этого подобную коническую фаску 19, 20 с обеих сторон, выбирается соответствующий припуск в отношении их высоты, чтобы обеспечить достаточную надежность соединения. Большая высота гайки может быть желательна в том числе и по той причине, чтобы витки резьбы не нагружались по всей периферии, и было изготовлено увеличенное число витков резьбы, чтобы компенсировать не несущую часть резьбы.
Вышеописанная гайка изготавливается преимущественно из закаливаемой стали, причем в зависимости от назначения следует различать класс прочности гайки. Класс прочности FK 10 по ISO 898-2 со стандартной улучшенной углеродистой сталью имеет ограниченное применение для накатки резьбы при обработке мягких материалов прочностью Rm<700 Н/мм2. Класс прочности FK 14 с твердостью 430-470 HV10, например, углеродистая сталь с изотермической закалкой с добавками, оптимально подходит для накатывания резьбы даже при обработке высокопрочных конструкционных материалов прочностью Rm<1100 Н/мм2.
Гайка в виде заготовки перед изготовлением резьбы имеет специальную геометрию резьбового отверстия, которая после изготовления резьбы в корпусе гайки предусматривает наличие определенных свободных участков (промежутков) на изготовленном профиле резьбы.
Таким образом, сечение резьбового отверстия соответствует трилистнику, но возможны и другие формы, причем описывающий диаметр Da внешней окружности сопоставим с номинальным наружным диаметром Dn резьбы, а диаметр Di внутренней окружности - с номинальным внутренним диаметром D1 резьбы с радиусом R1, но не достигает его соответственно.
При навинчивании гайки 13 на болт 21 образуется резьбовое соединение.
Диаметр Da внешней окружности с радиусом Ra в зависимости от номинального диаметра гайки выбирается немного больше наружного диаметра d2 с радиусом R2 болта, чтобы, с одной стороны, обеспечить наличие соответствующих свободных промежутков для течения материала, а с другой стороны, наряду с этим еще оказывать воздействие на вершины профилей накатываемой резьбы болта. Это действительно, в частности, для сглаживания и калибровки возникающих на резьбе болта вершин профиля резьбы в оставшихся впадинах резьбы, оставшихся между диаметрами Da и Dn гайки.
Однако наружный диаметр R2 болта 21 при этом меньше номинального наружного диаметра Dn резьбы с радиусом Rn гайки 13 и находится в диапазоне величин среднего диаметра D2 резьбы.
В зависимости от желаемой области применения степень расширения резьбового отверстия может варьироваться, благодаря чему при сильном расширении возникают соответственно большие свободные промежутки, что способствует зачистке большего числа витков резьбы вследствие возможности накопления стружки в свободных промежутках. При менее значительном расширении доля резьбы, несущей нагрузку, повышается, что, в свою очередь, повышает способность к накатыванию резьбы. Как правило, с учетом доли резьбы, несущей нагрузку, к требуемым условиям следует адаптировать габаритную высоту гайки.
Разумеется, чтобы адаптировать резьбу к тому или иному назначению, можно предусмотреть наличие иного числа свободных промежутков (большее или меньшее трех представленных).
Гайку согласно изобретению можно навинчивать как на болт (или цапфу), не имеющий резьбы, так и на уже имеющиеся резьбы с покрытием. При этом гайка выполняет требуемую резьбу на болте путем накатывания, нарезания или зачистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2029894C1 |
| ГАЙКА И КОМБИНАЦИЯ БОЛТОВОГО ЭЛЕМЕНТА С ГАЙКОЙ | 2011 |
|
RU2563780C2 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ | 2001 |
|
RU2197652C1 |
| Резьбовое соединение бурильной колонны | 2022 |
|
RU2796709C1 |
| ЗАКЛЕПОЧНАЯ ГАЙКА И ЗАКЛЕПОЧНЫЙ БОЛТ, А ТАКЖЕ КОМБИНАЦИЯ ЗАКЛЕПОЧНОЙ ГАЙКИ ИЛИ ЗАКЛЕПОЧНОГО БОЛТА С ЛИСТОВОЙ ДЕТАЛЬЮ | 2007 |
|
RU2435995C2 |
| Гайка | 2017 |
|
RU2725309C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2097168C1 |
| УСОВЕРШЕНСТВОВАННЫЕ ГАЙКА И БОЛТ | 2009 |
|
RU2472982C2 |
| Способ соединения листа с пробивной гайкой с головкой и многогранным хвостовиком | 1990 |
|
SU1800162A1 |
| Биметаллическая гайка | 1989 |
|
SU1754935A1 |


Изобретение относится к резьбонарезной гайке для резьбового соединения, причем для соединения с силовым и геометрическим замыканием. Кроме того, предметом изобретения является заготовка (отливка) для изготовления гайки и резьбовое соединение такой гайки и болта. Гайка содержит резьбовое отверстие с несущими витками резьбы, размещенными по периферийной поверхности отверстия, при этом витки резьбы на отдельных участках полностью сформованы, а между этими участками витков резьбы предусмотрены свободные промежутки с не полностью сформованными по своей высоте витками резьбы. Несущие витки резьбы в резьбовом отверстии расположены своими впадинами на наружном диаметре (Dn) резьбы, а своими вершинами профиля на внутреннем диаметре резьбы (D1). Витки резьбы имеют свободные промежутки, частично расширяющие резьбовое отверстие в направлении от внутреннего диаметра (D1) резьбы к наружному диаметру (Dn) резьбы. Указанные свободные промежутки оканчиваются на некотором расстоянии от наружного диаметра (Dn) резьбы на диаметре (Da) внешней окружности. Это позволяет накатывать на гладкие болты полностью функциональные резьбы или зачищать уже имеющиеся резьбы. 3 н. и 6 з.п. ф-лы, 7 ил.
1. Резьбонарезная гайка (13) для соединения с силовым и геометрическим замыканием, а также разъемного соединения с болтом (21) или цапфой, в особенности, цилиндрической формы, содержащая резьбовое отверстие (3) с несущими нагрузку витками (14) резьбы, причем эти витки резьбы размещены по периферийной поверхности резьбового отверстия в окружном направлении, отличающаяся тем, что витки (14) резьбы в окружном направлении на отдельных участках (7, 8, 9) полностью сформованы, а между этим полностью сформованными участками (7, 8, 9) витков резьбы предусмотрены свободные промежутки (10, 11, 12) с не полностью сформованными по своей высоте витками резьбы, причем несущие нагрузку витки резьбы в резьбовом отверстии (3) расположены своими впадинами (18) на наружном диаметре (Dn) резьбы, а своими вершинами (15) профиля - на внутреннем диаметре резьбы (D1), причем витки (14) резьбы имеют свободные промежутки (10, 11, 12), по меньшей мере, частично расширяющие резьбовое отверстие (3) в направлении от внутреннего диаметра (D1) резьбы к наружному диаметру (Dn) резьбы, причем указанные свободные промежутки (10, 11, 12) оканчиваются на некотором расстоянии от наружного диаметра (Dn) резьбы на диаметре (Da) внешней окружности.
2. Гайка (13) по п.1, отличающаяся тем, что витки резьбы имеют средний диаметр (D2) резьбы, который находится в диапазоне между наружным диаметром (Dn) резьбы и внутренним диаметром (D1) резьбы, причем диаметр (Da) внешней окружности меньше наружного диаметра (Dn) резьбы и имеет, по меньшей мере, такую же величину, что и средний диаметр (D2) резьбы.
3. Гайка (13) по п.1, отличающаяся тем, что свободные промежутки (10, 11, 12) выполнены в виде дуг окружности с радиусом (Rv), причем величина радиуса (Rv) составляет менее 35% от внутреннего диаметра (D1) резьбы, в частности менее 25% от внутреннего диаметра резьбы (D1), причем свободный промежуток (10, 11, 12) имеет центр (4, 5, 6), который отстоит от центра (2) резьбового отверстия (3) на максимум 75% от внутреннего диаметра (D1) резьбы.
4. Гайка (13) по одному из пп.1-3, отличающаяся тем, что переход свободного промежутка (10, 11, 12) к внутреннему диаметру (D1) резьбы происходит под углом в диапазоне от 120° до менее чем 180°.
5. Гайка (13) по одному из пп.1-3, отличающаяся тем, что доля свободных промежутков (10, 11, 12) на витках резьбы составляет 20-75%.
6. Резьбовое соединение, состоящее из гайки (13) по одному из пп.2-5 и болта (21), отличающееся тем, что диаметр (d2) болта (21) больше внутреннего диаметра (D1) резьбы и меньше диаметра (Da) внешней окружности гайки и, в частности, имеет такую же величину, что и средний диаметр (D2) резьбы.
7. Резьбовое соединение по п.6, отличающееся тем, что диаметр (Da) внешней окружности гайки больше диаметра (d2) болта (21).
8. Заготовка (1) для изготовления резьбонарезной гайки (13) по одному из пп.1-5, причем подлежащая изготовлению гайка (13) подлежит снабжению резьбой (14) с внутренним диаметром (D1) и наружным диаметром (Dn), отличающаяся тем, что заготовка имеет резьбовое отверстие (3) с внутренним диаметром (Di) меньшим, чем внутренний диаметр (D1) подлежащей изготовлению резьбы, причем резьбовое отверстие (3) имеет свободные промежутки (10, 11, 12), расширяющие резьбовое отверстие (3) в направлении от окружности внутреннего диаметра (Di), причем свободные промежутки (10, 11, 12) оканчиваются на окружности внешнего диаметра (Da) на некотором расстоянии от наружного диаметра (Dn) подлежащей изготовлению резьбы.
9. Заготовка по п.8, отличающаяся тем, что свободные промежутки (10, 11, 12) расположены на некотором расстоянии друг от друга.
| Установка для ломки прутков | 1976 |
|
SU554094A1 |
| 0 |
|
SU354446A1 | |
| US 2007286700 A1, 13.12.2007 | |||
| US 2002009349 A1, 24.01.2002 | |||
| US 5073073 A, 17.12.1991 | |||
| Кирпичная комнатная печь большой теплоемкости | 1939 |
|
SU61370A1 |

