Изобретение относится к области сварки и может быть использовано в различных отраслях промышленности, в том числе в энергетическом машиностроении, при изготовлении, монтаже и ремонте ответственных металлических конструкций и трубопроводов из низколегированных сталей перлитного класса толщиной более 30 мм, к которым предъявляются высокие требования.
При многопроходной аргонодуговой сварке низколегированных сталей перлитного класса с применением гостированных присадочных сварочных проволок и рекомендуемых нормативно-техническими документами атомной промышленности при толщине изделия свыше 30 мм наблюдается повышенное порообразование, поскольку по мере заполнения разделки от прохода к проходу происходит увеличение содержания кислорода и азота в металле сварного шва из-за неполного раскисления сварочной ванны, что, по мере увеличения количества проходов и накопления растворенного газа в металле сварного шва, приводит к развитию порообразования вплоть до реакции «кипения» металла сварочной ванны, следствием которого является образование дефектов в виде газовых включений и рыхлот, что для ответственных конструкций недопустимо.
Известен способ многопроходной автоматической аргонодуговой сварки изделия из низколегированной стали перлитного класса толщиной более 30 мм, включающий стандартную разделку кромок свариваемого изделия и сварку неплавящимся электродом с подачей присадочной проволоки, содержащей раскисляющие легирующие элементы, путем последовательного заполнения разделки кромок слоями металла каждый в несколько проходов до получения сварного соединения. При выполнении сварки по этому способу для качественного формирования сварного соединения изготавливают проволоку с повышенным содержанием кремния (0,45-0,7%), которая исключает порообразование в процессе сварки и позволяет получать сварное соединение с удовлетворительными прочностными и пластическими свойствами, чего невозможно достигнуть при сварке с использованием проволок стандартных или рекомендуемых нормативно-техническими документами (см. ПНАЭ Г-7-009-89).
Недостатком данного способа является то, что такая проволока выпускается по техническим условиям в ограниченном количестве. Для получения качественных сварных соединений необходимо производить отбор плавок проволоки, что при ограниченном выпуске весьма затруднительно. Возникает необходимость проведения аттестационных испытаний, что влечет за собой существенные финансовые и временные затраты (С.А. Белкин, И.В. Иванов, М.М. Борисенко, В.Д. Ходаков «Свойства сварных соединений трубопровода Dy=850 мм главного циркуляционного контура АЭС, выполненных автоматической аргонодуговой сваркой». Энергетическое строительство №5, 1992 г. стр. 50-55).
Задачей настоящего изобретения является разработка способа многопроходной автоматической аргонодуговой сварки изделия из низколегированной стали перлитного класса толщиной более 30 мм неплавящимся электродом с подачей присадочной проволоки, содержащей раскисляющие легирующие элементы, который позволил бы при использовании в процессе сварки традиционного сварочного оборудования и разделок кромок свариваемого изделия, а также стандартных и рекомендуемых нормативно-техническими документами сварочных материалов для сварки изделий из сталей указанного выше класса, получать сварные соединения с высокими эксплуатационными, прочностными и пластическими свойствами.
Сущность предлагаемого технического решения состоит в том, что в процессе образования сварного соединения созданы наилучшие условия для раскисления сварочной ванны путем погашения развития реакции «кипения» металла сварочной ванны при многопроходной сварке, а также для формирования благоприятной структуры сварного соединения путем использования новых приемов и режимов сварки.
Технический результат состоит в повышении качества сварного соединения и, таким образом, в достижении нормативных требований, предъявляемых по сплошности получаемого сварного соединения, механическим, эксплуатационным и другим свойствам.
Указанный выше технический результат достигается за счет того, что в способе многопроходной автоматической аргонодуговой сварки изделия из низколегированной стали перлитного класса толщиной более 30 мм, включающем разделку кромок свариваемого изделия и сварку неплавящимся электродом с подачей присадочной проволоки, содержащей раскисляющие легирующие элементы, путем последовательного заполнения разделки свариваемого изделия слоями металла, каждый в несколько проходов, до получения сварного соединения, послойное заполнение разделки выполняют с чередованием слоев с различным содержанием раскисляющих легирующих элементов, при этом каждый последующий слой выполняют с использованием присадочной проволоки с
более высоким содержанием раскисляющих легирующих элементов, чем содержание раскисляющих легирующих элементов в присадочной проволоке, используемой при выполнении предыдущего слоя, причем каждый предыдущий слой выполняют за не более чем 30-35 проходов, а каждый последующий слой выполняют за 4-6 проходов на погонной энергии, равной 0,8-1,2 погонной энергии сварки проходов предыдущего слоя, при этом проходы каждого последующего слоя выполняют высотой, равной 0,8-1,2 высоты проходов каждого предыдущего слоя.
Предотвращение развития реакции «кипения» сварочной ванны при послойном заполнении разделки изделия достигается путем чередования слоев с различным содержанием раскисляющих легирующих элементов, при этом каждый последующий слой выполняют с использованием присадочной проволоки с более высоким содержанием раскисляющих легирующих элементов, чем содержание раскисляющих легирующих элементов в присадочной проволоке, используемой при выполнении предыдущего слоя, таким образом исключая процесс возникновения порообразования в сварочной ванне, а следовательно, пор и пустот в сварном соединении.
Выполнение предыдущего слоя металла за не более чем 30-35 проходов, а каждого последующего слоя металла не более чем за 4-6 проходов на погонной энергии, равной 0,8-1,2 погонной энергии сварки проходов каждого предыдущего слоя металла, и высотой проходов каждого последующего слоя 0,8-1,2 от высоты проходов каждого предыдущего слоя металла обеспечивает равномерную мелкозернистую микроструктуру полученного сварного соединения, что также положительно сказывается на его механических свойствах.
Таким образом, введение новых операций и порядок выполнения их, а также особые условия и режим осуществления процесса многопроходной автоматической аргонодуговой сварки позволили значительно повысить качество сварного соединения за счет создания в процессе сварки наилучших условий для раскисления металла сварного соединения и формирования его структуры, и при этом использовать традиционное оборудование и сварочные материалы, применение которых определено стандартами и нормативно-техническими документами атомного машиностроения.
Предложенный способ сварки поясняется следующими материалами.
На фиг. 1 показана схема послойного заполнения разделки присадочными сварочными проволоками, рекомендуемыми нормативно-техническими документами.
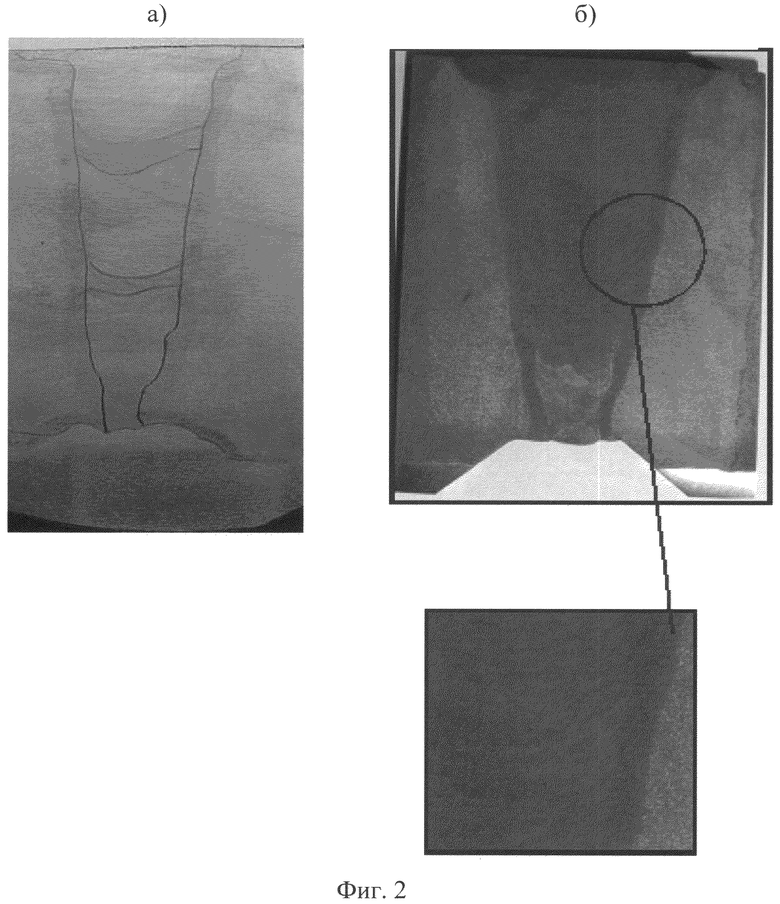
На фиг. 2 представлены следующие фотографии -
а) макрошлифа (×2) сварного соединения, выполненного многопроходной автоматической аргонодуговой сваркой (ААДС) с чередованием слоев металла сварочной
ванны с различным содержанием раскисляющих легирующих элементов, образованных предыдущими и последующими слоями металла сварочной ванны;
б) макроструктурного анализа сварного соединения, выполненного предложенным способом многопроходной ААДС по пункту а).
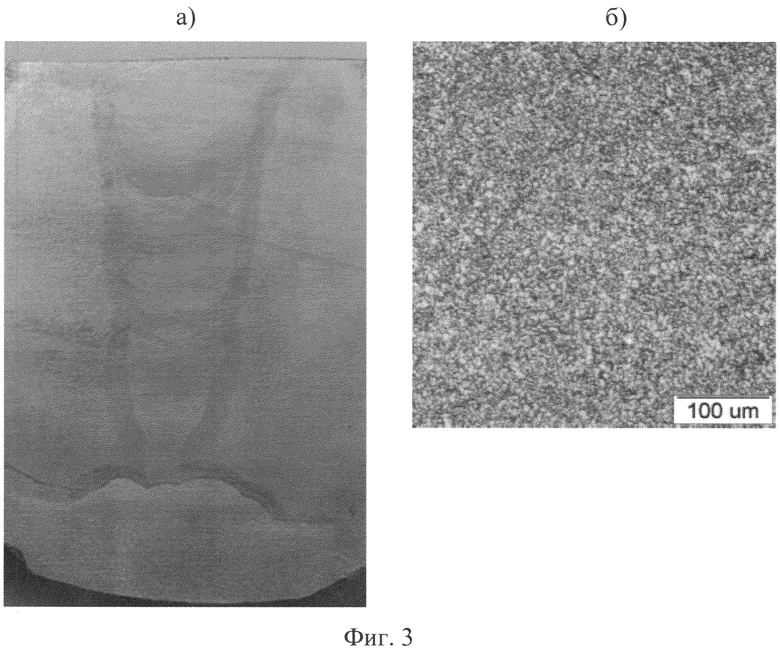
На фиг. 3 представлены фотографии:
а) металлографического исследования макроструктуры сварного соединения, выполненного предложенным способом многопроходной ААДС;
б) металлографического исследования микроструктуры сварного соединения, выполненного предложенным способом многопроходной ААДС.
На фиг. 4 показана фотография макроструктурного анализа сварного соединения изделия из низколегированной стали перлитного класса толщиной более 30 мм многопроходной ААДС неплавящимся электродом с гостированной присадочной сварочной проволокой, легированной раскисляющими элементами (прототип).
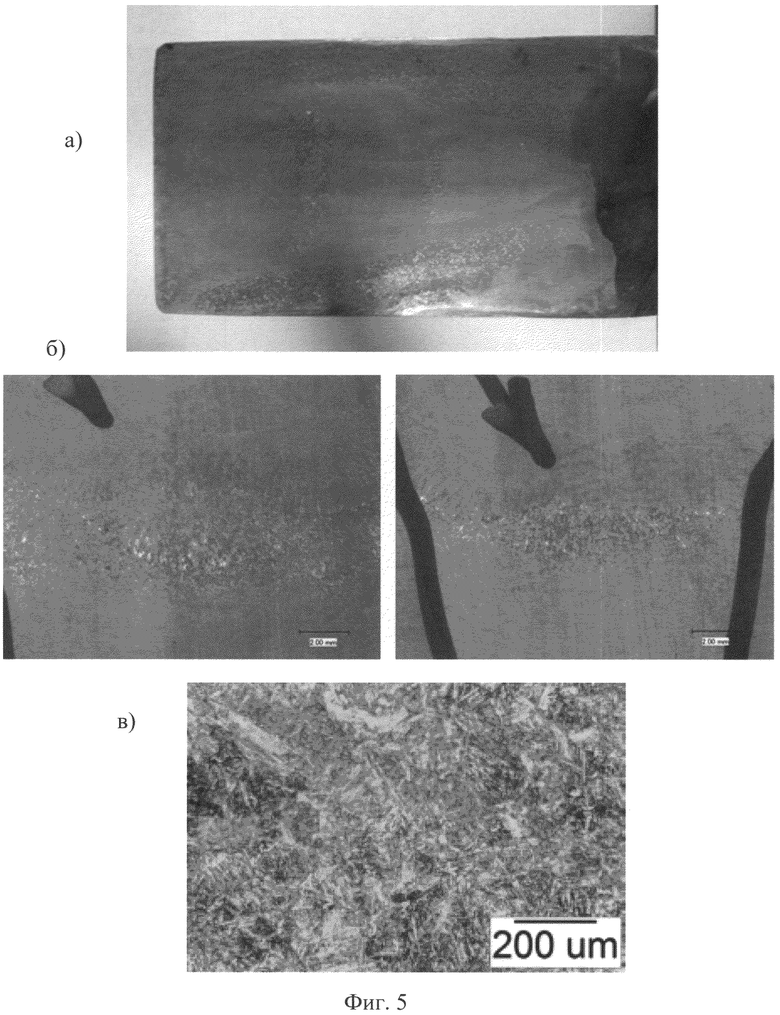
На фиг. 5 показаны фотографии металлографических исследований структуры сварного соединения, выполненного предложенным способом сварки с применением последующих проходов, но без заявленных приемов и режима сварки:
а) и б) - зоны в металле сварного соединения с укрупненной структурой;
в) - укрупненная структура металла сварного соединения.
На схеме, показанной на фиг. 1, обозначены номера проходов, выполненных в процессе заполнения разделки, которые образуют чередующиеся слои наплавляемого металла сварного шва:
1-6 - слой металла, который образует корень сварного соединения, выполненный с использованием сварочной проволоки Св-08Г2С;
7-25 - предыдущий слой металла, который образован выполнением проходов с использованием сварочной проволоки Св-10ГН1МА;
26-29 - последующий слой металла, который образован выполнением проходов аргонодуговой сваркой с использованием сварочной проволоки Св-08Г2С (возможно выполнение ручной электродуговой сваркой с использованием покрытых электродов ПТ-30);
30-67 - проходы предыдущего слоя металла;
68-73 - проходы последующего слоя металла;
74-101 - проходы предыдущего слоя металла;
101-110 - облицовочный слой металла, выполненный последующими проходами.
Предложенный способ сварки был отработан в производственных условиях на натурном образце главного циркуляционного трубопровода (ГЦТ Ду 850) типоразмером
990×70 мм, который изготовлен из перлитной стали 10ГН2МФА, в настоящее время используемой атомной промышленностью.
Для послойного заполнения стандартной разделки предыдущими проходами была применена присадочная сварочная проволока Св-10ГН1МА, а для выполнения последующих проходов была использована присадочная сварочная проволока Св-08Г2С, которые указаны в нормативно-технической документации на сварочные материалы, допускаемые к применению при изготовлении, монтаже и ремонте оборудования и трубопроводов атомных энергетических установок (ПНАЭ Г-7-010-89). Послойное заполнение разделки кромок стыка ГЦТ выполняли орбитальной многопроходной автоматической аргонодуговой сваркой неплавящимся электродом с подачей присадочной проволоки. Ориентировочные режимы сварки соединений ГЦТ Ду 850 приведены в таблице 1.
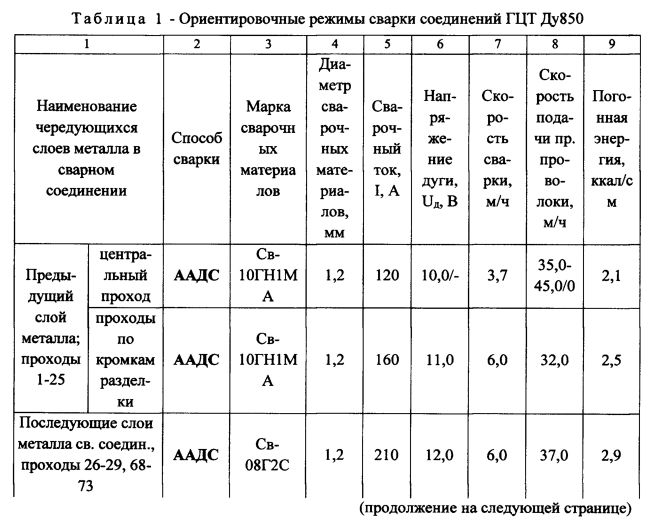
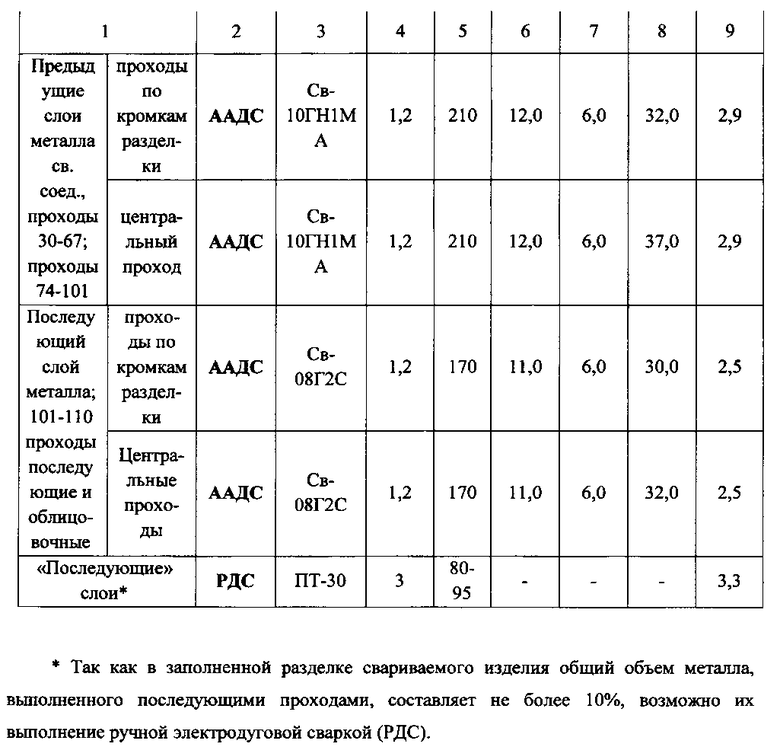
В процессе послойного заполнения стандартной разделки ГЦТ Ду 850 осуществляли чередование предыдущих слоев металла сварочной ванны, выполненных с применением сварочной проволоки Св-10ГН1МА, с последующими слоями металла сварочной ванны, выполненными с применением сварочной проволоки Св-08Г2С, при этом в каждом предыдущем слое металла выполняли не более 30-35 предыдущих проходов, а в каждом последующем слое металла выполняли не более 4-6 проходов (см. фиг. 1). Сварку проходов каждого последующего слоя выполняли с погонной энергией, равной 0,8-1,2 погонной энергии сварки проходов каждого предыдущего слоя (см. табл. 1), а высоту проходов каждого последующего слоя выполняли равной 0,8-1,2 высоты проходов каждого предыдущего слоя (см. фиг. 1).
Результаты исследований сварных соединений, выполненных предложенным способом сварки, показаны на фиг. 2(а). На фотографии хорошо видно чередование предыдущих и последующих слоев металла сварочной ванны. Проходы предыдущих слоев выполнены с присадочной сварочной проволокой Св-10ГН1МА, а проходы последующих слоев выполнены с присадочной сварочной проволокой Св-08Г2С. На фиг. 2(б) на фотографии макроструктуры полученного сварного соединения видны единичные газовые включения в виде пор, размер которых не превышает 0,1-0,15 мм. Единичные поры такого размера в соответствии с требованиями федеральных норм и правил, действующих в атомной энергетике, не учитываются, то есть считается, что газовые включения практически отсутствуют.
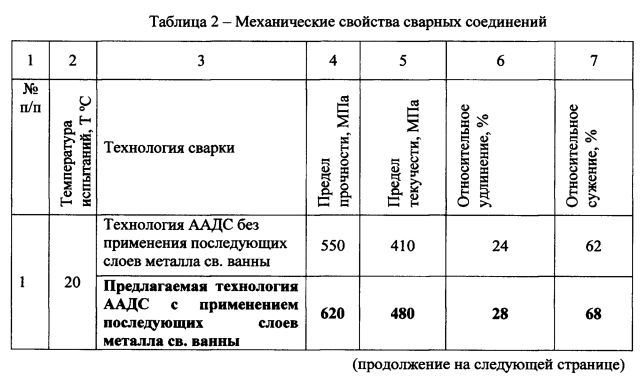
На фиг. 3 показана фотография металлографического исследования макроструктуры 3а) и микроструктуры 3б) полученного сварного соединения, которые отличаются равномерным распространением мелкозернистой структуры по всему сечению сварного соединения, что значительно повышает механические и пластические свойства полученного плотного сварного соединения. Положительные результаты проведенных исследований подтверждают и механические испытания полученного сварного соединения (см. таблицу 2).
Для сравнения на фиг. 4 показана фотография макроструктуры сварного соединения, сварка которого осуществлена по прототипу; на фотографии хорошо видны поры в полученном сварном соединении, размер и количество которых не соответствует нормативным документам.
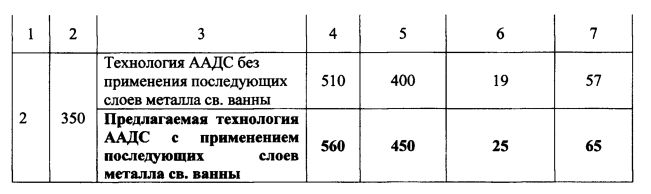
На фиг. 5 представлены фотографии зоны укрупненной структуры между слоями внутри каждого последующего и предыдущего слоев металла сварочной ванны, полученных при заполнении разделки с нарушением указанных режимов (табл. 1) и условий их выполнения (фиг. 1), заявленных в формуле изобретения. Как видно из таблицы 2, такие сварные соединения (сварка по прототипу) имеют более низкие механические свойства.
Таким образом, предложен способ многопроходной автоматической аргонодуговой сварки изделия из низколегированной стали перлитного класса толщиной более 30 мм неплавящимся электродом с подачей присадочной проволоки, в процессе выполнения которого за счет создания наилучших условий раскисления металла сварочной ванны и условий формирования ее макро- и микроструктуры получено сварное соединение, качество которого соответствует нормативным требованиям.
Используя традиционное оборудование автоматической сварки, стандартные сварочные материалы и материалы, рекомендуемые нормативно-техническими документами промышленности, с наименьшими затратами получены сварные соединения, удовлетворяющие высоким требованиям, предъявляемым в атомной промышленности при изготовлении, монтаже и ремонте ответственных конструкций.
В настоящее время предложенный способ опробован на Нововоронежской АЭС-2 и дал положительный результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 1999 |
|
RU2165346C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |

Изобретение относится к способу многопроходной автоматической аргонодуговой сварки изделий из низколегированной стали перлитного класса толщиной более 30 мм и может быть использовано в энергетическом машиностроении, при изготовлении, монтаже и ремонте ответственных металлических конструкций и трубопроводов. По мере послойного заполнения разделки кромок свариваемого изделия выполняют сварку «блокирующих» проходов с применением сварочных материалов с повышенным содержанием раскисляющих легирующих элементов, таких как Si, Mn, Al и т.д. Это позволяет повысить качество сварного соединения, улучшить пластические и прочностные свойства металла сварного шва за счет предотвращения порообразования вплоть до развития реакции «кипения» металла сварочной ванны, исключения газовых включений и формирования равномерной мелкозернистой структуры сварного соединения, используя при этом традиционное сварочное оборудование и стандартные сварочные материалы. 5 ил., 2 табл.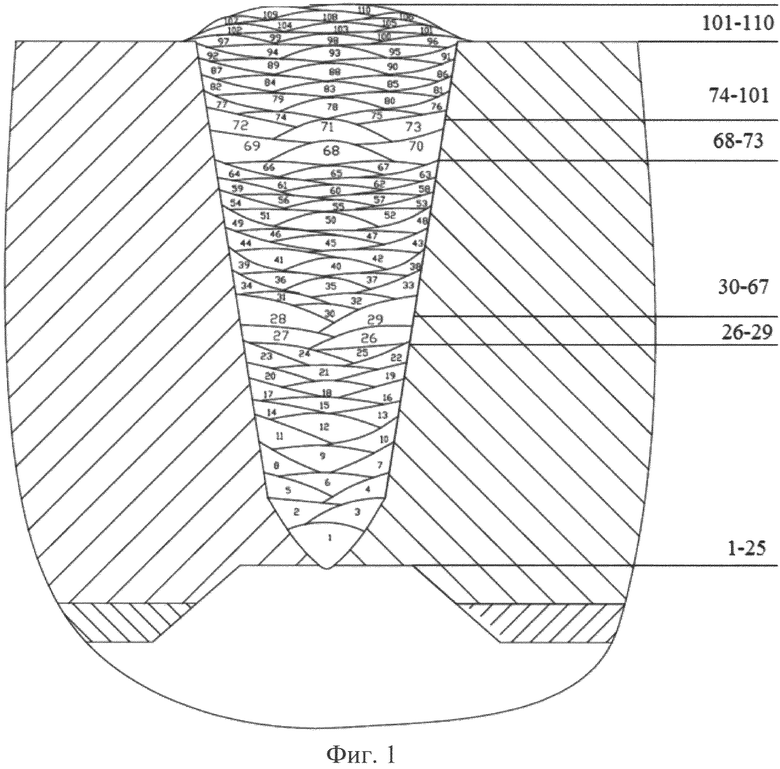
Способ многопроходной автоматической аргонодуговой сварки изделия из низколегированной стали перлитного класса толщиной более 30 мм, включающий разделку кромок свариваемого изделия и сварку неплавящимся электродом с подачей присадочной проволоки, содержащей раскисляющие легирующие элементы, путем последовательного заполнения разделки свариваемого изделия слоями металла, каждый в несколько проходов, до получения сварного соединения, отличающийся тем, что послойное заполнение разделки выполняют с чередованием слоев с различным содержанием раскисляющих легирующих элементов, при этом каждый последующий слой выполняют с использованием присадочной проволоки с более высоким содержанием раскисляющих легирующих элементов, чем содержание раскисляющих легирующих элементов в присадочной проволоке, используемой при выполнении предыдущего слоя, причем каждый предыдущий слой выполняют за не более чем 30-35 проходов, а каждый последующий слой выполняют за 4-6 проходов на погонной энергии, равной 0,8-1,2 погонной энергии сварки проходов каждого предыдущего слоя, при этом проходы каждого последующего слоя выполняют высотой, равной 0,8-1,2 высоты проходов каждого предыдущего слоя.

