ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к приспособлению для изготовления порционных пакетиков продукта для орального использования, причем приспособление содержит устройство для размещения порционных пакетиков в контейнер.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Изготовление порционных пакетиков бездымного продукта для орального использования, таких как подушечки, заполненные табачным снаффом или нетабачным снаффом, обычно, включает этапы (предварительной) очистки и обработки исходного материала (например, измельчение, добавление соли и воды, пастеризация, смешивание с добавками, смачивание и т.д.), формования имеющих размер порции пакетиков сыпучего материала, обертывания упаковочного материала, такого как стандартная целлюлоза на основе нетканого материала для снюса, вокруг порционных пакетиков, и расположение отдельных порционных пакетиков в коробку или контейнер.
Примеры устройств, используемых в таком изготовлении, раскрыты, например, в WO 2009/025604, EP 138649, EP 149985, WO 2009/047627 и SE 506146.
Этапу расположения порционных пакетиков в контейнер не было уделено большого внимания в прошлом. Главным образом, определенное количество порционных пакетиков просто имело возможность падать вниз в контейнер.
Однако недавно было уделено некоторое внимание тому факту, что порционные пакетики, расположенные с определенной конфигурацией в контейнере, обеспечивают более привлекательный внешний вид для пользователя. Также было предложено, что, благодаря возможности расположения порционных пакетиков в контейнер, порционные пакетики могут упаковываться в контейнер более эффективным образом, как относительно времени (производительности), так и пространства (геометрически эффективной упаковки).
Однако то, как достичь эффективного расположения/упаковки порционных пакетиков в крупносерийном производстве не является очевидным, так как продукты порционных пакетов табачного снаффа или нетабачного снаффа являются относительно трудными для обращения в автоматизированных процессах (так как они обычно являются мягкими и несколько липкими), и так как производительность является очень высокой (типично, несколько сотен порционных пакетиков в минуту).
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения состоит в обеспечении средства для расположения порционных пакетиков продукта для орального использования, такого как продукт табачного снаффа или нетабачного снаффа, в контейнер, причем устройство обеспечивает возможность расположения порционных пакетиков в контейнер. Эта цель достигается посредством приспособления, заданного техническими признаками, содержащимися в независимом пункте 1 формулы изобретения. Зависимые пункты формулы изобретения содержат предпочтительные варианты осуществления, дополнительные разработки и варианты изобретения.
Изобретение относится к приспособлению для изготовления порционных пакетиков продукта для орального использования, при этом указанное приспособление содержит приспособление для формирования, предназначенное для формирования порционных пакетиков из сыпучего материала.
Приспособление по изобретению отличается тем, что оно содержит устройство для расположения порционных пакетиков в контейнер, причем устройство содержит узел для транспортировки порционных пакетиков и узел для позиционирования порционных пакетиков, где узел для транспортировки предназначен для транспортировки отдельных порционных пакетиков на узел для позиционирования, и узел для позиционирования предназначен для расположения порционных пакетиков с определенной конфигурацией во время работы устройства, причем узел для транспортировки содержит канал для продукта, предназначенный для транспортировки порционных пакетиков, где указанный канал для продукта имеет впуск и выпуск, и узел для транспортировки дополнительно содержит канал для газа, предназначенный для соединения с источником сжатого газа, причем канал для газа предназначен для, когда соединен с указанным источником, направления сжатого газа в канал для продукта по направлению к выпуску канала для продукта, и канал для газа имеет выпускное отверстие, расположенное в канале для продукта на расстоянии от впуска канала для продукта таким образом, что пониженное давление создается на впуске канала для продукта, когда сжатый газ подается через указанный канал для газа.
Посредством создания пониженного давления (т.е. давления ниже атмосферного давления) на впуске канала для продукта, создается сила всасывания, которая всасывает порционный пакетик в канал для продукта в направлении дальше по ходу к точке, где расположено выпускное отверстие канала для газа, причем в точке порционный пакетик дополнительно побуждается перемещаться посредством сжатого газа дальше по ходу через канал для продукта к выпуску канала для продукта.
Вследствие этой всасывающей способности, порционные пакетики могут транспортироваться управляемым и эффективным образом с различных приспособлений для подачи порционных пакетиков, расположенных до, или ближе по ходу относительно, узла для транспортировки в производственной линии. Посредством варьирования давления сжатого газа, пониженное давление, т.е. сила всасывания, на впуске канала для продукта может варьироваться управляемым образом и тем самым приспосабливаться к различным условиям (например, к разным свойствам порционных пакетиков).
Кроме того, посредством варьирования давления сжатого газа является возможным, управляемым образом, варьировать скорость порционного пакетика в точке, где он покидает выпуск канала для продукта. Таким образом, узел для транспортировки по изобретению может приспосабливаться к различным типам узлов для позиционирования порционных пакетиков, или к конкретному состоянию определенного узла для позиционирования.
В большинстве ситуаций, узел для транспортировки типа по изобретению будет существенно увеличивать скорость порционного пакетика по сравнению со скоростью в приспособлении для подачи ближе по ходу относительно узла для транспортировки. Такое увеличение скорости означает, что расстояние между отдельными порционными пакетиками будет увеличиваться. Это, в свою очередь, облегчает работу узла для позиционирования, так как он может занимать больший промежуток во временном интервале между двумя входящими порционными пакетиками (по сравнению с ситуацией, где скорость не была увеличена, и где, соответственно, расстояние между задней частью первого порционного пакетика и передней частью второго, следующего, порционного пакетика меньше). И, если работа облегчена для узла для позиционирования, становится легче предложить конструкцию, которая работает надлежащим образом.
Использование только сжатого газа (повышенного давления) для транспортировки порционных пакетиков, например, посредством выпуска сжатого газа на впуске канала для продукта, вызывает усложненную конфигурацию потока, который, в свою очередь, намного усложняет управление транспортировкой порционных пакетиков, как относительно синхронизации, так и скорости транспортировки. Помимо этого, идея изобретения обеспечивает более управляемую транспортировку, чем использование только повышенного давления, она также является менее энергоемкой, так как потери меньше. Кроме того, транспортировка не основана на перемещающихся частях, таких как конвейерные ленты, что делает ее более надежной.
Управляемая транспортировка порционных пакетиков имеет огромное значение для обеспечения надлежащей работы узла для позиционирования, независимо от точной конструкции узла для позиционирования. Даже небольшие изменения синхронизации или скорости при транспортировке порционных пакетиков, вероятно, приводят к затору и тем самым прерываниям производственного процесса.
В варианте осуществления изобретения, канал для газа расположен таким образом, что, когда сжатый газ выпускается из выпускного отверстия канала для газа в канал для продукта, газ имеет начальное направление потока, которое образует угол α, который меньше, чем 30°, предпочтительно, меньше, чем 15°, относительно продольного направления канала для продукта.
В варианте осуществления изобретения, выпускное отверстие канала для газа расположено на расстоянии также от выпуска канала для продукта, и канал для продукта является, по существу, прямым между положением выпускного отверстия канала для газа и выпуском канала для продукта.
В варианте осуществления изобретения, канал для продукта имеет ширину и высоту, которая на 1-15% больше, чем ширина и толщина порционного пакетика, подлежащего транспортировке.
В варианте осуществления изобретения, что отношение между площадью выпускного отверстия 17 канала для газа и площадью поперечного сечения канала 12 для продукта находится в интервале 0,02-0,2, предпочтительно, в интервале 0,05-0,15.
В варианте осуществления изобретения, узел для позиционирования содержит группу отделений для размещения порционных пакетиков, расположенных с определенной конфигурацией, при этом каждое из указанных отделений имеет входной конец, обеспечивающий возможность входа порционного пакетика в отделение, и, на противоположной стороне отделения, удерживающий конец, предотвращающий выход порционного пакетика из отделения в этом направлении, причем узел для позиционирования дополнительно содержит разгрузочный элемент, предназначенный для разгрузки порционных пакетиков из отделений в контейнер, причем отделения связаны с поддерживающей конструкцией, которая удерживает конфигурацию отделений во время работы устройства.
В таком устройстве, порционные пакетики могут подаваться различными образами в отделения, где они будут оставаться до тех пор, пока разгрузочный элемент не будет использоваться для передачи порционных пакетиков в контейнер. Так как отделения расположены с определенной конфигурацией, например, распределенной в окружном направлении круговым образом, также порционные пакетики будут располагаться с соответствующей конфигурацией, когда расположены в отделениях. Вследствие фиксирующих и удерживающих свойств поддерживающей конструкции, которая фиксирует форму отделений и удерживает конфигурацию во время работы устройства, конфигурация порционных пакетиков удерживается также при разгрузке порционных пакетиков из отделений в контейнер. Такая же конфигурация может удерживаться для порционных пакетиков, когда переданы в контейнер, например, посредством приспосабливания размера и формы контейнера относительно размера и формы начальной конфигурации порционных пакетиков и посредством надлежащего обращения с контейнером после его заполнения.
Таким образом, вместо выстраивания порционных пакетиков во время этапа их расположения в контейнер или, когда они в действительности были расположены в контейнер, порционные пакетики располагаются с определенной конфигурацией уже, когда они входят в отделения, т.е. до этапа их передачи в контейнер. Такой процесс является подходящим для автоматизации и высокой производительности, так как он является более надежным и создает период времени, подходящий для расположения следующего контейнера, подлежащего заполнению.
Этот вариант осуществления изобретения использует поддерживающую конструкцию, которая поддерживает отделения в неизменном положении относительно друг друга для того, чтобы сохранять конфигурацию во время работы устройства. Таким образом, является возможным уменьшить количество перемещающихся частей по сравнению с, например, решениями, включающими одну или несколько конвейерных лент, что может использоваться для повышения надежности устройства. Дополнительное преимущество настоящего изобретения заключается в том, что отделения не сужаются до разгрузки, что является нормальным случаем для, например, решений с конвейерными лентами, где продукты удерживаются между разделительными стенками, прикрепленными к ленте. Типично, продукты загружаются, когда лента поворачивается вокруг шкива, который побуждает стенки отделяться друг от друга, и разгружаются в прямой части конвейерной ленты, где стенки являются параллельными. Такое сужение может приводить к зажиманию продукта и делать разгрузку проблематичной.
В варианте осуществления изобретения, каждое из указанных отделений содержит первый и второй стеновой элемент, расположенные под углом относительно друг друга таким образом, чтобы образовать клинообразную конструкцию, причем более широкий конец клинообразной конструкции образует входной конец отделения.
В варианте осуществления изобретения, узел для транспортировки и отделения для размещения порционных пакетиков являются подвижными относительно друг друга таким образом, что входной конец каждого из отделений может направляться к узлу для транспортировки.
В варианте осуществления изобретения, отделения расположены бок о бок таким образом, что один стеновой элемент образует разделяющую стенку между двумя соседними отделениями.
В варианте осуществления изобретения, поддерживающая конструкция подвижно подвешена в узле для позиционирования таким образом, что входные концы отделений могут быть расположены в разных направлениях и/или положениях посредством перемещения поддерживающей конструкции. Посредством управления этим перемещением, отделения могут заполняться порционными пакетиками, подающимися на узел для позиционирования порционных пакетиков, например, посредством управления перемещением пошаговым образом и загрузки порционных пакетиков один за другим. Предпочтительно, поддерживающая конструкция подвешена с возможностью вращения и/или поперечно в узле для позиционирования таким образом, что направление/положение входного конца отделения может варьироваться посредством вращательного и/или поперечного перемещения поддерживающей конструкции. Термин "поперечно" относится к направлению транспортировки, в котором порционные пакетики подаются на узел для позиционирования. Таким образом, поперечное направление типично является перпендикулярным относительно направления транспортировки.
В варианте осуществления изобретения, разгрузочный элемент содержит элемент выталкивателя, который имеет форму, которая соответствует конфигурации отделений, таким образом элемент выталкивателя, когда приведен в действие, является способным выталкивать порционные пакетики, имеющиеся в каждом из отделений.
В варианте осуществления изобретения, разгрузочный элемент предназначен для разгрузки порционных пакетиков из каждого из отделений в направлении, которое является, по существу, перпендикулярным относительно направления, соответствующего прямой линии, соединяющей входной и удерживающий концы отделения, т.е. боковым образом в направлении, перпендикулярном относительно направления, в котором порционные пакетики вошли в отделение.
Изобретение также относится к приспособлению для изготовления порционных пакетиков продукта для орального использования, причем приспособление содержит устройство вышеприведенного типа.
В варианте осуществления изобретения, приспособление содержит приспособление для формирования, предназначенное для формирования порционных пакетиков сыпучего материала.
В варианте осуществления изобретения, приспособление содержит приспособление для упаковки, предназначенное для обертывания упаковочного материала вокруг отдельных порционных пакетиков, причем указанное приспособление для упаковки расположено ближе по ходу относительно узла для транспортировки таким образом, что порционные пакетики, поданные на узел для транспортировки, обернуты в указанный упаковочный материал.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В приведенном ниже описании изобретения ссылка делается на следующие фигуры, на которых:
На Фиг.1 показан первый вариант выполнения устройства по изобретению;
На Фиг.2 показан аналогичный вид, как на фиг.1, но с добавленными контейнерами;
На Фиг.3 показан, частично в разрезе, вариант выполнения в соответствии с фиг.1;
На Фиг.4 показан аналогичный вид, как на фиг.3, но на другой стадии производственного процесса;
На Фиг.5 показаны, частично в разрезе, части варианта выполнения в соответствии с фиг.1;
На Фиг.6А показан вариант узла для позиционирования устройства по изобретению;
На Фиг.6В показан разрез фиг.6А;
На Фиг.7 показан второй вариант выполнения устройства по изобретению, включающий вариант согласно фиг.6А и 6В;
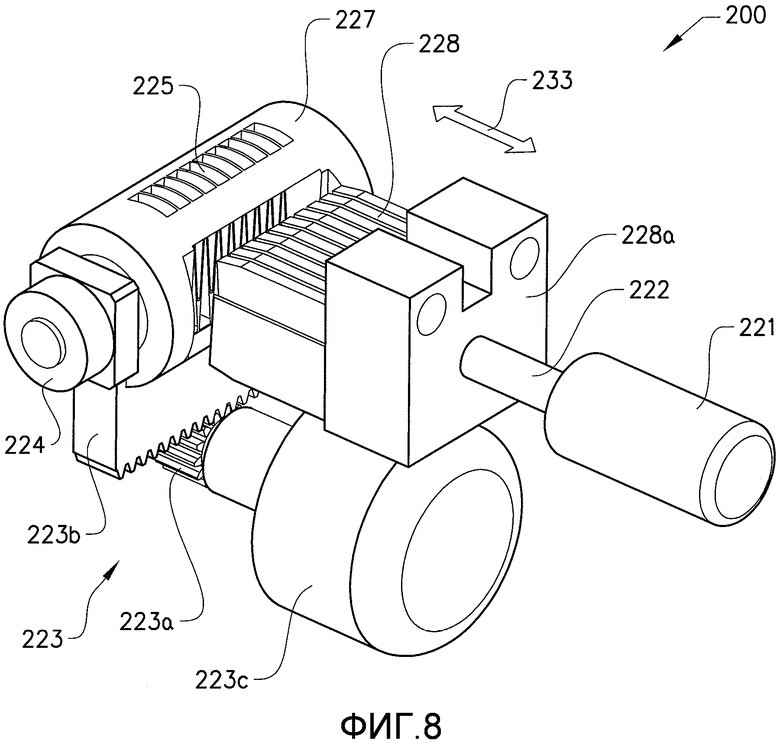
На Фиг.8 показаны части второго варианта выполнения в соответствии с фиг.7;
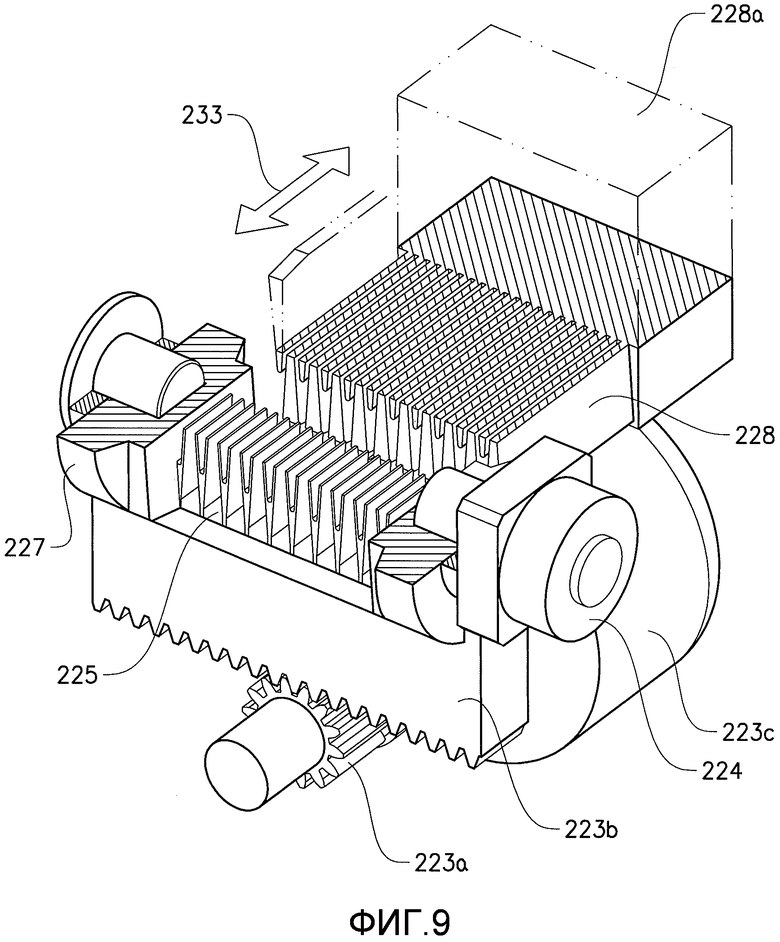
На Фиг.9 показан разрез некоторых из частей, показанных на фиг.8;
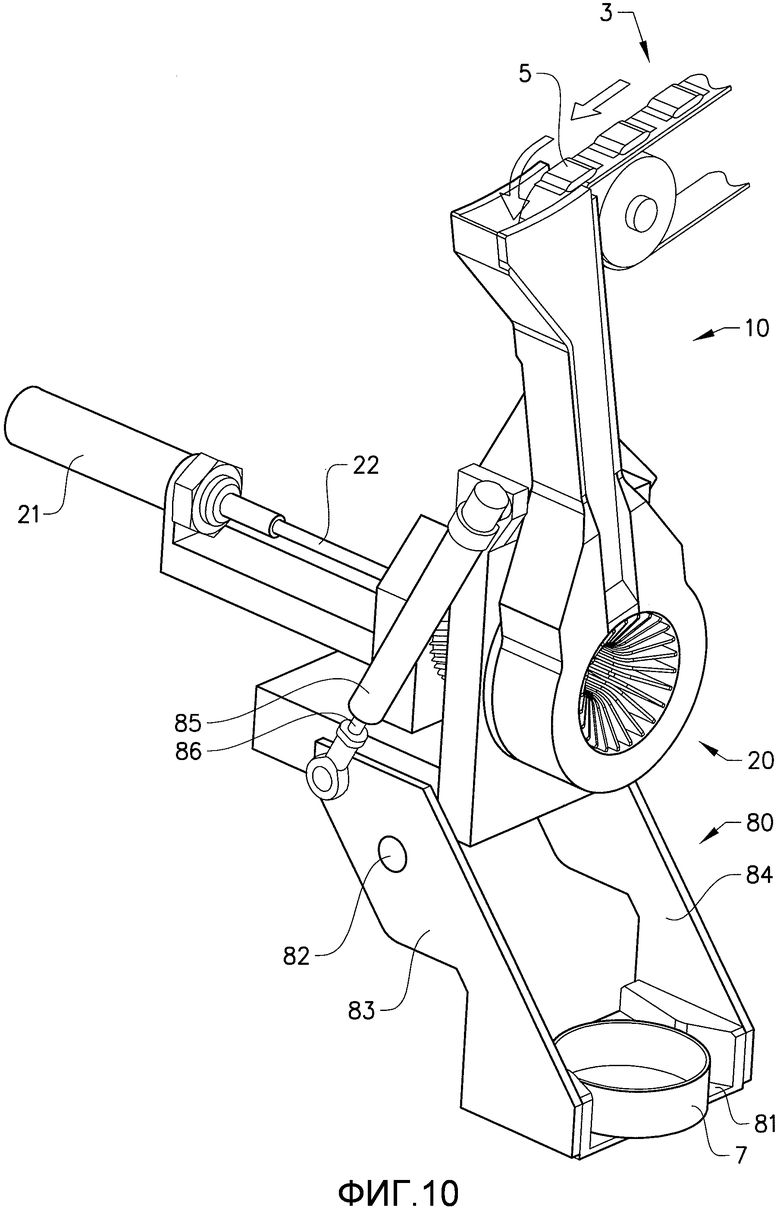
На Фиг.10 показан, в первом положении, предпочтительный вариант выполнения приспособления для удерживания контейнеров устройства по изобретению, и
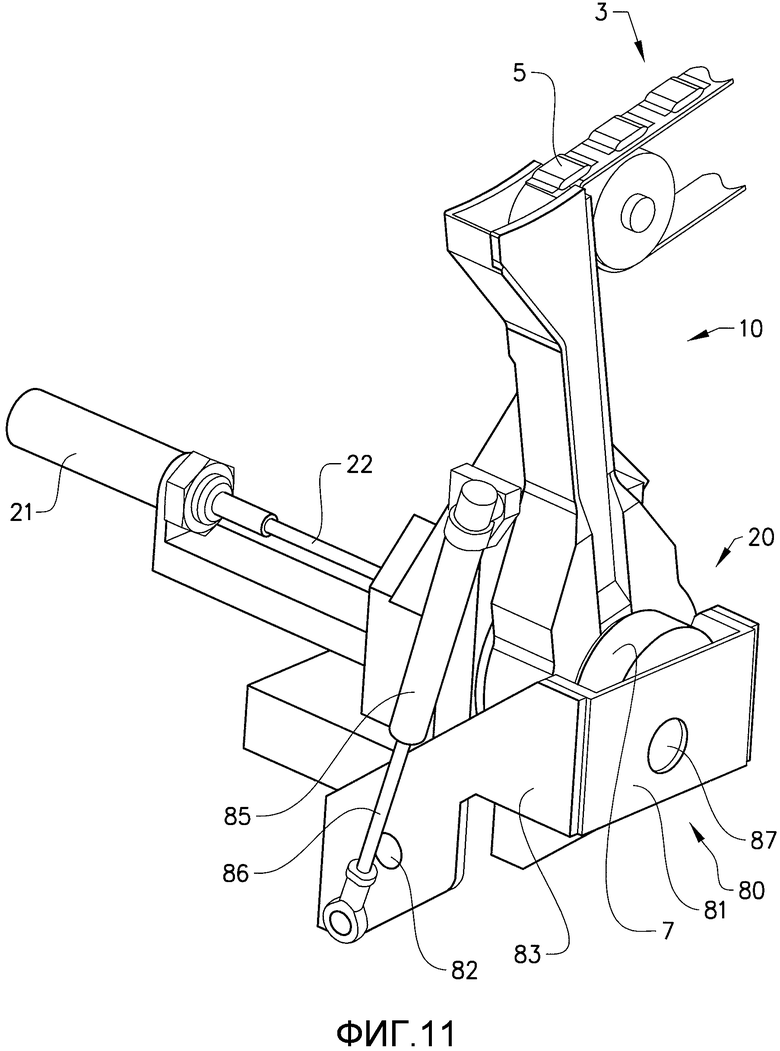
На Фиг.11 показано приспособление для удерживания контейнеров согласно фиг.10 во втором положении.
ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
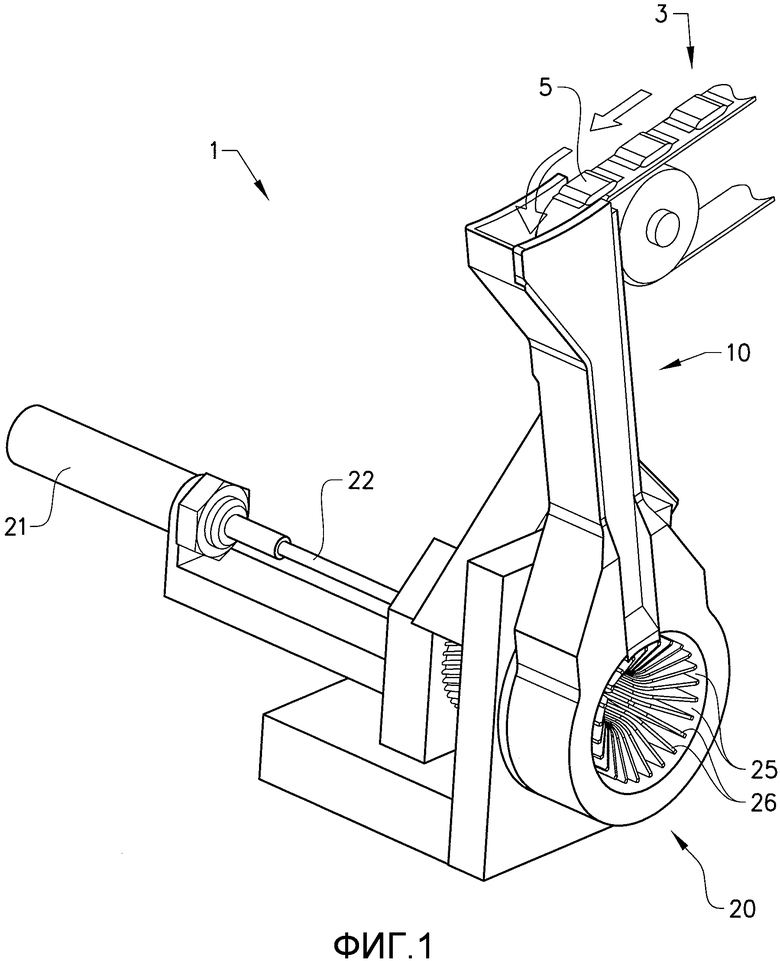
На фиг.1 показан первый вариант выполнения устройства 1 по изобретению для расположения порционных пакетиков 5 продукта для орального использования в контейнер 7. В этом случае, порционные пакетики представляют собой подушечки, заполненные табачным снюсом или нетабачным снюсом.
Как можно видеть на фиг.1, устройство 1 содержит приспособление 3 для подачи порционных пакетиков, узел 10 для транспортировки порционных пакетиков и узел 20 для позиционирования порционных пакетиков, причем приспособление 3 для подачи предназначено для подачи порционных пакетиков 5 на узел 10 для транспортировки, узел 10 для транспортировки предназначен для транспортировки отдельных порционных пакетиков 5 на узел 20 для позиционирования, и узел 20 для позиционирования предназначен для расположения порционных пакетиков 5 с определенной конфигурацией во время работы устройства 1.
В этом примере, узел 10 для транспортировки и узел 20 для позиционирования расположены таким образом, чтобы образовать то, что можно рассматривать в качестве одного объединенного узла.
Узел 10 для транспортировки дополнительно описывается ниже относительно фиг.3 и 5. Узел 20 для позиционирования дополнительно описывается ниже относительно фиг.3-5. Конструкция альтернативного узла 200 для позиционирования показана на фиг.6-9.
Как показано на фиг.1, узел 20 для позиционирования содержит, например, группу отделений 25 для размещения порционных пакетиков, расположенных бок о бок с круговой конфигурацией, причем указанные отделения 25 в этом случае образованы стеновыми элементами 26, расположенными под углом относительно друг друга таким образом, чтобы образовать клинообразное отделение 25 между каждой парой стеновых элементов 26. Узел 20 для позиционирования дополнительно содержит разгрузочный элемент, цилиндр 21 и выталкивающий шток 22 которого показаны на фиг.1.
Устройство 1, показанное на фиг.1, образует часть приспособления для изготовления порционных пакетиков 5 продукта для орального использования. Дополнительно к тому, что показано на фиг.1, это приспособление для изготовления содержит обрабатывающее приспособление, предназначенное для обработки сыпучего материала, который в этом примере основан на табачном или нетабачном материале. Приспособление для изготовления дополнительно содержит приспособление для формования, предназначенное для формования порционных пакетиков 5 сыпучего материала. Кроме того, приспособление для изготовления содержит приспособление для упаковки, предназначенное для обертывания упаковочного материала вокруг отдельных порционных пакетиков таким образом, чтобы образовать подушечки. Приспособление для упаковки расположено ближе по ходу относительно узла 10 для транспортировки и относительно приспособления 3 для подачи таким образом, что порционные пакетики 5, поданные на узел 10 для транспортировки, обертываются в указанный упаковочный материал.
Процессы изготовления бездымных табачных продуктов для орального использования, например, влажный снафф, такой как снюс, и жевательный табак, являются общеизвестными для специалиста в данной области, и любой известный процесс из этого может использоваться. Влажный снафф является известным либо как снюс шведского типа, либо влажный снафф американского типа.
Общее описание изготовления снюса представлено, например, ESTOC, Европейским Советом Некурительного Табака и стандартом качества GothiaTek для снюса. Способы изготовления влажного снаффа американского типа и жевательного табака описываются, например, в Wahlberg, I., Ringberger, T. (1999) Smokeless Tobacco. В: Tobacco: Production, Chemistry and Technology, (eds D.L. Davis & M.T. Nielsen) pp. 452-460. World Agriculture Series, Blackwell Science Ltd. Табак представляет собой исходный материал в любом бездымном табачном продукте для орального использования. Однако, с целью регулирования содержания никотина в продуктах, исходный материал также может состоять из смеси табака и других растительных материалов.
Принцип изготовления снюса заключается в смешивании перемолотого или измельченного табака с водой и хлоридом натрия и в термической обработке смеси в течение достаточно продолжительного периода времени (типично, несколько часов) и при достаточно высокой температуре, чтобы удовлетворять требованиям пастеризации. Термическая обработка также придает текстуру и цвет смеси и улучшает природные ароматы табака. После термической обработки смесь охлаждается. Добавки, такие как pH-регуляторы и ароматизаторы, затем добавляются, и смесь может регулироваться по содержанию влаги.
Влажный снафф американского типа обычно изготавливается посредством процесса ферментации увлажненного перемолотого или измельченного табака. Ароматизаторы и ингредиенты смешиваются в композицию, и вода добавляется для регулирования содержания влаги.
Жевательный табак наиболее часто выполняется из рассыпного листового табака, который высушивается при незначительно повышенной температуре. Листья табака затем перемалываются в хлопья, и средние стебли (жилки) удаляются. Табачные фрагменты, полученные таким образом, обычно обрабатываются раствором ароматизаторов и добавок, высушиваются для уменьшения содержания влаги и упаковываются в потребительскую упаковку. Полученный продукт известен как "рассыпной листовой жевательный табак".
Прессованный снафф представляет собой группу продуктов для орального использования на основе табака, предназначенных для орального использования в качестве системы доставки никотина из табака. Помимо добавки, содержащей активное вещество, которое представляет собой табак, содержащий никотин, продукты прессованного снаффа обычно состоят из полностью или, по существу, неактивных материалов, таких как волокна и полимеры. Они также могут, главным образом, состоять из порошкового табака.
Сухой снафф для орального использования является подобным снюсу и влажному снаффу американского типа, но отличается выполнением из тонкоизмельченного табачного порошка и наличием низкого содержания влаги (типично, меньше 10%). Продукт может термически обрабатываться, но, как правило, изготавливается из ферментированного табака огневой сушки, который измельчается в порошок, к которому добавляются другие ингредиенты, такие как ароматизаторы.
Изготовление бездымных нетабачных снафф-продуктов для орального использования типично следует за процедурой изготовления бездымных табачных продуктов для орального использования, с очевидным отличием, заключающимся в том, что табак заменен нетабачным исходным материалом, типично состоящим из нетабачных растительных материалов.
Любой известный тип бездымного табака для орального использования или нетабачного продукта для орального использования может использоваться в виде сыпучего материала в порционных пакетиках.
Принципиальная конструкция и работа приспособлений для подачи, обработки, формования и упаковки являются общеизвестными для специалиста в данной области. Эти приспособления могут быть расположены разными образами и дополнительно не описываются здесь.
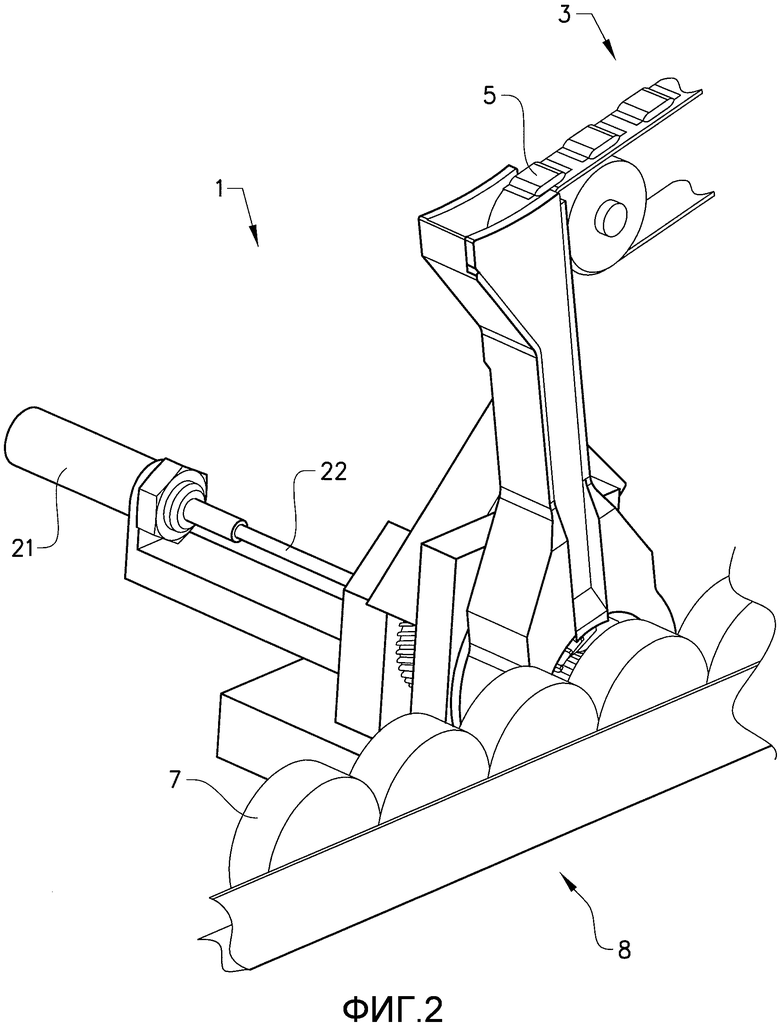
На фиг.2 показан аналогичный вид, как на фиг.1, но на фиг.2 также показаны контейнеры 7 и приспособление 8 для удерживания контейнеров. Это приспособление 8 предназначено для удерживания контейнера 7 в определенном положении относительно узла 20 для позиционирования таким образом, чтобы обеспечивать возможность разгрузки порционных пакетиков 5, расположенных в отделениях 25, в контейнер 7. Приспособление 8 для удерживания контейнеров управляет перемещением контейнеров 7 относительно отделений 25 таким образом, чтобы обеспечивать возможность позиционирования каждого из контейнеров 7, один за другим, в связи с отделениями 25. Открытый конец контейнеров 7 обращен к отделениям 25. На фиг.2 приспособление 8 для удерживания контейнеров изображено только схематично. Специалисту в данной области должно быть ясно, что приспособление 8 для удерживания контейнеров может располагаться разными образами. Предпочтительный вариант выполнения приспособления для удерживания контейнеров показан на фиг.10-11.
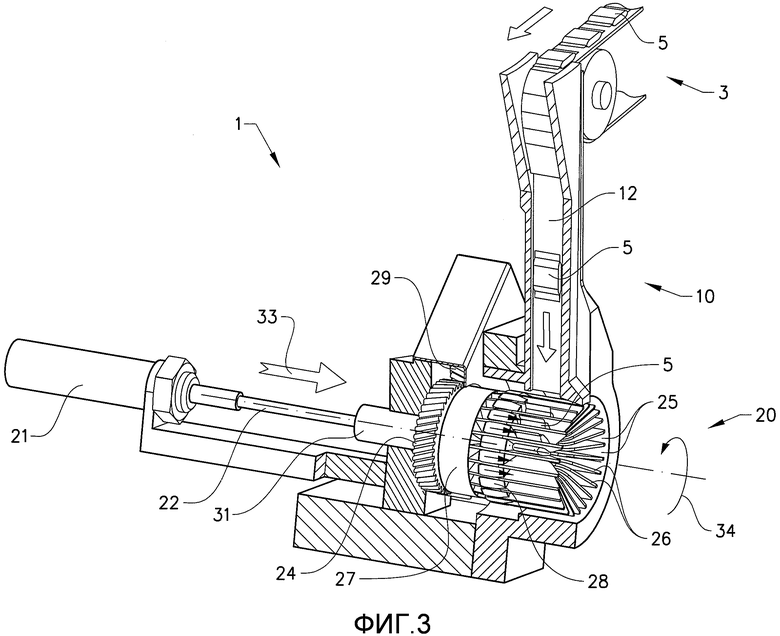
На фиг.3 показан, частично в разрезе, вариант выполнения в соответствии с фиг.1. На фиг.3 показано устройство 1 во время работы, где порционный пакетик 5, поданный на узел 10 для транспортировки, транспортируется управляемым образом через канал 12 для продукта в пустое отделение 25 для размещения порционного пакетика в узле 20 для позиционирования. Некоторые порционные пакетики 5 уже были размещены в узел 20 для позиционирования, т.е. некоторые из отделений 25 уже содержат порционный пакетик 5. Дополнительные порционные пакетики 5 размещаются в приспособление 3 для подачи на их пути по направлению к узлу 10 для транспортировки.
Каждое из отделений 25 для размещения имеет входной конец 25а, обеспечивающий возможность входа порционного пакетика 5 в отделение 25, и, на противоположной стороне, удерживающий конец 25b, предотвращающий выход порционного пакетика 5 из отделения 25 в этом направлении (см. также фиг.5). Каждое отделение 25 образовано первым и вторым стеновыми элементами 26, расположенными под углом относительно друг друга таким образом, чтобы образовать клинообразную конструкцию, причем более широкий конец клинообразной конструкции образует входной конец 25а отделения. В этом случае, отделения 25 распределены бок о бок с круговой конфигурацией с их входными концами 25а, направленными наружу от круга, и их удерживающими концами 25b, направленными внутрь по направлению к центру круга. Каждый стеновой элемент 26 проходит в радиальном и осевом направлении круговой конфигурации и образует общую стенку двух соседних отделений 25.
Узел 10 для транспортировки и узел 20 для позиционирования расположены относительно друг друга таким образом, что выпуск 14 канала 12 для продукта узла 10 для транспортировки направлен к входному концу 25а отделения 25 для размещения порционного пакетика. Кроме того, канал 12 для продукта имеет прямоугольное поперечное сечение, приспособленное к ширине и толщине (высоте) порционных пакетиков 5 (причем ширина в этом случае больше, чем толщина/высота, см. также ниже), и узел 10 для транспортировки и узел 20 для позиционирования расположены относительно друг друга также таким образом, что направление ширины канала 12 для продукта является по существу параллельным стеновым элементам 26 отделения 25 для размещения, имеющего его входной конец 25а, направленный к выпуску 14 канала 12 для продукта.
Как видно на фиг.3, стеновые элементы 26 прикреплены к поддерживающей конструкции 27, которая, в свою очередь, прикреплена к элементу 24 для управления вращением в форме первого зубчатого колеса. Стеновые элементы 26, поддерживающая конструкция 27 и первое зубчатое колесо 24 подвешены с возможностью вращения посредством втулки 31. Первое зубчатое колесо 24 функционально соединено со вторым зубчатым колесом 29, которое соединено с приводным двигателем (не показан). Посредством управления двигателем, можно управлять вращением отделений 25 для размещения порционных пакетиков, относительно выпуска 14 канала 12 для продукта. Это вращение обозначено стрелкой 34.
Соответственно, узел 10 для транспортировки и отделения 25 для размещения порционных пакетиков являются подвижными относительно друг друга таким образом, что входной конец 25а каждого из отделений 25 может перемещаться таким образом, чтобы направляться к узлу 10 для транспортировки. В этом примере, отделения 25 прикреплены к поддерживающей конструкции 27, которая подвешена с возможностью вращения в узле 20 для позиционирования таким образом, что входной конец 25а отделений 25 может быть направлен в разных направлениях посредством вращения поддерживающей конструкции 27.
Выталкивающий шток 22 проходит через втулку 31 и соединен с выталкивающим элементом 28, который имеет форму, которая соответствует конфигурации отделений 25, и который является подвижным относительно отделений 25 в направлении, параллельном относительно стеновых элементов 26, и перпендикулярном относительно направления, в котором порционные пакетики 5 входят в отделения 25. Другими словами, в примере, показанном на фиг.1-5, выталкивающий элемент 28 является подвижным относительно отделений 25 в осевом направлении круговой конфигурации. Таким образом, выталкивающий шток 22, посредством выталкивающего элемента 28, способен выталкивать каждый порционный пакетик 5, расположенный в отделениях 25, боковым образом (относительно направления, в котором порционный пакетик 5 вошел в отделение 25).
Выталкивающий элемент 28 имеет в этом случае несколько частей, выступающих в радиальном направлении от центральной части. Это количество соответствует количеству отделений 25 для размещения, и каждая из указанных выступающих в радиальном направлении частей имеет форму, соответствующую форме соответствующего отделения 25.
Другой конец выталкивающего штока 22, т.е. левый конец на фиг.3, соединен с поршнем (не показан) в цилиндре 21. Положение поршня может управляться пневматическим или гидравлическим образом, что по существу является общеизвестным для специалиста в данной области. Посредством управления поршнем, что касается перемещения по направлению к отделению 25, как обозначено стрелкой 33 на фиг.3, т.е. посредством приведения в действие разгрузочного элемента, выталкивающий шток 22 и выталкивающий элемент 28 будут перемещаться в одном и том же направлении, приводя к тому, что порционные пакетики 5, имеющиеся в отделениях 25, будут выталкиваться (и располагаться с такой же конфигурацией в контейнер 7, если он надлежащим образом размещен на узле 20 для позиционирования). Внешняя сторона каждого отделения 25, т.е. сторона, обращенная к контейнеру 7, открыта для того, чтобы обеспечить возможность выталкивания порционных пакетиков 5 в этом направлении.
Как описано более подробно ниже, порционные пакетики 5 приводятся в движение посредством сжатого газа, в данном случае воздуха, через канал 12 для продукта по направлению к узлу 20 для позиционирования. Когда порционный пакетик 5 покидает узел 10 для транспортировки и достигает пустого отделения 25 для размещения в узле 20 для позиционирования, он останавливается в отделении 25, когда удерживающий конец 25b предохраняет порционный пакетик 5 от перемещения дальше.
На этом этапе, поддерживающая конструкция 27 и связанная группа отделений 25 вращаются на один шаг, посредством приведения в действие приводного двигателя, таким образом, что следующее отделение 25 становится направленным к узлу 10 для транспортировки. Когда следующий порционный пакетик 5 прошел узел 10 для транспортировки и был расположен в следующее отделение 25, группа отделений 25 снова вращается на один шаг. Это затем повторяется до тех пор, пока все отделения 25 не будут содержать порционный пакетик 5, причем порционные пакетики 5 располагаются с круговой конфигурацией, соответствующей конфигурации отделений 25.
На этом этапе, имеющий подходящую форму контейнер 7 расположен спереди узла 20 для позиционирования таким образом, чтобы быть готовым для заполнения порционными пакетиками 5 с этой конфигурацией. Для передачи порционных пакетов 5 в контейнер 7 разгрузочный элемент приводится в действие. Это означает, что выталкивающий шток 22 и выталкивающий элемент 28 перемещаются по направлению к контейнеру 7, что побуждает порционные пакеты 5 выталкиваться из отделений 25, через их открытую сторону, в контейнер 7.
Порционные пакетики 5 входят в узел 20 для позиционирования в первом направлении и выталкиваются во втором направлении, которое является по существу перпендикулярным относительно первого направления. Таким образом, порционные пакетики 5 выталкиваются с их стороной сначала по направлению к контейнеру 7.
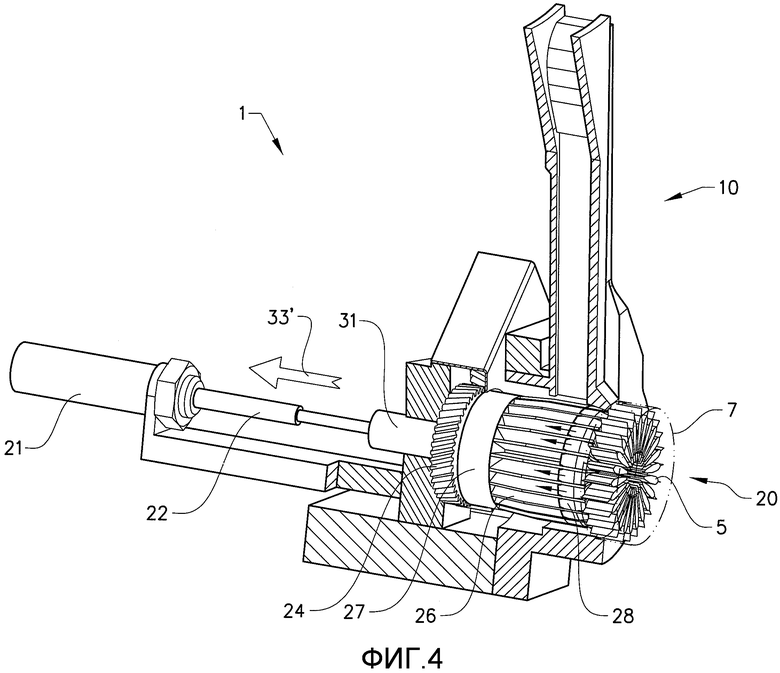
На фиг.4 показана ситуация, когда разгрузочный элемент был приведен в действие таким образом, что порционные пакеты 5 были переданы в контейнер 7, где они располагаются с их стороной по направлению ко дну контейнера 7 (который расположен на его крае или стороне) с конфигурацией, заданной конфигурацией отделений 25. Конфигурация, образованная отделениями 25, имеет круглое поперечное сечение, соответствующее сечению используемого контейнера 7. Во время этапа разгрузки порционных пакетиков 5 в контейнер 7, подача дополнительных порционных пакетиков 5 на узел 10 для транспортировки может прерываться на определенный интервал времени. Стрелка 33' обозначает предполагаемое направление выталкивающего штока 22 и выталкивающего элемента 28, когда разгрузочный элемент дезактивируется для того, чтобы продолжить процесс заполнения отделений 25 дополнительными порционными пакетиками 5.
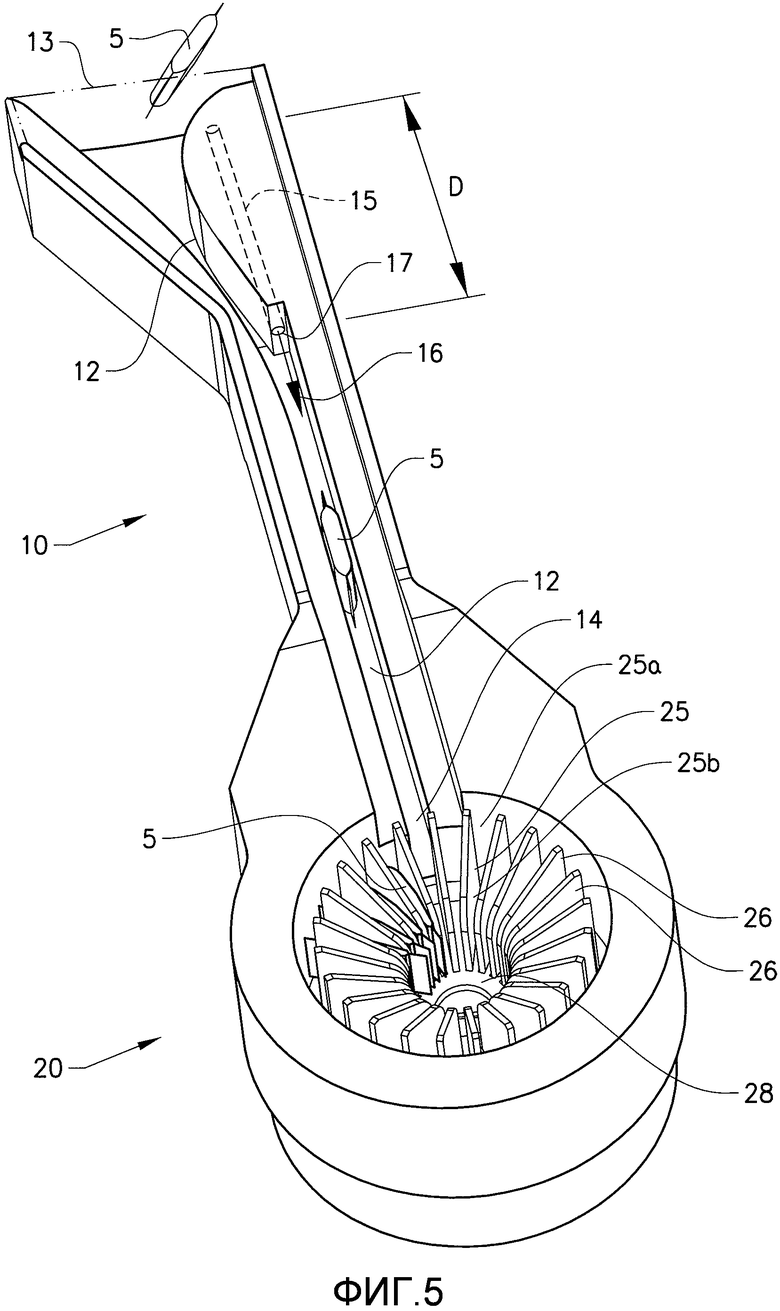
На фиг.5 показан, частично в разрезе, узел 10 для транспортировки и части узла 20 для позиционирования. Один порционный пакетик 5 расположен на впуске 13 канала 12 для продукта, другой порционный пакетик 5 расположен в канале 12 для продукта на его пути к пустому отделению 25, и несколько порционных пакетиков 5 уже были расположены в их отделениях 25. Помимо стеновых элементов 26 и входных и удерживающих концов 25а, 25b отделений 25, на фиг.5 можно увидеть выталкивающий элемент 28. Также можно увидеть, что имеется отверстие в удерживающем конце 25b отделений 25. Это отверстие приспособлено таким образом, чтобы обеспечивать возможность выступания части порционного пакетика 5 из удерживающего конца 25b, когда расположен в отделении 25. Это позволяет порционным пакетикам 5 приближаться очень близко друг к другу в центральной точке круговой конфигурации (и в контейнере 7). Кроме того, расположенное в центре пространство, которое задают эти отверстия, обеспечивает возможность соединения в радиальном направлении радиально выступающих частей выталкивающего элемента 28 с центральной частью выталкивающего элемента 28 (или непосредственно с выталкивающим штоком 22, если он проходит до этого положения).
В отсутствии такого пространства, т.е. в случае, где стеновые элементы 26 встречаются в центральной точке круговой конфигурации, выступающие части могут соединяться непосредственно или косвенно с выталкивающим штоком 22 в положении, ближе к втулке 31, например, внутри поддерживающей конструкции 27 (которая не должна быть сплошной деталью). В таком случае, выступающие части выталкивающего элемента 28 должны проходить в достаточной мере в осевом направлении круговой конфигурации таким образом, чтобы быть способными выталкивать порционные пакетики 5 надлежащим образом.
Как упомянуто выше, узел 10 для транспортировки содержит канал 12 для продукта, имеющий впуск 13 и выпуск 14, причем канал 12 для продукта предназначен для транспортировки порционных пакетиков 5. Как видно на фиг.5, узел 10 для транспортировки дополнительно содержит канал 15 для газа, предназначенный для соединения с источником (не показан) сжатого газа, типично, воздуха. Этот канал 15 для газа, когда соединен с указанным источником, предназначен для направления сжатого газа в канал для продукта по направлению (стрелка 16) к выпуску 14 канала для продукта.
Канал 15 для газа имеет выпускное отверстие 17, расположенное в канале 12 для продукта на расстоянии D от впуска 13 канала для продукта таким образом, что пониженное давление создается на впуске 13 канала для продукта, когда сжатый газ подается через указанный канал 15 для газа. Кроме того, канал 15 для газа расположен таким образом, что, когда сжатый газ выпускается из выпускного отверстия 17 канала для газа в канал 12 для продукта, газ имеет начальное направление потока, которое образует угол α, который близок к нулю, относительно продольного направления канала 12 для продукта. Для создания подходящего пониженного давления, угол α должен быть меньше, чем 30°, предпочтительно, меньше, чем 15°.
Расстояние D может варьироваться; выпускное отверстие 17 канала для газа может располагаться ближе к выпуску 14 канала для продукта, чем показано на фигуре 5. Важным моментом является создание пониженного давления на впуске 13 таким образом, что порционные пакетики 5 всасываются в канал 12 для продукта. Следовательно, расстояние D не должно быть слишком маленьким. Минимальная величина расстояния D зависит от применения и, следовательно, является трудной для количественного выражения в общих чертах. В качестве указания, минимальная величина расстояния D может задаваться равной ширине канала 12 для продукта. В качестве общей рекомендации, расстояние D должно быть по меньшей мере в 2-3 раза больше минимальной величины для обеспечения предпочтительной конфигурации потока на впуске 13 канала для продукта.
Как упомянуто выше, использование пониженного давления для транспортировки порционных пакетиков 5 на узел 20 для позиционирования обеспечивает управляемую транспортировку порционных пакетиков 5, что является важным для работы узла 20 для позиционирования. Кроме того, это обеспечивает более энергоэффективный процесс производства (по сравнению с альтернативой подачи сжатого газа во впуск 13 для проталкивания/выдавливания порционного пакетика 5 в канал 12 для продукта).
В этом примере, выпускное отверстие 17 канала для газа расположено на расстоянии также от выпуска 14 канала для продукта, и канал 12 для продукта является по существу прямым между положением выпускного отверстия 17 канала для газа и выпуском 14 канала для продукта.
Для улучшения направления потока газа, выпускное отверстие 17 канала для газа расположено по существу в центре канала 12 для продукта. Для обеспечения возможности такого расположения выпускного отверстия 17, канал 12 для продукта имеет криволинейную траекторию ближе по ходу относительно положения выпускного отверстия 17 канала для газа.
В качестве альтернативы тому, что показано на фиг.5, канал 12 для продукта может быть прямым на всем пути от впуска 13 до выпуска 14 с газом, подающимся в канал 12 для продукта с небольшим углом α.
Канал 15 для газа может быть очень коротким и может, в принципе, состоять только из выпускного отверстия 17.
Длина канала 12 для продукта может быть приспособлена к конкретному применению. Чтобы иметь полный контроль над транспортировкой порционного пакетика 5, обычно является преимуществом, если только один порционный пакетик 5 единовременно имеется в канале 12 для продукта.
Как упомянуто выше, канал 12 для продукта имеет прямоугольное поперечное сечение, приспособленное к ширине и толщине данных порционных пакетиков 5. Обычно подходящая ширина и высота канала 12 для продукта на 1-15% больше, чем ширина и толщина порционного пакетика 5. В качестве примера, канал 12 для продукта может иметь ширину 20 мм и высоту 7 мм. Ближе по ходу относительно выпускного отверстия 17 канала для газа канал 12 для продукта расширяется по направлению к впуску 13 для облегчения входа порционного пакетика 5.
Посредством варьирования давления газа, подающегося в канал 15 для газа, пониженное давление (т.е. сила всасывания) на впуске 13 канала для продукта может варьироваться управляемым образом и тем самым приспосабливаться к различным условиям, например, к разным свойствам порционных пакетиков 5. Кроме того, посредством варьирования давления сжатого газа является возможным, управляемым образом, варьировать скорость порционного пакетика 5 в точке, где он покидает выпуск 14 канала для продукта.
Является важным создавать достаточное пониженное давление на впуске 13 канала 12 для продукта таким образом, что втягивание и транспортировка порционного пакетика 5 могут полностью управляться. Обычно, уровень пониженного давления на впуске 13 зависит от положения выпускного отверстия 17 канала для газа (как продольно, так и поперечно относительно канала 12 для продукта), угла α, образованного между начальным направлением потока газа и продольным направлением канала 12 для продукта, отношения между площадью выпускного отверстия 17 канала для газа и площадью поперечного сечения канала 12 для продукт, а также давления газа, подающегося в канал 15 для газа.
Как рассмотрено выше, продольное положение выпускного отверстия 17 обычно не является критичным, при условии, что имеется достаточное расстояние D между отверстием 17 и впуском 13 канала для продукта. Касательно поперечного расположения отверстия 17, обычно, лучше иметь центральное расположение отверстия 17 для получения более равномерного потока газа. Касательно угла α: чем меньше угол, тем больше пониженное давление. Угол α вплоть до около 15° только незначительно ухудшает пониженное давление на впуске 13 канала для продукта. При углах, больше чем 30°, пониженное давление существенно ухудшается.
Касательно отношения площади и давления газа, соотношение является более сложным. Давление на впуске 13 канала для продукта, выраженное на графике как функция отношения площади, образует U-образную функцию. Таким образом, при определенной оптимальной величине отношения площади, давление на впуске 13 достигает минимальной величины (т.е. пониженное давление достигает максимальной величины). Эта функция также зависит от давления газа, подающегося в канал 15 для газа. При увеличении давления газа, U-образная кривая становится более крутой, и ее минимальная величина перемещается к меньшей величине отношения площади. Например, используя давление газа в 3 бара, оптимальная величина отношения площади (т.е. отношения между площадью выпускного отверстия 17 канала для газа и площадью поперечного сечения канала 12 для продукта) для достижения самого низкого давления на впуске 13 канала для продукта составляет 0,13-0,14.
Однако не является необходимым работать точно на этих оптимальных точках кривых давления. Так как U-образные кривые являются умеренно пологими, пониженное давление может поддерживаться на подходящем уровне, даже если давление газа варьируется в разумных пределах, и даже если узел 10 для транспортировки не работает с оптимальным отношением площади для заданного давления газа. Обычно отношение площади в интервале 0,02-0,2 является подходящим для давления газа в 3-6 бара. Для давлений газа в 3-4 бара пониженное давление является разумным даже для бόльших отношений площади. Отношение площади в интервале 0,05-0,15 является более подходящим для давления газа в 3-6 бара. То, какое выбрать отношение площади зависит от применения (например, требуемого значения пониженного давления и давления(й) газа, подлежащих использованию).
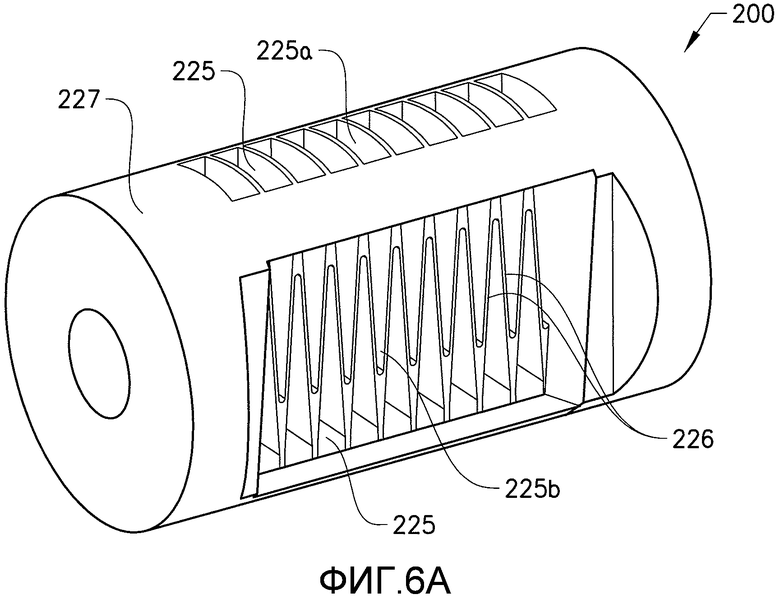
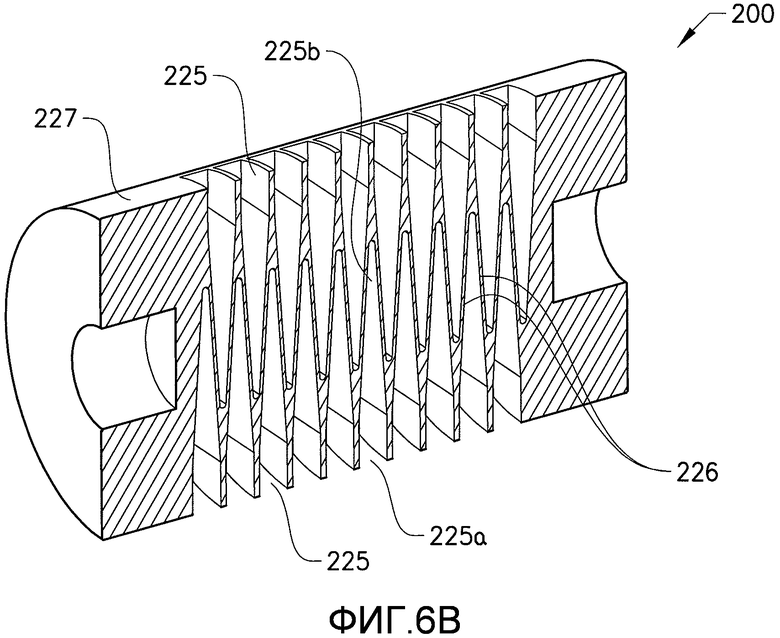
На фиг.6-9 показан альтернативный узел 200 для позиционирования устройства 1 по изобретению. Аналогично тому, что описано выше, отделения 225 для размещения порционных пакетиков, каждое из которых имеет входной конец 225а и удерживающий конец 225b, образованы стеновыми элементами 226, расположенными с клинообразной конструкцией (см. фиг.6А и 6В). Также, в этом случае, один стеновой элемент 226 образует разделяющую стенку между двумя соседними отделениями 225. Однако в варианте, показанном на фиг.6-9, отделения 225 расположены бок о бок в первом и втором ряде, причем соседние отделения 225 имеют их входные концы 225а, обращенные в противоположных направлениях, т.е. соседние отделения 225 принадлежат разным рядам. Стеновые элементы 226 расположены во вращаемой поддерживающей конструкции 227.
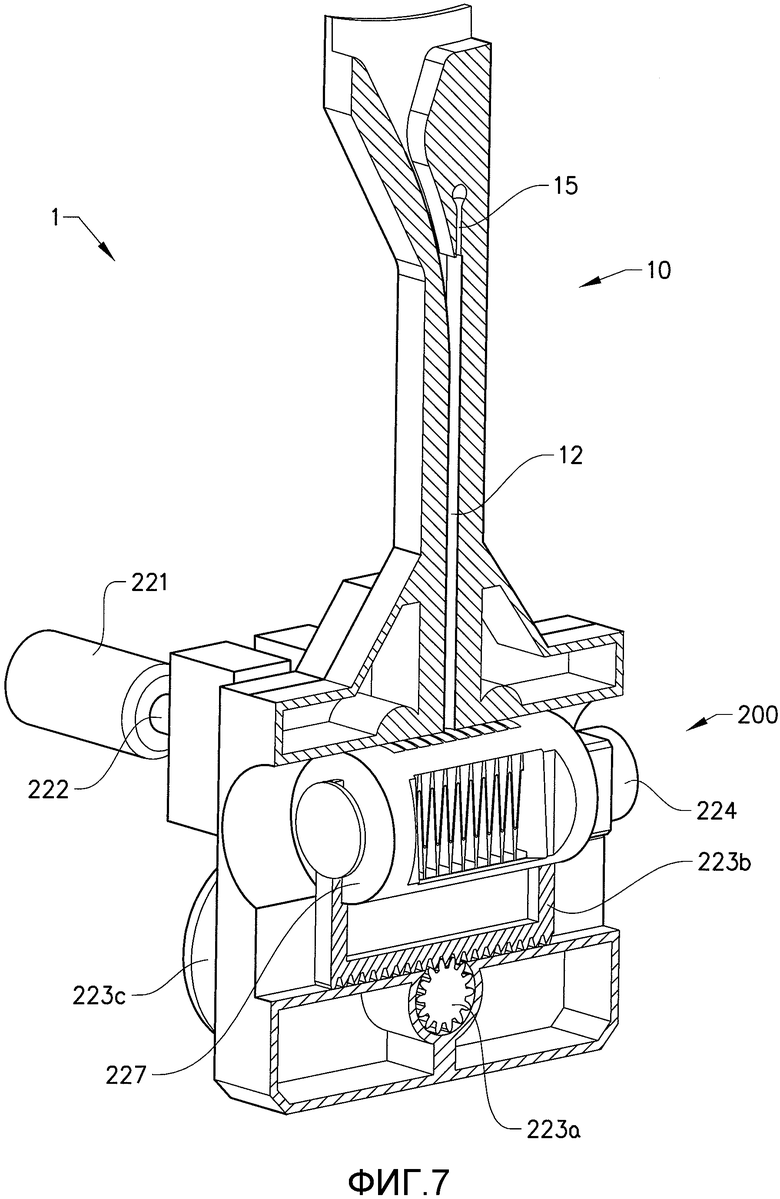
На фиг.7 показано устройство 1 по изобретению, оснащенное узлом 200 для позиционирования в соответствии с фиг.6. Узел 10 для транспортировки является аналогичным узлу, который описан выше. Также в этом случае, узел 200 для позиционирования содержит цилиндр 221, выталкивающий шток 222 (который соединен с поршнем, расположенным внутри цилиндра 221) и элемент 224 для управления вращением, предусмотренный для управления вращением подвешенной с возможностью вращения поддерживающей конструкции 227. Элемент 224 для управления вращением содержит управляемый двигатель и может содержать дополнительные зубчатые передачи.
Узел 200 для позиционирования, показанный на фиг.6-9, также содержит приспособление 223 для управления поперечным движением, где термин «поперечный» относится к направлению порционных пакетиков 5, когда транспортируются через узел 10 для транспортировки и в узел 200 для позиционирования. Как показано на фиг.7-9, приспособление 223 для управления поперечным движением содержит зубчатый элемент 223b, соединенный с поддерживающей конструкцией 227 и проходящий вдоль поддерживающей конструкции 227 в направлении, параллельном относительно рядов отделений 225 для размещения, зубчатое колесо 223а и управляемый двигатель 223с, причем зубчатое колесо 223а функционально соединено как с зубчатым элементом 223b, так и двигателем 223с.
Поддерживающая конструкция 227 не только подвешена с возможностью вращения, но также расположена таким образом, чтобы быть подвижной в направлении протяженности рядов отделений 225. Посредством управления приспособлением 223 для управления поперечным движением является возможным перемещать поддерживающую конструкцию 227 в боковом направлении (относительно узла 10 для транспортировки) пошаговым образом так, что каждое из отделений 225 в первом ряду отделений становится выровненным с каналом 12 для продукта с его входным концом 225а, обращенным к выпуску 14 канала 12 для продукта. Когда порционные пакетики 5 подаются на узел 10 для транспортировки, они могут теперь подаваться дальше в каждое из отделений 225 в первом ряду. Посредством управления элементом 224 для управления вращением, является возможным вращать поддерживающую конструкцию 227 на 180° таким образом, что второй ряд отделений 225 может заполняться таким же пошаговым образом.
На фиг.8 показан узел 200 для позиционирования в перспективном виде сзади. На этой фигуре ясно показан разгрузочный элемент узла 200 для позиционирования, причем разгрузочный элемент, аналогично узлу 20 для позиционирования, описанному выше, содержит цилиндр 221, выталкивающий шток 222 и выталкивающий элемент 228. Выталкивающий элемент 228 содержит несколько частей, выступающих от поддерживающей части 228а по направлению к поддерживающей конструкции 227. Количество выступающих частей соответствует количеству отделений 225 для размещения порционных пакетиков, и каждая из указанных выступающих частей имеет форму, соответствующую форме соответствующего отделения 225. Таким образом, выталкивающий элемент 228 имеет форму, которая соответствует конфигурации отделений 225, которая, в этом случае, является прямоугольной (что предусматривает использование соответствующего прямоугольного контейнера (не показан), в противоположность круглому контейнеру, описанному выше).
На фиг.9 показаны части узла 200 для позиционирования в перспективном виде, частично в разрезе, с передней стороны. На этой фигуре показано, например, что поперечное сечение выступающих частей выталкивающего элемента 228 соответствует поперечному сечению отделений 225.
Поддерживающая часть 228а выталкивающего элемента 228 соединена с выталкивающим штоком 222, который, наряду с тем, что описано выше, в свою очередь соединен с поршнем (не показан) в цилиндре 221. Положение поршня может управляться, как описано выше. Посредством управления поршнем таким образом, чтобы перемещался относительно поддерживающей конструкции 227 и ее отделений 225, как обозначено стрелкой 233 на фиг.8 и 9, т.е. посредством приведения в действие или дезактивации разгрузочного элемента, выталкивающий элемент 228 может перемещаться по направлению к поддерживающей конструкции 227 таким образом, чтобы выталкивать порционные пакетики 5, имеющиеся в отделениях 225, (и располагать их с той же конфигурацией в контейнер, надлежащим образом расположенный на узле 200 для позиционирования) и перемещаться от поддерживающей конструкции 227 для обеспечения возможности повторного заполнения отделений 225 для размещения порционных пакетиков. Внешняя сторона каждого отделения 225, т.е. сторона, обращенная от выталкивающего элемента 228, открыта для того, чтобы обеспечить возможность выталкивания порционных пакетиков 5 в этом направлении.
Работа узла 200 для позиционирования, показанного на фиг.6-9, в принципе, является такой же, как для узла 20, показанного на фиг.1-5. Общая отличительная особенность заключается в том, что узел 10 для транспортировки и отделения 25, 225 для размещения порционных пакетиков являются подвижными относительно друг друга таким образом, что входной конец 25а, 225а каждого из отделений 25, 225 может перемещаться и направляться к узлу 10 для транспортировки. В примере, показанном на фиг.6-9, отделения 225 прикреплены к поддерживающей конструкции 227, которая является (поперечно) подвижной относительно узла 10 для транспортировки. Так как поддерживающая конструкция 227 также подвешена с возможностью вращения в узле 200 для позиционирования, входные концы 225а отделений 25 также могут направляться в разных направлениях посредством вращения поддерживающей конструкции 27. Таким образом, является возможным использовать два ряда отделений 225, имеющих их входные концы 225а, обращенные в противоположных направлениях. Узел 200 для позиционирования может содержать только один ряд отделений 225, что сделало бы возможным обойтись без вращательного расположения поддерживающей конструкции 227 (но привело бы к достаточно длинной и узкой конфигурации порционного пакетика).
На фиг.10 и 11 показан предпочтительный вариант осуществления приспособления 80 для удерживания контейнеров устройства по изобретению. Это предпочтительное приспособление 80 для удерживания контейнеров содержит поддерживающую пластину 81, на которую может размещаться контейнер 7. Поддерживающая пластина 81 подвешена с возможностью вращения на стержне 82 посредством боковых пластин 83, 84. Цилиндр 85 и соответствующий поршень 86, который может быть, например, приводимым в действие пневматически, предусмотрены для обеспечения вращательного движения поддерживающей пластины 81 вокруг стержня 82. Таким образом, контейнер 7, расположенный на поддерживающей пластине 81, когда поддерживающая пластина 81 находится в первом положении, может подходящим образом располагаться на узле 20 для позиционирования, когда поддерживающая пластина 81 находится во втором положении для размещения порционных пакетиков 5, которые выдаются посредством разгрузочного элемента 21, 22, 28.
На фиг.10 приспособление 80 для удерживания контейнеров находится в первом положении, в котором заполненный контейнер может удаляться с поддерживающей пластины 81 и заменяться пустым контейнером 7. На фиг.11 приспособление 80 для удерживания контейнеров находится во втором положении, в котором пустой контейнер 7 может заполняться порционными пакетиками 5, расположенными в соответствии с конфигурацией узла 20 для позиционирования. Когда контейнер 7 заполнен, цилиндр 85 и поршень 86 приводятся в действие таким образом, что поддерживающая пластина 81 поворачивается обратно в первое положение.
Для обеспечения высокой производительности, приспособление 80 для удерживания контейнеров должно быть способным работать с высокой скоростью. В поддерживающей пластине 81 выполнено отверстие 87, предусмотренное для соединения с источником (не показан) вакуума (т.е. низкого давления) с целью создания силы всасывания снизу контейнера 7. Таким образом, контейнер 7 может удерживаться на месте на поддерживающей пластине 81, даже когда поддерживающая пластина 81 очень быстро перемещается между первым и вторым положениями.
Предпочтительное приспособление 80 для удерживания контейнеров было объяснено в связи с первым вариантом осуществления узла 20 для позиционирования, но также может использоваться в связи с другими вариантами узла для позиционирования.
Устройство 1 по изобретению, или приспособление для изготовления, дополнительно содержит узел управления (не показан) для управления перемещениями поддерживающей конструкции 27, 227 (и ее связанных отделений 25, 225) и выталкивающего элемента 28, 228. Устройство также содержит средство для управления, например, приспособление 3 для подачи и приспособление 8, 80 для удерживания контейнеров. Предпочтительно, система также содержит датчики для определения положения порционных пакетиков 5, например, для определения того, все ли отделения 25, 225 были заполнены порционным пакетиком 5.
Изобретение не ограничено вариантами осуществления, описанными выше, а может быть модифицировано различным образом в пределах объема формулы изобретения. Например, даже несмотря на то, что здесь выше были упомянуты бездымные табачные или бездымные нетабачные продукты, сыпучий материал в порционных пакетиках может быть на основе, например, порошковых фармацевтических или кондитерских продуктов, подходящих для размещения в контейнеры или коробки в соответствии с настоящим изобретением. Кроме того, не является необходимым, чтобы порционный пакетик 5 заключался в подушечку или другую обертывающую конструкцию, хотя это часто является необходимым для удерживания пакетика в виде одного целого.
Узел 10 для транспортировки может быть обеспечен с множеством каналов 12 для продукта, соединенных с одним и тем же впуском для распределения порционных пакетиков 5 на множество узлов 20, 200 для позиционирования. Может быть предусмотрен направляющий элемент для направления порционных пакетиков 5 в разные каналы. Типично, каждый канал 12 для продукта обеспечен с отдельным каналом 15 для газа.
Не является необходимым, чтобы конфигурация отделений 25 образовывала полный круг, как показано на фиг.1-5. Часть круга, например, половина или четверть круга, также является возможной. Конфигурация также может включать в себя различные прямые или криволинейные ряды и комбинации различных рядов и частей кругов.
Кроме того, устройство 1 может быть выполнено и работать таким образом, что два или более порционных пакетиков 5 располагаются в одно отделение 25, 225 для размещения.
Отделения 25, 225 для размещения порционных пакетиков необязательно должны иметь клинообразную форму, а могут, например, содержать параллельные боковые стенки и третью стенку, расположенную на удерживающем конце 25b, 225b. Кроме того, эта третья стенка может быть соединена с боковыми стенками или образовывать часть другого элемента, который может быть или может не быть подвижным относительно боковых стенок. Однако клинообразные отделения являются предпочтительными тем, что порционные пакеты могут поддерживаться на месте посредством усилия зажатия. Кроме того, все отделения узла для позиционирования необязательно должны иметь одинаковый размер и форму.
Поддерживающая конструкция 27, 227 может иметь другие конфигурации, чем те, которые описаны выше. Например, материал, задающий отделения, т.е. стенки или аналогичное, также может образовывать поддерживающую конструкцию или ее части. Важной особенностью является то, что отделения образуют часть жесткой конструкции, предназначенной для удерживания формы каждого отделения, а также конфигурации отделений во время загрузки и разгрузки отделений. Отделения могут быть прикреплены к и/или образовывать нераздельную часть такой жесткой конструкции.
В примерах, описанных выше, используемый(е) размер(ы) контейнера 7 соответствует(ют) размеру(ам) узла 20, 200 для позиционирования порционных пакетиков, таким образом, положение порционных пакетиков 5 относительно друг друга в узле 20, 200 для позиционирования пакетиков сохраняется в контейнере 7. Следовательно, полная группа порционных пакетиков удерживает друг друга на месте внутри стенки(ок) контейнера (и внутри крышки, которая, предпочтительно, обеспечена на контейнере). Однако эффект сохранения относительного положения порционных пакетиков в контейнере может быть достигнут с помощью другого средства, например, посредством расположения стеновой конструкции внутри контейнера.
Изобретение относится к приспособлению для изготовления порционных пакетиков продукта для орального использования, которое содержит приспособление для формирования, предназначенное для формирования порционных пакетиков из сыпучего материала. Приспособление содержит устройство для расположения порционных пакетиков в контейнер. Устройство содержит узел для транспортировки порционных пакетиков и узел для позиционирования порционных пакетиков. Узел для транспортировки предназначен для транспортировки отдельных порционных пакетиков на узел для позиционирования. Узел для позиционирования предназначен для расположения порционных пакетиков с определенной конфигурацией во время работы устройства. Узел транспортировки содержит канал для продукта, предназначенный для транспортировки порционных пакетиков, где указанный канал для продукта имеет впуск и выпуск. Узел для транспортировки дополнительно содержит канал для газа, предназначенный для соединения с источником сжатого газа. Канал для газа предназначен для направления сжатого газа в канал для продукта по направлению к выпуску канала для продукта. Канал для газа имеет выпускное отверстие, которое расположено в канале для продукта на расстоянии (D) от впуска канала для продукта таким образом, что пониженное давление создается на впуске канала для продукта, когда сжатый газ подается через канал для газа. Использование данного изобретения позволяет достичь эффективного расположения упаковки порционных пакетиков в крупносерийном производстве. 12 з.п. ф-лы,12 ил.
1. Приспособление для изготовления порционных пакетиков (5) продукта для орального использования, при этом указанное приспособление содержит приспособление для формирования, предназначенное для формирования порционных пакетиков из сыпучего материала,
отличающееся тем, что
приспособление содержит устройство (1) для размещения порционных пакетиков (5) в контейнер (7),
причем устройство (1) содержит узел (10) для транспортировки порционных пакетиков и узел (20, 200) для позиционирования порционных пакетиков, где узел (10) для транспортировки предназначен для транспортировки отдельных порционных пакетиков (5) на узел (20, 200) для позиционирования и узел (20, 200) для позиционирования предназначен для расположения порционных пакетиков (5) с определенной конфигурацией во время работы устройства (1),
при этом узел (10) для транспортировки содержит канал (12) для продукта, предназначенный для транспортировки порционных пакетиков (5), где указанный канал (12) для продукта имеет впуск (13) и выпуск (14), и
узел (10) для транспортировки дополнительно содержит канал (15) для газа, предназначенный для соединения с источником сжатого газа,
причем канал (15) для газа предназначен для, когда соединен с указанным источником, направления сжатого газа в канал (12) для продукта по направлению к выпуску (14) канала для продукта, и
канал (15) для газа имеет выпускное отверстие (17), расположенное в канале (120 для продукта на расстоянии (D) от впуска (13) канала для продукта таким образом, что пониженное давление создается на впуске (13) канала для продукта, когда сжатый газ подается через указанный канал (15) для газа.
2. Приспособление по п. 1,
отличающееся тем, что
канал для газа расположен таким образом, что, когда сжатый газ выпускается из выпускного отверстия канала для газа в канал для продукта, газ имеет начальное направление потока, которое образует угол α, который меньше чем 30°, предпочтительно, меньше чем 15°, относительно продольного направления канала для продукта.
3. Приспособление по п. 1 или 2,
отличающееся тем, что
выпускное отверстие канала для газа расположено на расстоянии также от выпуска канала для продукта и что канал для продукта является по существу прямым между положением выпускного отверстия канала для газа и выпуском канала для продукта.
4. Приспособление по п. 1,
отличающееся тем, что
канал для продукта имеет ширину и высоту, которая на 1-15% больше, чем ширина и толщина порционного пакетика, подлежащего транспортировке.
5. Приспособление по п. 1,
отличающееся тем, что
отношение между площадью выпускного отверстия (17) канала для газа и площадью поперечного сечения канала (12) для продукта находится в интервале 0,02-0,2, предпочтительно, в интервале 0,05-0,15.
6. Приспособление по п. 1,
отличающееся тем, что
узел (20, 200) для позиционирования содержит группу отделений (25, 225) для размещения порционных пакетиков, расположенных с определенной конфигурацией,
при этом каждое из указанных отделений (25, 225) имеет входной конец (25а, 225а), обеспечивающий возможность входа порционного пакетика (5) в отделение (25, 225), и, на противоположной стороне отделения (25, 225), удерживающий конец (25b, 225b), предотвращающий выход порционного пакетика из отделения (25, 225) в этом направлении,
причем узел (20, 200) для позиционирования дополнительно содержит разгрузочный элемент (21, 22, 28, 221, 222, 228, 228а), предназначенный для разгрузки порционных пакетиков (5) из отделений (25, 225) в контейнер (7), и
отделения (25, 225) связаны с поддерживающей конструкцией (27, 227), которая удерживает конфигурацию отделений во время работы устройства (1).
7. Приспособление по п. 6,
отличающееся тем, что
каждое из указанных отделений содержит первый и второй стеновые элементы, расположенные под углом относительно друг друга таким образом, чтобы образовать клинообразную конструкцию, причем более широкий конец клинообразной конструкции образует входной конец отделения.
8. Приспособление по п. 6 или 7,
отличающееся тем, что
узел для транспортировки и отделения для размещения порционных пакетиков являются подвижными относительно друг друга таким образом, что входной конец каждого из отделений может направляться к узлу для транспортировки.
9. Приспособление по п. 7,
отличающееся тем, что
отделения расположены бок о бок таким образом, что один стеновой элемент образует разделяющую стенку между двумя соседними отделениями.
10. Приспособление по п. 6,
отличающееся тем, что
поддерживающая конструкция подвижно подвешена в узле для позиционирования таким образом, что входные концы отделений могут быть расположены в разных направлениях и/или положениях посредством перемещения поддерживающей конструкции.
11. Приспособление по п. 6,
отличающееся тем, что
разгрузочный элемент содержит элемент выталкивателя, который имеет форму, которая соответствует конфигурации отделений, таким образом элемент выталкивателя, когда приведен в действие, является способным выталкивать порционные пакетики, имеющиеся в каждом из отделений.
12. Приспособление по п. 6,
отличающееся тем, что
разгрузочный элемент предназначен для разгрузки порционных пакетиков из каждого из отделений в направлении, которое является по существу перпендикулярным относительно направления, соответствующего прямой линии, соединяющей входной и удерживающий концы отделения.
13. Приспособление по п. 1,
отличающееся тем, что
оно содержит приспособление для упаковки, предназначенное для обертывания упаковочного материала вокруг отдельных порционных пакетиков, причем указанное приспособление для упаковки расположено ближе по ходу относительно узла для транспортировки таким образом, что порционные пакетики, поданные на узел для транспортировки, обернуты в указанный упаковочный материал.
| US5174088A, 29.12.1992 | |||
| US5014495A1, 14.05.1991 | |||
| Устройство для укладки в тару штучных предметов | 1979 |
|
SU859231A2 |
| УСТРОЙСТВО для СБОРНОЙ УПАКОВКИ ЗАВЕРНУТЫХ ИЗДЕЛИЙ | 0 |
|
SU404215A1 |

