Изобретение относится к металлургической и литейной промышленности и может найти применение для производства металлов и сплавов под газовым давлением, в вакууме, ватмосферных условиях и в специальной газовой среде.
Известна установка [Rasheva I.A., Petkantchin L.T. Pat. 2001/6887.23 august 2001, EquipmentforProductionandCasting of Alloys, Republic of South Africa] для производства и разливки металлов и сплавов под газовым давлением, в вакууме и при атмосферных условиях или в специальной газовой среде, которое может производить монолитные (моно) слитки, переплавляемые электроды и литье сталей, легированных высокими концентрациями азота и легко испаряющимися элементами, такими как Ca, Pb, Mg, Zn, и другими. Установка включает печной и разливочный автоклавы, герметичную капсулу с литниковой трубой, которые могут быть герметично выполнены как одно целое или герметично автономными с герметичным соединением между собой. В печном автоклаве находится индукционная печь, а в разливочном - комплект изложниц для монослитков, переплавляемых электродов или литейная форма. Печной и разливочный автоклавы могут иметь общее рабочее пространство и при необходимости автоклавы могут автономно разделяться один от другого с помощью двух газоплотных шиберов. В разливочном автоклаве движется вертикально герметичная капсула с металлургическим или литейным комплектом, которая может иметь автономное газовое давление (независимое от общего рабочего давления в разливочном автоклаве или общего сосуда под давлением, образованным печным и разливочным автоклавами). В разливочной капсуле расположена изложница (форма), в которую антигравитационно заливается жидкий металл. Литниковая труба закреплена герметично к капсуле. Верхние и нижние подвижные платформы передвигаются по горизонтальным рельсовым путям, а печной и разливочные автоклавы передвигаются вертикально подъемниками. Недостатками известной установки являются:
- низкая производительность, так как керамическя литниковая труба имеет низкую теплопроводность, в следствие чего приходится ждать, пока жидкий металл (расплав), находящийся в ней, закристализуется, и, чтобы начать следующую плавку, необходимо разъединить оба автоклава;
- ограниченный ассортимент, исключающий возможность производства двухслойных и трехслойных слитков и отливок;
- повышенный расход электроэнергии, воды, огнеупоров и пр. расходуемых материалов, так как после заполнения изложницы (формы) индукционная печь продолжает работать;
- уменьшение эффективности применения жидкой шихты, так как кристаллизация в разливочной камере лимитирует все процессы производства;
- смена дорогих литниковых систем после каждой плавки, так как в огнеупорной трубе образуется твердая пробка сплава.
Технический результат, на достижение которого направлены предлагаемый способ производства металлургических заготовок, фасонного литья и устройство для его осуществления, заключается в повышении производительности, уменьшении энергоемкости и в расширении ассортимента получаемой продукции.
Технический результат при реализации способа достигается тем, что в способе производства металлургических заготовок и фасонного литья, по которому печной автоклав заполняют жидкой или твердой шихтой, которую плавят, и за счет разницы в давлении через литниковую трубу подают расплав в изложницу или форму разливочного автовклава, перед подачей в литниковую трубу расплава между ней и поддоном изложницы устанавливают сменное приспособление интенсивного охлаждения расплава, которое используют после заполнения изложницы или формы расплавом и последующего прессования газом для локальной кристаллизации расплава.
В сменное приспособление интенсивного охлаждения расплава может подаваться вода или другой охлаждающий реагент.
При получении многослойных сплавов перед подачей расплава нагревают, по крайней мере, одну предварительно расположенную в изложнице металлургическую заготовку.
Для получения металлургических заготовок и фасонного литья с различными свойствами расплав в печном автоклаве обрабатывают под давлением газом, например азотом.
Технический результат при реализации устройства достигается тем, в устройстве производства металлургических заготовок и фасонного литья, содержащем перемещаемые печной автоклав и разливочный автоклав с, по крайней мере, одной изложницей или формой, сопрягаемые между собой соответствующей литниковой трубой и запорной системой поддон изложницы и конец литниковой трубы выполнены с возможностью сопряжения со сменным приспособлением интенсивного охлаждения расплава.
Сменное приспособление интенсивного охлаждения расплава может включать в себя высокотеплопроводящую втулку, охваченную высокотеплопроводящей охлаждаемой втулкой.
Поддон изложницы может быть выполнен с возможностью установки в нем сменной конической огнеупорной втулки, сопрягающейся с высокотеплопроводящей втулкой и высокотеплопроводящей охлаждаемой втулкой.
В разливочном автоклаве для получения многослойных сплавов с возможностью перемещения установлен нагреватель расположенной в изложнице металлургической заготовки и газопроницаемая крышка, закрывающая изложницу.
Количество печных и разливочных автоклавов определяется объемом производства.
Сущность изобретений поясняется чертежами.
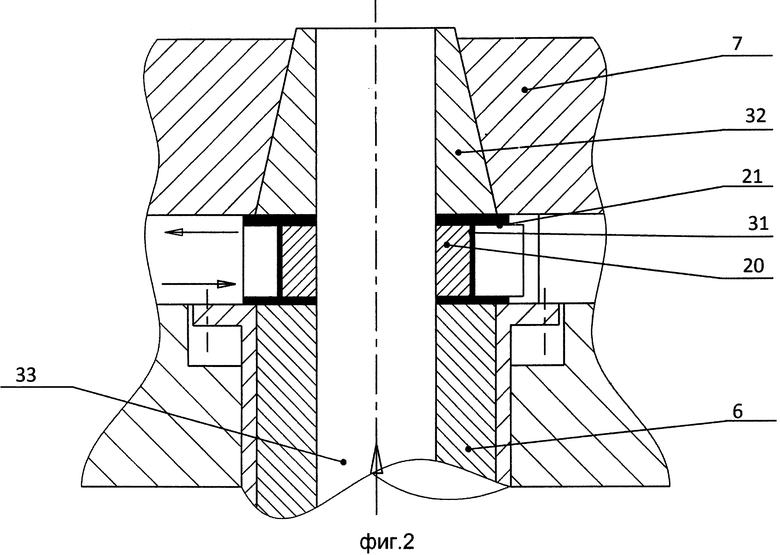
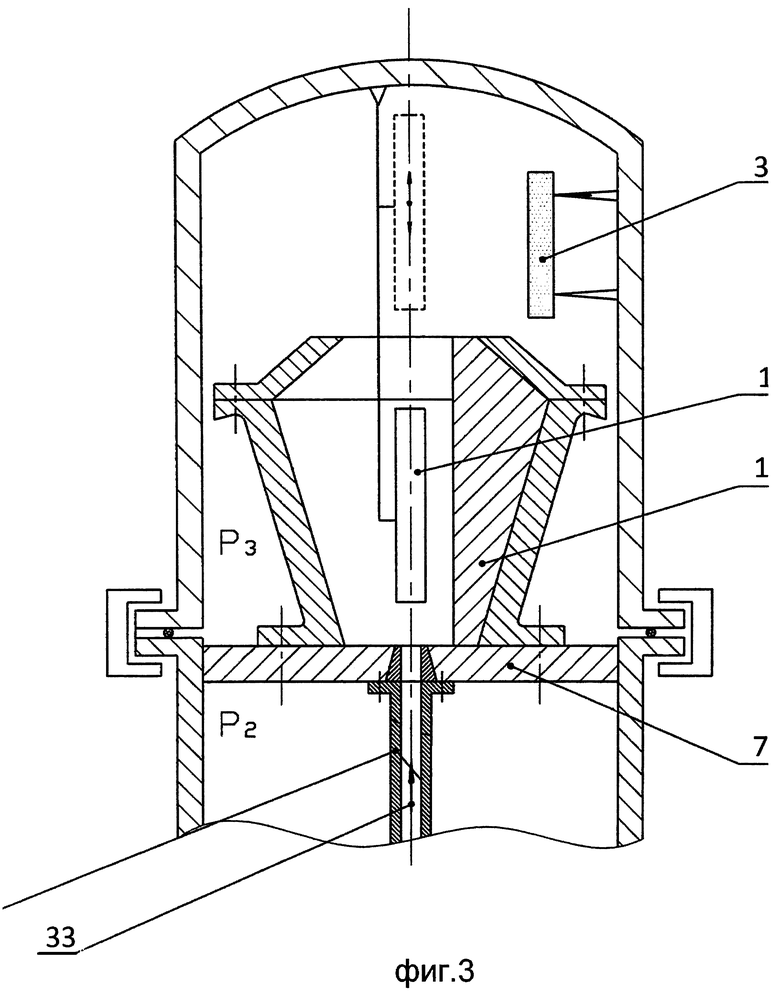
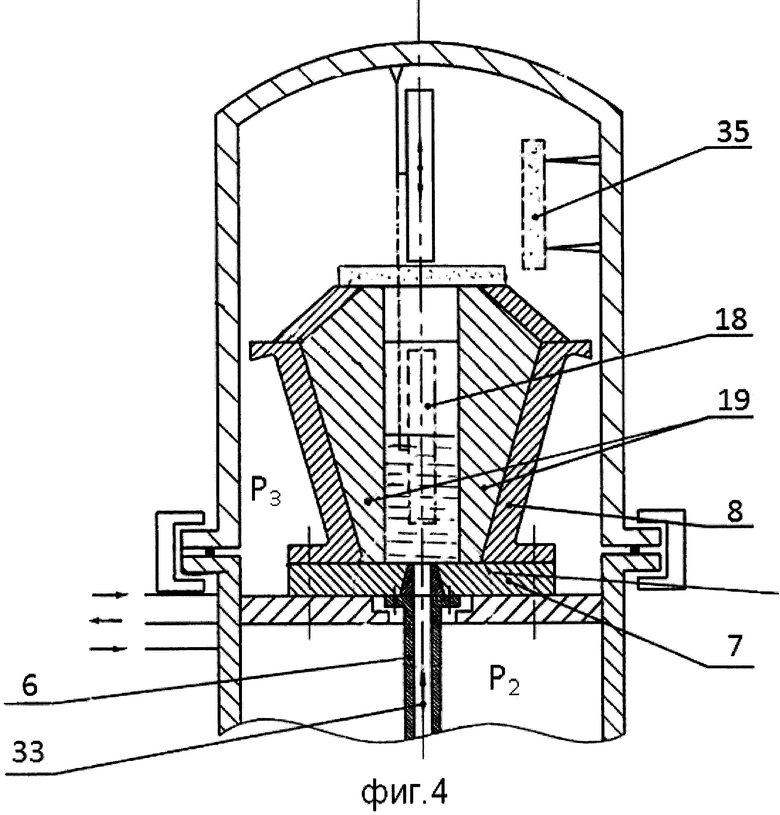
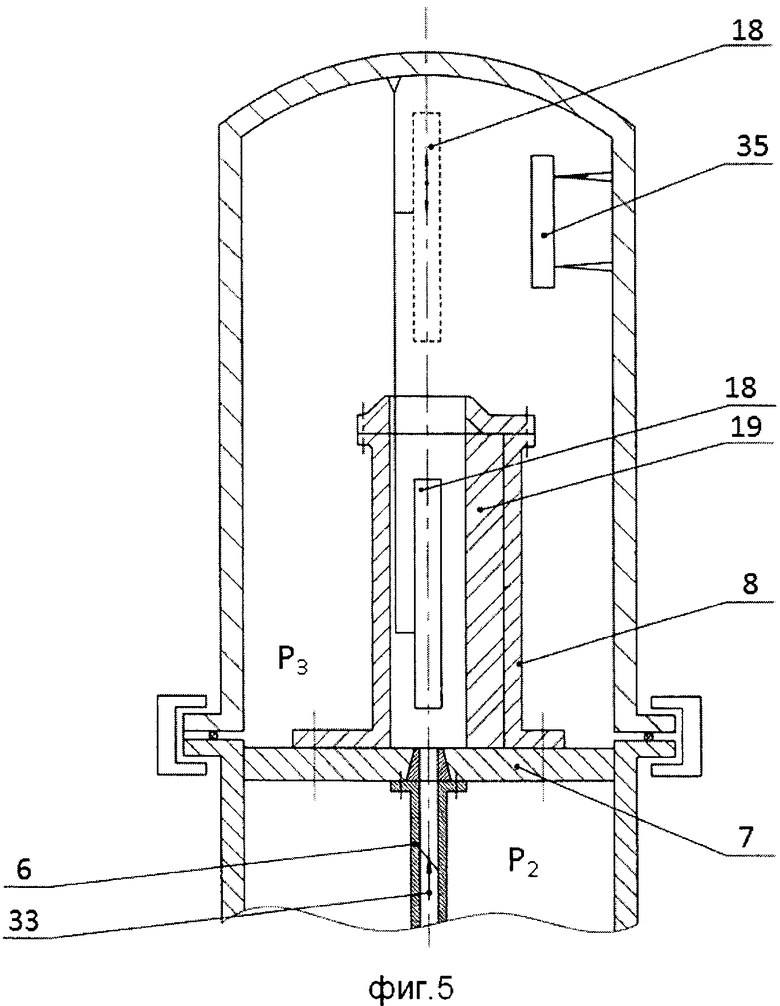
На фиг. 1 показан общий вид устройства производства металлургических заготовок и фасонного литья; на фиг. 2 - сменное приспособление интенсивного охлаждения расплава; на фиг. 3 - схема производства биметаллического слитка; на фиг. 4 - схема производства трехслойного слитка; на фиг. 5 - схема производства биметаллического сляба.
Устройство производства металлургических заготовок и фасонного литья состоит из подвижных, неподвижных и автономных частей: печной автоклав 1 и разливочный автоклав 2, связанных между собой стационарным отсекателем 3, в который встроен газоплотный шибер 4. Разливочный автоклав 2 отсекается газоплотным шибером 5. Литниковая труба 6 крепится к нижней части поддона 7 изложницы 8. Разливочная капсула 9 перемещается вертикально механизмом 10, а в горизонтальном направлении передвигается вместе с разливочным автоклавом 2 на тележке 11.
В капсуле 9 при "высоком исполнении" антигравитационно осуществляется разливка слитков (слябов, фасонного литья) типа биметаллических и трехслойных слитков из двух или трех марок сплавов, а также конвенциональных слитков. Печной автоклав 1 вместе с индукционной печью 12 перемещается вертикально подъемником 13 до байонетного стационарного отсекателя 3, а в горизонтальном направлении перемещается тележкой 14. Стационарный отсекатель 3 связывает печной автоклав 1 и разливочный автоклав 2, а тележки 11 и 14 передвигаются по рельсовым путям 15 и 16.
В печном автоклаве 1 расположена индукционная печь 12, а в разливочном автоклаве 2 - комплект изложниц 8 для слитков (литейных форм), используемых в производстве монослитков, переплавляемых электродов, фасонных отливок, двух или трехслойных слитков или отливок. Кожухи разливочных автоклавов и капсулы 9 могут быть низкими и высокими (в случае биметаллических и трехслойных слитков-слябов). Оба автоклава 1 и 2 могут иметь общее рабочее пространство, но могут быть и с автономной атмосферой. Капсула 9 в разливочном автоклаве 2 движется вертикально с литейной формой или разливочным комплектом для монослитка, биметаллического слитка, слитка из трех различных металлических слоев или слитка из трех слоев двух сплавов. Капсула 9 имеет герметичное исполнение с автономной газовой средой, имеет нагреватель (ли) 18 для подогрева внутренней поверхности слитка (сляба) 19 непосредственно перед заполнением изложницы 8. На днище капсулы (в по доне) 7 смонтирована высокотеплопроводная втулка 20 в контакте с медной водоохлаждаемой втулкой 21. Ниже их на поддоне 7 закреплена герметично литниковая труба 6.
Печной автоклав 1 состоит из кожуха 22, крышки 23, соединенных байонетным соединением 24.
Разливочный автоклав 2 состоит из кожуха с нижней частью 25 и верхней частью 26, связанных байонетным соединением 27. Капсула 9 имеет нижнюю часть 28 и верхнюю часть 29, соединенные байонетным соединением 30.
Приспособление интенсивного охлаждения расплава помимо ранее указанных втулок 20 и 21 содержит пластичную уплотняющую обмазку 31, датчик расхода воды (охлаждающего реагента) и автоматический кран на пульте управления, который включает максмальный расход охлаждающей воды (охлаждающего реагента) сразу же по сигналу о заполнении изложницы 8, но, с учетом времени на подпресование жидкого металла для плотного "шва" со слитком (слябом) 19 и уменьшения усадочной раковины новоотлитого слитка.
В поддоне 7 размещается сменная огнеупорная коническая втулка 32 ("камень").
При изготовлении сплавов в изложнице 8 жестко закрепляется сляб (полуслиток) 19, который занимает часть рабочего пространства изложницы 8. В свободную половину изложницы 8 манипулятором опускается нагреватель 18 для нагрева внутренней поверхности слитка (сляба) 19. После достижения заданной температуры (разная для различных металлов и сплавов) нагреватель 19 поднимается и снизу подается жидкий металл 33 для формирования второй части биметаллического слитка (сляба) или третьей части триметаллического сплава.
В своем дне разливочный автоклав 2 имеет вмонтированный верхний газоплотный шибер 5. В стационарный отсекатель 3, соединяющий автоклавы 1 и 2, вмонтрирован нижний газоплотный шибер 4. Индукционная печь 12 смонтирована стационарно в кожухе 22 печного автоклава 1, который на цапфах 34 поставлен на подвижной тележке 14.
В случае производства трехслойного (фиг. 4) слитка (сляба) последовательность операции аналогична производству биметаллического слитка(-ов).
При работе на твердой шихте индукционная печь 12 заполняется твердой шихтой, которая плавится и обрабатывается при атмосферных условиях. Разливочный автоклав 2 готовится для плавки на самой установке или на рельсовом пути 16. К нижней поверхности (фиг. 2) подона 7 монтируется "камень" 32 (коническая втулка), контактирующий с высокотеплопроводящей втулкой 20 (обмазана пластической обмазкой 31) и накладывается высокотеплопроводящая охлаждаемая медная втулка 21, а затем монтируется литниковая труба 6. Медная втулка 21 связана на пульте управления двумя датчиками с термопарами, заложенными в крышке изложницы 8 для регистрации конца процесса разливки металла. Далее монтируется и жестко закрепляется в изложнице 8, сляб (часть слитка) 19, рядом с ним спускается нагреватель 18. После нагрева до заданной температуры внутренней поверхности сляба 19 нагреватель 18 поднимается и вслед за ним ставится газопроницаемая крышка 35, крышка 29 капсулы 9, фиксируется байонетным соединением 27. Верхняя часть 26 разливочного автоклава 2 ставится на нижнюю часть 25 и фиксируется байонетным соединением 27. Индукционная печь 12 с помощью тележки 14 движется по рельсовому пути 15, центрируется под разливочным автоклавом 2, поднимается подемниками 36 до упора в стационарный отсекатель 3 и фиксируется байонетным соединением 24. Жидкий сплав 33 обрабатывается под газовым давлением, затем капсула 9 начинает управляемым способом спускаться, пока нижний конец литниковой трубы 6 не погрузится в жидкий металл. Таким образом, создаются условия для транспортирования - разница в давлении (ΔР=Р2-P1) в объединенном рабочем пространстве печного автоклава 1 и разливочного автоклава 2, и жидкий металл начинает течь антигравитационно через литниковую трубу 6 в изложницу 8. После заполнения свободного объема изложницы 8 (фиг. 3) включается самый интенсивный расход охлаждающей воды (охлаждающего реагента) и происходит локальная кристаллизация жидкого металла в узле (приспособлении) управляемой кристаллизации (фиг. 2). После локальной кристаллизации в зоне втулки 20 газоплотный шибер 5 закрывается. Давление Р2 становится выше давления Р3, а давление газа P1 в печном автоклаве 1 снижается до атмосферного давления. Байонетное соединение 24 открывается, печной автоклав 1 спускается в конечное нижнее положение подемниками 36, печной автоклав 1 передвигается в крайнее левое положение и печь 12 готовится для приема шихты для следующей плавки.
При работе на жидкой шихте индукционная печь 12 загружается жидкой шихтой, печной автоклав 1 передвигается и центруется под разливочным автоклавом 2. Последовательность остальных операции аналогична варианту работы на твердой шихте.
При работе устройства реализуется способ производства металлургических заготовок и фасонного литья с получением следующих слитков:
1. Монолитный конвенционный слиток.
Индукционная печь 12 разогревается до температуры 1580-1600°С. Давление Р1 в печном автоклаве 1 и Р2, Р3 соответственно в разливочном автоклаве 2 и капсуле 9 выравниваются в течение 20 с. После выравнивания давления вводится высокоазотированный феррохром, который усваивается в течение 10 мин. В капсуле 9 создается отрицательное дифференциальное давление ΔР=Р1-Р3=0,05 МПа.
В течение 6 с заполняется литниковая труба 6, дифференциальное давление повышается до 0,25 МПа и изложница 8 заполняется расплавом и затвердевает примерно через 10 мин. Затем осуществляется подпрессовка слитка в течение примерно около 6 мин, включается приспособление интенсивного охлаждения и через 2 мин разливка заканчивается. Давление Р3 над слитком в капсуле 9 выдерживается 2 мин на уровне 0,45 МПа. Затем в течение 15 с давление Р1 в печном автоклаве 1 снимается, и он перемещается под загрузку для новой плавки.
2. Биметаллический слиток (фиг. 3).
Операции идут как в п. 1, только изложница 8 другая - в нее заранее заложен твердый полуслиток сплава 19, подогретый до 100-150°С нагревателем 18.
3. Трехслойный слиток (фиг. 4).
Операции идут как в п. 2 только в изложницу 8 заложены два полуслитка 19.
4. Биметаллический слябовый (листовой) слиток (фиг. 5).
Операции идут как в п. 1, но твердый полу слиток 19 имеет форму параллелепипеда.
Устройство и способ имеют следующие преимущества:
- приспособление интенсивного управляемого охлаждения участка литникового канала вне литниковой керамической трубы 6 позволяет уменьшить время на разливку и увеличить производительность установки;
- приспособление интенсивного управляемого охлаждения расположено вне литниковой трубы 6, что увеличивает срок ее службы в десятки раз;
- создается возможность многократного применения дорогой литниковой системы;
- более широкий ассортимент выпускаемой продукции, включая высокотехнологичное производство биметаллов и триметаллов, сваренных металлургическим способом;
- уменьшение расхода электроэнергии, воды, материаллов и др. за счет меньшей длительности плавки;
- увеличение эффективности работы на жидкой шихте, что является основой конкурентноспособности всего производства;
- уменьшение длительности вредного влияния высокотемпературного зеркала жидкого сплава (1600-1700°С, излучение, пыль, газы) на полированные цилиндры и полированные направляющие колонн подъемного механизма;
- существенное уменьшение риска производственных аварий за счет увеличения интервала службы литниковой системы;
- устройство позволяет проводить плавки как под давлением, так и в атмосферных условиях и, в том числе, в вакууме;
- способ производства металлургических заготовок и фасонного литья и устройство для его осуществления могут быть использованы для производства и разливки металлов и сплавов под газовым давлением, в вакууме или при атмосферных условиях, а также при специальной газовой среде получения конвенциональных (моно) слитков (слябов) монометаллических, биметаллических, трехслойных с двумя или тремя марками металлов или сплавов, переплавляемых электродов; фасонного литья, конвенциональных, азотистых - АС, высокоазотистых - ВАС сталей, легированных легкоиспаряющимися элементами, такими как кальций, свинец, цинк, магний, марганец и др., а также цветных металлов и сплавов.
Изобретение относится к металлургической и литейной промышленности и может найти применение для производства металлов и сплавов под газовым давлением, в вакууме, в атмосферных условиях и в специальной газовой среде. Устройство содержит печной автоклав 1 и разливочный автоклав 2, связанные между собой отсекателем 3, в котором встроен газоплотный шибер 4. Разливочный автоклав 2 отсекается газоплотным шибером 5. Литниковая труба 6 крепится к нижней части поддона 7 изложницы 8. В капсуле 9 при "высоком исполнении" осуществляется разливка слитков (слябов, фасонного литья), биметаллических и трехслойных слитков из двух или трех марок сплавов, а также конвенциональных слитков. Печной автоклав 1 выполнен с индукционной печью 12. Особенностью изобретения является использование сменного приспособления интенсивного охлаждения расплава, что обеспечивает существенное повышение производительности устройства. 2 н. и 9 з.п. ф-лы, 5 ил.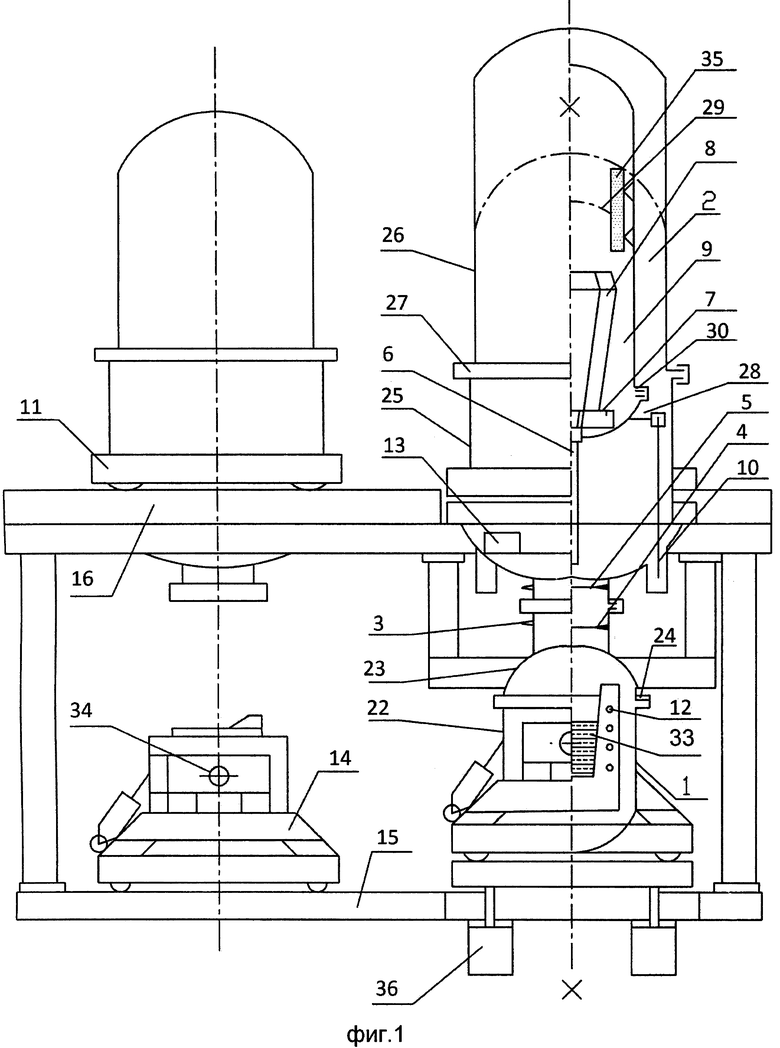
1. Способ производства металлургических заготовок и фасонного литья, по которому печной автоклав заполняют жидкой шихтой или твердой расплавляемой шихтой, которую за счет разницы в давлении через литниковую трубу подают в изложницу или форму разливочного автовклава, отличающийся тем, что перед подачей в литниковую трубу расплава между ней и поддоном изложницы или формы устанавливают сменное приспособление интенсивного охлаждения расплава, которое используют после заполнения изложницы или формы расплавом и последующего прессования газом для локальной кристаллизации расплава.
2. Способ по п. 1, отличающийся тем, что в сменное приспособление интенсивного охлаждения расплава подают воду или другой охлаждающий реагент.
3. Способ по п. 1 или 2, отличающийся тем, что перед подачей расплава нагревают, по крайней мере, одну предварительно расположенную в изложнице или форме металлургическую заготовку.
4. Способ по п. 1 или 2, отличающийся тем, что расплав в печном автоклаве обрабатывают под давлением газом.
5. Способ по п. 4, отличающийся тем, что используют азот.
6. Способ по п. 3, отличающийся тем, что расплав в печном автоклаве обрабатывают под давлением газом.
7. Способ по п. 6, отличающийся тем, что используют азот.
8. Устройство для производства металлургических заготовок и фасонного литья, содержащее перемещаемые печной автоклав и разливочный автоклав с, по крайней мере, одной изложницей или формой, сопрягаемые между собой соответствующей литниковой трубой и запорной системой, отличающееся тем, что поддон изложницы и конец литниковой трубы выполнены с возможностью сопряжения со сменным приспособлением интенсивного охлаждения расплава.
9. Устройство по п. 8, отличающееся тем, что сменное приспособление интенсивного охлаждения расплава включает в себя высокотеплопроводящую втулку, охваченную высокотеплопроводящей охлаждаемой втулкой.
10. Устройство по п. 9, отличающееся тем, что поддон изложницы или формы выполнен с возможностью установки в нем сменной конической огнеупорной втулки, сопрягающейся с высокотеплопроводящей втулкой и высокотеплопроводящей охлаждаемой втулкой.
11. Устройство по любому из пп. 8-10, отличающееся тем, что в разливочном автоклаве с возможностью перемещения установлены нагреватель расположенной в изложнице или форме металлургической заготовки и газопроницаемая крышка, закрывающая изложницу или форму.
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ПЕРЕМЕЩЕНИЯ ЗАГЛУШКИ РАСПРЕДЕЛИТЕЛЬНОГО ЖЕЛОБА ИЛИ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПРОКАТНЫХ ЗАГОТОВОК, БЛЮМОВ И СЛЯБОВ | 1991 |
|
RU2016695C1 |
| CA 2863521 A1, 18.01.2007 | |||
| ZA 2001106887 A, 07.02.2002. | |||

