Область техники, к которой относится изобретение
Настоящее изобретение относится к изделию на основе закрытопористого вспененного экструдированного полистирола, способу и производственной линии для получения такого изделия. В частности, изделием в соответствии с данным изобретением может быть панель, плита или другое изделие, применяемое для создания теплоизоляции и, возможно, звукоизоляции на объектах строительства или инфраструктуры.
Уровень техники
Известно, что при изготовлении плит и панелей из экструдированного полистирола (XPS) добавляется графит для уменьшения их теплопроводности, как правило, для обеспечения теплоизоляции зданий.
Примеры описаний технологических процессов производства таких плит или панелей из экструдированного полистирола можно найти в европейских патентных заявках ЕР 0.863.175, ЕР 1.031.600, ЕР 1.661.939 и ЕР 1.661.940.
Также известны следующие документы: ЕР-А-1-847.566, US-A-5,523,328, ЕР-А-0.584.612, US-A-5,302,625, US-A-3,883,624,
ЕР-А-2.025.691, JP-A-2007/277294, US-A-4,452,751 и WO-A-2009/014922, в которых описано изготовление таких изделий, как панели, основанное на применении полистирола, полученного из отходов.
В области строительства и инфраструктуры существует насущная необходимость строить здания с соответствующей теплоизоляцией, которая может быть сертифицирована как высокоэффективная энергосберегающая теплоизоляция.
Существующая необходимость предлагать здания на рынке по конкурентоспособной цене может, однако, противоречить необходимости сохранять низкие производственные затраты.
В связи с этим известно, что закупочная цена на сырье, как правило, на гранулированный полистирол первого сорта качества, чрезвычайно сильно влияет на конечную цену теплоизоляционных плит или панелей, изготавливаемых из этого полистирола и, следовательно, может отрицательно повлиять на стоимость всей теплоизоляции здания или инфраструктуры.
С целью сокращения затрат было бы желательно уменьшить затраты на сырье, из которого изготавливаются теплоизоляционные плиты или панели.
Раскрытие изобретения
Целью настоящего изобретения является создание изделия на основе экструдированного полистирола и создание соответствующей производственной линии, а также усовершенствование соответствующего способа экструзии полистирола и способа изготовления изделия, с одной стороны с ограниченной стоимостью, а с другой стороны являющегося, по меньшей мере, высокоэффективным для теплоизоляции.
Заявитель разработал, проверил и осуществил настоящее изобретение для преодоления недостатков изделия и для достижения этих и других целей и преимуществ.
Настоящее изобретение сформулировано и описано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения описаны другие особенности изобретения или другие варианты главной идеи изобретения.
В соответствии с вышеупомянутой целью, один аспект настоящего изобретения касается закрытопористого вспененного изделия, на основе экструдированного полистирола в форме плиты, панели или гибкого листа для применения в качестве теплоизоляции, как правило, для объектов строительства или инфраструктуры, изготовленного из гранул повторно гранулированного полистирола (GPPS) из промышленных отходов от обработки или от производства, или от первичного производства, в частности из отходов от производства панелей или плит экструдированного полистирола EPS, как правило, содержащего природный графит.
Повторно гранулированный материал, получаемый из таких промышленных отходов, как отходы от производства и переработки полистирола, не требует выполнения специальных щагов по очистке от возможных загрязнений и мусора, в отличие от материала, получаемого из таких отходов, как твердые городские отходы.
Согласно изобретению материал состоит из отходов от промышленных производственных линий, а не из отходов в виде использованных потребительских продуктов и изделий или твердых городских отходов и т.п., и, следовательно, не загрязнен остатками продуктов и дополнительными химическими соединениями или чем-либо еще.
Известные в настоящее время производственные линии и технологические процессы обычно практически непригодны для изготовления обсуждаемых плит и панелей из повторно гранулированного материала, полученного из отходов.
В частности, повторно гранулированный материал, полученный из отходов, как сказано выше, обычно фактически непригоден для повторного использования в производстве обсуждаемых листов, панелей или плит из-за высокого значения индекса текучести расплава (″Melt Flow Index″ - M.F.I.), который может быть даже больше чем 40 и даже может быть в диапазоне от 40 до 60 в отличие от традиционных значений M.F.I., которые для материала первого сорта качества обычно находятся в пределах от 1.6 до, максимум, 25. Следовательно, высоким значениям M.F.I. соответствует низкая вязкость, которая создает проблемы с амальгамацей газа.
Индекс текучести расплава (M.F.I.) является по существу индексом текучести расплавленного полимера. Этот индекс измеряется (в соответствии со стандартом ASTM D-1238 Американского общества по испытанию материалов) посредством загрузки расплавленного материала при определенной температуре в нагретый цилиндр, к которому прикреплен небольшой цилиндр (с диаметром 2.091 мм и длиной 8 мм), который действует с постоянной силой и заставляет полимер течь через капилляр: вес полимера, выходящего в течение 10 минут, является значением индекса текучести расплава (M.F.I.), выраженного в граммах за 10 минут (г/10 мин). Чем больше вес выходящего материала, тем выше значение индекса текучести расплава и ниже вязкость полимера.
Гранулы из материала отходов, полученные в результате повторного гранулирования известного типа, имеют тот же вид, что и гранулы полистирола первого сорта качества.
Однако, как уже было сказано, из-за того, что у повторно гранулированного материала, изготовленного из отходов, затрагиваются химико-физические свойства, то индекс текучести расплава (M.F.I.) у этого материала имеет высокое значение, которое может даже достигать значений в диапазоне от 40 до 60.
Кроме того, материал, полученный из промышленных отходов от производственных линий, отличается от материала первого сорта качества тем, что он является механически чрезвычайно хрупким материалом, особенно до того, как он будет обработан в соответствии с данным изобретением.
Данное изобретение поэтому обеспечивает изготовление такого изделия, как панель, плита или другие, в особенности для применения на объектах строительства и инфраструктуры, или обеспечивает изготовление гибкого листа для различных применений, например, для настила, укладываемого под пол для теплоизоляции, или другого изделия, начиная с материала, который обычно не может использоваться на 100%, из-за его значительной хрупкости, такого материала, как повторно гранулированный полистирол, полученный из промышленных отходов или из отходов от первичного производства.
В некоторых вариантах осуществления изобретения повторно гранулированный полистирол, полученный из промышленных отходов от переработки или от производства, имеет высокое значение индекса текучести расплава (M.F.I.): в диапазоне от 5 до 60, предпочтительно в диапазоне от 20 до 50, еще более предпочтительно в диапазоне от 30 до 40.
Содержание повторно гранулированного полистирола, изготовленного из отходов, может доходить в основном до 100% в составе изделия, полученного в соответствии с некоторыми вариантами осуществления изобретения.
В частности, если изготовленный из отходов полистирол имеет значение M.F.I. до 40, то возможно использование до 100% такого полистирола в конечном продукте.
Напротив, при наличии полистирола, изготовленного из отходов, имеющего значение M.F.I. в диапазоне от приблизительно 40 до приблизительно 60, предпочтительно использовать в конечном продукте от приблизительно 70% до приблизительно 90%, предпочтительно от приблизительно 80% до приблизительно 90% вторичного гранулированного полистирола из отходов и от приблизительно 10% до приблизительно 30%, предпочтительно от приблизительно 10% до приблизительно 20%, полистирола первого сорта качества.
Другой аспект настоящего изобретения поэтому относится к производственной линии для изготовления изделия на основе закрытопористого вспененного экструдированного полистирола в форме плиты, панели или гибкого листа для применения в качестве теплоизоляции, содержащей экструзионную установку, оснащенную экструзионными средствами, в т.ч. экструзионными профилями, способными улучшить обрабатываемость полистирола, имеющего высокое значение M.F.I., и поэтому приспособленную для экструдирования из гранул повторно гранулированного полистирола из промышленных отходов от переработки или от производства, отличных от отходов использованных продуктов и от твердых городских отходов и подобных им отходов, при высоком значении M.F.I.: от 5 до 60, предпочтительно от 20 до 50, еще более предпочтительно от 30 до 40.
Вышеупомянутый профиль шнеков заставляет полистирол плавиться так, чтобы полученная расплавленная масса могла принять вспенивающий газ, введенный в экструзионную установку через средства ввода газа, как правило, через инжекционные форсунки для ввода газа, связанные с экструзионной установкой.
В некоторых вариантах осуществления изобретения экструзионная установка сформирована на основе экструзионного рабочего органа из двух совместно вращающихся экструзионных шнеков.
В других вариантах осуществления изобретения экструзионная установка построена по принципу тандема и состоит из двух или более экструзионых рабочих органов, установленных последовательно в ряд, из которых первый экструзионный рабочий орган может быть одношнекового или двухшнекового типа, а второй экструзионный рабочий орган обычно одношнекового типа.
В некоторых вариантах осуществления изобретения профили всех экструзионных шнеков имеют специальный упомянутый экструзионный профиль.
В других вариантах осуществления изобретения профили шнеков отличаются друг от друга, но в любом случае они пригодны для переработки обсуждаемого материала на основе полистирола.
В некоторых вариантах осуществления изобретения экструзионные средства выполнены в следующем виде:
- двухшнековый экструдер с совместно вращающимися шнеками, содержащий первый экструзионный шнек и второй экструзионный шнек, причем первый шнек имеет удлиненную часть, выходящую за пределы длины второго шнека, образующую в направлении подачи материала участок охлаждения, причем для каждого из шнеков предусмотрено множество участков смешивания, соотношение общей суммы длин которых к общей длине каждого шнека, исключая длину участка охлаждения, составляет приблизительно от 32,5% до 38,5%, предпочтительно приблизительно от 35% до 36%, или
- тандем «два-шнека - один-шнек», содержащий первый двухшнековый экструдер, к которому последовательно подсоединен второй одношнековый экструдер, причем для каждого шнека первого экструдера предусмотрено множество участков смешивания, причем для каждого шнека отношение суммы длин участков смешивания к общей длине каждого шнека составляет приблизительно от 18% до 22%, предпочтительно в пределах приблизительно от 19% до 21%; или
- тандем «один-шнек - один шнек», содержащий первый одношнековый экструдер и второй одношнековый экструдер, последовательно соединенный с первым экструдером.
В некоторых формах осуществления изобретения производственная линия пригодна для работы с мелкозернистым материалом из повторно гранулированного полистирола, полученного из отходов, который в основном составляет на 100% материал конечного продукта, а также в соответствии с высоким значением M.F.I. используемого полистирола, полученного из отходов.
В частности, полистирол, полученный из отходов, имеющий значение M.F.I. до приблизительно 40, возможно использовать так, чтобы в конечном продукте он составлял до 100%.
В некоторых формах осуществления изобретения, полученный из отходов полистирол, имеющий значение M.F.I. от приблизительно 40 до приблизительно 60, предпочтительно использовать в виде гранулированного вторичного полистирола, составляющего приблизительно от 70% до приблизительно 90%, предпочтительно приблизительно от 80% до 90%, и полистирол первого сорта качества, составляющий приблизительно от 10% до приблизительно 30%, предпочтительно приблизительно от 10% до 20% материала в конечном продукте.
В других вариантах осуществления изобретения, используя подходящие средства экструзии в описанных выше конструктивных решениях (с парой совместно вращающихся шнеков, с удлиннительным участком охлаждения или с тандемом «два-шнека - один-шнек», или с тандемом «один-шнек - один-шнек»), возможно получение в конечном продукте до 100% использованного повторно гранулированного полистирола из отходов даже при значениях M.F.I. приблизительно до 40-60.
Поэтому, в отличие от известных экструзионных систем, которые имеют обсужденные выше недостатки, настоящее изобретение позволяет успешно работать, даже когда масса материала сформирована в значительной степени на 100% из полученного из отходов полистирола, имеющего значения M.F.I. даже до 40-60.
В некоторых вариантах осуществления изобретения производственная линия согласно изобретению содержит экструзионную установку, по меньшней мере, гомогенизатор, экструзионную головку, калибрующие валки или пластины, первую вытягивающую установку, участок обрезки, участок фрезеровки, участок торцовки и участок упаковки.
В одном варианте осуществления изобретения производственная линия содержит последовательно два или более, чем два гомогенизатора, для эффективного использования материала с высокими значениями M.F.I.
Согласно одному варианту осуществления изобретения, гомогенизатор представляет собой статический гомогенизатор, например типа ″Sulzer″.
В некоторых вариантах осуществления изобретения калибрующие пластины расположены непосредственно на выходе экструзионной головки и используются для регулирования толщины и управления толщиной экструдируемого изделия на выходе экструзионной головки.
В некоторых вариантах осуществления изобретения первый вытяжной модуль содержит калибрующие валки для регулирования и управления толщиной экструдируемого продвигаемого изделия.
В некоторых вариантах осуществления изобретения на участке фрезеровки выполняется обработка боковых поверхностей экструдированного изделия с целью задания желательной формы для сцепления одного изделия с другим, что полезно на этапе сборки.
В некоторых вариантах осуществления изобретения на участке торцовки выполняется обработка передней торцевой поверхности и обработка задней торцевой поверхности экструдированного изделия с целью задания других желательных форм для сцепления одного изделия с другим, что также полезно на этапе сборки.
В некоторых вариантах осуществления изобретения перед участком обрезки возможно введение в производственную линию дополнительных рабочих станций для изменения вида верхней и нижней поверхностей обрабатываемого изделия в соответствии с различными вариантами применения изделия.
В одном варианте осуществления настоящего изобретения обеспечивается ввод повторно гранулированного полистирола в экструзионную установку и одновременно с вводом полистирола ввод огнезащитной добавки, составляющей предпочтительно от 1% до 3% от веса конечного продукта.
Как правило, главные огнезащитные составы в соответствии со всеми главными национальными и международными требованиями в этой области в соответствии с используемыми в строительной области в основном для строительных объектов и для объектов инфраструктуры для теплоизоляции, где примененяется вспененный или экструдированный полистирол, являются органическими галогенизированными составами или хлоропарафинами, модифицированными неорганическими синергетическими веществами, такими как, например, бромид-триоксид.
Дозировка огнезащитных составов зависит от строгости инструкций и толщины конечных продуктов.
Нужно отметить, что в некоторых выгодных формах осуществления настоящего изобретения наличие определенного количества огнезащитных веществ в получаемом из отходов материале, который удовлетворяет производственным требованиям и инструкциям, может быть обеспечено изначально уже в исходном повторно гранулированном материале и в этом случае нет необходимости добавления огнезащитных веществ так, как это описано выше. Такой вариант может иметь значительное экономическое преимущество.
Кроме того, в некоторых вариантах осуществления настоящего изобретения в экструзионную установку также одновременно с повторно гранулированным полистиролом вводится и гомогенизирующая добавка, достаточная для обеспечения однородности материала и для обеспечения возможности управления процессом вспенивания жидкой массы материала.
Гомогенизирующая добавка вводится предпочтительно в количестве, приблизительно, 0.5% и 1.5% веса конечного продукта. Вообще гомогенизирующие добавки важны во вспененных физическими газами структурах и основаны на производных веществах талька или в сочетании с солями лимонной кислоты.
Кроме того, в некоторых вариантах осуществления изобретения одновременно с полистиролом в экструзионную установку вводится добавка на основе графита, в такой же мере, как и тот графит, который обычно уже присутствует изначально в полистироле, получаемом из отходов с целью дальнейшего улучшения теплоизоляционных свойств конечного продукта, предпочтительно приблизительно от 1% до 10% в весе конечного продукта, более предпочтительно приблизительно от 1% до 5% в весе конечного продукта, в некоторых вариантах осуществления изобретения от 1.5% до приблизительно 2.5% в весе конечного продукта.
Графит дает значительное преимущество в энергосбережении на шаге нагревания и плавления повторно гранулированного полистирола, так как графит лучше сохраняет полученное тепло.
Одна форма осуществления изобретения обеспечивает использование добавки на основе углерода, который может уменьшить значение теплопроводности на целых 50%, значительно увеличивая коэффициент теплоизоляции панели.
Эта добавка основана на углеродном комплексе с характеристиками, отличающимися от характеристик стандартного графита, но со способностью отражения длинных инфракрасных лучей подобной способности графита или лучше, чем у графита. Добавка имеет меньшую электропроводность, чем электропроводность графита, и обладает свойством последовательного понижения собственной теплопроводности (создает эффект барьера теплопроводности). Для обеспечения преимущественного теплоизоляционного эффекта размеры пластинок углерода в добавке составляют от 7 до 10 микрон.
Доля применяемой добавки меньше или равна 5% в весе материала. Предпочтительно, панель содержит добавленный углерод в количестве от 1% до 5% по весу кроме графита, изначально содержащегося в гранулах повторно гранулированного полистирола.
В некоторых вариантах осуществления настоящего изобретения обеспечивается введение в экструзионную установку добавки, основанной на микросферах из микропористой резины, или другого, сравнимого с этим звукопоглощающего материала, с целью улучшения звукоизоляционных свойств изделия.
В некоторых вариантах осуществления настоящего изобретения используются микросферы или предварительно диспергированные компоненты на основе эластомерных полимеров или резины, или порошки, полученные из овощных волокон и/или древесины; эти используемые составы составляют приблизительно от 5% до приблизительно 10% веса, так как они в состоянии функционировать в качестве звукоизоляции и поэтому уменьшить передачу шума в децибелах через стены, потолки или другие части строительных конструкций.
В некоторых вариантах осуществления изобретения вспенивающий газ может быть выбран из следующих газов или газовых смесей: бутан, газ 152а (одобренный FDA как нетоксичный газ и поэтому подходящий для производства таких изделий, которые предназначенны для контакта с продуктами питания: для термоформованных продовольственных контейнеров), смесь газа 152а с диметилэтиленом (DME), смесь газа 152а с углекислым газом, газ 142/22 (например, в тех странах, где все еще разрешается использование этого газа), газ 134а, смесь углекислого газа с этанолом и с бутаном.
Согласно одному варианту осуществления изобретения расплавленный материал с введенными вышеуказанными добавками принимает вспенивающий газ или вспенивающие газы в соответствующем одном месте или в нескольких местах в экструзионной установке, где обеспечивается наличие расплавленной массы полистирола, полученной в результате плавления гранулированного полистирола, обычно приблизительно в середине пути, проходящего вдоль экструзионной установки, даже если это может зависеть от параметров, таких как температура, давление, или от свойств исходного материала.
На этой стадии начинается шаг вспенивания, и далее материал проходит через экструзионную установку и входит в гомогенизатор.
В специальном варианте осуществления изобретения для производства плит или панелей, после гомогенизатора расположена плоская экструзионная головка.
В этом варианте осуществления полистирол входит в плоскую экструзионную головку, выполненную с возможностью приема, содержания и выпуска очень жидкого материала, имеющего высокое значение M.F.I.
В другом варианте осуществления изобретения, специально предназначенном для производства листового материала, после гомогенизатора, материал проходит через трубчатую экструзионную головку и сразу после этого попадает на участок обрезки, на котором есть резак, который обрезает полученный на выходе из трубчатой экструзионной головки продукт так, чтобы получился плоский лист.
Лист, полученный таким образом, проходит через выравнивающие валки, расположенные как у вальцового пресса, функцией которых является выравнивание листа и предотвращение появления складок листа. Далее следует участок упаковки, где происходит сматывание в рулон. Рулоны листового материала накапливаются на катушках. В некоторых вариантах осуществления на участке упаковки плита или панель обрезается по размерам, соответствующим требованиям заказчика.
В некоторых вариантах осуществления изобретения промежуточная обработка верхней и нижней поверхностей перед участком обрезки может включать разные виды обработки для получения поверхности без оболочки, поверхности без оболочки с выполненными на ней продольными и поперечными канавками, вафельной поверхности, поверхности со структурой в виде пчелиных сот или поверхности в соответствии с разработанным дизайном.
Настоящее изобретение также относится к экструзионному шнеку экструзионной установки для экструзионной переработки повторно гранулированного полистирола из промышленных отходов от обработки или от производства, или от первичного производства, исключая отходы, полученные после потребления продуктов и изделий, твердые городские отходы и им подобные отходы, которые имеет экструзионный профиль, выполненный с возможностью экструзии гранул из повторно гранулированного полистирола из промышленных отходов, имеющего высокое значение M.F.I., в диапазоне от 5 до 60, более предпочтительно от 20 до 50, и еще более предпочтительно от 30 до 40, причем указанный профиль способен обеспечить такое плавление полистирола, при котором полученный расплавленный полистирол способен принять газ/газы, вводимый/вводимые в экструзионную установку для вспенивания полистирола.
Другой аспект настоящего изобретения касается способа изготовления изделия на основе закрытопористого вспененного экструдированного полистирола из промышленных отходов от обработки или от производства или от первичного производства, в виде плиты, панели или гибкого листа для изготовления теплоизоляции, который предусматривает шаг непрерывной экструзии гранул повторно гранулированного полистирола из промышленных отходов от обработки или от производства или от первичного производства, отличных от отходов, полученных после потребления продуктов и изделий, твердых городских отходов и им подобных отходов, имеющего высокое значение M.F.I., в диапазоне от 5 до 60, более предпочтительно от 20 до 50, еще более предпочтительно от 30 до 40, причем во время экструзионной переработки полистирола непрерывно подают вспенивающий газ с целью получения вспененного изделия.
В некоторых примерах осуществления изобретения данный способ подходит для такой переработки материала, в результате которой содержание повторно гранулированного полистирола из отходов в конечном продукте доходит в основном до 100%. В частности, при использовании пенополистирола из отходов, имеющего значение M.F.I. до приблизительно 40, возможна такая переработка повторно гранулированного полистирола из отходов, в результате которой содержание данного полистирола в конечном продукте доходит до 100%.
Напротив, при использовании пенополистирола из отходов, имеющего значение M.F.I. приблизительно от 40 до 60, предпочтительно использование от 70% до 90% повторно гранулированного полистирола из отходов, более предпочтительно использование приблизительно от 80% до 90% повторно гранулированного полистирола из отходов и использование приблизительно от 10% до 30% полистирола первого сорта качеста, более предпочтительно использование приблизительно от 10% до 20% полистирола первого сорта качества в конечном продукте.
Согласно одному варианту осуществления изобретения изделие из полистирола в виде плиты или панели, которые могут быть получены в соответствии с данным изобретением, имеет толщину от 2 и 20 см, но в некоторых вариантах осуществления толщина может быть больше, чем 20 см, например, от 25 см до 30 см.
В некоторых вариантах осуществления изобретения ширина изделия связана с толщиной:
для толщины до 5 см ширина составляет от 20 см до 150 см,
для толщины до 8 см ширина составляет от 20 см до 120 см,
и для толщины 20-25 или 30 см ширина составляет от 20 см до 50 см.
В некоторых вариантах осуществления изобретения длина плиты или панели может изменяться приблизительно от 100 см до приблизительно 1200 см.
В некоторых вариантах осуществления изобретения теплопроводность λ получаемой плиты, панели или листа меньше чем 0,031 Вт/м*K.
В некоторых предпочтительных вариантах осуществления изобретения теплопроводность λ получаемой плиты, панели или листа меньше чем 0,027 Вт/м*K.
Как правило, коэффициент теплопроводности λ (Вт/м*K) увеличивается пропорционально толщине конечного продукта.
Например, при толщине плиты или панели 2 см, коэффициент теплопроводности λ может быть менее 0,026 Вт/м*K, например, может находиться в диапазоне от 0,0245 Вт/м*K до 0,0255 Вт/м*K.
Толщина листа обычно может составлять от 3 мм до 10 мм.
Ширина рулона, в который сматывается лист, составляет от 50 см и 150 см.
В некоторых вариантах осуществления изобретения, при которых толщина составляет от 3 мм до 10 мм, как указано выше, теплопроводность листа в соответствии с изобретением может быть меньше, чем 0,026 Вт/м*K, например, может составлять от 0,0245 Вт/м*K до 0,0255 Вт/м*K.
Добавка из такого звукоизоляционного материала, как микросферы из вспененной резины, позволяет получить пониженный коэффициент звукоизоляции от шума шагов.
Плотность таких конечных продуктов, как плиты и листы, преимущественно составляет от 30 кг/м3 до 50 кг/м3.
Краткое описание чертежей
Эти и другие особенности настоящего изобретения станут очевидными из следующего описания предпочтительного варианта осуществления изобретения, приведенного как неограничивающий пример со ссылками на приложенные графические материалы, в которых:
фиг. 1 - схематическое изображение производственной линии согласно данному изобретению;
фиг. 2 - увеличенное изображение части производственной линии, показанной на фиг. 1;
фиг. 3 - увеличенное изображение другой части производственной линии, показанной на фиг. 1;
фиг. 4 - вид в плане первого варианта осуществления экструзионных средств согласно изобретению;
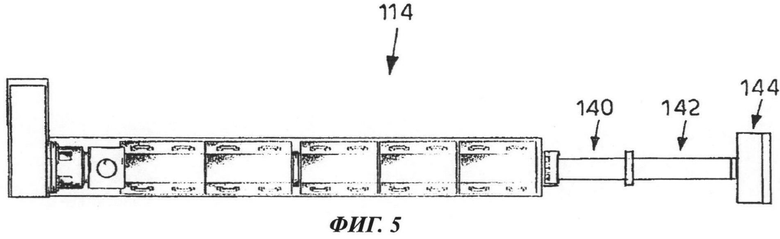
фиг. 5 - схематическое изображение экструзионных средств, показанных на фиг. 4, с другими технологическими модулями производственной линии согласно изобретению;
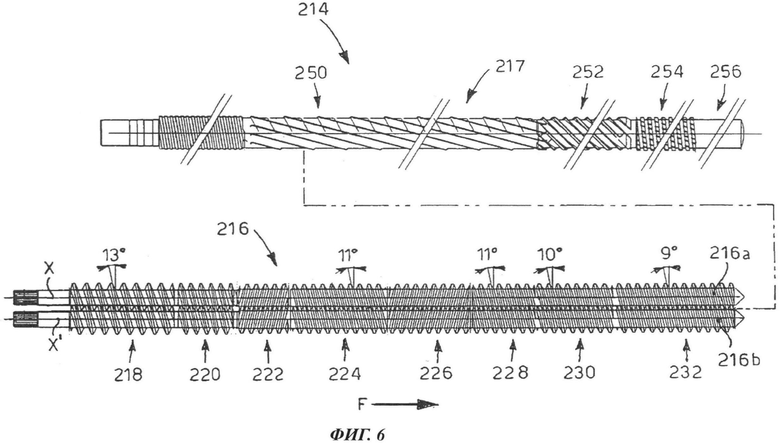
фиг. 6 - вид в плане второго варианта осуществления экструзионных средств согласно изобретению;
фиг. 7 - схематическое изображение экструзионных средств, показанных на фиг. 6, с другими технологическими модулями производственной линии согласно изобретению;
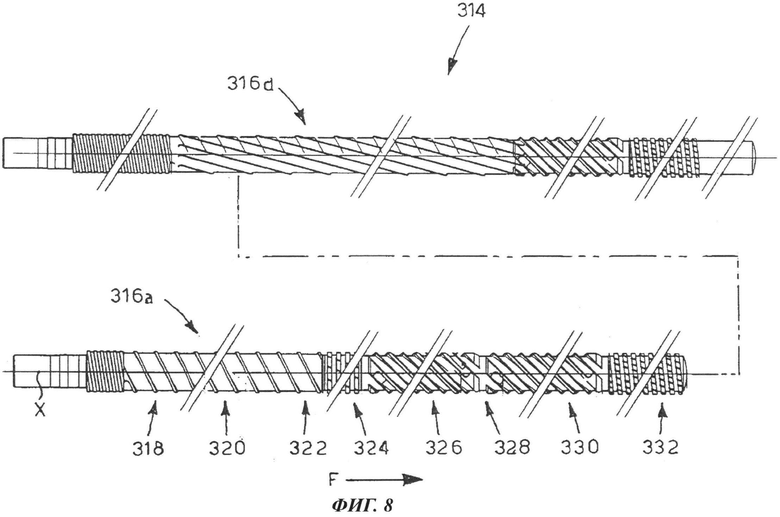
фиг. 8 - вид в плане третьего варианта осуществления экструзионных средств согласно изобретению;
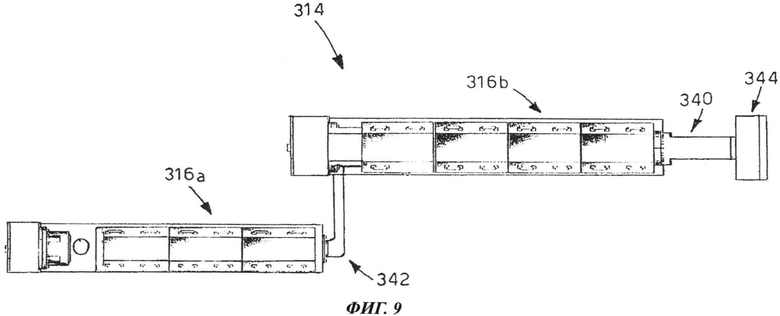
фиг. 9 - схематическое изображение экструзионных средств, показанных на фиг. 8, с другими технологическими модулями производственной линии согласно изобретению.
Для облегчения понимания, где это возможно, на рисунках даны одни и те же номера для обозначения одних и тех же элементов. Подразумевается, что элементы с их характеристиками из одного варианта осуществления изобретения могут быть включены в другие варианты осуществления изобретения без дальнейших разъяснений.
Осуществление изобретения
Соответствующая прилагаемым чертежам производственная линия 10 применяется для экструзионного процесса производства панелей, плит, листов или других подобных закрытопористых вспененных изделий из повторно гранулированного полистирола из промышленных отходов от обработки или от производства или от первичного производства. С целью применения в качестве теплоизоляции и, возможно в качестве звукоизоляции, например, на объектах строительства и инфраструктуры.
Производственная линия 10 разворачивается в направлении выполняемого технологического процесса, показанном стрелкой F (фиг. 1), и содержит экструзионную установку 12, содержащую в данном случае экструзионные средства 14 шнекового типа, выполненные с возможностью непрерывной экструзии вводимого материала.
Шнек экструзионных средств 14 шнекового типа обладает специальным экструзионным профилем, разработанным для обработки полистирола, имеющего высокое значение M.F.I., поскольку рассматривается полистирол, который подлежит переработке в соответствии с изобретением.
Экструзионные средства, в особенности соответствующие шнеки (в зависимости от варианта осуществления изобретения возможен одношнековый вариант или двухшнековый вариант), могут быть изнутри термостатированы теплопроводным маслом.
Экструзионный модуль 12 обычно содержит средства подогрева для плавления повторно гранулированного материала, который вводится, затем экструдируется и вспенивается.
Производственная линия 10 содержит средства ввода материала, в данном случае группу насосов 17 (фиг. 2), например, типа Lewa для ввода вспенивающего газа в основном в середине пути материала через экструзионный модуль 12, т.е. когда гранулированный полистирол перейдет в состояние расплавленной массы. Ввод вспенивающего газа в горячую расплавленную массу происходит последовательно во время шага экструзии с целью изготовления изделия с желательной степенью вспенивания. В зависимости от применяемых вспенивающих агентов может быть выбрана одна зона или несколько зон для ввода расширяющего газа.
На выходе из экструзионных средств 14 одношнекового типа в соответствии с изобретением применяется, по меньшей мере, статический гомогенизатор 15, в данном случае предпочтительно типа Sulzer (фиг. 1), пригодный для дальнейшего охлаждения и гомогенизации материала, полученного путем повторного гранулирования полистирола из отходов, используемого в соответствии с данным изобретением.
Далее производственная линия 10 содержит полуавтоматическую экструзионную головку 16, которая, кроме того, пригодна для изменения толщины экструдируемого изделия.
Экструзионная головка 16 содержит калибровочную пластину, функцией которой является сжатие ячеек вспененной расплавленной массы материала, которая непрерывно перемешивается, и ячейки таким образом закрываются.
Преимуществом получения закрытопористого вспененного изделия является увеличение эффекта водонепроницаемости и эффекта паронепроницаемости конечного продукта, получение эффективного паронепроницаемого барьера.
Производственная линия 10 содержит калибровочные валки или пластины 18 для управления толщиной непосредственно на выходе материала из экструзионной головки 16, а также первую вытягивающую установку 20, также преимущественно с функцией калибровки толщины.
На выходе из вытягивающей установки 20 расположена механическая поперечная обрезная установка 22, применяемая в начале и в конце производственного процесса, а также применяемая в случае аварийной ситуации.
Далее предусмотрено множество рольганговых установок 26, в данном случае последовательно четыре подряд, и в связи с первой рольганговой установкой 26а может быть предусмотрен шреддерный рабочий орган 24 для измельчения производственных отходов.
Далее, на выходе из ряда рольганговых установок 26 производственной линии 10 установлены две станции 28 и 30, предназначенные для попеременного использования в соответствии с потребностью для формирования верхней и нижней поверхностей изделия, пригодных для последующего нанесения на эти поверхности клея или адгезивного строительного раствора, что будет использовано на месте монтажа конечного продукта и позволит иметь эффективное сцепление (фиг. 3).
В частности, первая станция 28 выполнена с возможностью нанесения надрезов на поверхности экструдированного продукта в форме пчелиных сот, либо в вафельной форме или в подобной форме, чтобы получить желаемую поверхность сцепления.
Вторая станция 30, являющаяся альтернативной по отношению к первой станции 28, удаляет внешний «кожный» слой части экструдированного продукта, а также выполнена с возможностью выполнения продольной канавки для получения эффективной поверхности сцепления.
Далее производственная линия 10 также включает в себя в качестве неограничительного примера станцию 32 маркировки, которая обычно служит для нанесения на поверхность конечного продукта текстовых описаний или рисунков методом чернильно-струйной печати.
Далее производственная линия 10 содержит участок 34 обрезки, который служит для обрезания панелей, плит или других изделий в размер, другую рольганговую установку 26 и секцию 36 фрезеровки для получения требуемых соединительных профилей боковых поверхностей изделия.
Далее, вторая вытягивающая установка 37 подает обрабатываемый материал на участок 38 торцовки, который служит для выполнения соединительных профилей передней и задней торцевых поверхностей экструдированного изделия.
В конце всего процесса панели, плиты или другие обработанные изделия упорядочиваются и упаковываются укладчиком-штабелером 40. Два или более штабелеров-укладчиков могут быть установлены на выходе в зависимости от размеров панелей, например, укладчик-штабелер для панелей с 2500/3000 мм или один для панелей от 6000 мм.
На фиг. 4 показан первый вариант осуществления средств экструзии шнекового типа, обозначенных для удобства номером 114, основой конфигурации является двухшнековый экструдер с совместно вращающимися расположенными параллельно шнеками, из которых первый шнек 116а и второй шнек 116b расположены вдоль относительной оси вращения X, X′, параллельны друг другу, направление подачи материала показывает стрелка F.
Шнеки 116а, 116b, как правило, имеют диаметр приблизительно 160-180 мм для производительности около 300-500 кг/час, а внутри они могут быть термостатированы теплопроводным маслом.
Резьбовой экструзионный профиль шнека экструзионных средств 114 шнекового типа имеет конструкцию соответствующей спирали, у которой изменяется два параметра: наклон и шаг витка вдоль оси F вращения шнеков 116а, 116b, что также определяет направление и измерение подачи экструдируемого материала и расположение множества операционных участков 118, 120, 122, 124, 126, 128, 130 и 132, а также удлиненной части, как мы увидим далее, у одного из двух шнеков 116а, 116b для участка 134 охлаждения.
В частности, согласно изобретению предусмотрены участки 118, 124, 128 транспортировки: участок 120 плавления, участки 122, 126, 130 смешивания и участок 132 охлаждения.
В соответствии с изобретением, профиль шнека на участках 118, 124, 128 транспортировки, на участке 120 плавления и на участке 132 охлаждения, а также на участке 134 охлаждения направлен назад, то есть имеет отрицательный наклон по отношению к направлению F подачи материала.
Кроме того, в соответствии с данным изобретением профиль шнека на участках 122, 126, 130 смешивания направлен вперед, то есть имеет положительный наклон по отношению к направлению подачи F материала.
Наклон каждого витка или гребня спиралей шнеков 116а, 116b, либо отрицательный, то есть направленный противоположно по отношению к направлению F подачи материала (стрелка F) либо положительный, то есть направленный в том же направлении, что и направление подачи материала, составляет от около 10,5° и 11,5°, например, около 11° по отношению к перпендикуляру к соответствующей оси Х, Х′, за исключением участка 134 охлаждения, в этом случае первого шнека 116а, который имеет наклон витков спирали примерно от 11,5° до 12,5°, например, около 12°.
Согласно данному изобретению, для каждого шнека 116а, 116b соотношение суммы длин участков 122, 126, 130 смешивания к общей длине каждого шнека 116а, 116b, за исключением удлиненной части участка 134 охлаждения, составляет приблизительно от 32.5% до 38.5%, предпочтительно приблизительно от 35% до 36%, например, приблизительно 35.6%.
Напротив, существующее для этого типа экструдера, содержащего два совместно вращающихся шнека, соотношение не превышает приблизительно 30.3%, так как требуется соответствующее охлаждение, которое в данном изобретении также обеспечено добавлением последнего участка 134 охлаждения.
Согласно данному изобретению, кроме того, длина участка 134 охлаждения составляет приблизительно 23%-27%, предпочтительно 24-26%, например приблизительно 25%, от общей длины каждого шнека 116а, 116b, полученной путем суммирования длин участков 118-132.
Кроме того, соотношение между длиной участка 132 охлаждения и общей длиной каждого шнека 116а, 116b, за исключением удлиненного участка 134 охлаждения, составляет от 13% до 14%, например, приблизительно 13.4%.
Напротив, это существующее соотношение обычно больше и составляет приблизительно 17-18%.
Таким образом, за счет участка 134 охлаждения возможно уменьшение длины участка 132 охлаждения с целью увеличения длины участков 122, 126, 130 смешивания и, таким образом, возможно эффективное смешивание и успешное экструдирование вторичного полистирола с рассматриваемыми свойствами.
Кроме того, в варианте осуществления 114 данного изобретения длины участка 118 транспортировки были различны по отношению к участку 120 плавления, увеличивая длину последнего, причем соотношение длины участка 120 плавления и участка 118 транспортировки составляет приблизительно от 90% до 92%, тогда как обычно это соотношение составляет приблизительно 53-54%. Таким образом отводится больше времени для плавления материала на основе вторичного полистирола, что позволяет перерабатывать даже до 100% вторичного полистирола со значениями M.F.I. до приблизительно 40-60.
В некоторых вариантах осуществления изобретения первоначально предусмотрен первый участок 118 транспортировки, на котором шнеки 116а, 116b имеют тот же самый профиль 118а, направленный назад, то есть обладающий отрицательным наклоном относительно направления F подачи материала, и первый шаг Р1 витков спирали шнека составляет приблизительно от 65 мм до 75 мм, например приблизительно 70 мм. Длина первого участка 118 составляет от приблизительно 510 мм до приблизительно 550 мм, например, приблизительно 530 мм.
Ширина L1 гребней спирали шнеков 116а и 116b является величиной, постоянной для всех участков 118-132, и находится в некоторых вариантах осуществления изобретения в диапазоне от 12 мм до 16 мм, например 14 мм.
Далее, предусмотрен второй участок 120 плавления, где происходит нагревание материала и плавление материала, на котором шнеки 116а, 116b имеют тот же самый профиль 120а, направленный назад, то есть с отрицательным наклоном относительно направления F подачи материала, и имеют второй шаг Р2 витков спирали шнека, меньший, чем первый шаг Р1 витков спирали шнека на первом участке 118, составляющий приблизительно от 55 мм до 65 мм, например приблизительно 60 мм.
Второй шаг Р2 витков спирали шнека второго участка 120 равен шагу витков спирали шнека на участках 124, 126, 128, 130 и 132.
Длина второго участка 120 составляет от приблизительно 460 мм до приблизительно 500 мм, например, приблизительно 480 мм.
Далее предусмотрен третий участок 122 смешивания, где происходит смешивание материала, на котором шнеки 116а, 116b имеют тот же самый профиль 122а, направленный вперед, то есть с положительным наклоном относительно направления F подачи материала. Длина третьего участка 122 составляет от приблизительно 300 мм до приблизительно 500 мм, например, приблизительно 480 мм.
Предусмотрен также участок 124 транспортировки, на котором шнеки 116а, 116b имеют такой же профиль 124а, направленный назад, имеющий отрицательный наклон по отношению к направлению F подачи материала. Длина четвертого участка 124 составляет от приблизительно 560 мм до приблизительно 600 мм, например, приблизительно 580 мм.
Далее предусмотрен пятый участок 126 смешивания, где происходит смешивание материала, на котором шнеки 116а, 116b имеют тот же самый профиль 126а, направленный вперед, то есть, с положительным наклоном относительно направления F подачи материала.
Длина пятого участка 126 составляет приблизительно от 530 мм до приблизительно 570 мм, например приблизительно 550 мм.
Далее предусмотрен участок 128 транспортировки, на котором шнеки 116а, 116b имеют тот же профиль 128а, направленный назад, то есть с отрицательным наклоном относительно направления F подачи материала. Длина седьмого участка 128 составляет от приблизительно 420 мм до приблизительно 460 мм, например, приблизительно 440 мм.
Далее предусмотрен седьмой участок 130 смешивания, где происходит смешивание материала, на котором шнеки 116а, 116b имеют тот же самый профиль 130а, направленный вперед, то есть, имеющий положительный наклон относительно направления F подачи материала.
Длина седьмой секции 130 составляет от приблизительно 530 мм до приблизительно 550 мм, например, приблизительно 530 мм.
Предусмотрен также восьмой участок 132 охлаждения, на котором шнеки 116а, 116b имеют тот же профиль 132а, направленный назад, то есть, имеющий отрицательный наклон относительно направления F подачи материала.
Длина восьмого участка 132 составляет от приблизительно 515 мм до приблизительно 555 мм, например, приблизительно 535 мм.
Наконец, один из двух шнеков, в данном случае первый шнек 116а, выходит за пределы длины другого шнека, в данном случае второго шнека 116b, и образует следующий участок 134 охлаждения, также сформированный как шнек, начинающийся с восьмого участка 132 охлаждения, на котором имеется профиль 134а, направленный назад, то есть, с отрицательным наклоном относительно направления F подачи материала.
Например, удлиненный участок 134 охлаждения имеет диаметр приблизительно 150-170 мм.
Витки спирали профиля шнека 134а расположены на расстоянии размера третьего шага Р3 спирали, составляющего от 75 мм до 85 мм, например, 80 мм.
Ширина L2 гребня спирали шнека 134а является величиной постоянной и составляет от 10 мм до 14 мм, например 12 мм.
Длина участка 134 охлаждения составляет от 980 мм до 1020 мм, например, около 1000 мм.
Длина каждого шнека 116а, 116b, исключая сегмент 134 охлаждения, составляет приблизительно от 3825 мм до 4145 мм, например, приблизительно 3985 мм.
В соответствии с вариантом осуществления изобретения, показанным на фиг. 4, ввод вспенивающего газа в два экструзионных шнека 116а, 116b происходит на соответствующем участке 124 транспортировки, главным образом в середине пути по ходу продукта, то есть на отметке приблизительно 1570-1670 мм, например на отметке приблизительно 1620 мм.
Увеличивая длину только одного из двух экструзионных шнеков, можно получить преимущество при охлаждении, которое имеют экструдеры с только одним шнеком - такие экструдеры лучше охлаждают материал пластика благодаря тому, что в этих экструдерах вращается только один шнек.
Это имеет место потому, что для экструдеров с одним шнеком нет ограничения на взаимное проникновение двух шнеков, как для экструдеров с двумя шнеками, где материал пластика, который остается в контакте с гребнями экструзионных шнеков в зоне взаимного проникновения шнеков, должен иметь такую минимальную температуру, которая расплавит этот материал для обеспечения возможности вращения шнеков.
Увеличивая длину только одного из двух экструзионных шнеков, в любом случае мы сохраняем то преимущество для эффективного перемешивания, которым обладает двухшнековый экструдер с двумя совместно вращающимися шнеками. Поэтому может использоваться широкий диапазон сырьевых смесей и высокий процент повторно используемого материала.
Кроме того, при увеличении длины только одного из двух экструзионных шнеков для функции охлаждения, возможно увеличение, как было сказано, участка смешивания в части экструдера, в котором остаются два совместно вращающихся шнека, и таким образом, увеличивается эффективность смешивания.
Кроме того, при удлинении одного из двух шнеков для охлаждения в остальной части экструзионных шнеков возможно применение менее значительных температур для охлаждения и поэтому возможны меньшие энергозатраты для обеспечения той же производительности.
На фиг. 5 показано, как два экструдера 114, функционирующих в качестве основного экструдера, включены во взаимодействие со следующим оборудованием: со статическим миксером 140 фирмы Sulzer тип SMR, для дальнейшего охлаждения материала, со следующим статическим миксером [140], например, статическим миксером 142 фирмы Sulzer тип Optifoam с возможностью дальнейшего введения от 0,1% до 1% газа с целью снижения плотности приблизительно на 25-30%, и с последующей автоматической головкой или вытягивающей пластиной 144.
На фиг. 6 показан второй вариант осуществления экструзионных средств шнекового типа, обозначенных для удобства идентификационным номером 214, сконфигурированных в значительной степени как тандем, содержащий два шнека в одном шнеке.
В этом варианте осуществления предусмотрен основной экструдер 216 двухшнекового типа и вторичный экструдер 217 одношнекового типа.
В основном экструдере 216 предусмотрено два шнека, 216а, 216В, расположенные параллельно вдоль соответствующих параллельных осей вращения X и X′, которые определяют направление F (стрелка F) подачи материала.
Шнеки 216а, 216b, как правило, имеют диаметр около 90 мм для производительности около 800 кг/час, и около 110 мм для производительности около 1200 кг/час.
Резьбовой профиль шнека основного экструдера 216 имеет конструкцию соответствующей спирали, профиль которой изменяется по двум параметрам: изменяется наклон и шаг вдоль оси вращения F шнеков 216а, 216b, что также определяет направление и измерение экструдируемого материала, задает расположение множества операционных участков 218, 220, 222, 224, 226, 228, 230 и 232.
В любом случае, плавление начинается на первом участке 218 транспортировки и завершается на первом участке 222 смешивания.
Вспенивающий газ предпочтительно вводить по существу на половине пути второго участка 224 транспортировки.
В соответствии с изобретением, профиль спирали шнека в секциях 218, 224, 228 транспортировки, на участке 220 плавления и на участках 228, 230, 232 охлаждения направлен назад, то есть профиль имеет отрицательным наклон по отношению к направлению F подачи материала.
Кроме того, в соответствии с настоящим изобретением, профиль спирали шнека на участках 222 и 226 смешивания направлен вперед, то есть имеет положительный наклон по отношению к направлению F подачи материала.
Угол наклона витка спирали шнеков 216а, 216b на первом участке 218 транспортировки и на участке 220 плавления составляет от 12,5° до 13,5°, например, приблизительно 13° по отношению к перпендикуляру к соответствующим осям X, X′.
Угол наклона витка спирали шнеков 216а, 216b на участках с 222 до 228 составляет приблизительно от 10,5° до 11,5°, например, приблизительно 11° по отношению к перпендикуляру к соответствующим осям X, X.
Угол наклона витка спирали шнеков 216а, 216b на участке 230 охлаждения, седьмой в направлении F подачи материала, составляет от 9,5° до 10,5°, например, приблизительно 10°, по отношению к перпендикуляру к соответствующим осям X, X′.
Угол наклона витка спирали шнеков 216а, 216b на участке 232 охлаждения, восьмой в направлении F подачи материала, составляет от 8,5° до 9,5°, например, приблизительно 10°, по отношению к перпендикуляру к соответствующим осям X, X′.
В соответствии с данным изобретением, для каждого шнека 216а, 216b соотношение суммы длин участков 222, 226 смешивания к общей длине каждого шнека 216а, 216b составляет от 18% до 22%, предпочтительно приблизительно от 19% до 21%, например, приблизительно 20%. В некоторых вариантах осуществления изобретения длина участка 222 смешивания составляет от 280 мм до 320 мм, например, 300 мм, а длина участка 226 смешивания составляет от 480 мм до 520 мм, например, 500 мм.
В некоторых вариантах осуществления изобретения сумма длин участков от участка 218 до участка 222 секции, где плавится материал, составляет приблизительно от 1264 мм до 1384 мм, например, приблизительно 1324 мм.
В некоторых вариантах осуществления изобретения второй участок 224 транспортировки, где осуществляется ввод вспенивающего газа, имеет длину, составляющую приблизительно от 560 мм до 600 мм, например, приблизительно 580 мм.
В вариантах осуществления изобретения сумма длин участков от участка 228 до участка 232, где охлаждается материал, составляет приблизительно от 1520 мм до 1640 мм, например, приблизительно 1580 мм.
В некоторых вариантах осуществления изобретения длина каждого шнека 216а, 216b составляет приблизительно от 3825 мм до 4145 мм, например, приблизительно 3984 мм.
В некоторых вариантах осуществления изобретения, один шнек вторичного экструдера 217 имеет общую длину от 3480 мм до 3520 мм, например, приблизительно 3500 мм, а диаметр около 200-220 мм для производительности 300-500 кг/ч, около 260-280 мм для производительности 650-750, а также до 800 кг/час, а около 360 мм для производительности 1200 кг/час. Шнек вторичного экструдера 217 имеет изменения профиля вдоль оси, и эти изменения профиля определяют следующие зоны эксплуатации:
- участок 250 загрузки;
- участок 252 охлаждения;
- участок смешивания;
- участок 256 выравнивания;
На фиг. 7 показаны экструзионные средства 214 шнекового типа, в которых основной экструдер 216 функционирует совместно со статическим миксером 242 фирмы Sulzer тип Optifoam, с возможностью дальнейшего ввода газа в количестве от 0,1% до 1% с целью снижения плотности до 25-30%, далее предусмотрен вторичный экструдера 217, с единственной функцией транспортировки и охлаждения расплавленной массы, сохраняя смешанный с газом полистирол. В свою очередь, экструдер функционирует во взаимодействии со статическим миксером 240 Sulzer типа SMR или типа SMB-R для дальнейшего охлаждения материала и последующей подачей материала в автоматическую головку или в вытягивающую пластину 244. Возможно сделать канавку типа «HELIX» на внутренней поверхности цилиндра, где находится рабочая спираль экструдера.
На фиг. 8 показан третий вариант осуществления экструзионных средств шнекового типа, обозначенных для удобства идентификационным номером 314, сконфигурированные в значительной степени в виде тандема один шнек в одном шнеке.
Экструзионные системы в этом случае состоят из двух экструдеров 316а, 316b, установленных последовательно.
Выход из первого экструдера 316а, который обычно называют первичным, подключается непосредственно к входу второго экструдера 316b, называемого вторичным, с помощью соединительных труб, которые могут иметь различную форму в зависимости от типа установки машин и могут быть оснащены системой фильтрации расплавленного материала.
Профиль спирали шнека первого экструдера 316а, который имеет диаметр приблизительно 160-180 мм для производительности около 700-900 кг/час, является переменным с целью определения/задания расположения следующих технологических участков, расположенных один за другим вдоль оси первого экструдера 316А, как видно на фиг. 8:
- загрузочный участок для загрузки материала;
- участок 320 сжатия;
- участок 322 для измерения или плавления материала;
- участок 324 стопорения противодавлением, где профили рабочих спиралей шнеков в значительной степени имеют угол наклона 90° по отношению к оси шнека, для предотвращения возвращения материала назад;
- первый насосный участок 326 сжатия, необходимый для смешивания добавок с материалом;
- по меньшей мере участок 328 для ввода вспенивающего газа;
- второй насосный участок 330 сжатия, необходимый для смешивания материала с подаваемым газом.
- последний/завершающий участок 332 смешивания.
Эти участки могут быть изменены по длине в зависимости от используемых материалов так, чтобы можно было получить те же характеристики.
Кроме секции 324 противодавления и стопорения, витки спирали шнека первого экструдера 316а обращены назад, то есть имеют отрицательный наклон по отношению к направлению F подачи материала, так как они должны иметь функцию торможения продвижения материала, чтобы создать определенное давление для перемешивания.
В зависимости от используемых вспенивающих газов, может быть обеспечено наличие более, чем одного участка для вспенивающих агентов/газов.
Вторичный экструдер 316В имеет тот же тип в качестве вторичного экструдера, что и экструдер 217 для варианта осуществления изобретения, показанного на фиг. 6, 7, но с поперечным диаметром 280 мм.
В этом случае, можно сделать канавки типа "Helix" на внутренней поверхности цилиндра, на которой находится спираль экструдера.
На фиг. 9 показан экструдер 314, в котором основной экструдер 316а функционирует совместно со статическим миксером 342 Sulzer типа Optifoam, с возможностью дальнейшего введения от 0,1% до 1% газа с целью снижения плотности приблизительно на 25-30%, и далее есть вторичный экструдер 316b, с единственной функцией транспортировки и охлаждения расплавленной массы, которая в свою очередь, функционирует совместно со статическим миксером 340 Sulzer типа SMR или типа SMB-R, для дальнейшего охлаждения материала, далее предусмотрена автоматическая головка или вытягивающая пластина 244.
Варианты 114, 214, 314 осуществления изобретения позволяют перерабатывать экструдированные массы на 100%, состоящие из повторно гранулированного полистирола, имеющего значение индекса текучести расплава M.F.I. до 40.
Предварительные экспериментальные тесты теплопроводности
Следующие тесты относятся к несостаренным образцам плит и панелей, изготовленных в соответствии с данным изобретением, в значительной степени при использовании повторно гранулированного полистирола из отходов без добавления полистирола первого сорта качества, выполнено сравнение с параметрами, обычных доступных теплоизоляционных материалов, известных в настоящее время. Аналогичные улучшенные результаты были получены для листов, изготовленных в соответствии с данным изобретением.
Пример 1
Заявитель изготовил плиту экструдированного полистирола согласно изобретению с плотностью 32.6 кг/м3 и с толщиной приблизительно 2 см, которая после экспериментальных тестов показала теплопроводность приблизительно 0.0249 (Вт/м*K).
Пример 2
Заявитель изготовил плиту экструдированного полистирола согласно изобретению с плотностью 36.3 кг/м3 и с толщиной приблизительно 2 см, которая после экспериментальных тестов показала теплопроводность приблизительно 0.0253 (Вт/м*K).
Сравнительный пример
По опыту заявителя, как правило, изоляция на основе экструдированного полистирола, полученная из материала первого сорта качества, то есть, не из вторичного материала, с плотностью от 30 кг/м3 до 40 кг/м3, в случае использования не прошедших периода старения/несостаренных образцов имеют теплопроводность от 0,027 и 0,032 (Вт/м*K), а для образцов, прошедших период старения в соответствии с EN 13164, теплопроводность, как правило, составляет от 0,031 до 0,037 (Вт/м*K). Фактически, как правило, значение теплопроводности панелей и плит в настоящее время имеет тенденцию к увеличению при увеличении срока эксплуатации.
Следовательно, изготовленные в соответствии с данным изобретением материалы демонстрируют значительно более эффективные теплоизоляционные свойства по сравнению с сопоставимыми существующими в настоящее время теплоизоляционными материалами.





Настоящее изобретение относится к изделию на основе закрытопористого вспененного экструдированного полистирола, способу и производственной линии для получения такого изделия, представляющего собой панель, плиту или другое изделие, применяемое для создания теплоизоляции. Техническим результатом изобретения является повышение эффективности теплоизоляции. Технический результат достигается теплоизоляционной панелью, выполненной из закрытопористого вспененного экструдированного полистирола. При этом панель изготовлена из гранул повторно гранулированного полистирола из промышленных отходов от переработки или от производства, или от первичного производства, отличных от отходов использованных продуктов, от твердых городских отходов и подобных им отходов, не загрязненного остатками продуктов и дополнительными химическими соединениями. Причем повторно гранулированный полистирол имеет значение индекса текучести расплава в диапазоне от 5 до 60. 4 н. и 20 з.п. ф-лы, 9 ил., 2 пр.
1. Теплоизоляционная панель, выполненная из закрытопористого вспененного экструдированного полистирола, отличающаяся тем, что изготовлена из гранул повторно гранулированного полистирола из промышленных отходов от переработки или от производства, или от первичного производства, отличных от отходов использованных продуктов, от твердых городских отходов и подобных им отходов, не загрязненного остатками продуктов и дополнительными химическими соединениями, причем повторно гранулированный полистирол имеет значение индекса текучести расплава в диапазоне от 5 до 60.
2. Панель по п. 1, отличающаяся тем, что при использовании полистирола из отходов, имеющего значение индекса текучести расплава до 40, содержание повторно гранулированного полистирола из отходов в панели доходит до 100%, при использовании полистирола из отходов, имеющего значение индекса текучести расплава приблизительно от 40 до 60, содержание повторно гранулированного полистирола из отходов в панели находится приблизительно в диапазоне от 70% до 90%, предпочтительно приблизительно от 80% до 90%, а содержание полистирола первого сорта качества находится в диапазоне приблизительно от 10% до 30%, предпочтительно приблизительно от 10% до 20%.
3. Панель по п. 1, отличающаяся тем, что повторно гранулированный полистирол имеет значение индекса текучести расплава в диапазоне от 20 до 50, предпочтительно от 30 до 40.
4. Панель по любому из пп. 1-3, отличающаяся тем, что повторно гранулированный полистирол изначально содержит графит.
5. Панель по п. 4, отличающаяся тем, что она содержит добавленный графит в количестве от 1% до 5% по весу кроме графита, изначально содержащегося в гранулах повторно гранулированного полистирола.
6. Панель по п. 4, отличающаяся тем, что она содержит добавленный углерод в количестве от 1% до 5% по весу кроме графита, изначально содержащегося в гранулах повторно гранулированного полистирола.
7. Панель по любому из пп. 1-3, отличающаяся тем, что она также содержит по меньшей мере один из следующих компонентов: огнезащитную добавку, гомогенизирующую добавку, микросферы или предварительно диспергированные компоненты на основе эластомерного полимера или резины, или порошок, полученный из овощных и/или древесных волокон, которые служат в качестве звукопоглотителей.
8. Производственная линия для изготовления теплоизоляционной панели, выполненной из закрытопористого вспененного экструдированного полистирола из промышленных отходов от переработки или от производства, или от первичного производства, отличных от отходов использованных продуктов, от твердых городских отходов и подобных им отходов, не загрязненного остатками продуктов и дополнительными химическими соединениями, отличающаяся тем, что она содержит экструзионную установку (12), снабженную экструзионными средствами (14, 114, 214, 314), которые содержат экструзионные профили, выполненные с возможностью экструзии гранул повторно гранулированного полистирола из промышленных отходов от обработки или от производства, или от первичного производства, имеющего высокое значение индекса текучести расплава в диапазоне от 5 до 60, причем указанный профиль обеспечивает такое плавление полистирола, при котором получаемая расплавленная масса способна принять вспенивающий газ, вводимый в экструзионную установку (12) посредством средств (17) ввода газа, связанных с экструзионной установкой (12), при этом экструзионные средства выполнены в следующем виде:
- двухшнековый экструдер (114) с совместно вращающимися шнеками, содержащий первый экструзионный шнек (116а) и второй экструзионный шнек (116b), из которых первый экструзионный шнек (116а) имеет удлиненную часть, выходящую за пределы длины второго шнека (116b) в направлении (F) подачи материала, образуя участок (134) охлаждения, причем для каждого из шнеков (116а, 116b) предусмотрено множество участков (122, 126, 130) смешивания, соотношение суммы длин которых к общей длине каждого шнека (116а, 116b), исключая длину участка (134) охлаждения, составляет приблизительно от 32.5% до 38.5%, предпочтительно приблизительно от 35% до 36%; или
- тандем (214) «два-шнека - один-шнек», содержащий первый двухшнековый экструдер (216) с двумя шнеками (216а, 216b), к которому последовательно присоединен второй одношнековый экструдер (217), причем для каждого шнека (216а, 216b) первого экструдера (216) предусмотрено множество участков (222, 226) смешивания, и отношение суммы длин участков (222, 226) смешивания каждого шнека к общей длине шнека (216а, 216b) составляет приблизительно от 18% до 22%, предпочтительно приблизительно от 19% до 21%; или
- тандем (314) «один-шнек - один-шнек», содержащий первый одношнековый экструдер (316а), к которому последовательно присоединен второй одношнековый экструдер (316b).
9. Производственная линия по п. 8, отличающаяся тем, что при использовании полистирола из отходов, имеющего значение индекса текучести расплава до 40, для изготовления указанной панели используют до 100% повторно гранулированного полистирола из отходов, при использовании полистирола из отходов, имеющего значение индекса текучести расплава приблизительно от 40 до 60, для изготовления указанной панели используют от 70% до 90%, предпочтительно приблизительно от 80% до 90%, повторно гранулированного полистирола из отходов и приблизительно от 10% до 30%, предпочтительно приблизительно от 10% до 20%, полистирола первого сорта качества.
10. Производственная линия по п. 8, отличающаяся тем, что повторно гранулированный полистирол имеет значение индекса текучести расплава в диапазоне от 20 до 50, предпочтительно от 30 до 40.
11. Экструзионные средства для экструзионной установки (12), предназначенные для изготовления теплоизоляционной панели, выполненной из закрытопористого вспененного экструдированного полистирола, отличающиеся тем, что содержат экструзионные профили, выполненные с возможностью экструдирования гранул повторно гранулированного полистирола из промышленных отходов от переработки или от производства, или от первичного производства, отличных от отходов использованных продуктов и от твердых городских отходов, и подобных им отходов, и не загрязненного остатками продуктов и дополнительными химическими соединениями, имеющего высокое значение индекса текучести расплава в диапазоне от 5 до 60, причем указанные профили обеспечивают такое плавление полистирола, при котором полученная расплавленная масса материала может принять один вспенивающий газ или несколько вспенивающих газов, подаваемых в экструзионную установку (12), причем указанные экструзионные средства выполнены в следующем виде:
- двухшнековый экструдер (114) с совместно вращающимися шнеками, содержащий первый экструзионный шнек (116а) и второй экструзионный шнек (116b), из которых первый экструзионный шнек (116а) имеет удлиненную часть, выходящую за пределы длины второго шнека (116b) в направлении (F) подачи материала, образуя участок (134) охлаждения, причем для каждого из шнеков (116а, 116b) предусмотрено множество участков (122, 126, 130) смешивания, соотношение суммы длин которых к полной длине каждого шнека (116а, 116b), исключая длину участка (134) охлаждения, составляет приблизительно от 32.5% до 38.5%, предпочтительно приблизительно от 35% до 36%; или
- тандем (214) «два-шнека - один-шнек», содержащий первый двухшнековый экструдер (216) с двумя шнеками (216а, 216b), к которому последовательно присоединен второй одношнековый экструдер (217), причем для каждого шнека (216а, 216b) первого экструдера (216) предусмотрено множество участков (222, 226) смешивания, и соотношение суммы длин участков (222, 226) смешивания каждого шнека к полной длине каждого шнека (216а, 216b) составляет приблизительно от 18% до 22%, предпочтительно приблизительно от 19% до 21%; или
- тандем (314) «один-шнек - один-шнек», содержащий первый одношнековый экструдер (316а), к которому последовательно присоединен второй одношнековый экструдер (316b).
12. Экструзионные средства по п. 11, отличающиеся тем, что при использовании полистирола из отходов, имеющего значение индекса текучести расплава до 40, для изготовления указанной панели используют до 100% повторно гранулированного полистирола из отходов, при использовании полистирола из отходов, имеющего значение индекса текучести расплава приблизительно от 40 до 60, для изготовления указанной панели используют от 70% до 90%, предпочтительно приблизительно от 80% до 90%, повторно гранулированного полистирола из отходов и приблизительно от 10% до 30%, предпочтительно приблизительно от 10% до 20%, полистирола первого сорта качества.
13. Экструзионные средства по п. 11, отличающиеся тем, что повторно гранулированный полистирол имеет значение индекса текучести расплава в диапазоне от 20 до 50, предпочтительно от 30 до 40.
14. Экструзионные средства по любому из пп. 11-13, отличающиеся тем, что длина участка (134) охлаждения двушнекового экструдера (114) с совместно вращающимися шнеками составляет приблизительно от 23% до 27%, предпочтительно от 24% до 26%, от общей длины первого шнека (116а).
15. Экструзионные средства по любому из пп. 11-13, отличающиеся тем, что каждый шнек (116а, 116b) двушнекового экструдера (114), с двумя совместно вращающимися шнеками, содержит участки (118, 124, 128) транспортировки, участок (120) плавления, участки (122, 126, 130) смешивания и участок (132) охлаждения, причем первый участок (118) транспортировки в направлении (F) подачи материала имеет первый шаг (Р1) между витками спирали шнека, составляющий приблизительно от 65 мм до 75 мм, а остальные участки (120, 122, 124, 126, 128, 130, 132) имеют второй шаг (Р2) между витками спирали шнека, меньший, чем первый шаг (Р1), и составляющий приблизительно от 55 мм до 65 мм.
16. Экструзионные средства по п. 15, отличающиеся тем, что ширина (L1) вершины гребня спирали шнеков (116а, 116b) двухшнекового экструдера (114), содержащего два совместно вращающихся шнека, является величиной, постоянной для всех участков (118, 120, 122, 124, 126, 128, 130, 132), и составляет от 12 мм до 16 мм.
17. Экструзионные средства по п. 15, отличающиеся тем, что наклон каждого витка или гребня спирали шнека у шнеков (116а) и (116b) двухшнекового экструдера (114), содержащего два совместно вращающихся шнека, отрицателен, т.е. ориентирован в направлении, противоположном направлению (F) подачи материала, или положителен, т.е. ориентирован в направлении (F) подачи материала, причем наклон каждого витка составляет приблизительно от 10,5° до 11,5° по отношению к нормали к соответствующим продольным осям (X, X′) шнеков (116а) и (116b), кроме участка (134) охлаждения, у которого наклон каждого витка составляет приблизительно от 11,5° до 12,5°.
18. Экструзионные средства по п. 15, отличающиеся тем, что соотношение между длиной участка (132) охлаждения и полной длиной каждого шнека (116а, 116b) за исключением удлиненной части участка (134) охлаждения составляет приблизительно от 13% до 14%.
19. Экструзионные средства по п. 15, отличающиеся тем, что соотношение между длиной участка (120) плавления и первого участка (118) транспортировки составляет приблизительно от 90% до 92%.
20. Экструзионные средства по любому из пп. 11-13, отличающиеся тем, что каждый шнек (216а, 216b) первого двухшнекового экструдера (216) тандема (214) «два-шнека - один-шнек» содержит в направлении (F) подачи материала первый участок (218) транспортировки, участок (220) плавления, первый участок (222) смешивания, второй участок (224) транспортировки, на котором вводится вспенивающий газ, второй участок (226) смешивания и участки (228, 230, 232) охлаждения, причем профиль шнеков на участках (218, 224, 228) транспортировки, участке (220) плавления и участках охлаждения (228, 230, 232) обращен назад, то есть имеет отрицательный наклон по отношению к направлению (F) подачи материала, профиль шнеков на участках (222, 226) смешивания обращен вперед, то есть имеет положительный наклон по отношению к направлению (F) подачи материала.
21. Экструзионные средства по п. 20, отличающиеся тем, что наклон каждого витка спирали шнеков (216а, 216b) на первом участке (218) транспортировки и на участке (220) плавления составляет приблизительно от 12,5° до 13,5° по отношению к нормали к соответствующим осям (X, X′), наклон каждого витка спирали шнеков (216а, 216b) на участках (222, 224, 226, 228) составляет приблизительно от 10,5° до 11,5° по отношению к нормали к соответствующим осям (X, X′), наклон каждого витка спирали шнеков (216а, 216b) на участке (230) охлаждения составляет приблизительно от 9,5° до 10,5° по отношению к нормали к соответствующим осям (X, X′), и наклон каждого витка спирали шнеков (216а, 216b) на участке (232) охлаждения составляет приблизительно от 8,5° до 9,5° по отношению к нормали к соответствующим осям (X, X′).
22. Способ изготовления теплоизоляционной панели, выполненной из закрытопористого вспененного экструдированного полистирола, отличающийся тем, что содержит шаг непрерывной экструзии из гранул повторно гранулированного полистирола из промышленных отходов от обработки или от производства, или от первичного производства, отличных от отходов использованных продуктов, от твердых городских отходов и подобных им отходов, не загрязненного остатками продуктов и дополнительными химическими соединениями, имеющего высокое значение индекса текучести расплава в диапазоне от 5 до 60, причем на шаге экструзии непрерывно вводят вспенивающий газ для получения вспененной панели.
23. Способ по п. 22, отличающийся тем, что при использовании полистирола из отходов, имеющего значение индекса текучести расплава до 40, для изготовления указанной панели используют до 100% повторно гранулированного полистирола из отходов, при использовании полистирола из отходов, имеющего значение индекса текучести расплава приблизительно от 40 до 60, для изготовления указанной панели используют от 70% до 90%, предпочтительно приблизительно от 80% до 90%, повторно гранулированного полистирола из отходов и приблизительно от 10% до 30%, предпочтительно приблизительно от 10% до 20%, полистирола первого сорта качества.
24. Способ по п. 22, отличающийся тем, что повторно гранулированный полистирол имеет значение индекса текучести расплава в диапазоне от 20 до 50, предпочтительно от 30 до 40.
| АДАПТИВНЫЙ ИЗМЕРИТЕЛЬ ВРЕМЕННЫХ ИНТЕРВАЛОВ | 1991 |
|
RU2043648C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА И ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2160749C2 |
| СПОСОБ ГОЛОГРАФИЧЕСКОГО КОНТРОЛЯ ВОЛНОВЫХ АБЕРРАЦИЙ ЛИНЗ И ОБЪЕКТИВОВ | 1991 |
|
RU2025691C1 |
| JP 2007262181 А, 11.10.2007 | |||
| JP 2004230574 А, 19.08.2004 | |||
| Способ получения алкенилянтарных ангидридов | 1968 |
|
SU296408A1 |
| US 3742093 A, 26.06.1973. | |||

