Изобретение относится к области технологии переработки пластических масс и может быть использовано при изготовлении изделий из термопластов, применяемых в приборостроении, машиностроении, в производстве товаров широкого потребления.
Способ твердофазного формования изделий из полимеров заключается в нагреве заготовки до температуры на 10-15°С ниже температуры плавления или стеклования, дальнейшей обработке давлением при значительных усилиях формования в пресс-форме, с последующим охлаждением изделия для фиксирования ориентированного состояния полимерной матрицы. При таком способе из-за снижения скорости релаксационных процессов материала твердофазной заготовки в отличие от расплава происходит значительная ориентация полимерных цепей полимера, что позволяет получать изделия с более высокими прочностными характеристиками. Однако, в ряде случаев, качество поверхности при твердофазном формовании не соответствует ОСТ 180063-73. Для достижения высокого качества поверхности при сохранении ориентированного состояния структуры полимера необходимо обеспечить хорошую текучесть поверхностных слоев заготовки, прилегающих к формообразующей поверхности технологической оснастки.
При переработке полимерных материалов основными методами формования - литьем и экструзией [Мак-Келви, Д.М. Переработка полимеров / Д.М.Мак-Келви / Перевод с англ. Ю.В.Зеленева, Б.П.Пашинина. - М.: Химия, 1965. - С.11], относящимися к традиционными жидкофазным технологиям, температура расплава всегда составляет на 10-15°C выше температуры плавления полимера, что составляет 140-210°C. Влага, находящаяся в полимерном материале, при таких температурах переходит в парообразное состояние и вызывает неустраняемый брак изделия (поры, помутнение прозрачных изделий, снижение качества поверхности изделия), поэтому остаточное влагосодержание не должно превышать 0,05%.
При литье под давлением термопластичный материал нагревают выше температуры текучести, затем его охлаждают ниже этой температуры для отверждения (Мак-Келви, Д.М. Переработка полимеров / Д.М.Мак-Келви / Перевод с англ. Ю.В.Зеленева, Б.П.Пашинина. - М.: Химия, 1965. - С.12). При экструзии оформление изделия происходит при продавливании полимера в жидком состоянии через мундштук и последующем его отверждении, причем он сохраняет форму, приданную ему мундштуком (Мак-Келви, Д.М. Переработка полимеров / Д.М.Мак-Келви / Перевод с англ. Ю.В.Зеленева, Б.П.Пашинина. - М.: Химия, 1965. - С.13).
Для получения необходимой структурной ориентации молекул процесс твердофазного формования проводится при температурах на 10-20°C ниже температуры плавления или стеклования. При этом влага сохраняется в полимере в виде кластеров, способствующих снижению вязкости полимера. Это объясняется тем, что, с одной стороны, вода в малых количествах является активным пластификатором, поэтому при твердофазном формовании для явно выраженной молекулярной ориентации необходимо удалить влагу из заготовки. С другой стороны, для повышения качества поверхности необходимо значительное скольжение полимерных сегментов в поверхностных слоях, отсюда следует, что заготовка для твердофазного формования должна иметь высушенную до остаточного влагосодержания 0,05% внутреннюю часть, что обеспечивает повышенную структурную ориентацию и внешнюю часть незначительной толщины с повышенным влагосодержанием. Это обстоятельство обеспечивает за счет пластификации водой полимерного материала взаимное скольжение полимерных сегментов и позволяет получать качество изделий по ОСТ 180063-73.
Современные полимерные материалы являются сложными композитами, содержащими наряду с основным полимером ряд модификаторов, выбор которых определяется условиями эксплуатации готовых изделий. В частности, для улучшения прочностных характеристик готовых изделий в полимерные композиты в последнее время добавляют малые (до 1-2%) добавки наноматериалов. Наибольшее применение из наноматериалов в этих целях находят углеродные наноматериалы с размером частиц 40-100 нм, что позволяет формировать полимерную матрицу с улучшенными прочностными характеристиками.
Введение углеродных наноматериалов в полимерные композиты позволяет на 15-20% увеличить прочностные характеристики готовых изделий [Гусев А.И., Ремпель А.А. Нанокристаллические материалы. - М.: Физматлит, 2001. - С.14, 224 с.].
Следует отметить, что введение углеродных наноматериалов в полимерную матрицу на стадии получения заготовок для твердофазной экструзии полимерных материалов основными методами формования - литьем и экструзией (Мак-Келви, Д.М. Переработка полимеров / Д.М.Мак-Келви / Перевод с англ. Ю.В.Зеленева, Б.П.Пашинина. - М.: Химия, 1965. - С.11), приводит к получению нового структурированного композиционного материала, характеризующегося улучшенными прочностными показателями и меньшей деформативностью. Указанное явление в ряде случаев негативно отражается на процессе деформации заготовки в условиях твердофазной экструзии и штамповки, что приводит к значительному снижению качества поверхности изделия. Для устранения указанных недостатков необходимо повысить текучесть полимерного композиционного материала в областях, прилегающих к поверхности пресс-формы.
Технической задачей изобретения является повышение деформативности поверхности (структурной подвижности) и улучшение качества заготовки из полимерных композиционных наноматериалов.
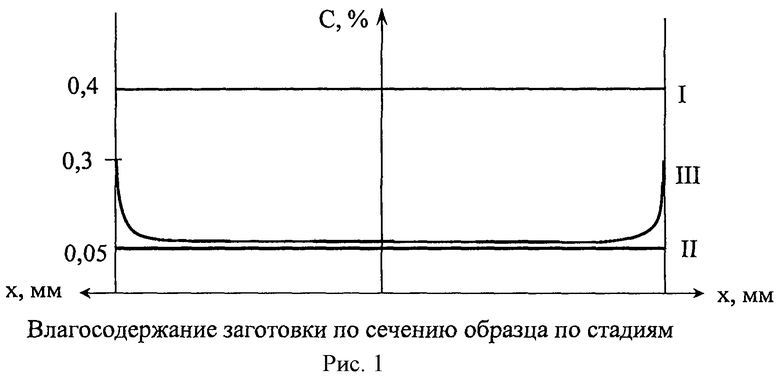
Поставленная задача достигается тем, что в способе подготовки заготовок, полученных методами литья или экструзии, включающем конвективную сушку при температуре на 10-15°C ниже температуры плавления или стеклования до влагосодержания 0,05%, добавляется стадия кратковременного поверхностного увлажнения заготовок при температуре, равной 70°C, и относительной влажности 96% в течение 5-7 минут. Задание температуры обусловлено созданием высокого значения коэффициента диффузии влаги в полимер. При таком времени увлажнения (5-7 минут) интенсивно увлажняются до равновесного значения влажности только поверхностные слои материала (рисунок 1).
Пример 1
Исходный полимерный композит: термопластичный аморфный тройной сополимер акрилонитрила, бутадиена и стирола (АБС) с добавкой 0,1 массовой части углеродного наноматериала «Таунит» (производства ООО «Нанотехцентр», г. Тамбов) на 100 мас.ч. полимера.
Изделие - зубчатое колесо с мелкомодульным зубом. Данное изделие требует не только высоких прочностных характеристик (контактную усталостную прочность, прочность на срез, микротвердость и ударную вязкость), но и обеспечение качества зубчатой поверхности. Первоначальная заготовка имеет влагосодержание 0,4%. Для достижения поставленной цели заготовка высушивается при 80°C до остаточного влагосодержания 0,05%. При этом достигается равномерное влагосодержание по всему объему заготовки, а на второй стадии производится увлажнение при температуре 70°C в среде с относительной влажностью 96% в течение 5-7 минут.
Аналогичные исследования проведены для зубчатых колес из термопластичных полимерных композиционных наноматериалов на основе полиамида-6 (ПА-6), полиамида-12 (ПА-12), и были полностью достигнуты поставленные задачи при предлагаемых технологических режимах, соответственно примеру с АБС.
Пояснения к рисунку 1. Влагосодержание заготовки по сечению образца по стадиям:
I - стадия получения заготовки методом литья с неопределенной влажностью;
II - стадия сушки для обеспечения регламентированного влагосодержания (0,05%);
III - стадия поверхностного увлажнения для обеспечения формирования и сохранения качества поверхности получаемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2361733C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ОБРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ТВЕРДОФАЗНОЙ ЭКСТРУЗИИ И УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2014 |
|
RU2574267C1 |
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2350464C1 |
| СЛОЖНОПОЛИЭФИРНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 2007 |
|
RU2415164C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗОСНОВНОГО ГИДРОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1997 |
|
RU2123935C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ОРГАНИЧЕСКОГО НАПОЛНИТЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 2011 |
|
RU2520462C2 |
| СМОЛЫ НА ОСНОВЕ СЛОЖНЫХ СОПОЛИЭФИРОВ ДЛЯ ПРОИЗВОДСТВА УПАКОВКИ, ПОЛУЧЕННЫЕ БЕЗ ИСПОЛЬЗОВАНИЯ ТВЕРДОФАЗНОЙ ПОЛИМЕРИЗАЦИИ, СПОСОБ ПЕРЕРАБОТКИ СМОЛ НА ОСНОВЕ СЛОЖНЫХ СОПОЛИЭФИРОВ С ИЗМЕНЕНИЕМ ПРИВЕДЕННОЙ ВЯЗКОСТИ И КОНТЕЙНЕРЫ И ДРУГИЕ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ДАННЫМ СПОСОБОМ | 2007 |
|
RU2440894C2 |
| Композиция на основе поликарбоната и базальтового волокна, способ изготовления из нее композиционного материала и композиционный материал, полученный этим способом | 2017 |
|
RU2678273C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 2016 |
|
RU2685128C2 |
| ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОКОННЫХ И ДВЕРНЫХ ПРОФИЛЕЙ, КОРПУСНЫХ КОНСТРУКЦИЙ ОКОННЫХ И ДВЕРНЫХ СТВОРОК И РАМ С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОГО ПОЛИМЕРНО-КОМПОЗИТНОГО МАТЕРИАЛА | 2015 |
|
RU2620486C1 |
Изобретение относится к области технологии переработки пластических масс и может быть использовано при изготовлении изделий из термопластов, применяемых в приборостроении, машиностроении, в производстве товаров широкого потребления. Способ заключается в предварительном высушивании образца, полученного традиционной жидкофазной технологией через стадию расплава, до остаточного влагосодержания 0,05%. Затем образец выдерживают в воздушной среде при температуре 70°С и относительной влажности 96% в течение 5-7 минут. Способ позволяет обеспечить условия формирования структурно-ориентированной внутренней части изделия и создание качественной поверхности в условиях твердофазной технологии, соответствующей условиям ОСТ 180063-73. 1 ил., 1 пр.
Способ подготовки заготовок из полимерных композиционных материалов для обработки давлением в твердой фазе, заключающийся в предварительном высушивании образца, полученного традиционной жидкофазной технологией через стадию расплава, до остаточного влагосодержания 0,05% и последующей выдержке в воздушной среде при температуре 70°С и относительной влажности 96% в течение 5-7 мин.
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕТИЛМЕТАКРИЛАГА^КСЕс-ШЗЯДЯПЛТЕЬ'ТВО- ТгХНИЧЕС1: | 0 |
|
SU249615A1 |
| СПОСОБ ОБЪЕМНОЙ МОДИФИКАЦИИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1994 |
|
RU2110404C1 |
| Электромагнитный аппарат | 1986 |
|
SU1411843A1 |
| УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ШТУЧНЫХ ИЗДЕЛИЙ ГАЗООБРАЗНЫМИ И ЖИДКИМИ СРЕДАМИ | 1979 |
|
SU768119A1 |

