Настоящее изобретение относится к калибратору влажного типа для изготовления оконных рам и, более конкретно, калибратору влажного типа для изготовления оконных рам и к устройству, содержащему такой калибратор, в котором система интенсивного охлаждения, имеющая калибратор влажного типа, включая множество дисковых деталей, расположена на участке, следующим за участком экструзионного формования для усиления охлаждающего эффекта.
По существу, процесс экструзионного формования как один из способов формования синтетической смолы заключается в непрерывном формовании стержней, полос и материалов с фигурным сечением, имеющих одинаковое сечение, таких как труба, пленка, кабелепровод, электромонтажная труба и строительная панель.
На Фиг.1 приведен схематический общий вид системы экструзионного формования. Как показано на Фиг.1, если гранулированный материал или заливочная смесь, сформированная из термопластичного материала, такого как полистирол, полипропилен или поливинилхлорид, подается под давлением через бункер 2 экструдера 1, материал нагревается и плавится нагревателем, расположенным в нагревательном цилиндре экструдера 1, принимая форму геля, и затем подается шнеком в форму 3 для экструзии.
Экструдированный материал проходит через калибрующее устройство 4 и, таким образом, формуется в изделие, имеющее точные размеры и заранее заданную форму. Затем изделие твердеет при водяном охлаждении, при котором охлаждающая вода поступает из бака 5, или при воздушном охлаждении, в результате превращаясь в формованное изделие.
Далее, после процесса формования, формованное изделие проходит между печатающими устройствами 6, 7, которые расположены параллельно друг другу так, чтобы на поверхности изделия можно было напечатать требуемый рисунок, или проходит через станок для резьбы так, чтобы на поверхности изделия был вырезан требуемый рисунок, а затем изделие разрезают на отрезки требуемой длины, когда оно пропускается извлекающим устройством через отрезной станок.
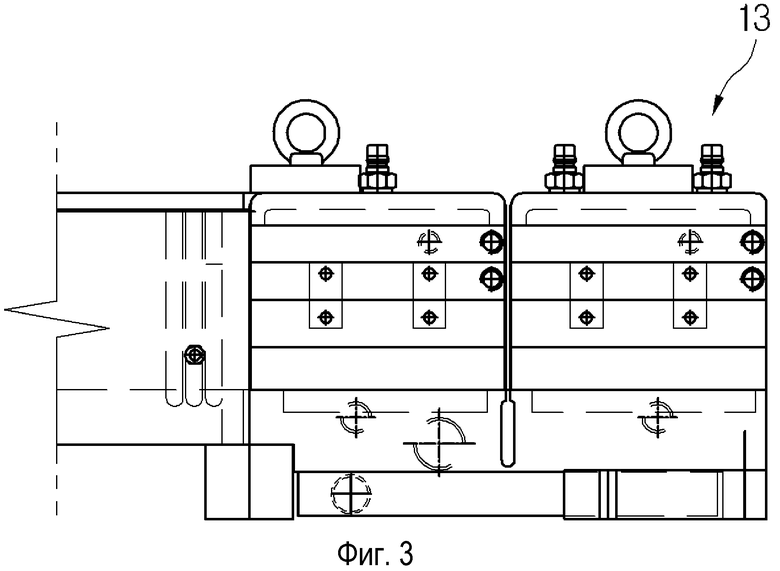
На Фиг.2 приведена блок-схема, показывающая конструкцию известного устройства для изготовления оконных рам, а Фиг.3 - вид спереди, иллюстрирующий сухой калибратор в известном устройстве для изготовления оконных рам по Фиг.2.
Как показано на Фиг.2, оконные рамы изготавливают с помощью экструдера 11, экструзионной матрицы 12 сухого калибратора 13, водяного бака 14, извлекающего устройства 15 и отрезного устройства 16.
Экструдер 11 предназначен для нагревания и плавления сырьевого материала, введенного через бункер (не показан; см. позицию 2 на Фиг.1) в нагревательном цилиндре, имеющем нагреватель, и в то же время для экструзии расплавленного материала в экструзионную матрицу 12 за счет вращения шнека.
С помощью экструзионной матрицы 12 материалу в состоянии геля, проходящему через экструдер 11, придается нужная форма.
Сухой калибратор 13 создает форму профиля изделия, проходящего через экструзионную матрицу 12, а также формует изделие, имеющее точные размеры и форму.
Изделие, прошедшее через калибратор 13, охлаждается водой из бака 14, и движется, вытягиваемое постоянным усилием, генерируемым извлекающим устройством 15, а затем режется на отрезки требуемой длины отрезным устройством 16.
В то же время, как показано на Фиг.3, в этом процессе сухой калибратор 13 имеет двухслойную структуру размером 235 мм, чтобы дополнить эффект охлаждения/разрежения. Однако, поскольку охлаждение происходит при сквозном движении, эффект охлаждения снижается. Далее, линейная скорость экструзии равна 2,5 м/мин, и эта линейная скорость экструзии недостаточна для поддержания конкурентоспособности при изготовлении оконных рам.
Следовательно, необходимо разработать новый калибратор, создающий эффект хорошего охлаждения и имеющий высокую скорость экструзии.
Задачей настоящего изобретения является создание калибратора влажного типа для изготовления оконных рам и устройства, содержащего такой калибратор, в котором используется способ охлаждения конвекционным потоком, так, чтобы поверхность экструдированного изделия, сформированного из синтетической смолы, охлаждалась первой, а затем охлаждалась его внутренняя часть, что позволяет увеличить линейную скорость экструзии.
Другой задачей настоящего изобретения является создание калибратора влажного типа для изготовления оконных рам, и устройства, содержащего такой калибратор, которые могут усилить эффект охлаждения, используя систему интенсивного охлаждения.
Для достижения поставленной задачи настоящего изобретения предложен калибратор влажного типа для изготовления оконных рам, содержащий корпус, в котором находится требуемое количество воды, и узел калибратора, расположенный в корпусе так, чтобы экструдируемое изделие, выполненное из материала синтетической смолы, проходило через него.
Предпочтительно узел калибратора содержит первый и второй узлы, имеющие множество собранных дисковых деталей.
Предпочтительно дисковые детали содержат нижний диск, нижнюю экструзионную деталь, соединительный элемент, верхнюю экструзионную деталь и верхнюю дисковую деталь, которые, в свою очередь, соединены друг с другом.
Предпочтительно на длине верхней экструзионной детали и верхней экструзионной детали расположено множество сливных отверстий для воды.
Предпочтительно на нижней экструзионной детали выполнено отверстие, соединительный элемент и верхняя экструзионная деталь так, чтобы соответствовать поперечному сечению экструдируемого изделия.
Далее, настоящее изобретение относится к экструдеру, в котором сырье, подаваемое из бункера, нагревается и плавится в нагревательном цилиндре, имеющем нагреватель, а затем расплавленный материал экструдируется путем вращения шнека; при этом экструдер содержит экструзионную матрицу, с помощью которой находящийся в состоянии геля материал, подаваемый через экструдер, формуется в требуемую форму; калибратор влажного типа, который формирует форму профиля изделия, проходящего через экструзионную матрицу, а также формирует изделие, имеющее точные размеры и форму; извлекающее устройство, которое вытягивает экструдированное изделие, прошедшее через бак с водой, с постоянным усилием; и отрезное устройство, которое разрезает экструдированное изделие на отрезки требуемого размера.
С помощью калибратора влажного типа для изготовления оконных рам и устройства, содержащего такой калибратор, можно повысить линейную скорость экструзии, используя охлаждающий путь, проходящий через конвекционный поток так, чтобы сначала охлаждалась поверхность экструдированного изделия, сформированного из синтетической смолы, а внутренняя часть изделия охлаждалась позднее.
Далее, можно повысить эффективность охлаждения, используя систему интенсивного охлаждения.
Эти и другие задачи, признаки и преимущества настоящего изобретения будут очевидны из нижеследующего описания предпочтительных вариантов со ссылками на приложенные чертежи, где:
Фиг.1 - схематический общий вид конструкции системы экструзионного формования.
Фиг.2 - блок-схема, иллюстрирующая известное устройство для изготовления оконных рам.
Фиг.3 - вид спереди сухого калибратора в известном устройстве для изготовления оконных рам по Фиг.2.
Фиг.4 - блок-схема, иллюстрирующая конструкцию устройства для изготовления оконных рам по варианту настоящего изобретения.
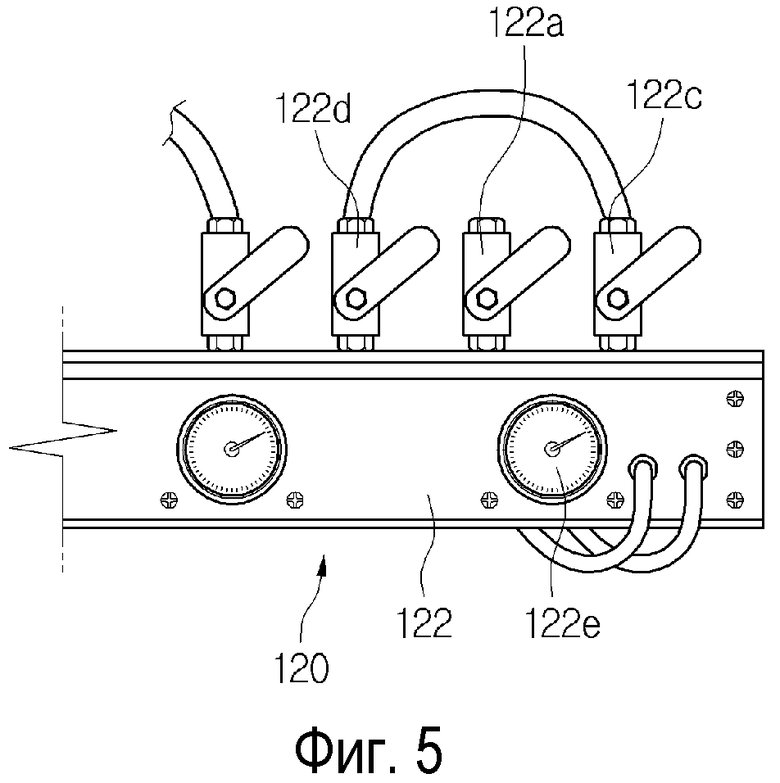
Фиг.5 - фотография, иллюстрирующая состояние устройства для изготовления оконных рам, в котором имеется калибратор влажного типа по настоящему изобретению.
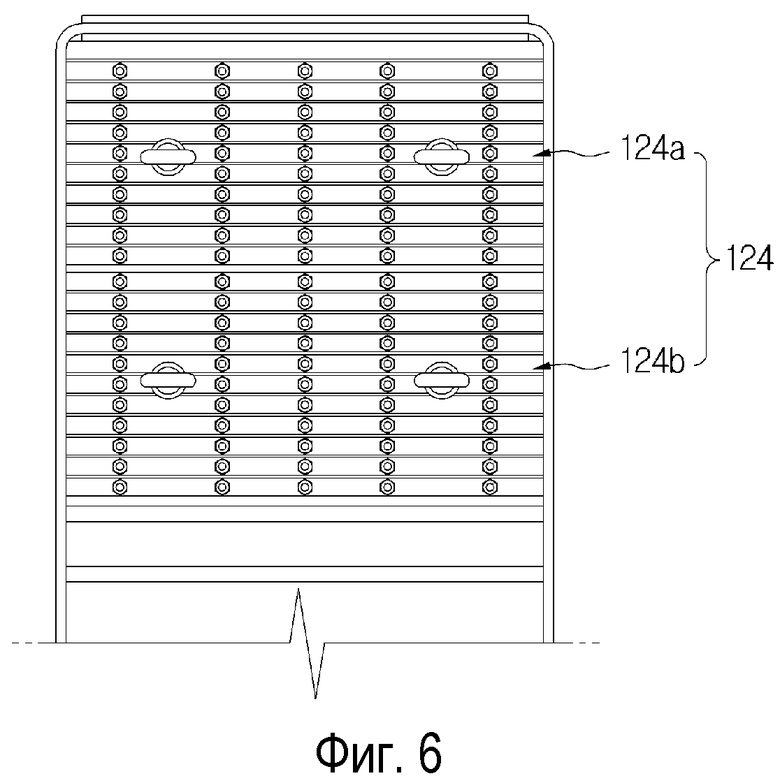
Фиг.6 - фотография, иллюстрирующая вид сверху калибратора влажного типа по Фиг.5.
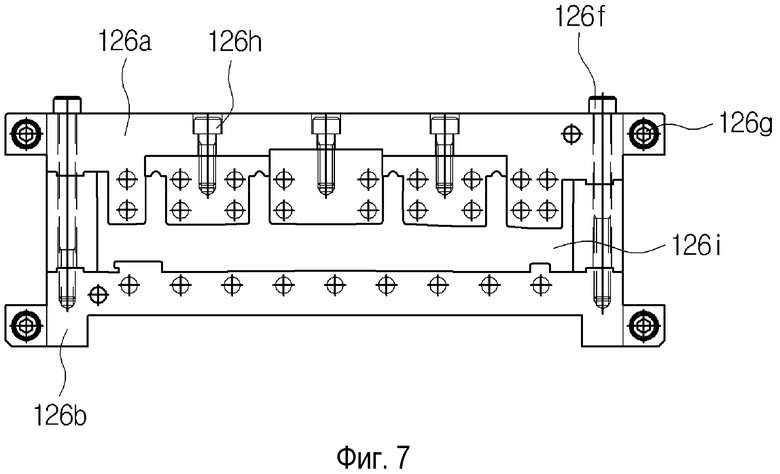
Фиг.7 - вид спереди калибратора влажного типа по настоящему изобретению.
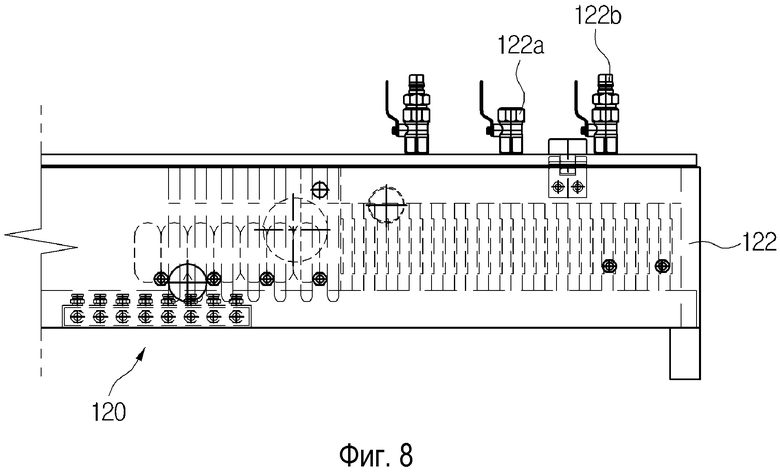
Фиг.8 - вид сбоку калибратора влажного типа по настоящему изобретению.
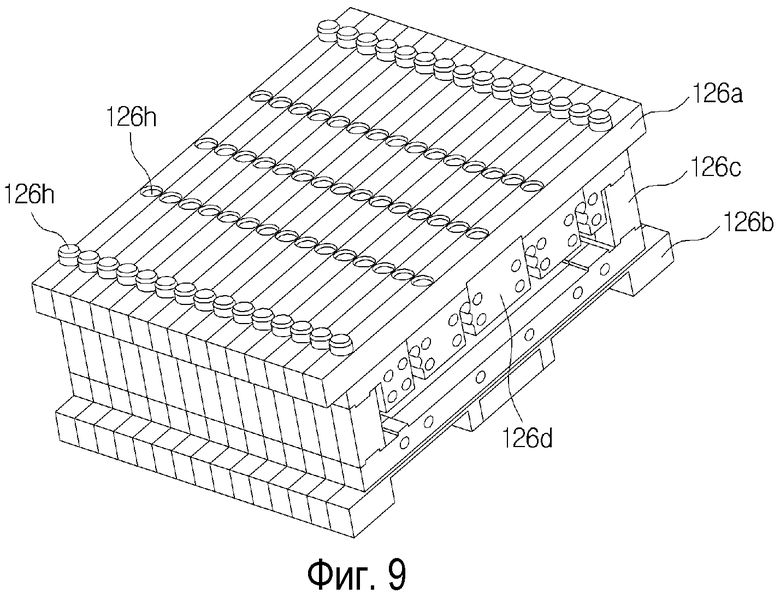
Фиг.9 - вид в перспективе калибратора влажного типа по настоящему изобретению.
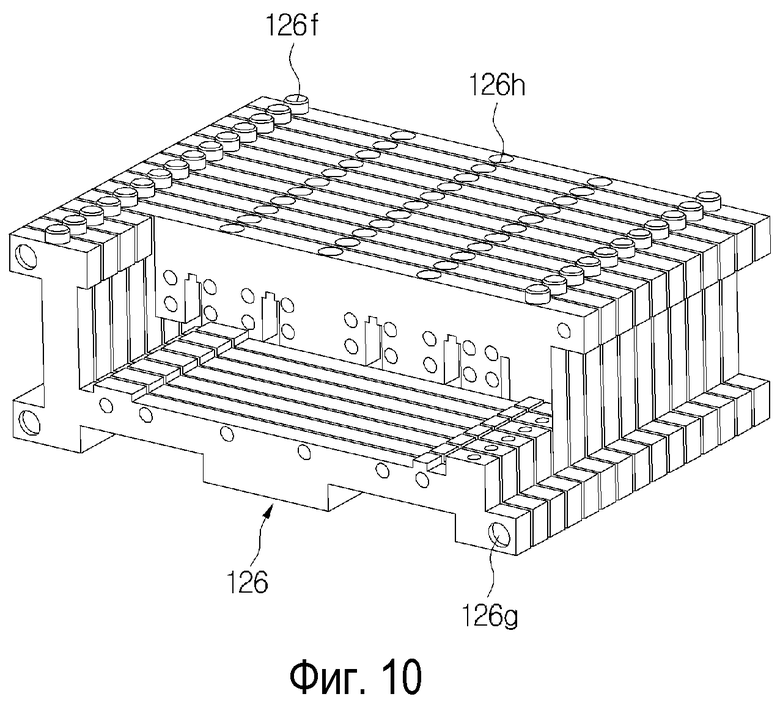
Фиг.10 - вид в перспективе с частичным вырезом калибратора влажного типа по настоящему изобретению.
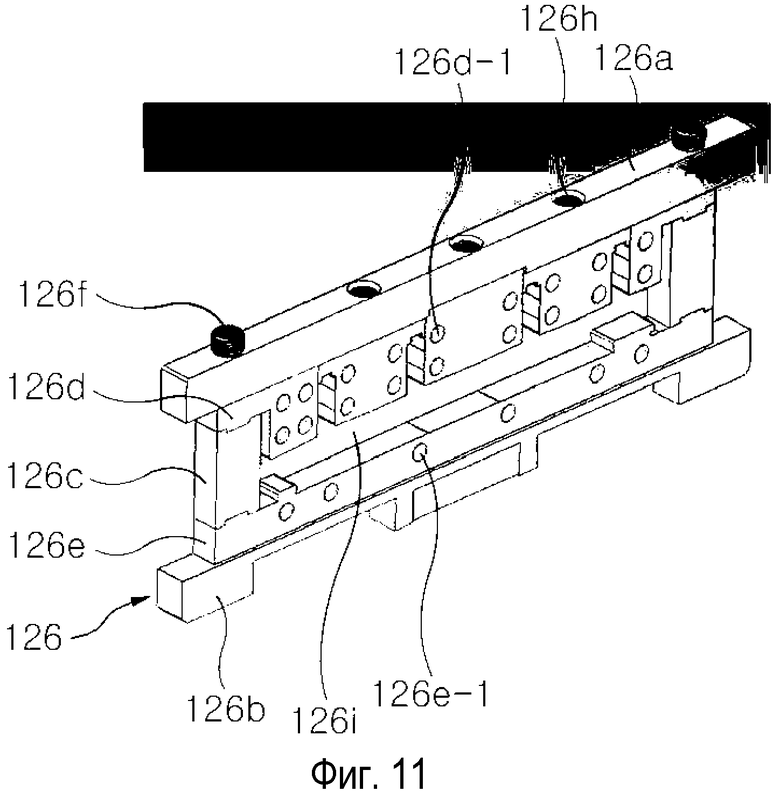
Фиг.11 - вид в перспективе дисковой части калибратора влажного типа по настоящему изобретению.
Фиг. 12 и 13 - аналитические спектры системы компьютерного моделирования для сравнения эффективности охлаждения между известным сухим калибратором и смачиваемым калибратором по настоящему изобретению.
Основные элементы:
100 - экструдер
110 - экструзионная матрица
120 - калибратор влажного типа
122 - корпус
124 - узел калибратора
124а - первый узел
124b - второй узел
126 - дисковая деталь
126а - верхний диск
126b - нижний диск
126c - соединительный элемент
126d - верхняя экструзионная деталь
126е - нижняя экструзионная деталь
130 - бак для воды
140 - извлекающее устройство
150 - отрезное устройство
Ниже следует подробное описание вариантов настоящего изобретения.
Термины и слова, используемые в описании, на ограничиваются типичным или словарным определением и могут толковаться в смысле и по определениям, соответствующим изложенным техническим идеям.
На Фиг.4 приведена блок-схема, иллюстрирующая конструкцию устройства для изготовления оконных рам по варианту настоящего изобретения. На Фиг.5 приведена фотография, показывающая состояние устройства для изготовления оконных рам, содержащего калибратор влажного типа по настоящему изобретению, а на Фиг.6 показана фотография, иллюстрирующая вид сверху калибратора влажного типа по Фиг.5.
Далее, на Фиг.7 показан вид спереди калибратора влажного типа по настоящему изобретению, а на Фиг.8 показан вид сбоку калибратора влажного типа по настоящему изобретению.
Далее, на Фиг.10 приведен вид в перспективе с частичным вырезом калибратора влажного типа по настоящему изобретению, на Фиг.11 представлен вид в перспективе дисковой части калибратора влажного типа по настоящему изобретению, а на Фиг. 12 и 13 показаны аналитические спектры системы компьютерного моделирования, для сравнения эффективности охлаждения между известным сухим калибратором и смачиваемым калибратором по настоящему изобретению.
Как показано на Фиг. 4 и 5, устройство для изготовления оконных рам содержит экструдер 100, экструзионную матрицу 110, калибратор 120 влажного типа, бак 130 для воды, извлекающее устройство 140 и отрезное устройство 150.
Экструдер 100 нагревает и плавит сырье, поступающее из бункера (см. поз. 2 на Фиг.1) в нагревающий цилиндр, имеющий нагреватель, и экструдирует расплавленный материал через экструзионную матрицу 110 за счет вращения шнека.
Материал в состоянии геля, проходящий через экструдер 100, с помощью экструзионной матрицы 110 формуется и приобретает требуемую форму.
Калибратор 120 влажного типа формирует форму профиля изделия, прошедшего через экструзионную матрицу 110, а также формирует изделие с точными размерами и формой (как будет подробно описано ниже).
Изделие, прошедшее через калибратор 120 влажного типа, охлаждается в баке 130 с водой, вытягиваемое постоянным усилием, генерируемым извлекающим устройством 140 и разрезается на отрезки нужного размера отрезным устройством 150.
В то же время, как показано на Фиг. 6-10, калибратор 120 влажного типа по настоящему изобретению содержит корпус 122 и узел 124 калибратора.
Как показано на Фиг. 5 и 6, в корпусе 122 размещено требуемое количество охлаждающей воды для охлаждения материала, проходящего через экструдер 100.
То есть вакуумный клапан 122а для всасывания внешнего воздуха расположен на верхнем центральном участке корпуса 122, а клапан 122b подачи охлаждающей воды и клапан 122с выпуска охлаждающей воды расположены на верхней стороне корпуса 122 так, чтобы вакуумный клапан 122а был расположен между ними. На Фиг.5 позицией 122d обозначена клапанная трубка, а позицией 122е - манометр.
Узел 124 калибратора расположен в корпусе 122 так, чтобы через него проходило экструдированное изделие. Как показано на Фиг. 6-10, узел 124 калибратора содержит первый узел 124а и второй узел 124b.
Первый и второй узлы 14а и 124b имеют одинаковую структуру, в которой собрано множество дисковых деталей 126 (например 15 дисковых деталей) (см. Фиг. 9 и 10). Как показано на Фиг.11, дисковая деталь 126 содержит нижний диск 126b, нижнюю экструзионную деталь 126е, соединительный элемент 126 с, верхнюю экструзионную деталь 126d, и верхний диск 126а, которые сложены и соединены друг с другом болтом 126f, при этом пятнадцать дисковых деталей 126 соединены друг с другом другим болтом 126g так, чтобы сформировать один узел. Как показано на Фиг.6 первый и второй узлы 124а и 124b расположены в корпусе 122.
Ширина W и высота Н дисковой детали 126 зависят от формы экструдируемого изделия, а его толщина Т составляет 15 мм. В случает формирования в узел 15 дисковых деталей 126, толщина узла будет равна 15 × 15 = 225 мм. Верхний экструдер 126d и верхний диск 126а соединены друг с другом еще одним болтом 126h.
Как показано на Фиг.11, вдоль длины верхнего экструдера выполнено множество отверстий 126е-1 и 126d-1 для выпуска воды. Отверстия 126е-1 и 126d-1 для выпуска воды работают как каналы для охлаждающей воды так, чтобы охлаждающая вода, подаваемая через клапан 122b подачи охлаждающей воды, проходила через первый и второй узлы 124а и 124b и, затем, выпускалась вдоль окружности экструдированного изделия так, чтобы охлаждать его. Экструдированное изделие, которое сначала охлаждается влажным калибратором 120, вторично охлаждается водяным баком 130, что усиливает эффект охлаждения.
В то же время, как показано на Фиг.1, между нижней экструзионной деталью 126е, соединительным элементом 126с и верхней экструзионной деталью 126d сформировано отверстие, соответствующее сечению экструдируемого изделия. Отверстие 126i также соответствует сечению экструзионной матрицы 110.
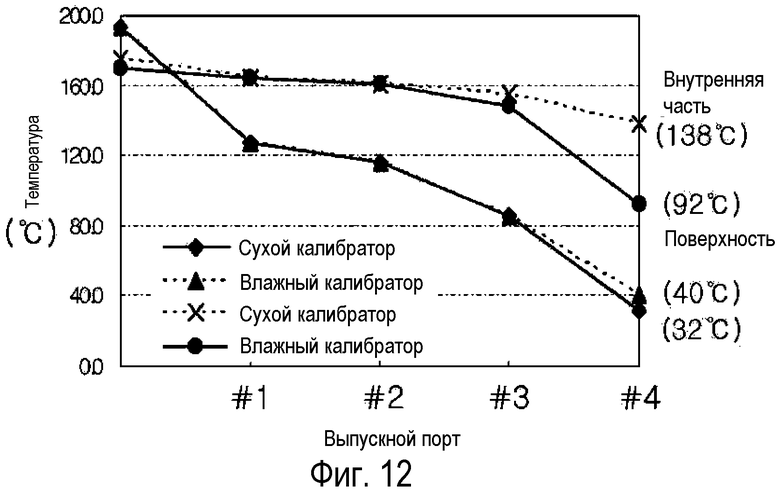
На Фиг. 12 и 13 приведены аналитические спектры системы компьютерного моделирования для сравнения эффективности охлаждения между известным сухим калибратором и влажным калибратором по настоящему изобретению.
Как показано на Фиг.12, продольная ось представляет температуру в градусах Цельсия, а горизонтальная ось представляет входное отверстие устройства для изготовления оконных рам, где #1 - неформально соответствует экструдеру, #2 - соответствует экструзионной матрице, #3 - соответствует калибратору сухого/влажного типа, а #4 - водяному баку.
В этом случае для внутреннего участка калибратора сухого/влажного типа, изменение температуры не очень велико (32°С для сухого и 40°С для влажного), но для его внешней части (поверхности) температура заметно снижается со 138°С (сухой калибратор) до 92°С (влажный калибратор). Это объясняется тем, что в известном сухом калибраторе 13 используется охлаждение за счет теплопроводности, которое имеет низкую эффективность, а во влажном калибраторе по настоящему изобретению используется конвекционное охлаждение, поэтому сначала охлаждается поверхность экструдированного изделия, сформированного из синтетической смолы, на которую попадает вода, поступающая в корпус 122, а затем, позднее, охлаждается внутренняя часть, благодаря чему температура на поверхности экструдированного изделия падает на 40°С. Следовательно, когда используется калибратор влажного типа, эффективность охлаждения повышается, и линейная скорость экструзии может быть повышена с 2,5 м/мин до 3,5 м/мин.
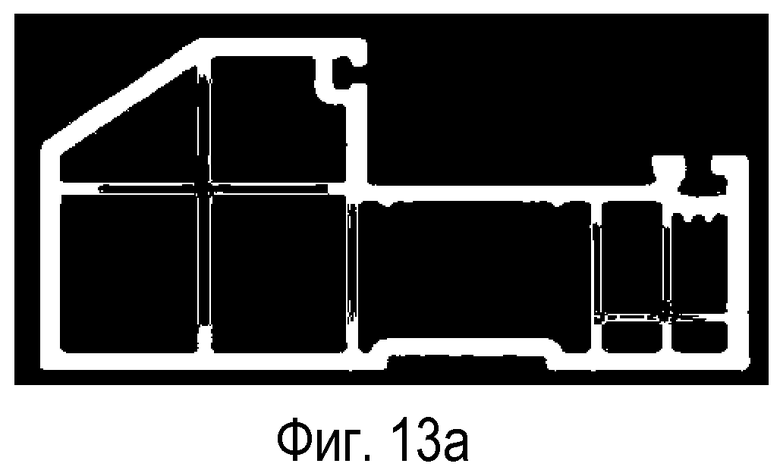
На Фиг.13а показано распределение температуры по сечению экструдированного изделия, прошедшего через известный сухой калибратор, а на Фиг.13b показано распределение температуры по сечению экструдированного изделия, прошедшего через влажный калибратор по настоящему изобретению. Согласно настоящему изобретению, высокотемпературная часть, показанная красным цветом, уменьшена на всей площади.
Другими словами, можно повысить эффект охлаждения, используя систему интенсивного охлаждения по настоящему изобретению.
Хотя выше были описаны конкретные варианты настоящего изобретения, специалистам понятно, что в него могут быть внесены различные изменения и модификации, не выходящие за пределы изобретательской идеи и объема защиты, определенного в приложенной формуле изобретения.




Настоящее изобретение относится к калибратору влажного типа для изготовления оконных рам, а именно к калибратору влажного типа для изготовления оконных рам, и к устройству, содержащему такой калибратор. Техническим результатом заявленного изобретения является повышение эффективности охлаждения. Технический результат достигается калибратором влажного типа для изготовления оконных рам, который содержит корпус, в котором находится требуемое количество воды. В корпусе расположен узел калибратора так, что сквозь него проходит экструдированное изделие, сформированное из синтетической смолы. При этом узел калибратора содержит множество собранных дисковых деталей. Причем дисковая деталь содержит нижний диск, нижнюю экструзионную деталь, соединительный элемент, верхнюю экструзионную деталь и верхнюю дисковую деталь, которые соединены по очереди друг с другом. 2 н. и 8 з.п. ф-лы, 14 ил.
1. Калибратор влажного типа для изготовления оконных рам, содержащий:
корпус, в котором находится требуемое количество воды; и
узел калибратора, расположенный в корпусе так, что сквозь него проходит экструдированное изделие, сформированное из синтетической смолы, при этом
узел калибратора содержит множество собранных дисковых деталей, причем
дисковая деталь содержит нижний диск, нижнюю экструзионную деталь, соединительный элемент, верхнюю экструзионную деталь и верхнюю дисковую деталь, которые соединены по очереди друг с другом.
2. Калибратор по п. 1, в котором корпус содержит вакуумный клапан для засасывания внешнего воздуха и клапаны для подачи и слива охлаждающей воды.
3. Калибратор по п. 1, в котором узел калибратора содержит первый и второй узлы, имеющие множество собранных дисковых деталей.
4. Калибратор по п. 1, в котором по длине нижней экструзионной детали и верхней экструзионной детали сформировано множество отверстий для слива воды.
5. Калибратор по п. 1, в котором между нижней экструзионной деталью, соединительным элементом и верхней экструзионной деталью сформировано отверстие, соответствующее сечению экструдируемого изделия.
6. Устройство для производства оконных рам, содержащее:
экструдер, в котором сырье, подаваемое через бункер, нагревается и плавится, а затем расплавленный материал экструдируется за счет вращения шнека;
экструзионную матрицу, с помощью которой материалу в состоянии геля, проходящему через экструдер, придается требуемая форма;
калибратор влажного типа, который формирует форму профиля изделия, проходящего сквозь экструзионную матрицу, а также формирует изделие с точными размерами и формой;
бак для воды, охлаждающий экструдированное изделие, прошедшее через калибратор влажного типа;
извлекающее устройство, вытягивающее экструдированное изделие, прошедшее через бак для воды, с постоянным усилием; и
отрезное устройство для нарезания экструдированного изделия на отрезки требуемой длины, при этом
калибратор влажного типа содержит корпус, в котором находится требуемое количество охлаждающей воды, и узел калибратора, расположенный в корпусе так, чтобы сквозь него проходило экструдируемое изделие, причем
узел калибратора содержит множество собранных дисковых деталей, при этом
дисковая деталь содержит нижний диск, нижнюю экструзионную деталь, соединительный элемент, верхнюю экструзионную деталь и верхнюю дисковую деталь, которые соединены по очереди друг с другом.
7. Устройство по п. 6, в котором корпус содержит вакуумный клапан для засасывания внешнего воздуха, и клапаны для подачи и слива охлаждающей воды.
8. Устройство по п. 6, в котором узел калибратора содержит первый и второй узлы, имеющие множество собранных дисковых деталей.
9. Устройство по п. 6, в котором по длине нижней экструзионной детали и верхней экструзионной детали сформировано множество отверстий для слива воды.
10. Устройство по п. 6, в котором между нижней экструзионной деталью, соединительным элементом и верхней экструзионной деталью выполнено отверстие, соответствующее сечению экструдируемого изделия.
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ И ОХЛАЖДЕНИЯ ПЛАСТМАССОВЫХ ПРОФИЛЕЙ | 1998 |
|
RU2145545C1 |
| US 6682330 В1, 27.01.2004 | |||
| JP 2010058364 A, 18.03.2010 | |||
| US 6401480 B2, 11.06.2002 | |||
| US 6210616 B1, 03.04.2001 | |||
| JP 2006056207 A, 02.03.2006 | |||

