Изобретение относится к области технологии переработки пластических масс и может быть использовано для получения профилированных изделий из термопластов, применяемых в приборостроении, машиностроении.
Известен способ формования изделий из заготовок термопластов давлением в твердой фазе при комнатной температуре или нагретых до температуры на 10-15°C ниже температуры плавления (у кристаллических термопластов) или температуры стеклования (у аморфных термопластов) без перевода их в вязкотекучее состояние, а только воздействием давления формующего инструмента [патент Франции 2234982, кл. B29F 5/00, опублик. 06.05.75].
К недостаткам способа относится ограниченный ассортимент термопластов, способных перерабатываться давлением в твердой фазе (объемная и листовая штамповка, твердофазная и гидростатическая экструзия, прокатка и т.д.) [Переработка полимеров и композитов в твердой фазе / Г.С. Баронин, A.M. Столин, М.Л. Кербер, В.М. Дмитриев. Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009. С. 5].
Наиболее близким из числа известных по технической сущности является способ твердофазной плунжерной экструзии с применением ультразвукового воздействия, где ультразвуковые колебания передаются от излучателей непосредственно на металл ячейки высокого давления и через него воздействуют на полимерную заготовку [Кобзев Д.Е. Твердофазная плунжерная экструзия полимерных нанокомпозитов с применением ультразвука / Д.Е. Кобзев, Г.С. Баронин, В.Л. Полуэктов // Перспективные материалы. 2011. №11. С. 449-454].
Однако этот способ подведения ультразвуковых колебаний к металлу оснастки характеризуется существенными потерями энергии вследствие металлоемкости оснастки и утечки ее на раму пресса. Также неизбежным будет уменьшение амплитуды ультразвукового воздействия, так как оснастка является зажатой в разъеме пресса и не имеет возможности совершать колебательные движения. Таким образом, снижается эффективность воздействия ультразвуковых колебаний на эксплуатационные характеристики получаемого изделия.
Технической задачей способа является повышение эксплуатационных характеристик профилированных изделий из полимерных материалов.
Техническая задача достигается тем, что в известном способе получения изделий твердофазной экструзией на выходе из профилирующей фильеры изделие пропускается через устройство дополнительной обработки, не связанное жестко с ячейкой, колеблющееся с ультразвуковой частотой в направлении, параллельном оси формующего инструмента (профилирующей фильеры).
Таким образом, предлагается технологический процесс разделить на две стадии: основная обработка давлением с формованием профиля изделия в известной ячейке [Переработка полимеров и композитов в твердой фазе / Г.С. Баронин, A.M. Столин, М.Л. Кербер, В.М. Дмитриев. Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009. 140 с.] и последующее окончательное оформление с подведением ультразвуковых колебаний к устройству дополнительной обработки.
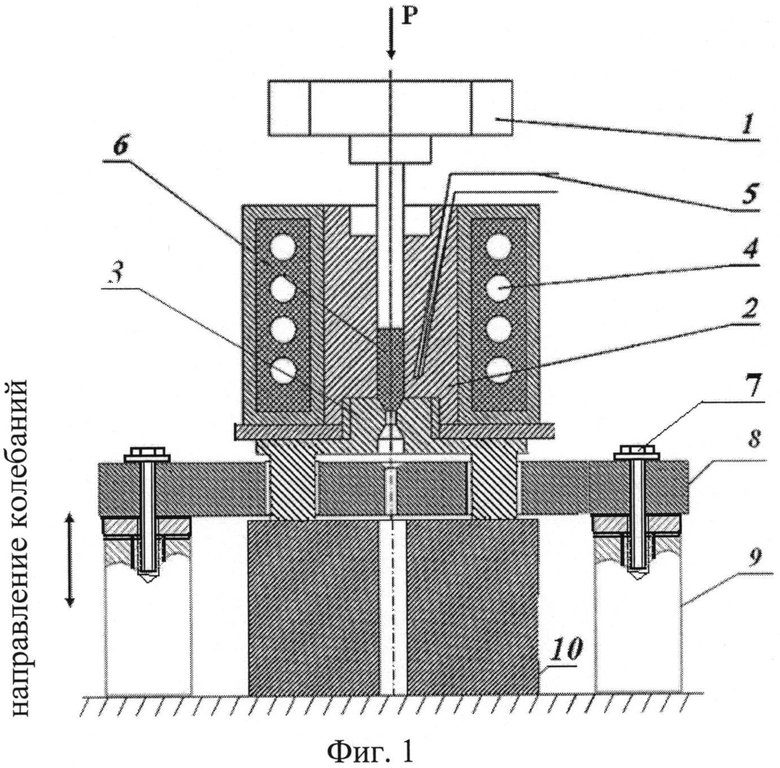
Исследование и отработка процесса получения профилированных изделий твердофазной экструзией полимеров с последующей ультразвуковой обработкой реализовывалось на экспериментальной установке для получения профилированных изделий из полимеров с применением ультразвука (фиг. 1). Данная установка состоит из пуансона - 1, матрицы - 2, профилирующей фильеры - 3, термокамеры - 4, термопары - 5, заготовки полимера - 6, болтов крепления устройства дополнительной обработки к ультразвуковым излучателям - 7, устройства дополнительной обработки - 8, ультразвуковых излучателей - 9, опорного устройства - 10. Конструктивным отличием данной ячейки является наличие устройства дополнительной обработки, не связанного жестко с ячейкой, к которому и подводятся ультразвуковые колебания от излучателей. В данной установке можно получать профилированные изделия, которые по форме будут соответствовать формующей фильере.
Процесс получения профилированного изделия заключается в следующем.
Заготовка полимера 6 под действием давления формования продавливается пуансоном 1 через матрицу 2, профилирующую фильеру 3, нагревается с помощью термокамеры 4, оформляясь в изделие заданного сечения. Температура процесса анализируется с помощью термопары 5 и поддерживается измерителем-регулятором температуры ТРМ-101. В предлагаемом способе на выходе из профилирующей фильеры изделие пропускается через устройство дополнительной обработки 8, не связанное жестко с ячейкой, к которому подводятся ультразвуковые колебания от излучателей 9 в направлении, параллельном оси изделия. Данное устройство выполнено в виде пластины с отверстием по центру, имеющим внутреннюю поверхность, геометрически полностью соответствующую профилю формуемого изделия. Устройство имеет входную фаску для предотвращения задира материала. Устройство крепится болтами к сердечникам ультразвуковых излучателей. Профилирующая фильера оформляет профиль изделия, увеличенный на 5% по сравнению с требуемым, который, проходя под давлением через устройство дополнительного профилирования, окончательно оформляется и подвергается ультразвуковой обработке.
Для подтверждения эффективности предлагаемого способа были проведены экспериментальные исследования свойств обработанных материалов.
Известно, что при температурах размягчения полимера, определяемых структурно-механическими методами (например, методом линейной дилатометрии или термомеханическим методом), в полимерных материалах резко возрастает структурная подвижность [Переработка полимеров и композитов в твердой фазе / Г.С. Баронин, A.M. Столин, М.Л. Кербер, В.М. Дмитриев. Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009. 140 с.]. До этих температур полимерные материалы обладают относительно жесткой матрицей, поэтому обработка материала давлением в твердой фазе без нагрева не позволяет обеспечить требуемых качества поверхности изделия и эксплуатационных показателей. Применение устройства дополнительного профилирования позволяет создать необходимую структурную подвижность материала, облегчает процесс оформления изделия и улучшает качество его поверхности [Кобзев Д.Е. Исследование влияния ультразвука на процесс твердофазной экструзии полимерных композитов и свойства получаемых экструдатов / Д.Е. Кобзев, Д.О. Завражин, Г.С. Баронин // Тезисы 6-й Всероссийской конференции школы-семинара по структурной макрокинетике для молодых ученых, г. Черноголовка, 26-28 ноября 2008 г. - С. 28-29].
Ультразвук широко применяется для интенсификации многих производственных процессов в промышленности, в том числе и для обработки полимеров [Хмелев В.Н. Применение ультразвука высокой интенсивности в промышленности / В.Н. Хмелев, А.Н. Сливин, Р.В. Барсуков, С.Н. Цыганок, А.В. Шалунов. - Бийск: Изд-во Алтайского государственного университета, 2010. - 203 с.], однако в технологии твердофазной обработки полимеров известно мало исследований.
В предлагаемом способе в момент прохождения спрофилированного в фильере материала через устройство дополнительной обработки происходят процессы как монолитизации, так и разрыхления в дефектных зонах материала (микротрещины, поры). Вследствие ультразвукового воздействия происходит затягивание и спайка этих дефектных областей, что приводит к монолитизации, увеличению прочностных характеристик материала, улучшению геометрической и размерной стабильности поверхности изделия и упрочнению его рабочих контуров.
После получения готового изделия исследовались его эксплуатационные показатели. Оценивалась прочность обработанных материалов в условиях срезывающих напряжений и одноосного растяжения, а также деформационная теплостойкость, уровень внутренних ориентационных напряжений и водопоглощение за 24 часа.
Изобретение можно проиллюстрировать следующим примером практического использования предлагаемого способа получения профилированных изделий обработкой давлением в твердой фазе.
Пример 1. Получение проката круглого сечения твердофазной экструзией с последующей ультразвуковой обработкой для использования в виде изделий конструкционного назначения с повышенными требованиями к эксплуатационным показателям материала.
Исходный полимерный материал полиэтилен высокой плотности (ПЭВП) ГОСТ 16338-85.
Заготовки из полимерного материала в форме цилиндров диаметром 5 мм получены методом литья под давлением при температуре расплава 185-190°C.
Отработку технологических режимов получения изделия обработкой давлением в твердой фазе с применением ультразвукового воздействия с частотой 20 кГц и плотностью потока 10 Вт/см2 проводили в экспериментальной ячейке (фиг 1).
Для сравнения способов получения проката, полученного по предлагаемому и известному способу, проведен сравнительный анализ их физико-механических и других эксплуатационных свойств по стандартным методикам: метод определения прочности на срез на специально разработанном устройстве типа «вилка», метод испытания в условиях одноосного растяжения, испытания по определению температуры теплостойкости и уровня внутренних ориентационных напряжений [Переработка полимеров и композитов в твердой фазе: учебное пособие / Г.С. Баронин, A.M. Столин, В.М. Дмитриев, М.Л. Кербер. - Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009. - 140 с.].
Для оценки диффузионных свойств материала изделия использовали зональный метод, который относится к методам нестационарного режима, позволяющий решать как прямые, так и обратные задачи диффузии [Рудобашта С.П. Массоперенос в системах с твердой фазой / С.П. Рудобашта. - М.: Химия, 1980. - 248 с.].
Сравнительный анализ эксплуатационных характеристик материала изделий, полученных по предлагаемому и известному способу, выявил следующие результаты:
- прочность в условиях срезывающих напряжений увеличивается на 15%;
- прочность в условиях одноосного растяжения увеличивается на 12%;
- модуль упругости при растяжении увеличивается на 30%;
- деформационная теплостойкость увеличивается на 10÷12°;
- уровень внутренних остаточных напряжений снижается на 25%.
Дополнительно снижается суточное водопоглощение на 30%. Улучшение перечисленных выше свойств положительно влияет как на технологические параметры получения проката, так и его физико-механические и другие эксплуатационные показатели.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2361733C2 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ НАНОМАТЕРИАЛОВ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ В ТВЕРДОЙ ФАЗЕ | 2010 |
|
RU2446188C2 |
| Термопластичный препрег и способ его изготовления | 2020 |
|
RU2733604C1 |
| Способ получения изделия из полимерного материала на основе политетрафторэтилена марки Ф-4 ПН, характеризующегося повышенной прочностью и сниженной ползучестью | 2020 |
|
RU2748692C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИУРЕТАНОВЫХ ЭЛАСТОМЕРОВ (ВАРИАНТЫ) | 2012 |
|
RU2501652C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ТЕРМОПЛАСТА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2143978C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННОГО НАНОКОМПОЗИТА С ДОПОЛНИТЕЛЬНЫМИ СВОЙСТВАМИ (ВАРИАНТЫ) | 2016 |
|
RU2707344C2 |
| Экструдируемый антифрикционный композит на основе сверхвысокомолекулярного полиэтилена | 2017 |
|
RU2674019C1 |
Изобретение относится к способу двухстадийной обработки полимерных материалов методом твердофазной экструзии и ультразвуковым воздействием. Область применения - технологии переработки пластических масс методами обработки давлением в твердой фазе. Технической задачей способа является повышение эксплуатационных характеристик профилированных изделий из полимерных материалов. Процесс обработки разделен на две стадии, реализуемые в одном устройстве. На выходе из основной формующей фильеры ячейки изделие проходит через устройство дополнительной обработки, не связанное жестко с ячейкой и колеблющееся с ультразвуковой частотой в направлении, параллельном оси формующего инструмента. 1 ил.
Способ двухстадийной обработки полимерных материалов методом твердофазной экструзии и ультразвуковым воздействием, отличающийся тем, что процесс обработки разделен на две стадии, реализуемые в одном устройстве, на выходе из основной формующей фильеры ячейки изделие проходит через устройство дополнительной обработки, не связанное жестко с ячейкой и колеблющееся с ультразвуковой частотой в направлении, параллельном оси формующего инструмента.
| Кобзев Д.Е | |||
| "Интенсификация процесса твёрдофазного формования полимеров и композитов ультразвуковым воздействием" автореферат, Тамбов 2012, с.3, 8, 9 | |||
| Кобзев Д.Е | |||
| и др | |||
| "Повышение эффективности твердофазной объемной штамповки полимеров ультразвуковым воздействием" Вестник ТГТУ, 2011, Том N4, с.963-с.966 | |||
| П.В.Комбарова и др | |||
| "Твердофазная технология |

