1
Изобретение относится к производству абразивного инструмента и может быть использовано при изготовлении инструмента на керамической связке, используемого в отделочных операциях в современном маншно- строении, а также при шлифовке рабочей поверхности магнитных головок.
Цель изобретения - повышение режу- пшх свойств абразивного инструмента.
Способ осуществляют следующим образом.
Пропитку абразивного инструмента в растворе новолачной смолы осуществляют в вакууме при остаточном давлении 1,3- 1,4 К Па и температуре импрегнатора, равной 18 -20°С, в течение 1 - 1,2 ч. Затем круг сущат.
Для полимеризации ново.тачных смол, например с добавкой урогропипа (таких, как СФП - 012А) сушку необходимо вести при., 130-140°С. Пр и температуре менее 130°С наблюдается неполная полимеризация, что отрицательно сказывается па прочности. Большая, чем 140°С, температура дополнительной прочности не да.т.
Процесс бакелизации (сушку) проводят при медленном нагреве (0,2-0,З С/мин).
Мгновенный или очень быстрый нагрей до 130-140°С приводит к резкому иснаре- пию растворителя и, как с,1едствие, к снижению прочности. Оптимальный нагрев (0,2 0,3°С/мин), был подобран опытным путем, причем отмечено, что дальнейп1ее умешлпе- ниескорости нагрева (0,1 град/мнп и менее) на величину прочности не влияет, а д.тите/и - ность процесса возрастает значительно.
При увеличении изотермической выдержки одновременно растет ме.хапическая прочность, но это происходит до известного предела (2 - 3 ч).
Пропитку проводят при остаточном .тав- лении 1,3-i,4 КПа из соображений практической целесообразности. При остаточном дав.чении более 1,4 КПа уве,:шчивается открытая nopncTOcib импрегнпрованного изделия па 1,9% и его удельный и.-я-к нп 0,7 мг/г. Н-есм()Тря па то, что темш р. i p.i в вакуум-камере уве. шчсн:: на 10 1, ( i увеличено время проиптки на 2(1 -Hi M.II. o, i, при ост:г1 пч| м : лан. К ччи ci O:
гятА.
i- S
Ю
СО
СлЭ
1,3 КПа увеличивается открытая пористость импрегнированного изделия на 1,2% и его удельный износ на 0,3 мг/г. Показатели свойств образцов абразивного инструмента снизились за счет уменьшения температуры в вакуумм-камере на 10°С и времени пропитки на 30-50 мин.
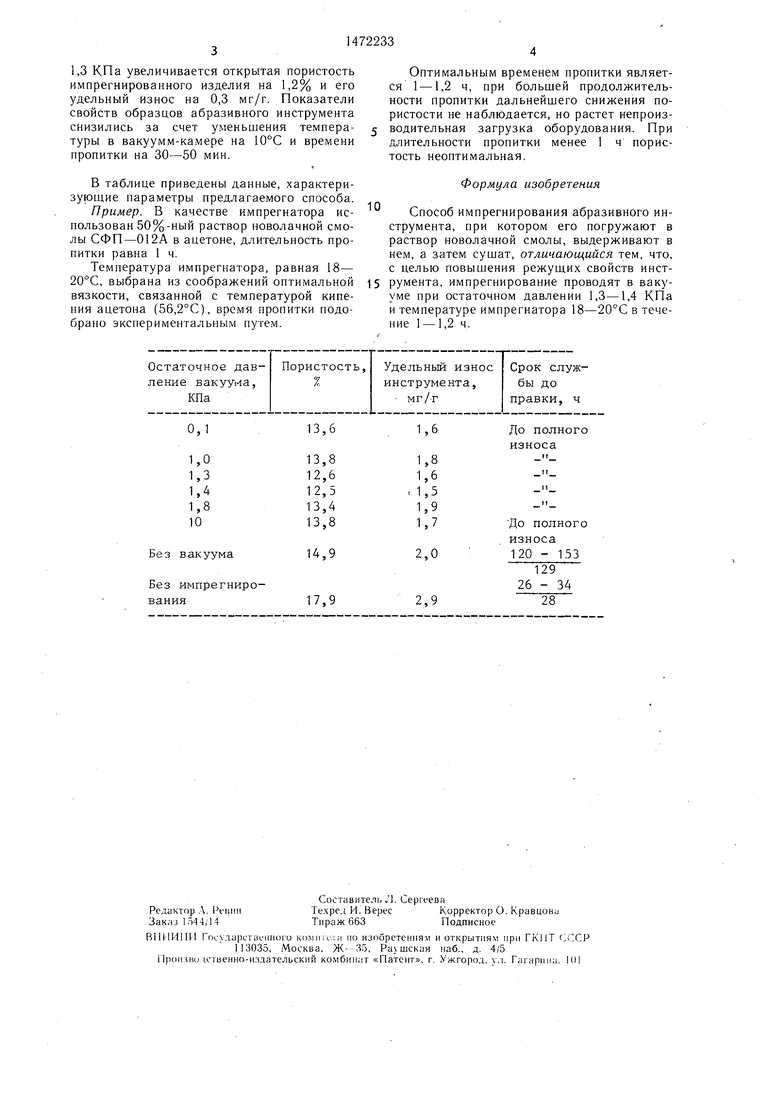
В таблице приведены данные, характеризующие параметры предлагаемого способа.
Пример. В качестве импрегнатора использован 50%-ный раствор новолачной смолы СФП-012А в ацетоне, длительность пропитки равна 1 ч.
Температура импрегнатора, равная 18- 20°С, выбрана из соображений оптимальной вязкости, связанной с температурой кипения ацетона (56,2°С), время пропитки подобрано экспериментальным путем.
0
5
Оптимальным временем пропитки является 1-1,2 ч, при большей продолжительности пропитки дальнейшего снижения пористости не наблюдается, но растет непроизводительная загрузка оборудования. При длительности пропитки менее 1 ч пористость неоптимальная.
Формула изобретения
Способ импрегнирования абразивного инструмента, при котором его погружают в раствор новолачной смолы, выдерживают в нем, а затем сушат, отличающийся тем, что, с целью повышения режуших свойств инструмента, импрегнирование проводят в вакууме при остаточном давлении 1,3-1,4 КПа и температуре импрегнатора 18-20 С в течение 1 -1,2 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки абразивного инструмента | 1990 |
|
SU1756131A1 |
| Масса для изготовления абразивного инструмента и способ его изготовления | 1983 |
|
SU1189668A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
| Способ обработки абразивного инструмента | 1986 |
|
SU1367646A1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1449336A1 |
| Масса для изготовления пористого абразивного инструмента | 1990 |
|
SU1738623A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО КРУГА | 2016 |
|
RU2619416C1 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676546C1 |
| Способ пропитки абразивного инструмента | 1988 |
|
SU1645122A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
Изобретение относится к производству абразивного инструмента и может быть использовано при изготовлении инструмента на керамической связке, используемого в отделочных операциях, например поверхностей магнитных головок. Целью изобретения является повышение режущих свойств инструмента. Инструмент пропитывают раствором новолачной смолы в вакууме при остаточном давлении 1,3-1,4 КПа и температуре импрегнатора 18-20°С в течение 1-1,2 ч. Затем инструмент сушат при температуре, обеспечивающей бакелизацию новолачной смолы, например 130-140°С. 1 табл.
0,1,
1,0
Без вакуума
Без импрегнирования
1,6
1,8 1,6 1,5 1,9 1,7
2,0
2,9
До полного износа
До полного износа 120 - 153
129
26 - 34 28
| Ипполитов Г | |||
| М | |||
| Абразивные инструменты и их эксплуатация | |||
| М.: Мащгиз, 1959 с | |||
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
