Изобретение относится к сварочному производству и может быть использовано при изготовлении толстостенных стальных конструкций, в частности электросварных труб большого диаметра (ТБД), при необходимости обеспечения высоких механических характеристик сварных соединений при отрицательных температурах.
Способ изготовления ТБД включает выполнение сплошного технологического (сборочного) шва автоматической сваркой в смеси защитных газов, внутреннего и наружного швов многодуговой сваркой под слоем керамического флюса. Высокие механические характеристики сварных соединений при испытании на ударный изгиб в условиях отрицательных температур достигаются за счет легирования металла шва, регулирования скоростей охлаждения зоны термического влияния (ЗТВ) при выполнении сварного соединения толстостенных труб, а высокая производительность процесса – за счет использования автоматической многодуговой сварки под слоем керамического флюса при выполнении внутренних и наружных швов.
При изготовлении толстостенных сварных конструкций широкое применение находит многопроходная сварка. Известны различные способы однодуговой сварки плавящимся и неплавящимся электродом в среде защитного газа.
Известен способ получения сварного соединения без трещин, как в шве, так и в околошовной зоне конструкций из мартенситно-стареющих сталей из патента RU 2158668. Первый проход выполняют аргонодуговой сваркой неплавящимся электродом, второй и последующие проходы – плавящимся электродом в смеси защитных газов.
Известен способ многопроходной сварки в щелевую разделку кромок легированной стали с газовой защитой двумя концентричными потоками из патента RU 2233211. Сварку ведут на режимах, исключающих мартенситное превращение в зоне термического влияния.
Известен способ создания тройникового соединения на отключенном участке магистрального трубопровода из патента RU 2598764. Перед сваркой изделие подвергают предварительному подогреву, после чего выполняют прихватки ручной аргонодуговой сваркой, затем корневой и заполняющие швы многопроходной дуговой сваркой в среде защитных газов.
Наиболее близким аналогом к заявляемому изобретению является способ дуговой сварки многопроходных соединений, известный из патента RU 2252116. Повышение качества сварных соединений достигается за счет исключения образования закалочных структур сварного соединения при дуговой сварке в углекислом газе посредством управления термическим циклом сварки.
Однако указанные выше способы имеют низкую производительность процесса, в ряде случаев необходимость подогрева изделия перед сваркой и невысокий КПД процесса сварки применительно к аргонодуговой сварке.
Недостатком существующей технологии сварки толстостенных ТБД, выполняемой за два прохода – один внутренний и один наружный шов – является низкая скорость охлаждения зоны термического влияния и, как следствие, формирование структур, имеющих неудовлетворительные механические свойства при испытаниях на ударный изгиб.
Технической проблемой, на решение которой направлено заявляемое изобретение, является разработка эффективного технологического процесса сварки толстенных электросварных прямошовных ТБД из стали марки DNV SAWL 485 FD, обеспечивающего высокие механические характеристики при испытании на ударный изгиб в условиях отрицательных температур, а также высокую производительность процесса.
Техническим результатом заявляемого изобретения является решение заявленной технической проблемы.
Заявленный технический результат достигается тем, что в способе изготовления толстостенных электросварных труб большого диаметра из стали марки DNV SAWL 485 FD осуществляют разделку кромок, выполняют корневой шов, после чего выполняют внутренний шов многодуговой сваркой с использованием четырёх сварочных дуг за один проход, наружный шов выполняют многодуговой сваркой с использованием четырёх сварочных дуг в по крайней мере три прохода, между проходами поверхность шва очищают от шлаковой корки, корневой шов, внутренний шов и по крайней мере один проход наружного шва выполняют по центру шва, последние два прохода наружного шва выполняют со смещением относительно центра шва, при этом используют автоматическую многодуговую сварку под слоем флюса с использованием сварочной проволоки с легирующими элементами, при этом многодуговую сварочную головку ориентируют в положение, когда все электрические дуги горят в одну общую сварочную ванну.
Технический результат достигается тем, что в отличие от известного способа сварки толстостенных ТБД, включающего поочередную автоматическую многодуговую сварку под слоем керамического флюса внутреннего и наружного швов, согласно заявляемому техническому решению многодуговая сварка внутреннего шва выполняется за один проход, а многодуговая сварка наружного шва выполняется в несколько проходов, при этом для каждого прохода режим сварки определяется из условия обеспечения оптимальных скоростей охлаждения зоны термического влияния (ЗТВ) сварного соединения, что приводит к уменьшению величины зерна и формированию благоприятной структуры на участке перегрева ЗТВ. Для достижения в заявляемом техническом решении требуемых механических характеристик металла шва сварного соединения трубы выполняется его комплексное легирование Mn, Si, Ti, B и Ni в количестве, определяемом в зависимости от требуемого уровня хладостойкости. Высокая производительность процесса сварки продольного сварного соединения толстенной трубы обеспечивается использованием автоматической многодуговой сварки под слоем флюса. Сварка производится с двух сторон, между проходами поверхность шва тщательно очищается от шлаковой корки. Корневой шов и заполняющие проходы (кроме двух последних) выполняются по центру, последние проходы со смещением относительно центра для обеспечения равномерного перехода от основного металла к металлу шва.
Заявляемое изобретение поясняется с помощью фиг. 1-3, на которых изображено:
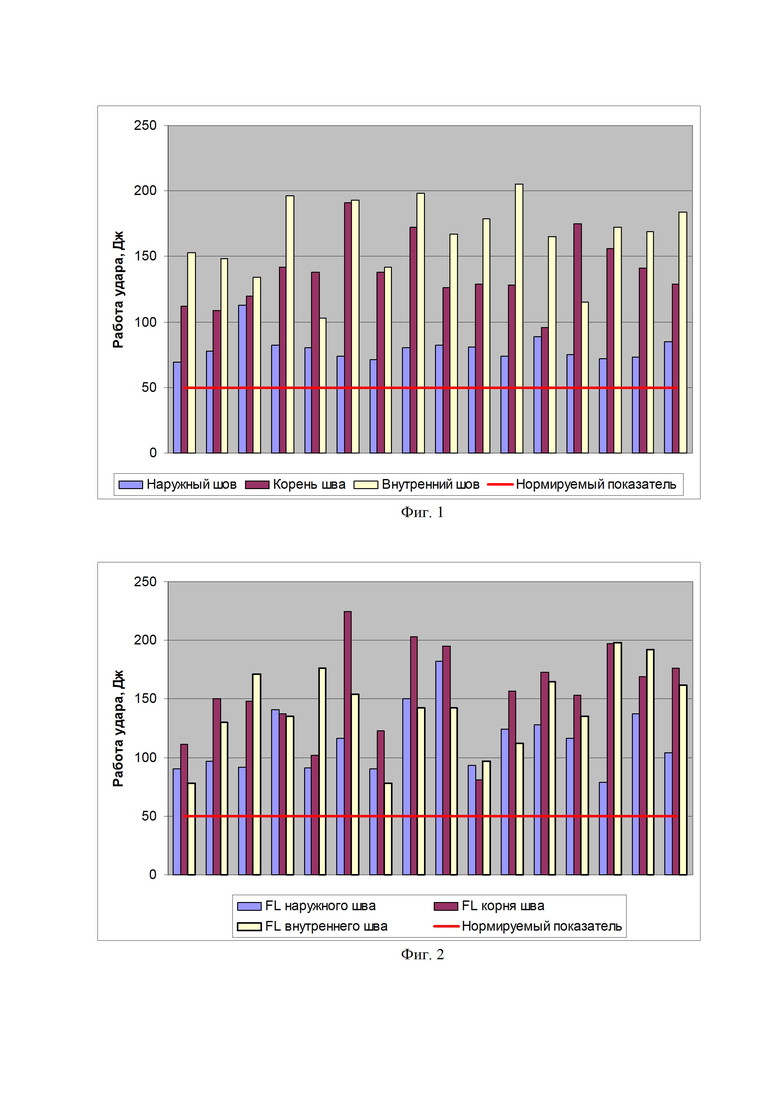
Фиг. 1 – результаты испытаний на ударный изгиб многопроходного сварного соединения трубы внутренним диаметром 1153 мм, толщиной стенки 41,0 мм из стали марки DNV SAWL 485 FD с надрезом по металлу наружного, внутреннего швов и корня;
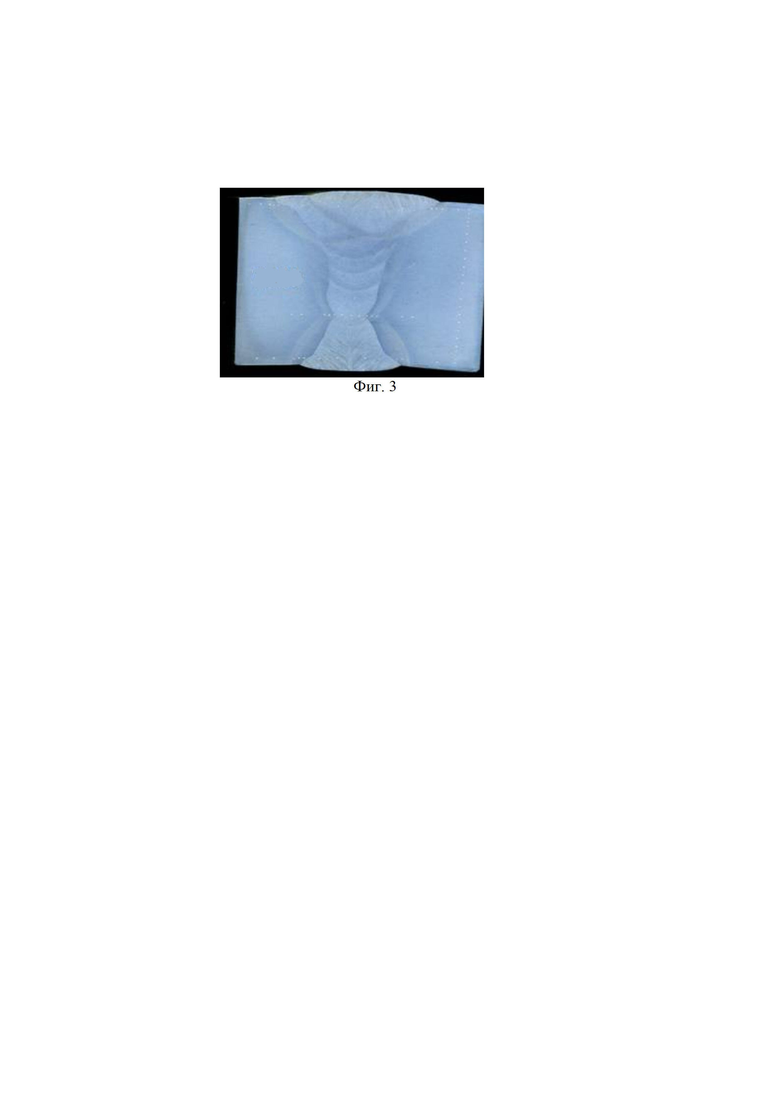
Фиг. 2 – результаты испытаний на ударный изгиб многопроходного сварного соединения трубы внутренним диаметром 1153 мм, толщиной стенки 41,0 мм из стали марки DNV SAWL 485 FD с надрезом по FL (50 % металла шва / 50 % ЗТВ) наружного, внутреннего швов и корня;
Фиг. 3 – Микрошлиф многопроходного сварного соединения трубы внутренним диаметром 1153 мм, толщиной стенки 41,0 мм из стали марки DNV SAWL 485 FD.
Способ осуществляют следующим образом.
Трубную заготовку готовят в сварке и осуществляют разделку кромок в зависимости от толщины стенки. Затем выполняют корневой шов и внутренний шов многодуговой сваркой за один проход. Наружный шов выполняют многодуговой сваркой по крайней мере за три прохода, при этом используют автоматическую многодуговую сварку с использование четырёх дуг под слоем флюса с использованием сварочной проволоки с легирующими элементами.
Между проходами поверхность шва очищают от шлаковой корки. Корневой шов, внутренний шов и по крайней мере один проход наружного шва выполняют по центру шва, последние два прохода наружного шва выполняют со смещением относительно центра шва.
При этом многодуговую сварочную головку ориентируют в положение, когда все электрические дуги горят в одну общую сварочную ванну для регулирования скоростей охлаждения зоны термического влияния. Скорость охлаждения зоны термического влияния определяют по аналитическим зависимостям, в которые входят следующие параметры: мощность сварочной дуги (сварочных дуг), толщина стенки, теплофизические свойства свариваемого материала.
Оптимальная скорость охлаждения для каждого материала может отличаться и определяется опытным путем при построении диаграмм нагрева-охлаждения.
Предлагаемый способ опробован при изготовлении партии труб с внутренним диаметром 1153 мм и толщиной стенки 41,0 мм из стали марки DNV SAWL 485 FD. Разделка кромок под сварку для данного типоразмера выполнена из расчета выполнения внутреннего шва за один проход, наружного шва за семь проходов, включая корневой шов.
Специалисту понятно, что количество швов будет зависеть от толщины и диаметра трубной заготовки.
Для обеспечения высокой производительности и удовлетворительного формирования шва сварка выполняется четырьмя дугами. Параметры режимов сварки под слоем флюса и межслойная температура определены таким образом, чтобы на каждом проходе обеспечить оптимальную скорость охлаждения ЗТВ сварного соединения для получения требуемой структуры и механических характеристик. Параметры режимов сварки под слоем флюса внутренних и наружных швов, и скорости охлаждения ЗТВ сварных соединений представлены в таблице 1. Сварочные материалы приведены в таблице 2.
Таблица 1 – Режимы автоматической сварки под слоем керамического флюса внутренних и наружных швов, и скорости охлаждения ЗТВ сварных соединений.
1) – Погонная энергия определена с принятым КПД процесса сварки равным 1.
2) – Скорость охлаждения ЗТВ определена по известной зависимости [Рыбаков, А.А. Влияние химического состава микролегированной стали и скорости охлаждения металла ЗТВ сварных соединений труб на его структуру и ударную вязкость / А.А. Рыбаков, Т.Н. Филипчук, В.А. Костин, В.В. Жуков // Автоматическая сварка. – 2013. – №9. – С. 10-18] с допущением, что энергия сварки определяется как сумма энергий всех дуг многодугового процесса.
Таблица 2 – Сварочные материалы, используемые для многопроходной многодуговой сварки под слоем флюса труб с внутренним диаметром 1153 мм, толщиной стенки 41,0 мм из стали марки DNV SAWL 485 FD.
ТУ 5929-002-00186654-2015
(все проходы)
Микрошлиф сварного соединения и результаты механических испытаний на ударный изгиб проводились при температуре минус 48 °С.
Используемые сварочные материалы и полученные скорости охлаждения ЗТВ сварного соединения способствуют формированию оптимальной структуры металла шва и ЗТВ, характеризующейся высокими механическими характеристиками при испытаниях на ударный изгиб при температуре минус 48 °С. Результаты испытаний различных зон сварного соединения по ISO 148 (боек 2 мм) представлены на фиг. 1-2. Микрошлиф сварного соединения представлен на фиг. 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электросварных труб диаметром от 508 до 1422 мм с толщиной стенки от 6 до 20 мм из аустенитных марок стали | 2022 |
|
RU2787204C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ производства прямошовных труб большого диаметра из низколегированной стали | 2022 |
|
RU2792989C1 |
| Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра | 2016 |
|
RU2632496C1 |
| Способ ремонта основных швов электросварных труб диаметром от 508 до 2520 мм с толщиной стенки от 6 до 50 мм из аустенитных марок стали (варианты) | 2024 |
|
RU2836727C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| Способ сварки продольного шва труб большого диаметра | 1986 |
|
SU1428557A1 |
Изобретение относится к способу многодуговой многопроходной сварки электросварных труб большого диаметра. Изготавливают трубы из стали марки DNV SAWL 485 FD. Осуществляют разделку кромок. Выполняют корневой шов, после чего выполняют внутренний шов многодуговой сваркой четырьмя сварочными дугами за один проход. Наружный шов выполняют многодуговой сваркой четырьмя сварочными дугами в по крайней мере три прохода. Между проходами поверхность шва очищают от шлаковой корки. Корневой шов, внутренний шов и по крайней мере один проход наружного шва выполняют по центру шва, последние два прохода наружного шва выполняют со смещением относительно центра шва. При этом используют автоматическую многодуговую сварку под слоем флюса сварочной проволокой с легирующими элементами. Многодуговую сварочную головку ориентируют в положение, когда все электрические дуги горят в одну общую сварочную ванну. Техническим результатом изобретения является обеспечение высоких механических характеристик при испытании на ударный изгиб в условиях отрицательных температур. 1 з.п. ф-лы, 3 ил., 2 табл.
1. Способ изготовления толстостенных электросварных труб большого диаметра из стали марки DNV SAWL 485 FD, характеризующийся тем, что осуществляют разделку кромок, выполняют корневой шов, после чего выполняют внутренний шов многодуговой сваркой за один проход с использованием четырёх сварочных дуг, а наружный шов выполняют многодуговой сваркой с использованием четырёх сварочных дуг в по крайней мере три прохода, причем между проходами поверхность шва очищают от шлаковой корки, при этом корневой шов, внутренний шов и по крайней мере один проход наружного шва выполняют по центру шва, а последние два прохода наружного шва выполняют со смещением относительно центра шва, при этом используют автоматическую многодуговую сварку под слоем флюса сварочной проволокой с легирующими элементами, причем многодуговую сварочную головку ориентируют в положение с обеспечением горения всех электрических дуг в одну общую сварочную ванну.
2. Способ по п.1, отличающийся тем, что используют сварочную проволоку с легирующими элементами Mn, Si, Ti, B и Ni.
| СПОСОБ ДУГОВОЙ СВАРКИ МНОГОПРОХОДНЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2252116C2 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ сварки продольного шва труб большого диаметра | 1986 |
|
SU1428557A1 |
| US 3931489 A1, 06.01.1976 | |||
| US 3544752 A1, 01.12.1970. | |||

