Настоящее изобретение относится к вспененным пористым мембранам из термопластичных полимеров, отличающимся большим объемом пустот и высокой долей открытых пор, а также к способу и устройству для изготовления таких мембран. Вспененные пористые мембраны могут применяться для фильтрации текучих сред в микро- и макрофильтрационном диапазоне, прежде всего для предварительной и окончательной фильтрации жидких сред в промышленных, лабораторных и природоохранных целях. Согласно WO 97/06935 путем экструзии могут быть получены преимущественно микро- и супермикропористые пенопласты с закрытыми порами (ячейками), размер которых составляет менее 0,1 мкм при их плотности не менее 1,56•1014 ячеек/см3 (супермикропористые пенопласты), а также пенопласты с размером пор менее 100 мкм при их плотности более 108 ячеек/см3 (микропористые пенопласты). Способ, осуществляемый с помощью экструзионной системы, подразделяется на следующие стадии: а) образование под давлением однофазного полимерно-газового раствора, б) образование зародышей газонаполненных ячеек (порообразование) в результате резкого снижения давления и в) увеличение пор в объеме. При этом обязательным условием, необходимым для осуществления указанного способа, следует рассматривать наличие между выходным отверстием экструдера и его головкой шестеренного насоса в качестве дросселя, с помощью которого можно регулировать перепад давлений.
Согласно заявке WO 92/17533 вспененные пленки получают из вспениваемого полимера и надкритической жидкости. При осуществлении описанного в этой заявке способа достижимый размер пор составляет менее 1 мкм при их плотности в пределах от 109 до 1015 ячеек/см3. Указанный способ, который является весьма трудоемким, заключается в том, что с помощью экструдера с плоскощелевой головкой получают пленку, затем при комнатной температуре добавляют надкритическую жидкость (например, СО2) в находящуюся под давлением камеру, через которую пленка перемещается по роликам, после чего при переходе в следующую камеру при нормальном давлении осуществляют порообразование и в завершение пропусканием пленки между теплообменниками и при определенных условиях термической обработкой вызывают рост ячеек в этой камере при повышенной температуре (выше 190oС). В другом варианте надкритическую жидкость можно добавлять также в экструдере непосредственно в полимерный расплав перед его формованием через головку.
В WO 89/00918 описан способ получения микропористых пенопластов с закрытыми порами из полукристаллических полимеров, таких как полипропилен и полиэтилен, с размером пор приблизительно от 1 до 100 мкм. Согласно этому способу полимер насыщают газом при повышенном давлении и при температуре выше точки плавления, затем с помощью экструзионной головки или литьем под давлением формуют полимерный материал, после чего с целью порообразования и вспенивания материала уменьшают давление и затем для отверждения пенопласта температуру снижают до значения ниже точки плавления.
В патенте US 4473665 описан способ получения микропористых пенопластов с закрытыми порами из аморфных полимеров, таких как полистирол, сложный полиэфир, найлон и поликарбонат, с размером пор приблизительно от 2 до 25 мкм и объемом пустот от 5 до 30%. Согласно этому способу полимер сначала насыщают газом при повышенном давлении и при температуре выше точки плавления, затем с помощью экструзионной головки или литьем под давлением формуют полимерный материал, после чего с целью порообразования и вспенивания материала уменьшают давление и затем для отверждения пенопласта температуру снижают до значения ниже точки плавления.
Однако подобные пенопласта, как очевидно, непригодны для изготовления мембран, поскольку они из-за своей структуры, характеризующейся наличием закрытых пор, являются полностью непроницаемыми или в лучшем случае слабопроницаемыми для фильтруемой среды, обладают слишком малым объемом пустот и помимо этого вследствие неконтролируемого роста пор (ячеек) в них не исключено образование дефектов. Еще один их недостаток состоит в том, что для получения пригодных для использования мембранных материалов пенопласты с закрытыми порами требуется превращать в последующем в материал с открытыми порами. Хотя в заявке ЕР-А1 0754488 и описан такой способ, позволяющий получать микрофильтрационные мембраны с открытыми порами из пенопластов с закрытыми порами, тем не менее при его осуществлении существует опасность растрескивания материала. Согласно этой заявке в результате уплотнения и вытягивания (расплющивания) пенопласта при различных температурах происходит разрыв перемычек материала между ячейками пенопластов, имеющих закрытые поры. Таким образом, у указанных полипропиленовых плоских мембран толщиной от 2 до 200 мкм коэффициент Б/А, рассчитываемый как отношение толщины (Б) стенок ячеек пенопласта к их размеру (А), должен быть менее 0,5 при объеме пустот не менее 50%.
Из WO 96/38221 известен способ изготовления мембран с полыми волокнами, образованными вспененным полимером. Согласно этому способу расплавленный полимер пропускают через экструдер и в расплав перед его поступлением в формующую фильеру вводят под давлением газ. В результате падения давления на выходе из фильеры происходит вспенивание полимерного расплава с образованием пористой мембраны, состоящей из полых волокон. Размер полых волокон (толщину стенок) путем вытягивания мембраны при повышенной температуре устанавливают на заданную величину. Температуру расплава в экструдере регулируют таким образом, чтобы при использовании аморфных полимеров она была выше температуры их стеклования, а при использовании частично кристаллических полимеров - выше температуры их плавления. При этом регулирование размера и формы пор должно обеспечиваться управлением и регулированием таких параметров экструзии, как давление, температура, форма червяка и скорость экструзии, а также форма головки экструдера. Указанный способ позволяет получать вспененные структуры с размером пор в пределах от 10 до 20 мкм и их плотностью приблизительно 1010 ячеек/см3. При этом речь идет о пенопластах преимущественно с закрытыми порами и с долей случайно образующихся открытых пор в пределах от 5 до 40%. Недостаток этого способа состоит в том, что он позволяет получать лишь такие состоящие из полых волокон мембраны, которые имеют слишком малый для технического применения объем пустот и слишком низкую проницаемость, и при этом вследствие неконтролируемого роста пор (ячеек) он не исключает появления дефектов.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача получить из термопластичных полимеров такие не имеющие дефектов вспененные мембраны, которые обладали бы большим объемом пустот и высокой долей открытых пор при узком распределении пор по размерам, а также разработать соответствующий непрерывный способ их получения и соответствующее устройство для осуществления этого способа.
Согласно изобретению указанная задача решается с помощью отличительных признаков, представленных в независимых пунктах формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы.
Предлагаемый в изобретении способ заключается в том, что полимерный расплав, состоящий по меньшей мере из одного аморфного и/или частично кристаллического полимера, пропускают под давлением через экструдер экструзионного устройства, при этом на инжекционной ступени в расплав вводят пенообразователь и продавливают через формующую мембрану головку, при этом в результате падения давления, происходящего при прохождении сквозь головку, пенообразователь вспенивает полимерный расплав с образованием по меньшей мере в одном полимере структуры с в основном открытыми порами (ячейками). Давление в экструдере должно составлять не менее 150 бар, а температуру при использовании аморфных полимеров и полимерных смесей (компаундов) устанавливают по меньшей мере на величину температуры их стеклования, а при использовании частично кристаллических полимеров и полимерных смесей - на величину температуры их плавления таким образом, чтобы вязкость полимерного расплава обеспечивала бесперебойную работу экструдера. Температура стеклования и температура плавления обозначены ниже как начальная температура размягчения, а температура, при которой обеспечивается бесперебойная работа экструдера, обозначена ниже как начальная рабочая (или технологическая) температура, соответственно начальная температура переработки.
На дополнительной ступени смешения, расположенной перед головкой, образуется однофазный расплав по меньшей мере из одного полимера и пенообразователя, при этом температуру расплава понижают до уровня ниже начальной температуры переработки по меньшей мере одного полимера и/или повышают давление расплава. Неожиданно было установлено, что образование однофазного расплава согласно изобретению на дополнительной ступени смешения позволяет получать мембраны, которые не имеют дефектов и размер пор которых обладает высокой степенью однородности.
Обычно добавляют такое количество пенообразователя, которое при данных давлении и температуре может раствориться в полимере без образования газовых пузырьков, поскольку избыток пенообразователя, как правило, будет приводить к образованию газовых пузырьков, которые при перемешивании попадают в расплав. Однако в расплаве они в последующем не растворяются. При пено-, соответственно порообразовании, происходящем в результате последующего падения давления, растворенный в полимере газ будет диффундировать в эти уже присутствующие в расплаве газовые пузырьки и существенно увеличивать их в объеме. Кроме того, при указанных выше условиях новые газовые пузырьки либо не образуются вовсе, либо они образуются лишь в небольшом количестве. С точки зрения термодинамики сказанное можно обосновать тем, что поскольку для образования новых поверхностей требуются затраты энергии, с энергетической точки зрения диффузия в уже существующие газовые пузырьки является более легким процессом, чем образование новых пузырьков. В результате этого образуется пенопласт лишь с относительно малым количеством пор (ячеек), размер которых составляет порядка нескольких 100 мкм и который помимо этого имеет достаточно широкий разброс. Подобные пенопласты непригодны для изготовления из них мембран из-за большого размера пор и их высокой неоднородности.
Благодаря отличительной особенности настоящего изобретения, согласно которой на дополнительной ступени смешения температуру расплава понижают до величины ниже начальной температуры переработки по меньшей мере одного полимера и/или повышают давление расплава, обеспечивается получение вспененной мембраны, характеризующейся высоким объемом пустот, который составляет не менее 75%. Столь большой объем пустот является одной из экономических предпосылок применения таких мембран в тех областях, где требуется высокая проницаемость мембран, соответственно где сквозь них требуется прокачивать фильтруемую среду с высоким расходом.
При более низких температурах и более высоких давлениях в расплав можно вводить большее количество пенообразователя без опасности присутствия в расплаве нерастворенных газовых пузырьков, которые, как указано выше, могли бы привести к проявлению нежелательных эффектов. Такое повышенное количество пенообразователя обеспечивает формирование большего числа газовых пузырьков в процессе порообразования. Понижение температуры расплава и/или повышение его давления на дополнительной ступени смешения позволяет на соответствующей инжекционной ступени нагнетать в полимерный расплав избыток пенообразователя в сравнении с тем количеством, которое может раствориться в расплаве с учетом преобладающих на этой ступени температуры и давления, поскольку указанный избыток пенообразователя в последующем при обработке на дополнительной ступени смешения полностью переводится в раствор. Благодаря этому создается возможность управлять процессом за счет регулирования содержания пенообразователя в расплаве, а тем самым и объема пустот и плотности пор в мембране.
В целом температура полимерного расплава определяется также той минимально необходимой вязкостью, при которой еще возможна экономичная работа экструдера и нормальное функционирование технических средств. Однако на дополнительной ступени смешения используется размягчающий эффект растворенного в расплаве пенообразователя. Поскольку с увеличением содержания пенообразователя начальная температура размягчения полимера падает, на дополнительной ступени смешения после добавления пенообразователя, например СО2, рабочая температура может быть понижена в сравнении с начальной рабочей температурой на величину вплоть до 100oС и более без увеличения вязкости расплава. При этом для явно выраженного проявления целевых эффектов температура должна быть понижена не менее чем на 50oС.
Кроме того, наличие дополнительной ступени смешения позволяет исключить наличие в полимерном расплаве газовых пузырьков, прежде всего тех, которые образуются в результате добавления пенообразователя.
Расположенная перед головкой дополнительная ступень смешения может быть реализована, например, с помощью каскадного экструдера или в предпочтительном варианте она может быть предусмотрена в пределах экструзионного участка между экструдером и головкой. Для технической реализации указанной дополнительной ступени смешения используется теплообменная труба. Последнюю устанавливают между двумя насосами для расплава, в результате чего экструзионный участок удлиняется без потери давления. Кроме того, оба насоса для расплава обеспечивают создание в теплообменной трубе очень высокого давления в 600 и более бар, которое не зависит от внутреннего давления в экструдере и вращающего момента его червяков. Теплообменная труба помимо нагревательных оснащена также охлаждающими элементами, служащими для охлаждения экструзионной массы однофазного расплава. В предпочтительном варианте для реализации дополнительной ступени смешения теплообменная труба имеет смесительные элементы для полимерного расплава, предпочтительно в форме статической мешалки.
Давление в головке зависит от гидравлического сопротивления, и его можно регулировать изменением скорости потока экструзионной массы однофазного расплава с помощью насоса для расплава перед головкой, а также изменением температуры плавления. При этом давление в фильере также может превышать давление в теплообменной трубе. В качестве насосов для расплава преимущественно применяют шестеренные насосы, установленные до поступления расплава на ступень смешения и после выхода из нее. В результате падения давления на выходе полимерного расплава из головки происходит его вспенивание. В качестве головок для формования мембран из однофазного расплава в случае получения плоских мембран применяют плоскощелевые головки необходимой ширины, а в случае получения трубчатых мембран и мембран, состоящих из полых волокон, применяют стержневые головки с полым сердечником. При использовании стержневых головок с полым сердечником в качестве наполнителя внутреннего канала волокна предпочтительно применять находящийся под давлением газ, например сжатый воздух.
Неожиданно было установлено, что если в качестве пенообразователей, вводимых в полимерный расплав, применяют вещества, которые в нормальных условиях состоят по меньшей мере из двух газов, или по меньшей мере из двух низкокипящих жидкостей, или из смеси газа и низкокипящей жидкости с различными скоростями диффузии относительно полимерного расплава, то полученные предлагаемым способом вспененные полимерные мембраны обладают высокой долей открытых пор. Пенообразователи должны быть по меньшей мере практически полностью инертными по отношению к применяемым полимерам в экструзионной массе. Предпочтительно применять диоксид углерода и воду.
Вскрытие пор в условиях проведения предлагаемого способа происходит предположительно вследствие того, что внутреннее давление в ячейке преодолевает обусловленную вязкостью и поверхностным натяжением механическую прочность стенок ячейки и приводит к их разрыву. Вероятно, стенки ячеек у первоначально образующейся пены являются очень тонкими, поскольку согласно изобретению создается высокая плотность ячеек и большой объем пустот, а основная полимерная масса приходится, кроме того, на перемычки пористого каркаса. При использовании газовой смеси, состоящей по меньшей мере из двух газов с различными скоростями диффузии, газ с меньшей скоростью диффузии создает в ячейке высокое внутреннее давление, которое и приводит к разрыву закрытых ячеек.
При рабочих температурах выше 100oС (температура содержащей газ экструзионной массы однофазного расплава) в качестве одного из по меньшей мере двух компонентов пенообразователя предпочтительно применяют воду, которая служит для образования пор за счет вскрытия ячеек. При использовании смеси инертного газа и воды в качестве пенообразователя, вероятно, во время выхода полимерного расплава из головки и при одновременном падении давления в результате начинающегося кипения воды в ячейке возникает дополнительное давление, достаточное для разрыва стенок закрытых ячеек. Предпочтительно в экструзионную массу вводить сжиженные пенообразователи. Для точного дозирования пенообразователей сжиженный пенообразователь нагнетают в движущийся поток полимерного расплава с помощью, например, имеющих охлаждаемые головки дозировочных насосов для точной дозировки жидкости. Так, в частности, при применении в качестве одного из по меньшей мере двух пенообразователей диоксида углерода за счет использования перепускного клапана скоростного напора, установленного после насоса, с помощью этого насоса СО2, поступающий из баллона для сжатого газа, можно сжимать до давления 57 бар, сжижать, дозировать в жидком состоянии и нагнетать (инжектировать) в полимерный расплав в процессе экструзии. При этом температуру головки насоса необходимо постоянно поддерживать ниже 14oС, предпочтительно на уровне -10oС, чтобы плотность жидкого СО2 была постоянной, что в свою очередь является предпосылкой для поддержания на постоянном уровне дозирумого количества последнего в жидком состоянии.
Пенообразователи можно вводить с помощью полой иглы сквозь спеченный металлический порошок, размер пор которого предпочтительно составляет около 20 мкм и менее, чтобы поверхность контакта на границе раздела фаз жидкость/полимер, соответственно газ/полимер имела максимально большую площадь.
Согласно изобретению можно применять аморфные и частично кристаллические термопластичные полимеры и их смеси, выбранные из группы, включающей производные целлюлозы и полиолефины, сложные полиэфиры, полисульфоны, полиэфирсульфоны, полиамиды и продукты их замещения, такие как поливинилиденфторид. Особенно предпочтительной является группа, включающая сложные полиэфиры, полисульфоны и полиэфирсульфоны.
Предлагаемый способ позволяет получать мембраны в микро- и макрофильтрационном диапазоне со средним диаметром пор в пределах от 0,05 мкм до 30 мкм, соответственно от более 30 мкм до 200 мкм. Эти мембраны характеризуются объемом пустот не менее 75%, долей открытых пор не менее 80% и распределением пор по размеру со стандартным отклонением ±10% от среднего диаметра пор.
Объем пустот в процентах рассчитывают по следующей формуле:
(1 - кажущаяся плотность/плотность полимера)•100
Кажущаяся плотность представляет собой величину, которая рассчитывается как масса пены, деленная на единицу объема, и ее определяли взвешиванием соответствующего опытного образца и расчетом его объема на основе линейных размеров.
Долю открытых пор в процентах, т.н. открытую пористость, измеряли с помощью пикнометра с воздушным стандартом. Этот метод позволяет определить путем сравнения геометрического объема опытного образца с эталонным объемом при одинаковом давлении объем вытесненного пенопластом воздуха, т.е. тот объем, который соответствует закрытым ячейкам, включая вспененную массу. Погрешность, возникающая из-за срезанных ячеек в поверхностном слое, корректировали путем измерений на опытных образцах с переменным отношением поверхности к объему. Открытую пористость определяли путем экстраполяции измеренной открытой пористости на отношение поверхности к объему, равное нулю.
Распределение пор по размерам определяли по кривым расхода воздуха как функции давления на смоченной мембране, поры которой были заполнены водой. Расход воздуха измеряли с помощью порозиметра Каултера (Coulter).
Мембраны могут быть неармированными и армированными. Для получения армированных плоских мембран полимерный расплав экструдируют, например, непосредственно на армирующий материал, который пропускают мимо экструзионной головки или между двумя экструзионными головками. В другом варианте армированные мембраны получают путем одностороннего или двухстороннего ламинирования. Армирующие материалы могут нести вспененную мембрану на одной или обеих сторонах или армировать вспененную мембрану с одной или обеих сторон. В качестве армирующих материалов могут использоваться пленки, соответственно фольга, ткани, трикотаж или нетканые материалы из металлических или полимерных материалов, предпочтительно материалы из полимерных волокон, полимер которых относится к той же группе, что и полимер мембраны. В предпочтительном варианте полимерные волокна состоят из выполненной из первого тугоплавкого и высокопрочного полимера сердцевины, поверхность которой полностью или частично покрыта вторым полимером. Мембраны с такой структурой обладают особо высокой способностью сохранять приданную им форму. Второй полимер имеет более низкую, чем у полимера сердцевины, точку плавления и является химически стойким. Предпочтительно он относится к той же группе, что и полимер мембраны.
Ниже изобретение более подробно поясняется на примере одного из вариантов его осуществления со ссылкой на прилагаемый чертеж, на котором показана схема предлагаемого устройства для осуществления способа изготовления вспененных пористых мембран из термопластичных полимеров.
Показанное на чертеже устройство имеет экструдер 1 со спаренным шнеком 2, который состоит из двух шнеков, приводимых во вращение приводом 3 в цилиндре 4 в одном направлении, и отношение длины к диаметру которого составляет, например, 30. В экструдер 1 с помощью дозатора 5 подается по меньшей мере один полимер, обычно в гранулированном виде, для получения из него экструзионной массы, при этом указанный полимер попадает в приемное отверстие 7 экструдера 1 через загрузочную воронку 6. За счет вращения спаренного шнека 2 гранулированный полимер перемещается вдоль цилиндра 4. При этом к гранулированному полимеру от регулируемых отдельно друг от друга нагревательных элементов 8 подводится тепло, в результате чего гранулированный полимер расплавляется с образованием полимерного расплава. Приблизительно на участке между второй и последней третью длины цилиндра 4 расположена инжекционная ступень, реализованная в виде устройства для подачи пенообразователей 9, которое состоит из насоса 10 высокого давления для точной дозировки и примыкающей к нему полой иглы 11, которая оканчивается в цилиндре 4 предпочтительно пластиной 12 из спеченного металлического порошка. Конструкцию и форму спаренного шнека 2 выбирают таким образом, чтобы давление возрастало вдоль цилиндра 4. Давление в точке ввода пенообразователей в полимерный расплав через полую иглу 11 регулируется изменением объема заполняющей цилиндр 4 экструзионной массы и частоты вращения спаренного шнека 2 и может достигать 200 бар. После введения пенообразователей экструзионная масса в последней трети длины цилиндра 4 попадает в первую зону 13 смешения, в которой под действием создающих сдвиговое усилие элементов, которые обычно применяются в спаренном шнеке 2, происходит перемешивание полимерного расплава. По ходу перемещения экструзионной массы полимерного расплава цилиндр 4 оканчивается первым насосом 14 для расплава. Этот первый насос 14 для расплава соединен с теплообменной трубой дополнительной ступени 15 смешения, при этом экструзионная масса полимерного расплава с помощью первого насоса 14 для расплава перемещается в теплообменную трубу дополнительной ступени 15 смешения, которая оснащена регулируемой системой 16 нагрева и охлаждения и оканчивается вторым насосом 17 для расплава. Оба указанных насоса для расплава предпочтительно выполнены в виде шестеренных насосов. В процессе перемещения по теплообменной трубе дополнительной ступени 15 смешения образуется однофазный полимерный расплав, который охлаждается до заданной температуры, т.е. до величины ниже начальной температуры размягчения. За счет управления насосами 14, 17 для расплава давление полимерного расплава устанавливается на заданное значение, достигающее 600 бар и более. Насос 17 для расплава соединен с формующей мембрану головкой 18. Полимерный расплав подается насосом 17 в головку 18, которая формует экструзионную массу с приданием ей соответствующей формы. В результате падения давления на выходе из головки 18 полимерный расплав вспенивается с образованием мембраны. Предлагаемое устройство, которое оснащено не показанными на чертеже датчиками и контрольно-измерительными приборами для регулирования давления, температуры, скорости дозирования гранулированного полимера, частоты вращения шнека и насосов, может работать в автоматическом режиме с компьютерным управлением.
Пример выполнения
Рассмотренный в данном примере эксперимент осуществляли на устройстве, показанном на чертеже. Гранулированный поликарбонат подавали с помощью дозатора 5 в нагретый до 245oС экструдер 1 при частоте вращения спаренного шнека 230 об/мин и пропускали через устройство. Теплом, выделявшимся при экструзии, расплав поликарбоната нагревался приблизительно до 260oС (начальная рабочая температура). Путем регулирования скорости подачи с помощью дозатора 5, а также регулирования частоты вращения первого шестеренного насоса 14 и частоты вращения второго шестеренного насоса 17 выбирали такой профиль давления внутри экструдера 1, чтобы в точке инжекции пенообразователей через полую иглу 11 давление устанавливалось на 150 бар, а внутри теплообменной трубы дополнительной ступени 15 смешения давление устанавливалось на 400 бар. Затем при постоянной скорости подачи частоту вращения шестеренных насосов 14 и 17 устанавливали на такую величину, чтобы массовый расход через экструзионную установку был постоянным и равен 20 г/мин. Благодаря этому установившееся давление также остается на постоянном уровне. После этого в поток экструзионной массы расплава полимера насосом 10 высокого давления для точного дозирования в качестве пенообразователя нагнетали смесь диоксида углерода и воды в соотношении 9:1. Количество пенообразователя, нагнетаемое в единицу времени, соответствовало при этом 15 мас.% в пересчете на экструзионную массу, перемещаемую в единицу времени. После начала нагнетания (инжекции) пенообразователя температуру в теплообменной трубе 15 снижали с начальной температуры экструзионной головки, равной 245oС. При этом температуру понижали ступенчато небольшими приращениями приблизительно в 10oС, в пределах которых вязкость экструзионной массы, измеренная по вращающему моменту, оставалась приблизительно постоянной. При этом снижение температуры сопровождалось увеличением растворенного количества пенообразователя и одновременно понижением температуры стеклования в результате эффекта размягчения. Это позволило снова снизить рабочую температуру, что приводило к повторному увеличению растворенного количества газа. Таким образом температура экструзионной массы снижалась с начальных 260oС на участке цилиндра 4, расположенном перед шестеренным насосом 14, до приблизительно 150oС в теплообменной трубе 15 дополнительной зоны смешения. Полимерный расплав затем экструдировали через плоскощелевую головку 18 при ее температуре 220oС с получением плоской пленки шириной 40 см, при этом в результате падения давления при экструзии экструзионной массы через головку происходило вспенивание полимерного расплава.
Плотность ячеек (плотность пор) у полученной таким путем плоской мембраны толщиной 0,4 мм составляла 1014 ячеек/см3 при среднем размере ячеек 0,5 мкм (±0,03 мкм). Ее объем пустот составлял 82% при открытой пористости 91%. Ее проницаемость для воды составляла примерно 120 мл/(мин•см2•бар). Ее точка образования пузырьков (Bubble Point) составляла около 1,9 бар.
Изобретение относится к вспененным пористым мембранам из термопластичных полимеров, отличающимся большим объемом пустот и высокой долей открытых пор, а также к способу и устройству для изготовления таких мембран. Вспененные пористые мембраны содержат долю открытых пор не менее 80%, объем пустот не менее 75% и распределение открытых пор по размерам со стандартным отклонением ±10% от среднего диаметра пор. В способе изготовления мембран полимерный расплав перемещают под давлением через экструдер. На инжекционной ступени в расплав нагнетают избыток пенообразователя, обладающего различными скоростями диффузии относительно расплава. Полимерный расплав перемешивают в первой зоне смешения, проходящей от инжекционной ступени до конца цилиндра экструдера. Затем расплав перемещают через дополнительную ступень смешения, ограниченную первым и вторым насосами, где температуру полученного однофазного расплава понижают до уровня ниже начальной температуры переработки и/или повышают давление расплава. Однофазный расплав с помощью второго насоса для расплава продавливают с регулируемым давлением через головку. Описано также устройство для осуществления способа. Изобретение позволяет получать не имеющие дефектов вспененные мембраны, обладающие большим объемом пустот и высокой долей открытых пор при узком распределении пор по размерам. 3 с. и 13 з.п. ф-лы, 1 ил.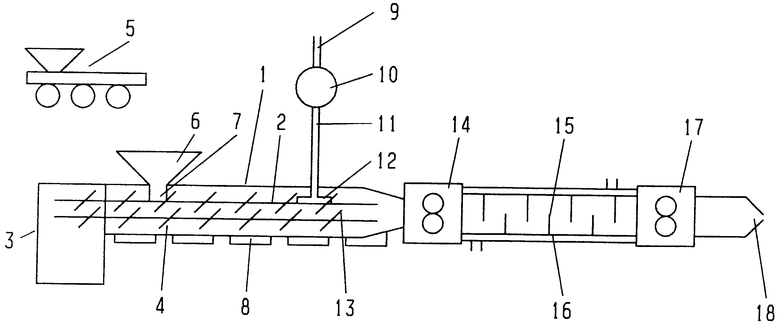
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| ЗУБНАЯ ЩЕТКА | 1995 |
|
RU2098993C1 |
| US 5557896 А, 24.09.1996 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Тормоз веретена | 1973 |
|
SU463759A1 |
| МИКРОПОРИСТАЯ МЕМБРАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2047334C1 |

