Изобретение относится к способу получения упаковочной стали из холоднокатаной листовой стали согласно родовому понятию пункта 1 формулы изобретения.
Из публикации СН 469810 известны тонкостенное стальное изделие в листовой или полосовой форме и способ его получения, который можно применять для получения луженой листовой стали с повышенной прочностью. Стальное изделие изготовлено из нелегированной стали с содержанием углерода, лежащим в диапазоне от 0,03 масс.% до 0,25 масс.%, и имеет содержание марганца в диапазоне от 0,2 масс.% до 0,6 масс.% и содержание кремния менее 0,011 масс.%. Стальное изделие отличается по меньшей мере частично состоящей из мартенсита и феррита микроструктурой и обладает пределом прочности при растяжении, равным по меньшей мере 6328 кг/см2, и разрывным удлинением, равным по меньшей мере 1,5%. Для придания этих свойств стальное изделие вначале нагревают в печи до температуры, превышающей температуру A1, а затем быстро охлаждают в ванне с водой.
К свойствам металлических материалов для производства упаковок предъявляют все более и более высокие требования, в частности, в отношении их формуемости и прочности, а также в отношении их коррозионной стойкости. Однако из автомобилестроения известны так называемые двухфазные стали, которые имеют многофазную структуру, состоящую по существу из мартенсита и феррита или бейнита, и которые имеют, с одной стороны, высокую прочность на разрыв, а с другой стороны, высокое разрывное удлинение. Такая двухфазная сталь с пределом текучести, равным по меньшей мере 580 МПа, и разрывным удлинением А80, равным по меньшей мере, 10%, известна, например, из публикации WO 2009/021898 А1. Благодаря комбинации свойств материала у таких двухфазных сталей с высокой прочностью и хорошей формуемостью, эти двухфазные стали пригодны, в частности, для производства конструктивных элементов, имеющих сложную форму и выдерживающих высокие нагрузки, которые необходимы, например, в области производства кузовов автомобилей.
Сплав известных двухфазных сталей, как правило, состоит из мартенсита, доля которого лежит в диапазоне от 20% до 70%, и необязательной доли остаточного аустенита, а также феррита и/или бейнита. Хорошая формуемость двухфазных сталей обеспечивается относительно мягкой ферритной фазой, а высокая прочность достигается за счет включенных в ферритную матрицу твердых мартенситных и бейнитных фаз. Желаемые свойства формуемости и прочности в случае двухфазных сталей можно регулировать в широких пределах за счет состава сплава. Так, например, посредством добавления кремния можно повысить прочность за счет упрочнения феррита или бейнита. Посредством добавления марганца можно положительно влиять на образование мартенсита, а он может препятствовать образованию перлита. Добавление алюминия, титана и бора также может повысить прочность. Кроме того, добавление алюминия приводит к дезоксидации и к связыванию необязательно содержащегося в стали азота. Для образования многофазной структуры сплава двухфазные стали подвергают рекристаллизационной (или аустенитизирующей) термической обработке, во время которой полосовую сталь нагревают и затем охлаждают до таких температур, при которых образуется желаемая многофазная структура сплава с по существу ферритно-мартенситной структурой. Обычно холоднокатаные стальные полосы по производственным причинам подвергают рекристаллизационному отжигу способом непрерывного отжига в печи для отжига, при этом параметры печи для отжига, такие как, например, пропускная скорость, температура отжига и скорость охлаждения, регулируют в соответствии с необходимой структурой и желаемыми свойствами материала.
Из публикации DE 102006054 300 А1 известны высокопрочная двухфазная сталь и способ ее получения, причем в способе получения холодно- или горячекатаную полосовую сталь подвергают непрерывному рекристаллизационному отжигу в методической печи для отжига при температуре в диапазоне от 820°С до 1000°С и затем отожженную полосовую сталь охлаждают от этой температуры со скоростью охлаждения от 15°С до 30°С в секунду.
Для применения в качестве упаковочной стали двухфазные стали, известные из автомобилестроения, как правило, непригодны, поскольку они очень дороги, в частности, из-за высокого содержания легирующих элементов, таких как марганец, кремний, хром и алюминий, и поскольку, например, при применении в качестве упаковочной стали в области пищевой промышленности нельзя использовать некоторые из известных легирующих элементов, так как необходимо исключить загрязнение пищевых продуктов из-за диффузии компонентов сплава в содержимое банки. Кроме того, многие известные двухфазные стали обладают настолько высокой прочностью, что их невозможно обрабатывать посредством холодной прокатки в установках, которые обычно используют для производства упаковочной стали.
Кроме того, упаковочная сталь должна обладать высокой коррозионной стойкостью и хорошей устойчивостью к кислотам, так как содержимое упаковок, изготовленных из упаковочной стали, например, банок для напитков и пищевых продуктов, часто содержит кислоты. Поэтому упаковочная сталь содержит металлическое покрытие в качестве антикоррозионного защитного слоя. Качество этого антикоррозионного защитного слоя зависит по существу от его сцепления с поверхностью листовой стали. Для повышения коррозионной стойкости покрытия и сцепления антикоррозионного защитного слоя с поверхностью при производстве луженой листовой стали гальванически нанесенное на листовую сталь покрытие из олова после осуществления процесса нанесения покрытия оплавляют. Для этого гальванически осажденное на стальную полосу покрытие нагревают до температуры, лежащей немного выше температуры плавления материала покрытия (в случае покрытия из олова, например, до 240°С), и затем быстро охлаждают в ванне с водой. За счет оплавления покрытия поверхность покрытия приобретает блестящий внешний вид, а пористость слоя железо-оловянного сплава, лежащего между покрытием и листом стали, снижается, за счет чего повышается его коррозионная стойкость и снижается проницаемость для агрессивных веществ, например, для органических кислот.
Исходя из этого, задачей настоящего изобретения является получение высокопрочной упаковочной стали с хорошей формуемостью и высокой коррозионной стойкостью и обеспечение как можно более энергетически эффективного способа ее получения.
Эти задачи решены за счет способа с признаками по пункту 1 формулы изобретения и листовой стали с признаками по пункту 18 формулы изобретения. Предпочтительные примеры осуществления способа и листовой стали приведены в зависимых пунктах формулы изобретения.
Листовую сталь по настоящему изобретению для применения в качестве упаковочной стали производят из низколегированной и холоднокатаной стали с содержанием углерода менее 0,1%. Если в контексте настоящего изобретения речь идет о листовой стали, то под этим понимают полосовую сталь. Листовая сталь по настоящему изобретению, кроме низкого содержания углерода, отличается низкими концентрациями других легирующих компонентов. Сталь, из которой изготовлена листовая сталь по настоящему изобретению, может быть холоднокатаной нелегированной или низколегированной сталью. Низколегированными сталями в контексте настоящего изобретения называют стали, в которых ни один легирующий элемент не имеет средней концентрации, превышающей 5 масс.%. Сталь, используемая для производства листовой стали по настоящему изобретению, в частности, содержит менее 0,5 масс.% и предпочтительно менее 0,4 масс.% марганца, менее 0,04 масс.% кремния, менее 0,1 масс.% алюминия и менее 0,1 масс.% хрома. Сталь может содержать легирующие добавки бора и/или ниобия и/или титана для повышения прочности, при этом содержание бора предпочтительно лежит в диапазоне от 0,001 масс.% до 0,005 масс.%, а содержание ниобия или титана - в диапазоне от 0,005 масс.% до 0,05 масс.%. Однако предпочтительны при этом массовые доли Nb менее 0,03%.
На листовую сталь вначале наносят металлический антикоррозионный защитный слой. Антикоррозионный защитный слой может быть, например, покрытием из олова, цинка, алюминия, хрома и/или цинка/никеля. Покрытие может быть электролитически нанесено на одну или на обе основные поверхности листовой стали.
Для формирования многофазной структуры сплава и для оплавления нанесенного покрытия сталь с покрытием вначале подвергают рекристаллизационному отжигу со скоростью нагрева, превышающей 75 К/с, до температур, превышающих 700°С, и после рекристаллизационного отжига быстро охлаждают. Быстрое охлаждение осуществляют с высокой скоростью для обеспечения повышенной твердости стали. Для этого охлаждение производят со скоростью охлаждения, равной по меньшей мере 100 К/с. Рекристаллизационный отжиг целесообразно проводить при температурах, превышающих температуру перехода А1. За счет рекристаллизационной термической обработки с максимальной температурой Tmax>Ас1 происходит аустенитизация стали, а последующее быстрое охлаждение приводит к образованию многофазной структуры стали, которая содержит феррит и по меньшей мере один из структурных компонентов - мартенсит, бейнит и/или остаточный аустенит. Обработанная таким образом листовая сталь обладает пределом прочности на разрыв, равным по меньшей мере 500 МПа, и разрывным удлинением, превышающим 6%.
По настоящему изобретению во время рекристаллизационного отжига листовой стали с покрытием антикоррозионное покрытие оплавляют, чтобы за счет этого повысить коррозионную стойкость покрытия и улучшить сцепление с поверхностью листовой стали. Для оплавления покрытия листовую сталь с покрытием во время рекристаллизационного отжига по меньшей мере на короткое время нагревают до максимальной температуры, которая превышает температуру плавления материала покрытия. Она составляет, например, в случае луженой листовой стали (белой жести) 232°С, в случае оцинкованной листовой стали - 419°С и в случае листовой стали с алюминиевым покрытием - 660°С.
Оказалось, что наиболее подходящим для получения упаковочной стали по настоящему изобретению является рекристаллизационный (или аустенитизирующий) отжиг листовой стали с покрытием с использованием электромагнитной индукции. Неожиданно было обнаружено, что можно исключить добавление легирующих компонентов, которые обычно содержатся в двухфазных сталях, например - добавление марганца (массовая доля которого в известных двухфазных сталях обычно лежит в диапазоне от 0,8% до 2,0%), кремния (массовая доля которого в известных двухфазных сталях обычно лежит в диапазоне от 0,1% до 0,5%) и алюминия (который обычно добавляют в известные двухфазные стали с массовой долей до 0,2%), если холоднокатаную листовую сталь с содержанием углерода менее 0,1 масс.% вначале подвергнуть рекристаллизационному (или аустенитизирующему) отжигу со скоростью нагрева, превышающей 75 К/с, с использованием электромагнитной индукции и затем быстро охладить с высокой скоростью охлаждения, равной по меньшей мере 100 К/с.
Неожиданно обнаруженное влияние индукционного нагрева на формирование и расположение мартенситной фазы в индукционно отожженной полосовой стали можно объяснить следующим образом: ферромагнитные вещества не намагничены в отсутствие внешнего магнитного поля. Однако внутри этих веществ имеются зоны (домены Вейсса), которые и в отсутствие внешних магнитных полей намагничены до насыщения. Домены Вейсса разделены стенками Блоха. При наложении внешнего магнитного поля вначале разрастаются благоприятно ориентированные и энергетически предпочтительные домены Вейсса за счет соседних доменов. Стенки Блоха при этом сдвигаются. Изменение направления спинов электронов при этом происходит не одновременно, вначале изменяют свое направление спины на границах доменов Вейсса. При дальнейшем усилении поля направление намагничивания поворачивается по направлению поля до тех пор, пока во всех доменах оно не совпадет с направлением внешнего магнитного поля и не будет достигнуто насыщение. Кроме того, известно, что магнитное поле может влиять на движение дислокаций в отсутствие приложенных внешних механических напряжений. Представляется вероятным, что стенки Блоха при смещении захватывают с собой атомы углерода и/или дислокации. За счет этого углерод и/или дислокации собираются в определенных зонах, в которых затем после отжига и быстрого охлаждения образуется мартенсит.
В случае листовой стали речь идет о тонкой или особо тонкой листовой стали, которую способом холодной прокатки прокатывают до конечной толщины. Под тонкой листовой сталью при этом понимают листовую сталь с толщиной менее 3 мм, а особо тонкая листовая сталь имеет толщину менее 0,5 мм.
Далее изобретение будет описано более подробно на основании примера его осуществления.
Для получения примеров осуществления листовой стали по настоящему изобретению для применения в качестве упаковочной стали использовали полученные посредством непрерывного литья, подвергнутые горячей прокатке и намотанные на катушку стальные полосы из сталей следующего состава:
- С: не более 0,1%;
- N: не более 0,02%;
- Μη: не более 0,5%, предпочтительно менее 0,4%;
- Si: не более 0,04%, предпочтительно менее 0,02%;
- Al: не более 0,1%, предпочтительно менее 0,05%;
- Cr: не более 0,1%, предпочтительно менее 0,05%;
- Р: не более 0,03%;
- Сu: не более 0,1%;
- Ni: не более 0,1%;
- Sn: не более 0,04%;
- Мо: не более 0,04%;
- V: не более 0,04%;
- Ti: не более 0,05%, предпочтительно менее 0,02%;
- Nb: не более 0,05%, предпочтительно менее 0,02%;
- В: не более 0,005%;
- и остальные легирующие компоненты и примеси: не более 0,05%,
- остальное - железо.
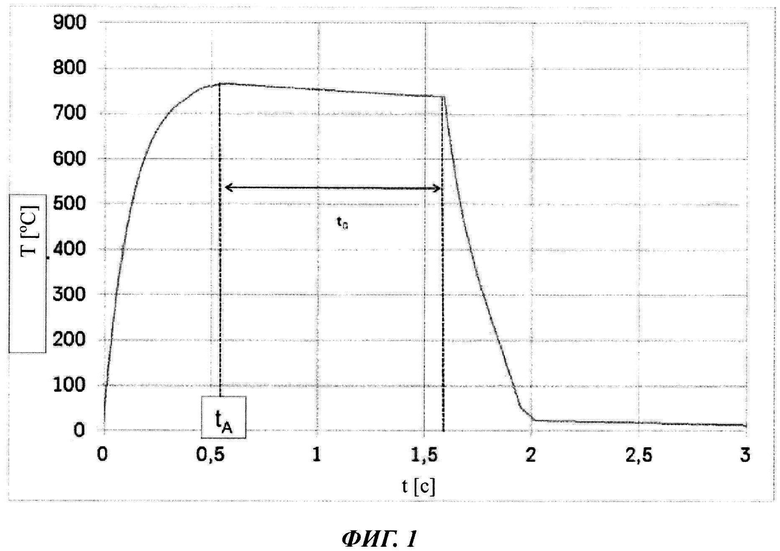
Такую листовую сталь вначале подвергали холодной прокатке со снижением толщины в диапазоне от 50% до 96% до конечной толщины порядка 0,5 мм, а затем в установке для лужения полосовой стали электролитически наносили на нее покрытие из олова. После нанесения покрытия листовую сталь с покрытием подвергали рекристаллизационному отжигу в индукционной печи посредством индукционного нагрева. При этом, например, для образца размером 20×30 использовали индукционную катушку с мощностью 50 кВт при частоте f=200 кГц. График отжига приведен на Фиг. 1. Как можно видеть из графика отжига, приведенного на Фиг. 1, стальная полоса за очень короткое время нагрева tA, которое обычно лежало в диапазоне от примерно 0,5 с до примерно 10 с, нагревалась до максимальной температуры Tmax, превышавшей температуру Α1 (Т(А1)≈725°С). Максимальная температура Tmax лежит ниже температуры фазового перехода Tf для ферромагнитного фазового перехода (Tf≈770°С). Затем температуру стальной полосы в течение времени отжига tG, равного примерно 1 с, поддерживали на уровне, превышавшем А1-температуру. В течение этого времени отжига tG стальная полоса немного охлаждалась от максимальной температуры Tmax, равной, например, 750°С, до А1-температуры (примерно 725°С). После этого стальную полосу посредством охлаждения текучей средой, которое можно обеспечить, например, посредством охлаждения водой или охлаждения воздухом, в течение времени охлаждения, равного примерно 0,25 с, охлаждали до комнатной температуры (примерно 23°С). После охлаждения в случае необходимости можно провести дрессирование листовой стали с покрытием.
Затем обработанную таким образом листовую сталь исследовали на прочность и разрывное удлинение. В сравнительных опытах удалось показать, что во всех случаях разрывное удлинение превышало 6% и, как правило, превышало 10%, и что предел прочности при растяжении составлял по меньшей мере 500 МПа, а во многих случаях были обнаружены даже пределы прочности при растяжении в диапазоне от 600 МПа до 800 МПа.
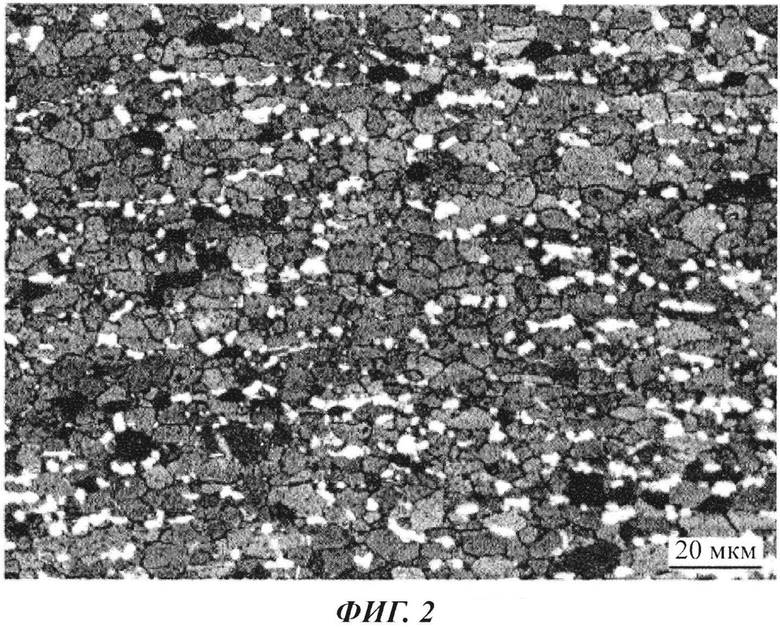
Посредством цветного гальванического травления по Клемму удалось показать, что листовые стали, обработанные по настоящему изобретению, обладают структурой сплава, которая содержит феррит в качестве мягкой фазы и мартенсит, а также при определенных условиях бейнит и/или остаточный аустенит в качестве твердой фазы. На Фиг. 2 изображен поперечный шлиф структуры после цветного гальванического травления по Клемму, причем области, окрашенные в белый цвет, представляют мартенситную фазу, а области, окрашенные в синий или коричневый цвет, представляют ферритную фазу. Обнаруживается строчное расположение высокотвердой фазы (мартенсит/бейнит).
Посредством сравнительных опытов удалось показать, что наилучшие результаты в отношении прочности и формуемости получают, если скорость нагрева во время рекристаллизационного индукционного отжига лежит в диапазоне от 200 К/с до 1200 К/с, и если рекристаллизационно отожженную стальную полосу затем охлаждают со скоростью охлаждения, превышающей 100 К/с. С технологической точки зрения при этом целесообразны скорости охлаждения в диапазоне от 350 К/с до 1000 К/с, так как при этом можно исключить требующее дорогой аппаратуры водное или масляное охлаждение и осуществлять охлаждение с помощью охлаждающего газа, например, воздуха. Однако наилучшие результаты в отношении свойств материала получают при использовании водного охлаждения со скоростями охлаждения, превышающими 1000 К/с. Слишком высокие скорости охлаждения создают опасность появления трещин и искривления листовой стали во время быстрого охлаждения.
Поскольку во время рекристаллизационного отжига полосовую сталь с покрытием нагревают до температур, превышающих температуру плавления (оловянного) покрытия, то антикоррозионное покрытие во время отжига оплавляется. Это приводит к повышению коррозионной стойкости и кислотостойкости покрытия и к улучшенному сцеплению покрытия с поверхностью листовой стали. Улучшенное сцепление обусловлено при этом образованием тонкого (по сравнению с толщиной покрытия) и очень плотного слоя сплава между поверхностью листовой стали и покрытием, который состоит из атомов железа, входящего в состав стали, и атомов материала покрытия (например, олова). В зависимости от технологических параметров можно получить такие толщины слоя сплава, которые соответствуют плотности слоя сплава менее 0,5 г/м2 или даже менее 0,3 г/м2. За счет оплавления покрытия во время рекристаллизационного отжига также снижается пористость покрытия, а за счет этого повышаются его коррозионная стойкость и кислотостойкость. Одновременно оплавление покрытия приводит к улучшению поверхностного блеска покрытия, так как изначально матовая поверхность покрытия становится блестящей за счет оплавления и быстрого охлаждения.
Показано, что после быстрого охлаждения листовой стали с покрытием в ванне с водой на поверхности покрытия образуется темный оксидный слой. Для удаления этого нежелательного оксидного слоя листовую сталь с покрытием во время или после охлаждения целесообразно обработать слабым раствором кислоты, например, 15%-ным раствором соляной кислоты. Для этого могут быть также использованы другие кислоты и другие концентрации. Особенно эффективно, если в качестве охлаждающей жидкости используют холодную кислотную ванну, которая содержит кислоту. В этом случае можно одновременно произвести удаление оксидного слоя посредством обработки кислотой и охлаждение посредством погружения листовой стали с покрытием в кислотную ванну.
Листовая сталь, полученная по настоящему изобретению, превосходно подходит для применения в качестве упаковочной стали. Так, например, из листовой стали по настоящему изобретению могут быть изготовлены консервные банки или банки для напитков, которые соответствуют предъявляемым, в частности, в области пищевой промышленности высоким требованиям к коррозионной стойкости и кислотостойкости упаковок.
Нанесение покрытия в зависимости от потребностей можно произвести с одной стороны или с обеих сторон.
В противоположность двухфазным сталям, известным из автомобилестроения, листовая сталь по настоящему изобретению для применения в качестве упаковочной стали отличается, в частности, значительно более низкими издержками производства и преимуществом, состоящим в том, что используется сталь с низкой концентрацией легирующих добавок и меньшим числом легирующих компонентов, поэтому можно избежать загрязнения упакованных пищевых продуктов из-за диффузии легирующих компонентов. В отношении прочности и формуемости листовая сталь по настоящему изобретению сопоставима с двухфазными сталями, известными из автомобилестроения. Максимально твердая структура холоднокатаной стали за счет рекристаллизационного отжига преобразуется в многофазную структуру, которая обладает высоким пределом прочности при растяжении и хорошим разрывным удлинением. При этом рекристаллизационный отжиг осуществляют - в отличие, например, от известных способов лужения - после нанесения на листовую сталь металлического покрытия. Так как по настоящему изобретению одновременно с рекристаллизационным отжигом металлическое покрытие оплавляется, также повышается качество антикоррозионного покрытия в отношении его коррозионной стойкости и кислотостойкости и в отношении поверхностного блеска. Поэтому способ по настоящему изобретению является очень энергетически эффективным, так как преобразование структуры стали и оплавление покрытия осуществляются одновременно во время одной стадии способа (рекристаллизационного отжига с последующим быстрым охлаждением). Поэтому рекристаллизационный отжиг листовой стали можно осуществлять (после нанесения покрытия) в установке для нанесения покрытия, а не так, как обычно осуществляют на предшествующем уровне техники - (после нанесения покрытия) за пределами установки для нанесения покрытия во время отдельной стадии отжига. Это обеспечивает гибкое управление процессом и значительно снижает затраты на аппаратуру. Рекристаллизационная термическая обработка листовой стали перед процессом нанесения покрытия в способе по настоящему изобретению не требуется.
Изобретение относится к способу получения упаковочной стали из холоднокатаной листовой стали, изготовленной из нелегированной или низколегированной стали с содержанием углерода менее 0,1%. Для получения высокопрочной упаковочной стали с хорошей формуемостью и высокой коррозионной стойкостью, которую можно произвести наиболее экономически эффективным способом, на листовую сталь по настоящему изобретению вначале наносят металлическое покрытие, после чего подвергают ее рекристаллизационному отжигу со скоростью нагрева, превышающей 75 К/с и предпочтительно превышающей 100 К/с, до температур, превышающих 700°С, так что металлическое покрытие оплавляется. Затем отожженную листовую сталь с покрытием быстро охлаждают до нормальной температуры со скоростью охлаждения, равной по меньшей мере 100 К/с. 3 н. и 17 з.п. ф-лы, 2 ил.
1. Способ получения упаковочной листовой стали, изготовленной из нелегированной или низколегированной холоднокатаной стали с содержанием углерода менее 0,1%, отличающийся тем, что сначала на листовую сталь наносят металлическое покрытие, а затем подвергают ее рекристаллизационному отжигу со скоростью нагрева, превышающей 75 К/с и предпочтительно превышающей 100 К/с, до температур, превышающих 600°C и предпочтительно превышающих 700°C, так что металлическое покрытие оплавляется, после чего отожженную листовую сталь с покрытием быстро охлаждают.
2. Способ по п. 1, отличающийся тем, что листовую сталь с покрытием после рекристаллизационного отжига охлаждают со скоростью охлаждения, равной по меньшей мере 100 К/с и предпочтительно превышающей 500 К/с, с образованием в стали многофазной структуры, которая содержит феррит и по меньшей мере один из структурных компонентов - мартенсит, бейнит и/или остаточный аустенит.
3. Способ по п. 2, отличающийся тем, что листовую сталь с покрытием после рекристаллизационного отжига охлаждают со скоростью охлаждения, превышающей 700 К/с и предпочтительно равной по меньшей мере 1000 К/с.
4. Способ по любому из пп. 1-3, отличающийся тем, что листовая сталь содержит, в мас.%:
марганец менее 0,4
кремний менее 0,04
алюминий менее 0,1
хром менее 0,1.
5. Способ по п. 2, отличающийся тем, что многофазная структура более чем на 80% и предпочтительно по меньшей мере на 95% состоит из структурных компонентов феррита, мартенсита, бейнита и/или остаточного аустенита.
6. Способ по п. 1, отличающийся тем, что листовая сталь изготовлена из низколегированной стали, содержащей бор, и/или ниобий, и/или титан.
7. Способ по п. 1, отличающийся тем, что листовая сталь является холоднокатаной тонкой или особо тонкой листовой сталью.
8. Способ по п. 1, отличающийся тем, что рекристаллизационный отжиг осуществляют с использованием электромагнитной индукции.
9. Способ по п. 1, отличающийся тем, что листовую сталь с покрытием во время рекристаллизационного отжига нагревают до температур, превышающих температуру преобразования A1 используемой стали.
10. Способ по п. 1, отличающийся тем, что листовая сталь после рекристаллизационного отжига и охлаждения имеет предел прочности при растяжении, равный по меньшей мере 500 МПа, предпочтительно более 650 МПа, и разрывное удлинение, превышающее 5%, предпочтительно превышающее 10%.
11. Способ по п. 1, отличающийся тем, что листовая сталь изготовлена из низколегированной стали, содержащей следующие верхние границы легирующих компонентов, в мас.%:
N не более 0, 02
Μn не более 0,4
Si не более 0, 04
Al не более 0, 1
Cr не более 0,1
P не более 0, 03
Cu не более 0,1
Ni не более 0,1
Sn не более 0,04
Mo не более 0,04
V не более 0,04
Τi не более 0,05, предпочтительно менее 0,02
Nb не более 0,05, предпочтительно менее 0,02
B не более 0,005
остальные легирующие компоненты, включая примеси, не более 0,05.
12. Способ по п. 1, отличающийся тем, что листовую сталь после рекристаллизационного отжига охлаждают с помощью охлаждающей жидкости или посредством струйного охлаждения инертным газом со скоростью охлаждения в диапазоне от 100 К/с до 1200 К/с и предпочтительно со скоростью охлаждения в диапазоне от 750 К/с до 1000 К/с.
13. Способ по п. 1, отличающийся тем, что рекристаллизационный отжиг осуществляют за промежуток времени, лежащий в диапазоне от 0,5 с до 1,5 с, предпочтительно примерно за 1 с, причем при этом листовую сталь нагревают до температур, равных по меньшей мере 700°C и предпочтительно по меньшей мере 720°C.
14. Способ по п. 1, отличающийся тем, что металлическое покрытие является антикоррозионным защитным слоем из олова, цинка, алюминия или хрома.
15. Способ по п. 1, отличающийся тем, что металлическое покрытие наносят на листовую сталь электролитически.
16. Способ по п. 1, отличающийся тем, что поверхность листовой стали с нанесенным металлическим покрытием во время или после охлаждения обрабатывают кислотой.
17. Способ по п. 16, отличающийся тем, что охлаждение и обработку поверхности с покрытием листовой стали осуществляют посредством погружения листовой стали с покрытием в холодную кислотную ванну.
18. Листовая сталь, изготовленная из нелегированной или низколегированной холоднокатаной стали с содержанием углерода менее 0,1%, содержащая на по меньшей мере одной поверхности металлическое покрытие, причем для формирования многофазной структуры и оплавления металлического покрытия она подвергнута рекристаллизационному отжигу со скоростью нагрева, равной по меньшей мере 75 К/с и предпочтительно превышающей 100 К/с, до температур, превышающих 600°C и предпочтительно равных по меньшей мере 700°C, и быстрому охлаждению после рекристаллизационного отжига.
19. Листовая сталь по п. 18, которая содержит, мас.%:
углерод менее 0,1
марганец менее 0,4
кремний менее 0,04
алюминий менее 0,1
хром менее 0,1,
причем листовая сталь имеет многофазную структуру, которая содержит феррит и по меньшей мере один из структурных компонентов в виде мартенсита, бейнита и/или остаточного аустенита.
20. Применение листовой стали по п. 18 или 19 в качестве упаковочной стали, в частности для производства банок для пищевых продуктов, напитков и наполнителей, таких как химические или биологические продукты, а также для производства аэрозольных баллонов и затворов.
| Способ определения водонасыщенности горных пород | 1988 |
|
SU1571229A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕЛОЙ ЖЕСТИ | 1995 |
|
RU2082776C1 |
| СТАЛЬНАЯ ЛЕНТА | 1999 |
|
RU2145359C1 |
| СТАЛЬНОЙ ЛИСТ С Al-Zn ПОКРЫТИЕМ, НАНЕСЕННЫМ СПОСОБОМ ГОРЯЧЕГО ОКУНАНИЯ | 2011 |
|
RU2544977C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ | 2002 |
|
RU2238987C2 |

