Изобретение относится к сварке, а именно к присадочным материалам для односторонней дуговой сварки под флюсом сталей повышенной прочности, и может быть использовано в мостостроении и промышленном строительстве при изготовлении и монтаже строительных конструкций.
Стыковые сварные соединения из низколегированных сталей микролегированных сильными карбидообразующими элементами, например из стали 10ХСНДА или 15ХСНДА, полученные на повышенных погонных энергиях в монтажных условиях, склонны к низкотемпературному охрупчиванию, особенно по зоне сплавления, вследствие локальной напряженности решетки феррита, сегрегации фосфора из сварочного материала (при сварке под кислыми флюсами или электродами с кислой обмазкой) в зону сплавления, формирования сульфидных эвтектик неблагоприятной формы, а также видманштеттовой структуры металла шва и зоны термического влияния (см. Чепрасов Д.П., Иванайский Е.А., Платонов А.С. и др. Свойства монтажных сварных соединений мостовых конструкций из сталей 10ХСНДА и 15ХСНДА // Сварочное производство. -1998.- N 6.-с. 16-19).
Известен стабилизирующий механические свойства сварного соединения и способствующий повышению сопротивляемости зоны сплавления низкотемпературному охрупчиванию при одновременном увеличении как прочности, так и вязкости сварочный материал для дуговой сварки низколегированных высокопрочных сталей, представляющий собой сварочную проволоку и церийсодержащую добавку в виде активного поверхностного покрытия (см. Ульянов В. И. Сварочные проволоки с активным поверхностным //информационное письмо. Серия: сварочные и наплавочные материалы.- Киев., 1990. N27.- с. 2.)
Известен сварочный материал, преимущественно проволока, для дуговой сварки низколегированных высокопрочных сталей, содержащий стальной стержень с легирующими добавками никеля и редкоземельных металлов. Указанные добавки введены в виде многослойного покрытия с попарно чередующимися слоями, причем редкоземельные металлы введены во внутренние слои каждой пары в количестве не менее 20%, а никель в наружные слои в количестве не менее 55% от массы слоя. При этом суммарное количество редкоземельных металлов взято в пределах 0,1-1,5%, а никеля 0,1-3,5% от массы стержня с покрытием (см. авторское свидетельство СССР N 1447619, МКИ4, В 23 К 35/10, 35/365).
Однако приведенные выше сварочные материалы имеют склонность к отслаиванию слоев и, как следствие, нарушению токоподвода в процессе сварки, а также имеют повышенную сложность изготовления и требуют специального оборудования.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является сварочный материал для односторонней дуговой сварки под флюсом, содержащий бескислородную соль щелочного металла, в качестве которой использован фтористый натрий, и рубленую сварочную проволоку (крупку) диаметром 1,0-2,0 мм. Количество бескислородной соли щелочного металла составляет 0,5-0,8% от веса рубленой сварочной проволоки. Стыковое соединение, собранное без разделки кромок с зазором, на всю высоту заполняется сварочным материалом. Сварка производится на медной подкладке с выемкой, покрытой стеклотканью с образованием замкнутого воздушного пространства между выемкой и стеклотканью. При этом толщина стыкового сварного соединения составляет до 20 мм (см. авторское свидетельство СССР N 791482, МКИ3 В 23 К 9/02, 37/06).
Основным недостатком данного сварочного материала является то, что при сварке сталей, микролегированных сильными карбидообразующими элементами, не обеспечивается высокое качество сварки соединения в части хладостойкости сварного соединения по линии сплавления. Низкие значения ударной вязкости при температуре -60oC приводят к образованию холодных трещин.
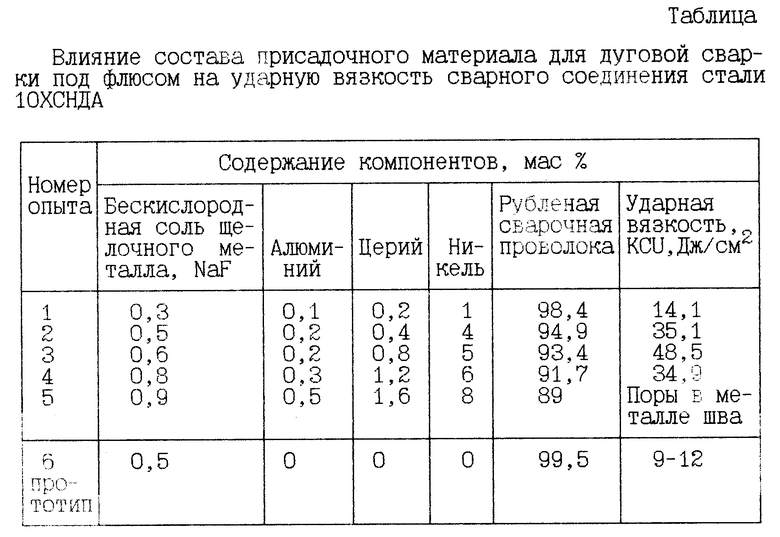
Техническим результатом изобретения является повышение качества сварного соединения путем увеличения ударной вязкости при температуре -60oC при односторонней дуговой сварки изделий из сталей, микролегированных сильными карбидообразующими элементами, типа 10ХСНДА и 15ХСНДА, применяемых в настоящее время для изготовления мостовых конструкций при использовании стандартных сварочных проволок и флюсов (см. таблицу).
Сущность предлагаемого изобретения заключается в том, что присадочный материал для дуговой сварки под флюсом, содержащий бескислородную соль щелочного металла и рубленую сварочную проволоку, дополнительно содержит алюминий, церий и никель при следующем соотношении компонентов, мас.%:
Бескислородная соль щелочного металла - 0,5-0,8
Алюминий - 0,2-0,3
Церий - 0,4-1,2
Никель - 4,0-6,0
Рубленая сварочная проволока - Остальное
Алюминий введен в присадочный материал для дополнительного раскисления металла сварочной ванны. Содержание алюминия ограничено 0,2-0,3%. Меньшее содержание алюминия не оказывает заметного влияния на свойства сварного соединения. Увеличение содержания алюминия свыше 0,3% в наплавленном металле приводит к возникновению большого числа неметаллических включений, а это в свою очередь приводит к снижению ударной вязкости.
Введенный в пределах 0,4-1,2% церий, являясь активным десульфатором, уменьшает количество сульфидной эвтектики ванадия и переводит ее из пленочной в глобулярную форму. Тугоплавкие частицы оксида церия служат дополнительными центрами кристаллизации, что приводит к измельчению дендритной структуры. Кроме того, церий, как сильный карбидообразующий элемент, отнимает на себя часть углерода, уменьшая перлитную составляющую, и повышает тем самым вязкость стали. Это приводит к увеличению хладостойкости сварного соединения сталей, микролегированных сильными карбидообразующими элементами. При содержании церия в присадке менее 0,4% ударная вязкость повышается незначительно. Содержание церия в присадочном материале свыше 1,4% может вызвать появление пор в наплавленном металле, которые в особоответственных конструкциях являются недопустимыми дефектами, поэтому содержание церия следует ограничивать 0,4-1,2% (см. таблицу.).
Дополнительное легирование никелем увеличивает ударную вязкость металла шва и зоны сплавления как при комнатной, так и при пониженной температуре. Ударная вязкость при содержании никеля в присадочном материале 6,0% максимальна, увеличение ее значений при температуре -60oC составляет 1,5-2 раза. Однако это увеличение недостаточно, так как значения ударной вязкости не удовлетворяют требованиям ГОСТ 6713-91 в части обеспечения хладостойкости. Поэтому никель рекомендуется вводить совместно с церием. Введение никеля следует ограничивать 6%, так, как при больших концентрациях в металле шва он увеличивает количество перлитной составляющей и снижает хладостойкость. Количество никеля в присадке менее 4% не оказывает значительного влияния на ударную вязкость (см. таблицу.)
Таким образом, применение предлагаемого присадочного материала для дуговой сварки под флюсом позволяет получить металл шва и зоны сплавления с ударной вязкостью не ниже 29 Дж/см2, то есть удовлетворяющей требованиям ГОСТ 6713-91, вплоть до температуры -60oC.
Пример конкретного выполнения.
Присадочный материал для дуговой сварки под флюсом изготавливается в соответствии с предлагаемым изобретением при следующем содержании компонентов, мас.%: порошок бескислородной соли щелочного металла 0,5-0,8, порошок алюминия 0,2-0,3, порошок церия 0,4-1,2, порошок никеля 4,0-6,0 рубленая сварочная проволока диаметром 1-2 мм, длиной до 2 мм остальное (см. опыт 2,3,4, таблицы), или изготавливается в соответствии с прототипом (см. опыт 6 таблицы), или в соответствии с присадочным материалом, состав которого количественно отличается от заявляемого состава материала (см. опыт 1 и 5 таблицы). При этом марка рубленой проволоки совпадает с маркой проволоки, которой ведут сварку. Изготавливается присадочный материал для дуговой сварки под флюсом непосредственно перед сваркой путем тщательного перемешивания компонентов и хранится в закрытом сосуде. Приготовленный присадочный материал должен быть использован в течение суток. Присадочный материал засыпается в зазор на всю его высоту непосредственно перед сваркой. Автоматическая дуговая сварка под флюсом соединений производится в один проход.
Выполнялось стыковое сварное соединение стали 10ХСНДА толщиной 12 мм в щелевую рзделку. Соединение собиралось без разделки кромок с зазором. Ширина зазора 8-10 мм. После сборки стык на всю высоту заполняется присадочным материалом.
Сварка выполнялась под слоем флюса на медной подкладке. Из сварного соединения согласно требованиям ГОСТ 6696-88 изготавливались ударные образцы размером 10 x 10 мм с U-образным надрезом. Надрез наносился по линии сплавления. Ударная вязкость сварного соединения не должна быть менее 29 Дж/см2 вплоть до температуры -60oC на основании ГОСТ 6713-91. В металле шва непровары, поры, неметаллические включения являются недопустимыми дефектами. Использовалась стандартная сварочная проволока Св-10НМА (ГОСТ 2246-70,) и флюс АН47 (ГОСТ 9087-81).
Состав присадочного материала и ударная вязкость по линии сплавления при -60oC приведены в таблице. Из таблицы следует, что оптимальному содержанию компонентов присадочного материала соответствуют повышенные значения ударной вязкости (34,9-48, 5 Дж/см2).
Таким образом предлагаемое изобретение обеспечивает повышение качества сварного соединения путем увеличения ударной вязкости при температуре -60oC при односторонней дуговой сварке изделий из сталей, микролегированных сильными карбидообразующими элементами, типа 10ХСНДА и 15ХСНДА, применяемых в настоящее время для изготовления мостовых конструкций при использовании стандартных сварочных проволок и флюсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| ПОКРЫТИЕ ЭЛЕКТРОДА ДЛЯ СВАРКИ | 2002 |
|
RU2230643C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗОН КОЛЬЦЕВЫХ КАНАВОК ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2148750C1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ПЛАКИРОВАНИЯ СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2237558C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПРИСАДОЧНОГО МАТЕРИАЛА ДЛЯ ДУГОВОЙ СВАРКИ | 2014 |
|
RU2574930C2 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО МАТЕРИАЛА | 1999 |
|
RU2154550C1 |
| Способ получения сварного соединения стальных деталей, стойкого к электрохимической коррозии | 2017 |
|
RU2688023C2 |
Изобретение относится к области сварки, в частности к присадочным материалам, применяемым при дуговой сварке под флюсом, преимущественно при стыковой однопроходной сварке. Материал содержит следующие компоненты, мас. %: бескислородная соль щелочного металла 0,5-0,8, алюминий 0,2-0,3, церий 0,4-1,2, никель 4,0-6,0, рубленая сварочная проволока остальное. Дополнительное легирование материала алюминием, церием и никелем позволяет повысить хладостойкость металла шва и зоны сплавления, уменьшить количество неметаллических включений и перевести их из пленочной в глобулярную форму. Техническим результатом изобретения является повышение хладостойкости сварных соединений изделий из сталей, микролегированных сильными карбидообразующими элементами, типа 10ХСНДА и 15ХСНДА, полученных однопроходной дуговой сваркой, при использовании стандартных проволок и флюсов. 1 табл.
Присадочный материал для сварки под флюсом, содержащий бескислородную соль щелочного металла и рубленую сварочную проволоку, отличающийся тем, что он дополнительно содержит алюминий, церий и никель при следующем соотношении компонентов, мас.%:
Бескислородная соль щелочного металла - 0,5 - 0,8
Алюминий - 0,2 - 0,3
Церий - 0,4 - 1,2
Никель - 4,0 - 6,0
Рубленая сварочная проволока - Остальное
| Способ односторонней дуговой сварки | 1978 |
|
SU791482A1 |
| Сварочный материал | 1986 |
|
SU1447619A1 |
| СВАРОЧНАЯ ПРОВОЛОКА | 0 |
|
SU254688A1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ СВАРКИ И ПАЙКИ | 1989 |
|
RU2023561C1 |

