Предлагаемое изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения.
Известен способ импрегнирования абразивного инструмента, при котором применяемый импрегнатор повышенной адгезионной способности (ПАВ) растворяется в водной среде, в нее для пропитки импрегнатором помещается абразивный инструмент, который затем подвергается длительной сушке (см. авт. св. СССР №1726222, кл. B24D 3/34, 1992, Бюл. №14).
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ, последующая сушка инструмента.
Причины, препятствующие поставленной задаче - сложность процесса импрегнирования из-за постоянного изменения состава водного раствора ПАВ; операция пропитки инструмента водным раствором ПАВ и последующая его сушка от воды требует большого промежутка времени.
Известен способ импрегнирования абразивного инструмента, включающий пропитку последнего водным раствором, содержащем 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10-15 минут в емкости при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С (см. патент РФ №2532660, МПК B24D 3/34, 2014, Бюл. №31).
Признаки совпадающие - пропитка абразивного инструмента водным раствором в емкости, содержащем 20-25 г дийодида хрома на литр воды, и конвективная сушка абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С
Признаки, препятствующие поставленной задаче - большое время пропитки и недостаточно прочная фиксация дийодида хрома в поровом пространстве абразивного инструмента.
За прототип принят известный способ импрегнирования абразивного инструмента, включающий пропитку последнего водным раствором в емкости, содержащим 20-25 г дийодида хрома на литр воды, при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С, при этом пропитку абразивного инструмента осуществляют в кипящем водном растворе дийодида хрома, а время пропитки  , принимают равным
, принимают равным  , мин, где ν - объем абразивного инструмента в см3; а - пористость импрегнируемого абразивного инструмента; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13).
, мин, где ν - объем абразивного инструмента в см3; а - пористость импрегнируемого абразивного инструмента; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13).
Признаки совпадающие - пропитка абразивного инструмента в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение , мин, где ν - объем абразивного инструмента в см3; а - пористость импрегнируемого абразивного инструмента; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава абразивного инструмента, при периодическом встряхивании емкости с раствором и импрегнируемым инструментом и конвективная сушка инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С.
Признаки, препятствующие поставленной задаче - небольшое время работы абразивного инструмента между последовательными переточками, высокая интенсивность изнашивания инструмента и низкое качество поверхностного слоя обрабатываемых поверхностей деталей.
Техническим результатом предполагаемого изобретения является увеличение времени работы абразивного инструмента между последовательными переточками, снижение интенсивности изнашивания инструмента и повышение качества поверхностного слоя обрабатываемых поверхностей деталей.
Технический результат достигается тем, что пропитку абразивного инструмента осуществляют в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение , мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, при периодическом встряхивании емкости с раствором и импрегнируемым инструментом и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С, при этом периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляется с частотой ƒ и амплитудой А, принимаемыми равными

где dз - средний размер основной фракции абразивных зерен в инструменте, мкм, и проводится через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп.
Для достижения технического результата в предлагаемом способе импрегнирования абразивного инструмента, включающем пропитку последнего в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение  , мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляется с частотой ƒ и амплитудой А, принимаемыми равными
, мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляется с частотой ƒ и амплитудой А, принимаемыми равными
где dз - средний размер основной фракции абразивных зерен в инструменте, мкм, и проводится через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп.
Увеличение продолжительности времени работы шлифовального круга между правками Тпр, уменьшение удельной интенсивности изнашивания J и улучшение показателей качества обработанной поверхности образца по параметрам Ra, S при периодическом встряхивании емкости с кипящим водным раствором дийодида хрома и абразивного инструмента с частотой ƒ и амплитудой А через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп, достигается в результате усиления адгезионных свойств дийодида хрома в поровом пространстве, повышения сплошности и плотности слоя дийодида хрома на поверхностях абразивных зерен и связки в поровом пространстве, о чем свидетельствуют проведенные на микроскопе МИМ-8М и установке для определения сцепляемости нано-структурного слоя с основным материалом (см. Бутенко В.И. «Научные основы нанотрибологии», Таганрог, изд-во ТТИ ЮФУ, 2010, стр. 36-37) исследования образующегося в поровом пространстве слоя дийодида хрома.
Для определения частоты ƒ и амплитуды А периодического встряхивания емкости при импрегнировании абразивного инструмента в кипящем водном растворе дийодида хрома был использован метод планирования эксперимента типа 2к (см. Адлер Ю.П., Маркова Е.В., Грановский Ю.В. Планирование эксперимента при поиске оптимальных условий. - М.: Наука, 1971. - 283 с.). В качестве варьируемых переменных были приняты: объем абразивного инструмента ν, см3; средний размер основной фракции абразивных зерен в инструменте dз, мкм; соотношение  , где ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, принимаемая в соответствии с ГОСТ Р 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с.; а - пористость импрегнируемого абразивного инструмента. Количество дийодида хрома в одном литре воды было принято равным 22,5 г. Испытаниям подвергались шлифовальные круги из электрокорунда нормального 14А, зернистости F60, средней мягкой твердости К7, на керамической связке V (ГОСТ Р 52587-2006). Встряхивание осуществлялось с помощью специального встряхивающего устройства с кулачковым механизмом и отметчиком времени. Время импрегнирования шлифовальных кругов было принято равным 2,1 мин (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Оценка эффективности импрегнирования шлифовальных кругов проводилась по времени работы их между двумя последовательными правками Тпр. Шлифованию подвергались образцы из стали 35ХГСА диаметром 30 мм и длиной 320 мм; обработка осуществлялась на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vк=35 м/с; скорость вращения детали Vд=0,314 м/с; продольная подача Sпр=0,02 м/с; подача врезания Sвр=0,01 мм/дв. ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол - 1.
, где ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, принимаемая в соответствии с ГОСТ Р 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с.; а - пористость импрегнируемого абразивного инструмента. Количество дийодида хрома в одном литре воды было принято равным 22,5 г. Испытаниям подвергались шлифовальные круги из электрокорунда нормального 14А, зернистости F60, средней мягкой твердости К7, на керамической связке V (ГОСТ Р 52587-2006). Встряхивание осуществлялось с помощью специального встряхивающего устройства с кулачковым механизмом и отметчиком времени. Время импрегнирования шлифовальных кругов было принято равным 2,1 мин (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Оценка эффективности импрегнирования шлифовальных кругов проводилась по времени работы их между двумя последовательными правками Тпр. Шлифованию подвергались образцы из стали 35ХГСА диаметром 30 мм и длиной 320 мм; обработка осуществлялась на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vк=35 м/с; скорость вращения детали Vд=0,314 м/с; продольная подача Sпр=0,02 м/с; подача врезания Sвр=0,01 мм/дв. ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол - 1.
Математическая обработка полученных при проведении экспериментальных исследований уравнений регрессии позволила установить следующие зависимости между частотой ƒ и амплитудой А и объемом абразивного инструмента ν, см3; средним размером основной фракции абразивных зерен в инструменте dз, мкм и соотношением между нормативной пористостью абразивного инструмента из заданного абразива, связки и состава а0, принимаемой в соответствии с ГОСТ Р 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с., и фактической пористостью импрегнируемого абразивного инструмента а  :
:
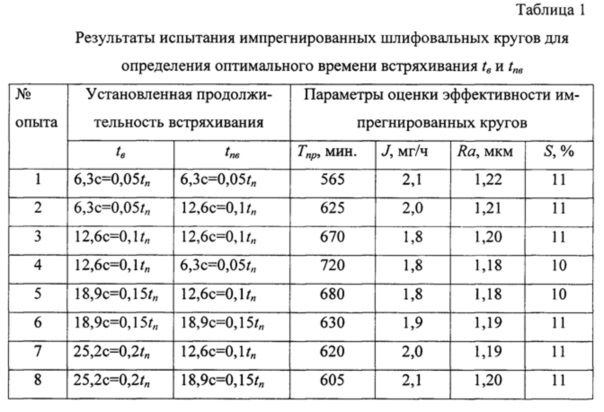
Для определения рациональной продолжительности периодического встряхивания емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом tв и промежутков времени между ними tпв проведены испытания абразивных кругов ПП 320×40×127 14AF60К7V 35 м/с ГОСТ Р 52781-2007. Шлифованию подвергались образцы из стали 35ХГСА диаметром 30 мм и длиной 320 мм; обработка осуществлялась на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vк=35 м/с; скорость вращения детали Vд=0,314 м/с; продольная подача Sпр=0,02 м/с; подача врезания Sвр=0,01 мм/дв. ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол - 1. Для импрегнирования абразивных кругов использовался водный раствор, содержащий 22,5 г дийодида хрома на один литр воды. Время пропитки абразивных кругов в кипящем водном растворе дийодида хрома было принято равным tп=2,1 мин (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Согласно зависимостям 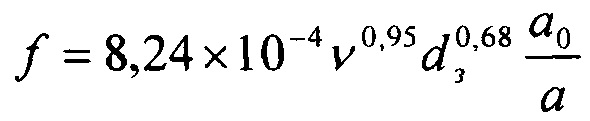 и
и 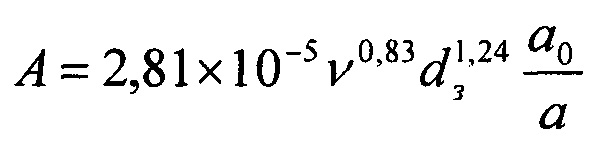 периодическое встряхивание емкости с кипящим водным растворов дийодида хрома и импрегнируемого инструмента со средним размером основной фракции абразивных зерен в инструменте dз=25 мкм (ГОСТ Р 52781-2007) проводилось с частотой ƒ=10 Гц и амплитудой А=2,5 мм. Конвективная сушка абразивного инструмента, прошедшего пропитку в кипящем водном растворе дийодида хрома, осуществлялась путем обдува его вентилятором, подающем нагретый до температуры 40-50°С воздух в течение 1,5-2 часов, при вращении абразивного инструмента с угловой скоростью 0,3-0,5 с-1. Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по продолжительности встряхивания tв и промежутку времени между ними tпв проводилась по времени работы их между двумя последовательными правками Тпр, интенсивности изнашивания кругов J и параметрам качества получаемого поверхностного слоя обработанных образцов: шероховатости Ra и относительной площади поверхности S, подвергнутой прижогам, %. Результаты испытаний, полученные как средние арифметические по пяти последовательно проведенных экспериментам при одних и тех условиях импрегнирования, приведены в таблице 1, из анализа которой видно, что наилучшие результаты по показателям эффективности импрегнируемых кругов Тпр, J, Ra и S достигаются при tв=tпв=0,1tп=12,6 с (опыт №4).
периодическое встряхивание емкости с кипящим водным растворов дийодида хрома и импрегнируемого инструмента со средним размером основной фракции абразивных зерен в инструменте dз=25 мкм (ГОСТ Р 52781-2007) проводилось с частотой ƒ=10 Гц и амплитудой А=2,5 мм. Конвективная сушка абразивного инструмента, прошедшего пропитку в кипящем водном растворе дийодида хрома, осуществлялась путем обдува его вентилятором, подающем нагретый до температуры 40-50°С воздух в течение 1,5-2 часов, при вращении абразивного инструмента с угловой скоростью 0,3-0,5 с-1. Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по продолжительности встряхивания tв и промежутку времени между ними tпв проводилась по времени работы их между двумя последовательными правками Тпр, интенсивности изнашивания кругов J и параметрам качества получаемого поверхностного слоя обработанных образцов: шероховатости Ra и относительной площади поверхности S, подвергнутой прижогам, %. Результаты испытаний, полученные как средние арифметические по пяти последовательно проведенных экспериментам при одних и тех условиях импрегнирования, приведены в таблице 1, из анализа которой видно, что наилучшие результаты по показателям эффективности импрегнируемых кругов Тпр, J, Ra и S достигаются при tв=tпв=0,1tп=12,6 с (опыт №4).
Реализация предлагаемого способа импрегнирования абразивного инструмента включает выполнение следующих операций:
- приготовление в специальной емкости (например, баке) водного раствора дийодида хрома, содержащего 20-25 г дийодида хрома на литр воды;
- нагрев водного раствора дийодида хрома до кипения;
- установка емкости с кипящим водным раствором дийодида хрома на встряхивающую установку;
- настройка встряхивающей установки на рассчитанную частоту ƒ, амплитуду
А, время периодического встряхивания tв и промежуток времени между ними tпв;
- окунание в кипящий водный раствор дийодида хрома абразивного инструмента с одновременным включением встряхивающего устройства;
- выдержка абразивного инструмента в кипящем водном растворе дийодида хрома в течение времени, определяемом по формуле 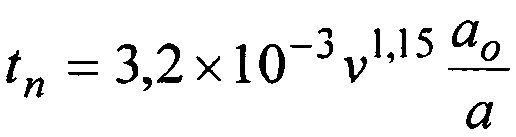 , мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава; а - пористость импрегнируемого абразивного инструмента;
, мин, где ν - объем абразивного инструмента в см3; ао - нормативная пористость абразивного инструмента из заданного абразива, связки и состава; а - пористость импрегнируемого абразивного инструмента;
- вынимание абразивного инструмента из емкости с кипящим водным раствором дийодида хрома с одновременным выключением встряхивающего устройства;
- конвективная сушка абразивного инструмента путем обдува его вентилятором, подающем нагретый до температуры 40-50°С воздух в течение 1,5-2 часов при вращении инструмента угловой скоростью 0,3-0,5 с-1;
- визуальный контроль импрегнированного абразивного инструмента.
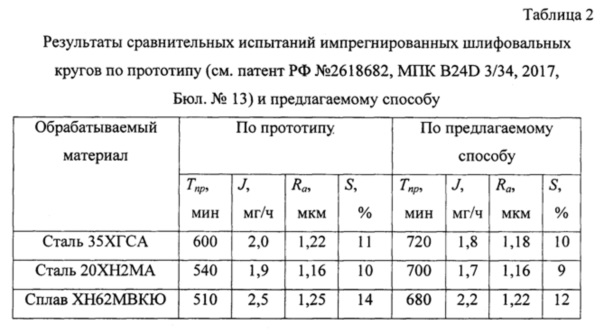
Проведены сравнительные испытания эффективности предлагаемого способа импрегнирования абразивного инструмента и известного способа импрегнирования по прототипу (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13). Испытаниям подвергались абразивные круги ПП 320×40×127 14AF60К7V 35 м/с ГОСТ Р 52781-2007. Шлифовались образцы из сталей 35ХГСА, 20ХН2МА и сплава ХН62МВКЮ диаметром 30 мм и длиной 320 мм. Шлифование осуществлялось на круглошлифовальном станке мод. 3М151 с использованием следующих режимов: скорость резания Vкр=35 м/с, скорость вращения шлифуемого образца Vд=0,5 м/с, продольная подача инструмента Sпр=0,02 м/с, подача врезания Sвр=0,01 мм/дв. ход, число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по сравнению с прототипом (см. патент РФ №2618682, МПК B24D 3/34, 2017, Бюл. №13) осуществлялась по следующим показателям: продолжительности времени работы шлифовального круга между правками Тпр, интенсивности изнашивания круга J; шероховатости обработанной поверхности Ra; относительной площади прижогов S.
Результаты испытаний приведены в таблице 2, из анализа которой следует, что применение предлагаемого способа импрегнирования абразивного инструмента по сравнению с прототипом (патент РФ №2532660, МПК B24D 3/34, 2014, Бюл. №31) позволяет на 20-30% увеличить продолжительности времени работы шлифовального круга между правками, на 10-15% уменьшить интенсивность изнашивания круга и на 5-10% улучшить показатели качества поверхностного слоя обрабатываемых деталей по параметрам шероховатости Ra и относительной площади прижогов S за счет более прочной фиксации дийодида хрома в поровом пространстве абразивного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2015 |
|
RU2618682C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2019 |
|
RU2703063C1 |
| Способ импрегнирования абразивных инструментов | 2016 |
|
RU2620209C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532660C1 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676546C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2014 |
|
RU2574182C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО КРУГА | 2016 |
|
RU2619416C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2014 |
|
RU2574183C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2017 |
|
RU2672973C1 |
| Композиционный шлифовальный круг для торцевого шлифования | 2024 |
|
RU2840031C1 |
Изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения. Способ включает пропитку инструмента в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение 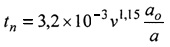 , мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, при периодическом встряхивании емкости с водным раствором дийодида хрома и инструментом, и конвективную сушку инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 ч при температуре 40-50°С, причем периодическое встряхивание емкости с кипящим водным раствором и инструментом осуществляют с частотой ƒ и амплитудой А, равными
, мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; а - пористость импрегнируемого абразивного инструмента, %, при периодическом встряхивании емкости с водным раствором дийодида хрома и инструментом, и конвективную сушку инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 ч при температуре 40-50°С, причем периодическое встряхивание емкости с кипящим водным раствором и инструментом осуществляют с частотой ƒ и амплитудой А, равными  ;
;  , где dз - средний размер основной фракции абразивных зерен в инструменте, мкм, и проводят через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп. Изобретение позволяет увеличить время работы инструмента между переточками, снизить интенсивность изнашивания инструмента и повысить качество поверхностного слоя обрабатываемых поверхностей деталей. 2 табл.
, где dз - средний размер основной фракции абразивных зерен в инструменте, мкм, и проводят через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп. Изобретение позволяет увеличить время работы инструмента между переточками, снизить интенсивность изнашивания инструмента и повысить качество поверхностного слоя обрабатываемых поверхностей деталей. 2 табл.
Способ импрегнирования абразивного инструмента, включающий пропитку абразивного инструмента в кипящем водном растворе, содержащем 20-25 г дийодида хрома на литр воды, в течение  , мин, где tп – время пропитки, ν - объем абразивного инструмента в см3, ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %, а - пористость импрегнируемого абразивного инструмента, %, при периодическом встряхивании емкости с раствором и импрегнируемым инструментом и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 ч при температуре 40-50°С, отличающийся тем, что периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляют с частотой ƒ и амплитудой А, определяемыми равными
, мин, где tп – время пропитки, ν - объем абразивного инструмента в см3, ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %, а - пористость импрегнируемого абразивного инструмента, %, при периодическом встряхивании емкости с раствором и импрегнируемым инструментом и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 ч при температуре 40-50°С, отличающийся тем, что периодическое встряхивание емкости с кипящим водным раствором дийодида хрома и импрегнируемым инструментом осуществляют с частотой ƒ и амплитудой А, определяемыми равными


где dз - средний размер основной фракции абразивных зерен в инструменте, мкм, и проводят через одинаковые промежутки времени tпв, совпадающие с продолжительностью встряхивания tв и принимаемые равными tв=tпв=0,1tп.
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2015 |
|
RU2618682C1 |
| Способ импрегнирования абразивного инструмента | 1986 |
|
SU1472233A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2014 |
|
RU2574182C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |

