Изобретение относится к металлургической и литейной промышленности и предназначено для производства пенометаллов и пеносплавов под газовым давлением, в вакууме, в атмосферных условиях и в специальной газовой среде.
Известна порошковая технология производства пеноалюминия, разработанная Институтом Фраунгофера. В качестве исходного материала используются порошки алюминия или его сплавов, которые смешиваются с порофором (при нагреве это вещество выделяет газ), например, гидридом титана. Полученный полуфабрикат подвергают нагреву для вспенивания, газ образует в металле пенную структуру. После достижения желаемого увеличения объема процесс заканчивается охлаждением материала, и пенная структура стабилизируется с закрытыми порами. При нагреве пена заполняет свободное пространство формы, и после охлаждения получается желаемая деталь с закрытой пористостью.
Известен также способ, который заключается в заливке капсулы с наполнителем расплавленным металлом. После удаления наполнителя остается тело с открытыми порами, соединенными между собой. Путем выбора наполнителя можно варьировать плотность материала и морфологию пор в широких пределах. Современные технологии делят процесс производства на четыре стадии:
1. Подготовка наполнителя, при этом предпочтительно применять неорганические гранулы, но можно также использовать засыпку из органических материалов.
2. Инфильтрация засыпки наполнителя металлом. Чтобы обеспечить сквозное заполнение промежутков между гранулами, инфильтрацию проводят под повышенным давлением или под разряжением.
3. Удаление материала наполнителя путем растворения или выбивания.
4. Обточка полученной пористой заготовки, резка на требуемые размеры или другая механообработка (С. Цукров, к.т.н. Уральский рынок металлов №116, ноябрь, 2009).
Недостатком известных способов является сложность, невозможность получения сферообразных пор, ограниченная номенклатура используемых металлов, низкая производительность
Известно устройство [Rasheva I.A., Petkantchin L.T. Pat. 2001/6887.23 august 2001, Equipment for Production and Casting of Allous, Republic of South Africa] для производства и разливки металлов и сплавов под газовым давлением, в вакууме и при атмосферных условиях или в специальной газовой среде, которое может быть использовано для производства монолитных (моно) слитков, переплавляемых электродов и литья сталей, легированных высокими концентрациями азота и легко испаряющимися элементами, такими как Ca, Pb, Mg, Zn и др. Установка включает печной и разливочный автоклавы, герметическую капсулу с литниковой трубой, которые могут быть герметично выполнены за одно целое или герметично автономными с герметичным соединением между собой. В печном автоклаве находится индукционная печь, а в разливочном - комплект изложниц для монослитков, переплавляемых электродов или литейная форма. Печной и разливочный автоклавы могут иметь общее рабочее пространство и при необходимости автоклавы могут автономно разделяться один от другого с помощью двух газоплотных шиберов. В разливочном автоклаве движется вертикально герметичная капсула с металлургическим или литейным комплектом, которая может иметь автономное газовое давление (независимое от общего рабочего давления в разливочном автоклаве или общего сосуда под давлением, образованным печным и разливочным автоклавами). В разливочной капсуле расположена изложница (форма), в которую антигравитационно заливается жидкий металл. Литниковая труба закреплена герметично к капсуле. Верхние и нижние подвижные платформы передвигаются по горизонтальным рельсовым путям, а печной и разливочные автоклавы передвигаются вертикально подъемниками.
Недостатками известной установки являются невозможность получения пенометаллов и пеносплавов.
Технический результат, на достижение которого направлены предлагаемые способ производства металлургических заготовок с пористой структурой и устройство для его осуществления заключается в повышении производительности, уменьшении энергоемкости при производстве широкого ассортимента металлургических заготовок с пористой структурой.
Технический результат при реализации способа достигается тем, что в способе производства металлургических заготовок с пористой структурой получают металлический расплав, насыщенный газом или парами добавленного в расплав материала, расплав за счет разницы в давлении через литниковую трубу подают в изложницу или форму разливочного автоклава, после достижения заданного уровня расплава разливку останавливают для кристаллизации требуемой толщины стенок, уменьшают или сохраняют давление в изложнице или форме разливочного автоклава для вскипания расплава и осуществляют его кристаллизацию.
В изложнице или форме может быть расположена, по крайней мере, одна часть металлургической заготовки, которую до взаимодействия с расплавом нагревают со стороны подачи расплава.
Заготовка может быть подвергнута пластической деформации для изменения формы пор.
В разливочном автоклаве может быть получена трубная заготовка с пористой сердцевиной для трубной прошивки или механического изъятия сердцевины.
Устройство для производства металлургических заготовок с пористой структурой, содержащее перемещаемые печной автоклав и разливочный автоклав с, по крайней мере, одной изложницей или формой, сопрягаемые между собой соответствующей литниковой трубой и запорной системой, снабжено приспособлением для слива в приемную емкость излишка вскипевшего расплава.
В разливочном автоклаве с возможностью перемещения могут быть установлены нагреватель, расположенный в изложнице или форме металлургической заготовки, и газопроницаемая крышка, закрывающая изложницу или форму.
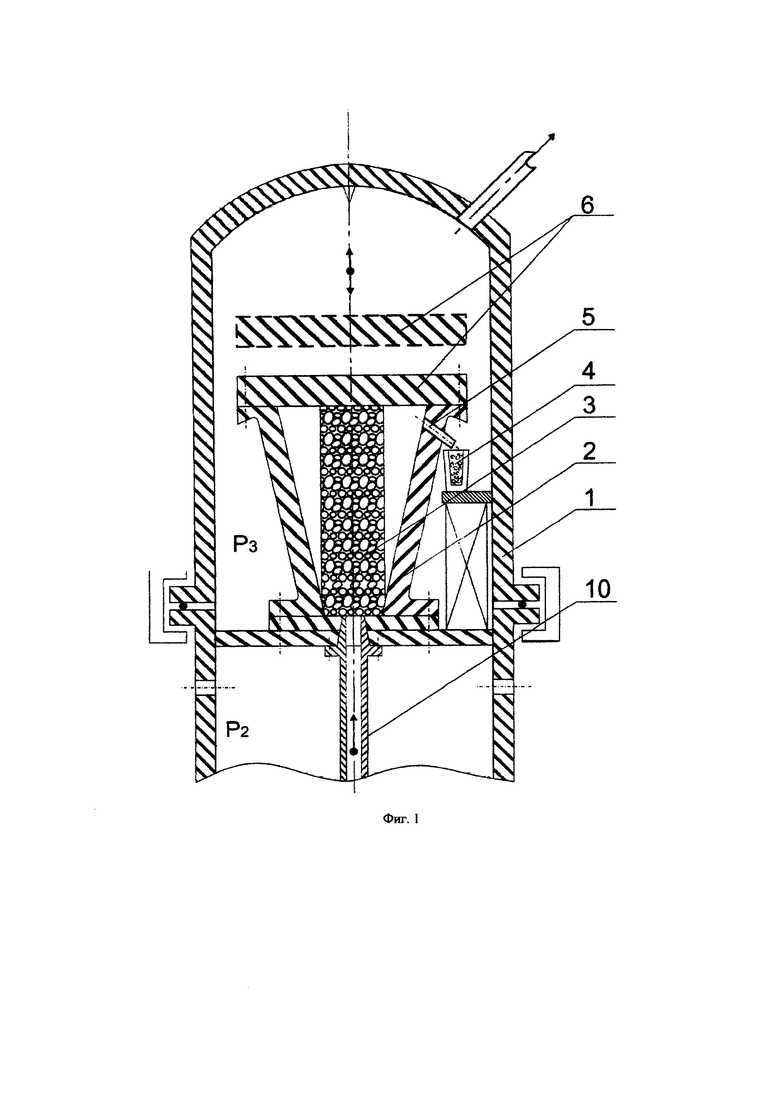
Сущность изобретений поясняется чертежами, где на фиг. 1 показан общий вид устройства, на фиг. 2 - получаемая пористая структура, на фиг. 3 - устройство с нагревателем.
Устройство содержит размещенную в разливочном автоклаве герметичную разливочную капсулу 1 под газовым давлением Р3, в которой размещена изложница (форма) 2 для получения отливки 3 металла с пористой структурой, приемную емкость 4 для излишка вскипевшего расплава, выходящего по желобу 5, и датчики контроля уровня жидкого пеносплава (на чертежах не показаны), используемые для остановки процесса разливки с последующим изменением (сохранением) давления газа в капсуле 1.
Устройство также содержит крышку 6 и нагреватель 7 частей 8 и 9 металлургической заготовки.
Особенностью изобретений является управление давлением рабочего газа Р3 в разливочной капсуле 1, что обеспечивает вскипание жидкого пеносплава и создание принципиально новой структуры (пеноструктуры) слитков и отливок.
Металлический расплав, насыщенный газом (азотом) или парами добавленного в расплав материала (кальций, магний, цинк и другие легкоплавящиеся материалы), подается по литниковой трубе 10 за счет разности давлений Р3 и P2. После достижения заданного уровня расплава в изложнице 2 разливка останавливается на заданное время, необходимое для кристаллизации требуемой толщины стенок, давление в капсуле 1 уменьшается (сохраняется) и перенасыщенный газами расплав вскипает, часть его вытекает в приемную емкость 4, а в средней части слитка формируется пористая пеноструктура (см. фиг. 2).
При изготовлении сплавов в изложнице 2 размещаются части 8 и 9 заготовки, которые занимают часть рабочего пространства изложницы 2. Между ними манипулятором опускается нагреватель 7 для нагрева внутренних поверхностей частей 8 и 9. После достижения заданной температуры (разная для различных металлов и сплавов) нагреватель 7 поднимается и снизу подается расплав для формирования средней пористой части металлургической заготовки.
Предлагаемый способ позволяет получать закрытые сферообразные поры, т.к. температура стенок изложницы 2 невысокая, около 20°C, что обеспечивает полную растворимость азота и паров добавленного материала, а отходя от стенок к центру слитка (отливки), температура расплава является более высокой и растворимость газа и паров уменьшается, что способствует росту пористости (фиг. 2). При необходимости форма пор может быть изменена путем деформации полученной заготовки.
Способ имеет следующие преимущества:
- повышение выхода годного (сплава) в слитках спокойной стали за счет устранения усадочной раковины (создается принципиально новая структура спокойной стали типа кипящей и полуспокойной стали). Это проблема национального и мирового значения - спокойные стали составляют более 90% всех сталей в мире (мировое производство сталей превышает 1.5 миллиарда тонн). Значительная часть данных сталей – слитки;
- производительность сталеплавильных установок по методу Большой сталеплавильной ванны не изменяется при производстве упомянутых новых продуктов;
- производство двух- и трехслойного слитка с обеспечением идеальной (металлургической) связи между тремя слоями, без механических связей или сварки;
- при производстве слитков для труб уменьшается себестоимость выпускаемой продукции (за счет уменьшения расходов на электроэнергию, на прошивные дорогие инструменты, на экзотермические смеси и т.д.);
- полная утилизация сплава, вытекающего в приемную емкость(ти) в виде слитков, отливок, болванок.
Простым управлением рабочим давлением газа (например - снятием части давления) достигается ряд существенных технических и экономических преимуществ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛУРГИЧЕСКИХ ЗАГОТОВОК, ФАСОННОГО ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2573283C1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ ПРОИЗВОДСТВА ЛИТЫХ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2323268C2 |
| Способ радиальной ковки | 1990 |
|
SU1770017A1 |
| РАЗЛИВОЧНОЕ УСТРОЙСТВО ДЛЯ РАЗЛИВКИ МЕТАЛЛА ИЗ ПРОМКОВША В ИЗЛОЖНИЦЫ | 2017 |
|
RU2691021C2 |
| Способ литья заготовок | 1981 |
|
SU1042883A1 |
| Способ получения слитков спокойной стали и устройство для его осуществления | 1990 |
|
SU1792795A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 2007 |
|
RU2356685C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |


Изобретение относится к металлургии и литейному производству и может быть использовано для производства пенометаллов и пеносплавов. В разливочном автоклаве 1, находящемся под газовым давлением P3, размещают литейную форму 2. Особенностью изобретения является управление давлением рабочего газа Р3 в разливочной капсуле 1, что обеспечивает вскипание жидкого пеносплава и создание принципиально пеноструктуры слитков и отливок. Металлический расплав, насыщенный газом или парами добавленного в расплав легкоплавкого материала, например кальция, магния, цинка, подают в изложницу по литниковой трубе 10 за счет разности давлений Р3 в автоклаве 1 и Р2 в печном автоклаве. После достижения заданного уровня расплава в изложнице 2 разливку останавливают на время, необходимое для кристаллизации требуемой толщины стенок, и осуществляют управление давлением рабочего газа в разливочном автоклаве 1. Расплав в литейной форме, часть его вытекает в приемную емкость 4, а в заготовке формируется пористая пеноструктура. Обеспечивается повышение выхода годного за счет устранения усадочной раковины в слитках спокойной стали. 2 н. и 4 з.п. ф-лы, 3 ил.
1. Способ производства металлургических заготовок с пористой структурой, включающий получение металлического расплава, насыщенного газом или парами добавленного в расплав материала, подачу расплава за счет разницы давлений в печном и разливочном автоклавах через литниковую трубу в литейную форму, размещенную в разливочном автоклаве, остановку разливки после достижения расплавом заданного уровня, кристаллизацию стенок заготовки до заданной толщины и управление давлением рабочего газа в разливочном автоклаве с обеспечением вскипания расплава в литейной форме, слива излишков вскипевшего расплава из литейной формы в приемную емкость и дальнейшей кристаллизации части заготовки с пористой структурой.
2. Способ по п. 1, отличающийся тем, что перед подачей металлического расплава в литейную форму помещают по меньшей мере одну часть металлургической заготовки, которую нагревают со стороны подачи расплава.
3. Способ по п. 1 или 2, отличающийся тем, что изменяют форму пор полученной заготовки путем пластической деформации.
4. Способ по п. 1, отличающийся тем, что получают заготовку в виде трубной заготовки с пористой сердцевиной.
5. Устройство для производства металлургических заготовок с пористой структурой, содержащее перемещаемые печной автоклав и разливочный автоклав с по меньшей мере одной литейной формой, сопряженные между собой литниковой трубой с запорной системой, и приемную емкость для излишков вскипевшего расплава с приспособлением для их слива из литейной формы.
6. Устройство по п. 5, отличающееся тем, что оно снабжено размещенными в разливочном автоклаве и установленными с возможностью перемещения нагревателем расположенной в литейной форме металлургической заготовки и газопроницаемой крышкой, закрывающей литейную форму.
| Способ литья газонасыщенных сплавов под переменным газовым давлением | 1990 |
|
SU1822374A3 |
| ZA 20016887 A, 21.08.2001 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Способ литья под регулируемым давлением | 1985 |
|
SU1321517A1 |

