ПРИТЯЗАНИЕ НА ПРИОРИТЕТ
[0001] Данная заявка испрашивает приоритет предварительных заявок №61/529632, поданной 31 августа 2011 г., и №61/618604, поданной 30 марта 2012 г., которые специально включены в данный документ посредством ссылки, согласно § 119(e) Патентного закона США 35 U.S.C.
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
[0002] Настоящее раскрытие относится к полимерным материалам, которые можно формировать для получения контейнера, в частности к теплоизолирующим полимерным материалам. В частности, настоящее раскрытие относится к основанным на полимерах составам, которые могут быть сформированы для получения теплоизолирующих неароматических полимерных материалов.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0003] Полимерный материал в соответствии с настоящим раскрытием включает полимерную смолу и образующие ячейки агенты. В иллюстративных вариантах осуществления смесь полимерных смол и образующих ячейки агентов экструдируют или другим образом формируют для получения теплоизолирующего ячеистого неароматического полимерного материала.
[0004] В иллюстративных вариантах осуществления теплоизолирующий ячеистый неароматический полимерный материал, полученный в соответствии с настоящим раскрытием, может быть сформирован для получения теплоизолирующего стакана или другого продукта. Полипропиленовую смолу используют для формирования изолирующего ячеистого неароматического полимерного материала в иллюстративных вариантах осуществления.
[0005] В иллюстративных вариантах осуществления теплоизолирующий ячеистый неароматический полимерный материал включает полипропиленовую базовую смолу с высокой прочностью расплава, сополимер или гомополимер полипропилена (или оба), и образующие ячейки агенты, включая по меньшей мере один нуклеирующий агент и порообразователь, такой как диоксид углерода. В другом иллюстративном варианте осуществления теплоизолирующий ячеистый неароматический полимерный материал дополнительно содержит добавку, понижающую трение. Полипропиленовая базовая смола характеризуется широким унимодальным (не бимодальным) распределением молекулярной массы.
[0006] В иллюстративных вариантах осуществления состав на основе полипропилена в соответствии с настоящим раскрытием нагревают и экструдируют в две стадии для получения трубчатого экстсрудата (в процессе экструзии), который можно разрезать для получения полоски теплоизолирующего ячеистого неароматического полимерного материала. Порообразователь в виде инертного газа в иллюстративных вариантах осуществления вводят в расплавленную смолу во время первой стадии экструзии.
[0007] В иллюстративных вариантах осуществления теплоизолирующий стакан формуют, используя полоску изолирующего ячеистого неароматического полимерного материала. Теплоизолирующий стакан включает тело, содержащее боковую стенку в форме рукава, и дно, соединяемое с телом для объединения с боковой стенкой для формирования внутренней области для хранения пищевых продуктов, жидкости или любого подходящего продукта. Тело также содержит свернутый край, соединенный с верхним концом боковой стенки, и крепление дна, соединенное с нижним концом боковой стенки и с дном.
[0008] Теплоизолирующий ячеистый неароматический полимерный материал в соответствии с настоящим раскрытием предназначен предоставлять средство для обеспечения локализованной пластической деформации по меньшей мере в одной выбранной области тела (например, боковой стенке, свернутом крае, креплении дна и удерживающем дно выступе, включенном в крепление дна) для того, чтобы предоставлять (1) пластически деформируемый сегмент из первого материала, имеющего первую плотность в первой части выбранной области тела, и (2) сегмент из второго материала, имеющего относительно более низкую вторую плотность в смежной второй части выбранной области тела. В иллюстративных вариантах осуществления сегмент из первого материала более тонкий, чем сегмент из второго материала.
[0009] Дополнительные признаки настоящего изобретения будут понятны специалистам в данной области техники при рассмотрении иллюстративных вариантов осуществления, представляющих примеры наилучшей реализации изобретения, как оно понимается в настоящее время.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0010] Подробное описание, в частности, содержит ссылки на сопутствующие графические материалы, на которых:
[0011] Фиг. 1 представляет собой схематический вид в перспективе способа формирования материала в соответствии с данным изобретением, показывающий, что данный способ формирования материала включает, слева направо, размещение состава теплоизолирующего ячеистого неароматического полимерного материала в бункере, из которого его подают в первую экструзионную зону первого экструдера, где применяют нагрев и давление для образования расплавленной смолы, а также показывающий, что порообразователь впрыскивают в расплавленную смолу для образования экструдируемой смеси смолы, которую направляют во вторую экструзионную зону второго экструдера, где экструдируемая смесь смолы расширяется на выходе с образованием экструдата, который разрезают для получения полосок теплоизолирующего ячеистого неароматического полимерного материала;
[0012] Фиг. 2 представляет собой вид в перспективе теплоизолирующего стакан, изготавливаемого из полоски материала, включающего теплоизолирующий ячеистый неароматический полимерный материал, представленный на Фиг. 1, показывающий, что теплоизолирующий стакан включает тело и дно, а также показывающий, что четыре участка тела были удалены, чтобы показать локализованные области пластической деформации, которые обеспечивают увеличенную плотность в этих областях, при этом поддерживая заданное теплоизолирующее свойство в теле;
[0013] Фиг. 3 представляет собой увеличенный вид в разрезе части боковой стенки, включенной в тело теплоизолирующего стакана, представленного на Фиг. 2, показывающий, что боковая стенка изготовлена из листа, который включает, слева направо, оболочку, включая пленку, слой краски и клейкий слой, а также полоску теплоизолирующего ячеистого неароматического полимерного материала, представленного на Фиг 1;
[0014] Фиг. 4 представляет собой покомпонентное изображение сборки теплоизолирующего стакана, представленного на Фиг. 2, показывающее, что теплоизолирующий стакан содержит, сверху вниз, дно и тело, включающее свернутый край, соковую стенку и крепление дна, предназначенное для соединения дна с боковой стенкой, как показано на Фиг. 2;
[0015] Фиг. 5 представляет собой вид в разрезе, выполненный вдоль линии 5-5 на фиг. 2, показывающий, что боковая стенка, включенная в тело теплоизолирующего стакана, имеет в целом равномерную толщину, и что дно соединено с креплением дна, включенного в тело;
[0016] Фиг. 6-9 представляют собой ряд изображений, показывающих первый, второй, третий и четвертый участки теплоизолирующего стакана, представленного на Фиг. 2, каждый из которых включает локализованную пластическую деформацию;
[0017] Фиг. 6 представляет собой частичный вид в разрезе, выполненном по линии 5-5 на Фиг. 2, показывающий первый участок, находящийся в боковой стенке тела;
[0018] Фиг. 7 представляет собой частичный вид в разрезе, выполненном по линии 5-5 на Фиг. 2, показывающий второй участок, находящийся в свернутом краю тела;
[0019] Фиг. 8 представляет собой частичный вид в разрезе, выполненном по линии 5-5 на Фиг. 2, показывающий, третий участок, находящийся в соединительном ребре, включенном в крепление дна тела;
[0020] Фиг. 9 представляет собой частичный вид в разрезе, выполненном по линии 5-5 на Фиг. 2, показывающий, четвертый участок, находящийся в поддерживающем ребра кольце, включенном в крепление дна тела; и
[0021] Фиг. 10 представляет собой график, демонстрирующий характеристики теплоизолирующих стаканов с течением времени в соответствии с настоящим изобретением, подвергаемых температурному испытанию.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0022] Теплоизолирующий ячеистый неароматический полимерный материал, полученный в соответствии с настоящим раскрытием, может быть сформован с получением теплоизолирующего стакана 10, как предложено на Фиг. 2-9. В качестве примера теплоизолирующий ячеистый неароматический полимерный материал включает полипропиленовую базовую смолу с высокой прочностью расплава, сополимер или гомополимер полипропилена (или оба), и образующие ячейки агенты, включая по меньшей мере один нуклеирующий агент и порообразователь, такой, как диоксид углерода. В другом примере теплоизолирующий ячеистый неароматический полимерный материал дополнительно содержит добавку, понижающую трение. Полипропиленовая базовая смола характеризуется широким унимодальным (не бимодальным) распределением молекулярной массы.
[0023] В способе 100 формирования материала используют состав 121 на основе полипропилена в соответствии с настоящим изобретением для получения полоски 82 теплоизолирующего ячеистого неароматического полимерного материала, как показано на Фиг. 1. Состав 121 нагревают и экструдируют в две стадии для получения трубчатого экструдата 124, который можно разрезать с получением полоски 82 теплоизолирующего ячеистого неароматического полимерного материала, как проиллюстрировано, например, на Фиг. 1. Порообразователь в виде сжиженного инертного газа в иллюстративных вариантах осуществления вводят в расплавленную смолу 122 в первой экструзионной зоне.
[0024] Теплоизолирующий ячеистый неароматический полимерный материал используют для формирования теплоизолирующего стакана 10. Теплоизолирующий стакан 10 включает тело 11, имеющее боковую стенку 18 в форме рукава, и дно 20, как показано на Фигурах. 2 и 4. Дно 20 соединено с телом 11 и объединяется с боковой стенкой 18 с образованием внутренней области 14 между ними для хранения пищевых продуктов, жидкости или любого подходящего продукта. Тело 11 также содержит свернутый край 16, соединенный с верхним концом боковой стенки 18, и крепление дна 17, соединенное с нижним концом боковой стенки 18 и дном 20, как представлено на фиг. 5.
[0025] Теплоизолирующий ячеистый неароматический полимерный материал в соответствии с настоящим раскрытием предназначен предоставлять средство для обеспечения локализованной пластической деформации по меньшей мере в одной выбранной области тела 11 (например, боковой стенке 18, свернутом крае 16, креплении дна 17 и удерживающем дно выступе 26, включенном в крепление дна 17) для того, чтобы предоставлять (1) пластически деформируемый сегмент из первого материала, имеющего первую плотность в первой части выбранной области тела 11, и (2) сегмент из второго материала, имеющего относительно более низкую вторую плотность в смежной второй части выбранной области тела 11, как предложено, например, на Фигурах. 2 и 6-9. В иллюстративных вариантах осуществления сегмент из первого материала более тонкий, чем сегмент из второго материала.
[0026] В одном аспекте настоящего изобретения предложен состав для производства теплоизолирующего ячеистого неароматического полимерного материала. Как упоминается в данном документе, теплоизолирующий ячеистый неароматический полимерный материал имеет отношение к экструдированной структуре, имеющей ячейки, сформированные в нем, и обладает требуемыми теплоизолирующими свойствами при заданной толщине. В другом аспекте настоящего изобретения предложен материал из смолы для производства экструдированной структуры теплоизолирующего ячеистого неароматического полимерного материала. В еще одном аспекте настоящего изобретения предложен экструдат, содержащий теплоизолирующий ячеистый неароматический полимерный материал. В другом аспекте настоящего изобретения предложен структура материала, сформированная из теплоизолирующего ячеистого неароматического полимерного материала. В другом аспекте настоящего изобретения предложена структура материала, сформированная из теплоизолирующего ячеистого неароматического полимерного материала.
[0027] В иллюстративном варианте осуществления состав включает по меньшей мере один полимерный материал. В одном иллюстративном варианте осуществления основной или базовый полимер содержит полипропилен с высокой прочностью расплава, характеризующийся длинноцепочечным разветвлением. Длинноцепочечное разветвление происходит за счет замены заместителя, например, атома водорода, на мономерном субзвене другой ковалентно связанной цепью этого полимера, или в случае привитого сополимера - цепью другого типа. Например, реакция переноса цепи во время полимеризации может вызывать разветвление полимера. Длинноцепочечное разветвление представляет собой разветвление боковой цепи, длина которой больше, чем среднее критическое расстояние переплетения линейной полимерной цепи. Обычно подразумевают, что в зависимости от конкретной структуры мономера, используемого в полимеризации, длинноцепочечное разветвление включает полимерные цепи с по меньшей мере 20 атомами углерода. Другой пример разветвления представляет собой сшивку полимера после завершения полимеризации. Некоторые длинноцепочечные разветвленные полимеры образуются без сшивки. Разветвление полимерной цепи может иметь существенное влияние на свойства материала. Окончательный выбор полипропиленового материала может быть основан на свойствах целевого материала, дополнительных материалах, необходимых во время приготовления состава, а также должен учитывать условия в процессе экструзии. В иллюстративных вариантах осуществления полипропилены с высокой прочностью расплава могут быть материалами, которые могут удерживать газ (как обсуждается здесь и ниже), образовывать ячейки требуемого размера, иметь требуемую гладкость поверхности и иметь приемлемый уровень запаха (если он присутствует).
[0028] Одним иллюстративным примером пригодной полипропиленовой базовой смолы является гомополимер DAPLOY™ WB140 (можно приобрести у компании Borealis AJS), конструкционный изомерный модифицированный гомополимер полипропилена с высокой прочностью расплава (прочность расплава = 36, согласно испытанию по методике ISO 16790, которая включена в данный документ путем ссылки, температура плавления = 325,4°F (163°С), определена по методике ISO 11357, которая включена в данный документ путем ссылки).
[0029] Свойства Borealis DAPLOY™ WB140 (как описано в информационном листке продукта компании Borealis):

[0030] Другие полипропиленовые полимеры, обладающие подходящей прочностью расплава, степенью разветвления и температурой плавления, также могут быть использованы. Можно применять и смешивать вместе несколько базовых смол.
[0031] В некоторых иллюстративных вариантах вместе с базовым полимером может использоваться второй полимер. Вторым полимером может быть, например, полимер с достаточной кристалличностью. В иллюстративных вариантах осуществления второй полимер может быть по меньшей мере одним кристаллическим гомополимером пропилена, ударопрочным сополимером, их смесью или подобным. Одним иллюстративным примером является высококристаллический гомополимер полипропилена, который можно приобрести под маркой F020HC у компании Braskem. Другим иллюстративным примером является полимер, который можно приобрести под маркой PRO-FAX SC204™ (поставляется компанией LyndellBasell Industries Holdings, В.V.). Другой иллюстративный пример включает Homo РР - INSPIRE 222, который можно приобрести у компании Braskem. В одном аспекте полипропилен может иметь высокую степень кристалличности, т.е. содержание кристаллической фазы превышает 51% (по результатам испытания с помощью дифференциальной сканирующей калориметрии) при скорости охлаждения 10°С/мин. В иллюстративных вариантах осуществления могут применяться и смешиваться вместе несколько различных вторых полимеров.
[0032] В иллюстративных вариантах осуществления второй полимер может быть полиэтиленом или включать его. В иллюстративных вариантах осуществления второй полимер может включать полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полиэтилен высокой плотности, сополимеры этилен-винилацетат, сополимеры этилен-этилакрилат, сополимеры этилен-акриловая кислота, смеси по меньшей мере двух из вышеперечисленного и подобное. Использование отличных от полипропилена материалов может иметь отрицательное влияние на пригодность к переработке, теплоизоляцию, использование в микроволновой печи, ударопрочность или другие характеристики, как обсуждается здесь и далее.
[0033] Один или более нуклеирующих агентов используют для обеспечения и регулирования центров зародышеобразования, тем самым способствуя образованию ячеек, пузырьков или пустот в расплавленной смоле во время процесса экструзии. Нуклеирующий агент означает химический или физический материал, который предоставляет центры для образования ячеек в расплавленной смеси смол. Нуклеирующие агенты могут быть физическими или химическими веществами. Подходящие физические нуклеирующие агенты имеют требуемые свойства, а именно, гранулометрический состав, соотношение размеров и максимальный размер частиц. Примеры включают, но без ограничения, тальк, СаСО3, слюду и смеси по меньшей мере двух из вышеупомянутых веществ. Нуклеирующий агент может быть смешан с составом полимерной смолы, который вносят в загрузочный бункер. Альтернативно, нуклеирующий агент можно вводить в расплавленную смесь смол в экструдере. По достижении температуры химической реакции нуклеирующий агент действует, обеспечивая формирование пузырьков, которые образуют ячейки в расплавленной смоле. Иллюстративным примером химического порообразователя является лимонная кислота или материал на основе лимонной кислоты. После разложения химический порообразователь образует маленькие ячейки, заполненные газом, которые впоследствии служат в качестве центров зародышеобразования для роста более крупных ячеек с помощью физического порообразователя или других типов порообразователей. Одним характерным примером является Hydrocerol™ CF-40E™ (можно приобрести у компании Clariant Corporation), который содержит лимонную кислоту и кристаллический нуклеирующий агент. В иллюстративных вариантах осуществления могут быть введены один или несколько катализаторов или других реагентов для ускорения или способствования формированию ячеек.
[0034] В некоторых вариантах осуществления могут быть включены один или несколько порообразователей. Порообразователь означает физический или химический материал (или комбинация материалов), чье действие увеличивает в объеме центры зародышеобразования. Нуклеирующие агенты и порообразователи могут действовать вместе. Действие порообразователей направлено на уменьшение плотности путем формирования ячеек в расплавленной смоле. Порообразователь можно вводить в расплавленную смесь смол в эктрудере. Характерные примеры физических порообразователей включают, но без ограничения, диоксид углерода, азот, гелий, аргон, воздух, пентан, бутан или другие смеси алканов из вышеупомянутых и подобных им. В некоторых иллюстративных вариантах осуществления может быть применена технологическая добавка, которая повышает растворимость физического порообразователя. Альтернативно, физический порообразователь может представлять собой фторуглеводород, такой как 1,1,1,2-тетрафторэтан, также известный как R134a, или другой хладагент, являющийся галогеналканом. Выбор порообразователя может осуществляться с учетом его воздействия на окружающую среду.
[0035] В иллюстративных вариантах осуществления физические порообразователи обычно представляют собой газы, которые вводят в виде жидкостей под давлением в расплавленную смолу через вход в экструдере, как показано на Фиг. 1. Расплавленная смола проходит через экструдер и фильеру, давление падает, что вызывает изменение фазы физического порообразователя из жидкой в газообразную, тем самым создавая ячейки в экструдированной смоле. Избыток газа улетучивается после экструзии, при том что оставшийся газ остается в ячейках экструдата.
[0036] Химические порообразователи представляют собой материалы, которые разлагаются или реагируют с выделением газа. Химические порообразователи могут быть эндотермическими или экзотермическими. Химические порообразователи обычно разрушаются при определенной температуре, при этом разлагаясь и выделяя газ. В одном аспекте химический порообразователь может представлять собой один или более материалов, выбранных из группы, состоящей из азодикарбонамида; азодиизобутиронитрила; бензолсульфонгидразида; 4,4-оксибензол сульфонилсемикарбазида; п-толуол сульфонил семикарбазида; азодикарбоксилата бария; N,N′-диметил-N,N′-динитрозотерефталамида; тригидразино триазина; метана; этана; пропана; н-бутана; изобутана; н-пентана; изопентана; неопентана; фтористого метила; перфторметана; фтористого этила; 1,1-дифторэтана; 1,1,1-трифторэтана; 1,1,1,2-тетрафторэтана; пентафторэтана; перфторэтана; 2,2-дифторпропана; 1,1,1-трифторпропана; перфторпропана; перфторбутана; перфторциклобутана; метилхлорида; метиленхлорида; этилхлорида; 1,1,1-трихлорэтана; 1,1-дихлор-1-фторэтана; 1-хлор-1,1-дифторэтана; 1,1-дихлор-2,2,2-трифторэтана; 1-хлор-1,2,2,2-тетрафторэтана; трихлормонофторметана; дихлордифторметана; трихлортрифторэтана; дихлортетрафторзтана; хлоргептафторпропана; дихлоргексафторпропана; метанола; этанола; н-пропанола; изопропанола; бикарбоната натрия; карбоната натрия; бикарбоната аммония; карбоната аммония; нитрита аммония; N,N′-диметил-N,N′-динитрозотерефталамида; N,N′-динитрозопентаметилен тетрамина; азобизизобутилонитрила; азоциклогексилнитрила; азодиаминобензола; бензолсульфонилгидразида; толуолсульфонилгидразида; п,п′-оксибис (бензолсульфонилгидразида); дифенилсульфон-3,3′-дисульфонилгидразида; азида кальция; 4,4′-дифенилдисульфонил азида; и п-толуолсульфонилазида.
[0037] В одном аспекте настоящего изобретения, в случае использования химического порообразователя, химический порообразователь может быть введен в состав смолы, которую вносят в питающий бункер.
[0038] В одном аспекте настоящего изобретения химический порообразователь может быть разлагаемым материалом, который образует газ при разложении. Характерным примером такого материала является лимонная кислота или материал на основе лимонной кислоты. В одном иллюстративном аспекте настоящего изобретения может быть возможным использование смеси физических и химических порообразователей.
[0039] В одном аспекте настоящего изобретения по меньшей мере одна добавка, понижающая трение, может быть включена в смесь смолы для способствования повышению скорости производства. Добавка, понижающая трение (также известная как технологическая добавка), является термином, используемым для описания общего класса материалов, которые добавляют в смесь смол, и которые обеспечивают смазывание поверхности полимера во время и после переработки. Добавки, понижающие трение, также могут уменьшить отложения в фильере. Характерные примеры добавок, снижающих трение, включают амиды жиров или жирных кислот, такие как, но без ограничения, эрукамид и олеамид. В одном иллюстративном варианте осуществления могут быть использованы амиды от олеилового (С-18 с одной ненасыщенной связью) до эруцилового (С-22 с одной ненасыщенной связью). Другие характерные примеры добавок, понижающих трение, включают низкомолекулярные амиды и фторированные эластомеры. Можно применять комбинации двух или более добавок, понижающих трение. Добавки, понижающие трение, могут быть предоставлены в гранулах маточной смеси и смешаны с составом смолы.
[0040] Необязательно могут быть включены один или несколько дополнительных компонентов и добавок, таких как, но без ограничения, модификаторы ударной прочности, окрашивающие вещества (такие, как, но без ограничения, диоксид титана) и измельченный полимерный компаунд.
[0041] Полимерные смолы могут быть смешаны с любыми дополнительными желаемыми компонентами и расплавлены с образованием смеси состава смолы.
[0042] Помимо поверхностной топографии и морфологии, было найдено, что еще один фактор имеет благоприятное влияние на получение теплоизолирующего стакана высокого качества, не содержащего складок, а именно анизотропность теплоизолирующей ячеистой неароматической полимерной полоски. Соотношение размеров - это отношение главной оси к малой оси ячейки. В одном иллюстративном варианте осуществления подтвержденные микроскопией средние размеры ячейки в направлении 67 машинной обработки (в направлении машинной обработки или продольном направлении) экструдированной полоски 82 теплоизолирующего ячеистого неароматического полимерного материала составляли примерно 0,0362 дюймов (0,92 мм) в ширину на примерно 0,0106 дюймов (0,27 мм) в высоту. В результате соотношение размеров ячейки в направлении машинной обработки составляет примерно 3,5. Средние размеры ячейки в поперечном направлении (поперек сетки или поперек движения) составляли примерно 0,0205 дюймов (0,52 мм) в ширину и примерно 0,0106 дюймов (0,27 мм) в высоту. В результате соотношение размеров ячейки в поперечном направлении составляет примерно 1,94. В одном иллюстративном варианте осуществления было найдено, что для того, чтобы полоска смогла выдержать сжимающее усилие при формовании стакана, одно желательное среднее соотношение размеров ячейки находилось в интервале примерно 1,0-3,0. В одном иллюстративном варианте осуществления одно желательное среднее соотношение размеров ячейки находилось в интервале примерно 1,0-2,0.
[0043] Отношение длины ячейки в направлении машинной обработки к длине в поперечном направлении используется как критерий анизотропности экструдированной полоски. В иллюстративных вариантах осуществления полоска теплоизолирующего ячеистого неароматического полимерного материала может быть ориентирована биаксиально, причем коэффициент анизотропии принимает значения в интервале примерно 1,5-3. В одном иллюстративном варианте осуществления коэффициент анизотропии был примерно 1,8.
[0044] Бели окружность стакана совмещена с направлением 67 машинной обработки экструдированной полоски 82, имеющей соотношение размеров ячейки, превышающее примерно 3,0, то в таком случае на внутренней поверхности стакана обычно образуются глубокие складки, в глубину превышающие 200 микрон, что делает стакан непригодным к использованию. В одном иллюстративном варианте осуществления неожиданно было обнаружено, что, если окружность стакана была совмещена с поперечным направлением экструдированной полоски 82, которая может характеризоваться отношением размеров ячейки меньше примерно 2,0, то глубокие складки внутри стакана не образуются, указывая на то, что поперечное направление экструдированной полоски 82 было устойчиво к сжимающим усилиям во время формования стакана.
[0045] Одной возможной причиной более высокой способности к сжатию экструдированной полоски с ячейками, имеющими соотношение размеров меньше примерно 2,0 в направлении окружности стакана, т.е. в поперечном направлении, может быть более низкая концентрация напряжений в случае ячеек с радиусом большего размера. Другой возможной причиной может быть то, что большее отношение размеров ячеек может означать больший коэффициент гибкости стенки ячейки, которая обратно пропорциональна прочности при продольном изгибе. Образование складок в полоске при сжатии может быть приближенно принято за продольный изгиб стенок ячейки. Для стенок ячейки с большей длиной коэффициент гибкости (длина к диаметру) может быть выше. Еще одним возможным фактором в снятии нагрузки при сжатии может быть более благоприятная упаковка полимерных цепей в стенках ячейки в поперечном направлении, позволяющая перемещения полимерных цепей под воздействием сжимающего усилия. Предполагается, что в направлении 67 машинной обработки полимерные цепи имеют предпочтительную ориентацию и более плотную упаковку.
[0046] В иллюстративных вариантах осуществления окружность формуемого стакана выровнена вдоль направления экструдированной полоски, а соотношение размеров меньше приблизительно 2,0. В результате поверхность экструдированной полоски с размером кристаллической области, обращенной внутрь стакана, меньше примерно 100 ангстрем, может обеспечить благоприятные результаты достижения требуемой топографии поверхности с глубиной дефектов менее чем примерно 5 микрон.
[0047] В одном аспекте настоящего раскрытия смола полипропилена (либо базовая смола, либо комбинированная базовая и вторая смолы) может иметь плотность в интервале, равном от примерно 0,01 г/см3 до примерно 0,19 г/см3. В одном иллюстративном варианте осуществления плотность может быть в интервале, равном от примерно 0,05 г/см3 до примерно 0,19 г/см3. В одном иллюстративном варианте осуществления плотность может быть в интервале, равном от примерно 0,1 г/см3 до примерно 0,185 г/см3.
[0048] В альтернативном иллюстративном варианте осуществления вместо полипропилена в качестве первого полимера можно использовать материал на основе полимолочной кислоты, такой, как, но не ограничиваясь этим, материал на основе полимолочной кислоты, полученный из пищевого материала, например, кукурузного крахмала. В одном иллюстративном варианте осуществления в качестве первого полимера может быть использован полиэтилен.
[0049] В одном иллюстративном аспекте настоящего раскрытия один состав материала, полезного для формирования теплоизолирующего ячеистого неароматического полимерного материала, включает следующее: по меньшей мере одну первую смолу, содержащую длинноцепочечный разветвленный полипропилен с высокой прочностью расплава, по меньшей мере одну вторую смолу, содержащую высококристаллический гомополимер полипропилена или ударопрочный сополимер, по меньшей мере один нуклеирующий агент, по меньшей мере один порообразователь и по меньшей мере одну добавку, понижающую трение. По выбору может быть включено красящее вещество.
[0050] Состав может быть введен в экструдер через питающий бункер, такой, как показан на Фиг. 1. Во время процесса экструзии состав нагревается и плавится с образованием расплавленной смеси смолы. В иллюстративных вариантах осуществления по меньшей мере один физический порообразователь вводят в расплавленную смесь смолы через один или несколько входов в экструдере. Затем расплавленную смесь смолы и газ экструдируют через фильеру.
[0051] В другом иллюстративном варианте осуществления состав может содержать как по меньшей один химический порообразователь, так и по меньшей мере один физический порообразователь.
[0052] Стаканы или другие контейнеры или конструкции могут быть сформованы из листа согласно традиционным оборудованию и способам.
[0053] Исключительно в качестве неограничивающего примера будет описано формирование стакана из материала, раскрываемого в данном документе в иллюстративном варианте осуществления; однако контейнер может иметь любую из возможных форм или конструкций или предназначаться для различных применений, таких как, но не ограничиваясь этим, традиционный стакан для напитков, контейнер для хранения, бутылка и т.п. В качестве исключительно неограничивающего примера в качестве материала, который может вмещаться контейнером, будет использоваться жидкий напиток; однако контейнер может вмещать жидкости, твердые вещества, гели, их комбинации или другие материалы.
[0054] Способ 100 формирования материала показан, например, на Фиг. 1. В способе 100 формирования материала экструдируют неароматический полимерный материал в виде листа или полоски теплоизолирующего неароматического полимерного материала 82, как предложено на Фиг. 1. В качестве примера в способе 100 формирования материала используют методику двойной экструзии, в котором первый экструдер 111 и второй экструдер 112 взаимодействуют с целью экструзии полоски теплоизолирующего неароматического полимерного материала 82.
[0055] Как показано на Фиг. 1, состав 121 теплоизолирующего неароматического полимерного материала 82 загружают в питающий бункер 113, соединенный с первым экструдером 111. Состав 121 может быть в виде гранул, гранулярных чешуек, порошка или в других подходящих формах. Состав 121 теплоизолирующего неароматического полимерного материала 82 перемещается из питающего бункера 113 с помощью шнека 114, содержащегося в первом экструдере 111. Состав 121 преобразуется в расплавленную смолу 122 в первой экструзионной зоне первого экструдера 111 путем применения тепла 105 и давления шнека 114, как показано на Фиг. 1. В примерных вариантах осуществления физический порообразователь 115 может быть введен и смешан с расплавленной смолой 122 после формирования расплавленной смолы 122. В примерных вариантах осуществления, как обсуждается далее в данном документе, физический порообразователь может представлять собой газ, введенный в виде жидкости под давлением через вход 115А и смешиваемый с расплавленной смолой 122 с образованием расплавленной экструзионной смеси смолы 123, как показано на Фиг. 1.
[0056] Экструзионная смесь смолы 123 передвигается шнеком 114 во вторую экструзионную зону, включенную во второй экструдер 112, как показано на Фиг. 1. Там экструзионная смесь смолы 123 далее обрабатывается вторым экструдером 112 перед ее выходом через экструзионную фильеру 116, соединенную со вторым экструдером 112, с образованием экструдата 124. При прохождении экструзионной смеси смолы 123 через экструзионную фильеру 116 газ 115 выходит из раствора в экструзионной смеси смолы 123 и начинает образовывать ячейки и расширяться таким образом, что формируется экструдат 124. В качестве иллюстративного варианта осуществления, показанного на Фиг. 1, экструдат 124 может быть сформован с помощью круглой экструзионной фильеры 116 с образованием трубчатого экструдата. Продольный резак 117 разрезает экструдат 124 с получением листа или полоски 82 теплоизолирующего неароматического полимерного материала, как показано на Фиг. 1.
[0057] Экструдат означает материал, который выходит из экструзионной фильеры. Материал экструдата может быть в такой форме, как, например, но не ограничиваясь этим перечнем, лист, полоса, трубка, нить, катышек, гранула или другая структура, которая является результатом экструзии состава на основе полимера, как описывается здесь, через фильеру экструдера. Исключительно для целей иллюстрации в качестве характерной структуры экструдата, которая может быть сформована, будет рассмотрен лист, но подразумевается включение структур, приведенных в данном документе. Экструдат может быть далее сформован в любые конечные продукты, такие, как, но не ограничиваясь этим перечнем, стаканы, контейнеры, подносы, обертки, свернутые в рулон полоски теплоизолирующего ячеистого неароматического полимерного материала, и т.п.
[0058] В качестве примера, полоска 82 теплоизолирующего ячеистого неароматического полимерного материала свернута с образованием рулона теплоизолирующего ячеистого неароматического полимерного материала и хранится для последующего применения. Однако данное раскрытие охватывает применение полоски 82 теплоизолирующего ячеистого неароматического полимерного материала непосредственно сразу в процессе формования стакана. В одном иллюстративном примере, полоска 82 теплоизолирующего ячеистого неароматического полимерного материала ламинирована в оболочку, содержащую пленку и слой краски, напечатанный на пленке, для предоставления изображения высокого качества.
[0059] Теплоизолирующий стакан 10 сформован с использованием полоски 82 теплоизолирующего ячеистого неароматического полимерного материала, как показано на Фиг. 2 и 3. Теплоизолирующий стакан 10 включает, например, тело 11, содержащее боковую стенку 18 в форме рукава, и дно 20, соединяемое с телом 11 для объединения с боковой стенкой 18 для формирования внутренней области 14 для хранения пищевых продуктов, жидкости или любого подходящего продукта, как показано на Фиг.2. Тело 11 также содержит свернутый край 16, соединенный с верхним концом боковой стенки 18, и крепление дна 17, соединенное с нижним концом боковой стенки 18 и дном 20, как показано на Фиг. 2 и 7.
[0060] Тело 11 сформовано из полоски 82 теплоизолирующего ячеистого неароматического полимерного материала, как раскрывается в этом документе. В соответствии с настоящим изобретением полоска 82 теплоизолирующего ячеистого неароматического полимерного материала предназначена путем приложения давления и нагрева (хотя в иллюстративных вариантах осуществления нагрев может не применяться) обеспечивать средство для реализации локализованной пластической деформации по меньшей мере в одном выбранном участке тела 11 для предоставления пластически деформированного первого сегмента листа, имеющего первую плотность, расположенного в первой части выбранного участка тела 11, и второго сегмента листа, имеющего вторую плотность, более низкую, чем первая плотность, расположенного в смежной второй части выбранного участка тела 11, без разрушения теплоизолирующего ячеистого неароматического полимерного материала, таким образом, что в теле 11 сохраняется заданный изотермический признак.
[0061] Первый участок 101 из выбранных участков тела 11, в котором обеспечивается локализованная пластическая деформация, возможная благодаря теплоизолирующему ячеистому неароматическому полимерному материалу, находится в боковой стенке 18 в форме рукава, как представлено на Фиг. 2, 5 и 6. Боковая стенка 18 в форме рукава включает вертикальную внутреннюю вкладку 514, вертикальную внешнюю вкладку 512 и вертикальное ограждение 513, как представлено на Фиг. 2, 5 и 6. Вертикальная внутренняя вкладка 514 располагается, продолжаясь вверх от дна 20, и предназначена обеспечивать первый сегмент листа, имеющий первую плотность в первом участке 101 из выбранных участков тела 11. Вертикальная внешняя вкладка 512 располагается, продолжаясь вверх от дна 20 до соединения с вертикальной внутренней вкладкой 514 по поверхности раздела I между ними, как представлено на Фиг. 6. Вертикальное ограждение 513 расположено так, что оно соединяет между собой вертикальные внутренний и внешний вкладыши 514, 512 и окружает внутреннюю область 14. Вертикальное ограждение 513 предназначено обеспечивать второй сегмент листа, имеющий вторую плотность в первом участке 101 из выбранных участков тела 11, и взаимодействовать с вертикальными внутренним и внешним вкладышами 514, 512 с образованием боковой стенки 18 в форме рукава, как представлено на Фиг. 2-5.
[0062] Второй участок 102 из выбранных участков тела 11, в котором обеспечивается локализованная пластическая деформация, возможная благодаря теплоизолирующему ячеистому неароматическому полимерному материалу, представляет собой свернутый край 16, включенный в тело 11, как представлено на Фиг. 2, 4, 5 и 7. Свернутый край 16 соединен с верхним концом боковой стенки 18 в форме рукава, обеспечивая расположение на расстоянии от дна 20 и обрамление отверстия во внутреннюю область 14. Свернутый край 16 включает внутренний свернутый вкладыш 164, внешний свернутый вкладыш 162 и свернутый язычок 163, как представлено на Фиг. 2, 4, 5 и 7. Внутренний свернутый вкладыш 164 предназначен обеспечивать первый сегмент листа во втором участке 102 из выбранных участков тела 11. Внутренний свернутый вкладыш 164 соединен с верхним краем вертикального внешнего вкладыша 512, включенного в боковую стенку 18 в форме рукава. Внешний свернутый вкладыш 162 соединен с верхним краем вертикального внутреннего вкладыша 514, включенного в боковую стенку 18 в форме рукава, и с обращенной вовне внешней поверхностью внутреннего свернутого вкладыша 164. Свернутый язычок 163 расположен так, что он соединяет обращенные друг к другу боковые края каждого из внутреннего и внешнего свернутых вкладышей 164, 162. Свернутый язычок 163 предназначен обеспечивать второй сегмент листа, имеющий вторую плотность во втором участке 102 из выбранных участков тела 11, и взаимодействовать с внутренним и внешним свернутыми вкладышами 164, 162 с образованием свернутого края 16, как представлено на Фиг. 2.
[0063] Третий участок 103 из выбранных участков тела 11, в котором обеспечивается локализованная пластическая деформация, возможная благодаря теплоизолирующему ячеистому неароматическому полимерному материалу, находится в креплении дна, включенного в тело 11, как представлено на Фиг. 2, 5 и 8. Крепление дна 17 соединено с нижним концом боковой стенки 18 в форме рукава так, чтобы находиться на расстоянии от свернутого края 16 и от дна 20, чтобы поддерживать дно 20 в неподвижном положении относительно боковой стенки 18 в форме рукава так, чтобы образовывать внутреннюю область 14. Крепление дна 17 включает поддерживающее ребра кольцо 126, удерживающий дно выступ 26 и ребро 25. Поддерживающее ребра кольцо 126 соединено с нижним концом боковой стенки 18 в форме рукава, и предназначено обеспечивать второй сегмент листа, имеющий вторую плотность в третьем участке 103 из выбранных участков тела 11. Удерживающий дно выступ 26 соединен с дном 20 и расположен так, что он окружен поддерживающим ребра кольцом 126. Ребро 25 расположено так, что оно соединяет между собой удерживающий дно выступ 26 и поддерживающее ребра кольцо 126. Ребро 25 предназначено обеспечивать первый сегмент листа, имеющий первую плотность, в третьем участке 103 из выбранных участков тела 11.
[0064] Четвертый участок 104 из выбранных участков тела 11, в котором обеспечивается локализованная пластическая деформация, возможная благодаря теплоизолирующему ячеистому неароматическому полимерному материалу, находится в удерживающем дно выступе крепления дна 17, как представлено на Фиг. 2, 5 и 9. Удерживающий дно выступ 26 включает чередующуюся последовательность вертикальных толстых и тонких перекладин, расположенных бок о бок относительно друг друга, продолжаясь вверх от ребра 25 по направлению к внутренней области 14, ограниченной боковой стенкой 18 в форме рукава и дном 20. Первая 261 из вертикальных толстых перекладин предназначена включать правый боковой край, продолжающийся вверх от ребра 25 по направлению к внутренней области 14. Вторая 262 из вертикальных толстых перекладин предназначена включать левый боковой край, расположенный продолжаться вверх от ребра 25 по направлению к внутренней области 14 и лежать на расстоянии в противостоящем положении относительно правого бокового края первой 261 из вертикальных толстых перекладин. Первая 260 из вертикальных тонких перекладин предназначена соединять левый боковой край первой 261 из вертикальных толстых перекладин и левый боковой край второй 262 из вертикальных толстых перекладин, и взаимодействовать с левым и правым боковыми краями для образования между ними вертикального канала 263, открывающегося внутрь в нижнюю внутреннюю область, ограниченную удерживающим дно выступом 26 и горизонтальной платформой 21, включенной в дно 20 и расположенной над удерживающим дно выступом 26. Первая 260 из вертикальных тонких перекладин предназначена обеспечивать первый сегмент листа в четвертом участке 104 из выбранных участков тела 11. Первая 261 из вертикальных толстых перекладин предназначена обеспечивать второй сегмент листа в четвертом участке 104 из выбранных участков тела 11.
[0065] Сжимаемость изотермического ячеистого материала на основе неароматического полимера, используемого для изготовления теплоизолирующего стакана 10, позволяет подготавливать теплоизолирующий ячеистый неароматический полимерный материал для механической сборки изотермического стакана 10 без ограничений, присущих другим неароматическим полимерным материалам. Ячеистая природа материала обеспечивает теплоизолирующие характеристики, как описывается ниже, тогда как восприимчивость к пластической деформации позволяет осуществлять деформацию материала без его разрушения. Пластическая деформация, испытываемая, когда теплоизолирующий ячеистого неароматический полимерный материал подвергается сжимающей нагрузке, используется для формирования постоянной формы в теплоизолирующем ячеистом неароматическом полимерном материале после снятия сжимающей нагрузки. В некоторых местах места остаточной деформации располагаются так, чтобы обеспечивать, например, контролируемую сборку листа теплоизолирующего ячеистого неароматического полимерного материала.
[0066] Пластическая деформация также может использоваться для создания линий сгиба в листе, чтобы контролировать деформацию материала при обработке во время процесса сборки. Когда деформация присутствует, отсутствие материала в пустотах, образованных деформацией, обеспечивает рельеф, позволяющий легко сгибать материал в местах деформации.
[0067] Потенциальным неожиданным признаком листа теплоизолирующего ячеистого неароматического полимерного материала, сформованного, как описано в данном документе, является высокое значение теплоизоляции, полученной при заданной толщине. См., например, Примеры 1 и 2 ниже.
[0068] Потенциальным признаком стакана, сформованного из теплоизолирующего ячеистого неароматического полимерного материала в соответствии с иллюстративными вариантами осуществления настоящего раскрытия, является то, что стакан характеризуется малыми потерями материала. Кроме того, материал в соответствии с настоящим изобретением может обладать заметно низким газовыделением, когда его подвергают воздействию тепла посредством обычной кухонной микроволновой печи в течение периодов времени продолжительностью до нескольких минут.
[0069] Другой потенциальный признак стакана, сформованного из теплоизолирующего ячеистого неароматического полимерного материала в соответствии с настоящим изобретением, состоит в том, что стакан можно помещать и пропускать через обычный домашний или коммерческий цикл мытья в посудомоечной машине (на верхней полке) без заметного разрушения структуры или материала или негативного влияния на свойства материала. Сравнение приведено по отношению к стаканам или емкостям из гранулированного пенополистирола, которые могут разрушаться при подобном процессе мытья. Соответственно стакан, изготовленный в соответствии с одним аспектом настоящего изобретения, можно очищать и использовать повторно.
[0070] Другим потенциальным признаком изделия, сформованного из теплоизолирующего ячеистого неароматического полимерного материала в соответствии с различными аспектами настоящего раскрытия, является то, что стакан можно подвергать вторичной переработке. То, что материал можно подвергать вторичной переработке, означает, что материал может быть снова добавлен (как в случае измельченного полимерного компаунда) в процесс экструзии или в другой процесс формирования без возникновения разделения между компонентами материала, т.е. изделие, сформованное из материала, не должно обрабатываться для удаления одного или нескольких материалов или компонентов перед возвращением в процесс экструзии. Например, стакан, содержащий слой пленки с печатью, ламинированный на внешнюю поверхность стакана, может быть пригоден к вторичной переработке, если перед измельчением стакана на частицы не требуется извлекать этот слой пленки. Напротив, обернутый бумагой стакан из пенополистирола вторично перерабатывать нельзя, поскольку материал полистирола практически нельзя использовать в качестве материала при формовании стакана из пенополистирола, несмотря на то что материал стакана, вероятно, можно формовать в другое изделие. В качестве еще одного примера, стакан, выполненный из невспененного материала полистирола, содержащего слой из неполистирольной пленки с печатью, приклеенный к нему, может рассматриваться как непригодный к вторичной переработке, поскольку для этого необходимо извлекать слой неполистирольной пленки, который нежелательно вводить как часть измельченного полимерного компаунда в процесс экструзии.
[0071] Возможность вторичной переработки изделий, сформованных из теплоизолирующего ячеистого неароматического полимерного материала настоящего изобретения, сводит к минимуму количество создаваемых отходов, которые необходимо утилизировать. Для сравнения, стаканы из гранулированного пенополистирола разрушаются на гранулы, и, таким образом, не могут быть легко повторно использованы в производственном процессе с тем же материалом, из которого было выполнено оригинальное изделие. Кроме того, бумажные стаканы, которые обычно содержат нанесенный экструзией пластмассовый слой или ламинирование из пластика для устойчивости к жидкости, как правило, нельзя перерабатывать, поскольку различные материалы (бумагу, клейкое вещество, пленку, пластмассу) обычно нельзя с практической точки зрения разделить в коммерческих операциях по переработке.
[0072] Потенциальным признаком стакана или другого изделия, сформованного из материала в соответствии с одним аспектом (процесс без ламинирования) настоящего изобретения, является то, что внешняя поверхность (или внутренняя, или обе) стенки теплоизолирующего ячеистого полипропиленового листа (до формования стакана, или во время формования стакана, в зависимости от применяемого процесса производства) может быть пригодна для печати изображения высокого разрешения. Традиционные стаканы из гранулированного полистирола содержат поверхность, которая обычно является недостаточно гладкой для размещения печати, кроме печати низкого разрешения. Сходным образом, известные бумажные стаканы без покрытия также обычно не содержат достаточно гладкую поверхность для такой печати высокого разрешения. На бумажные стаканы можно наносить покрытие для получения требуемого качества поверхности, что позволяет достигать высокого разрешения. Бумага с трудом может достичь уровня теплоизоляции и требует включения в конструкцию воздушного зазора или его создания дополнительно к стакану, такое, как надеваемый на стакан или поверх части стакана рукав. Соответственно, решения состояли в применении печати с низким разрешением, ламинировании пленки с печатью на внешнюю стенку, или в использовании рукава с печатью (либо закрепленного, либо снимаемого), надеваемого на внешнюю стенку, или в нанесении покрытия на бумагу для размещения изображения с высоким разрешением.
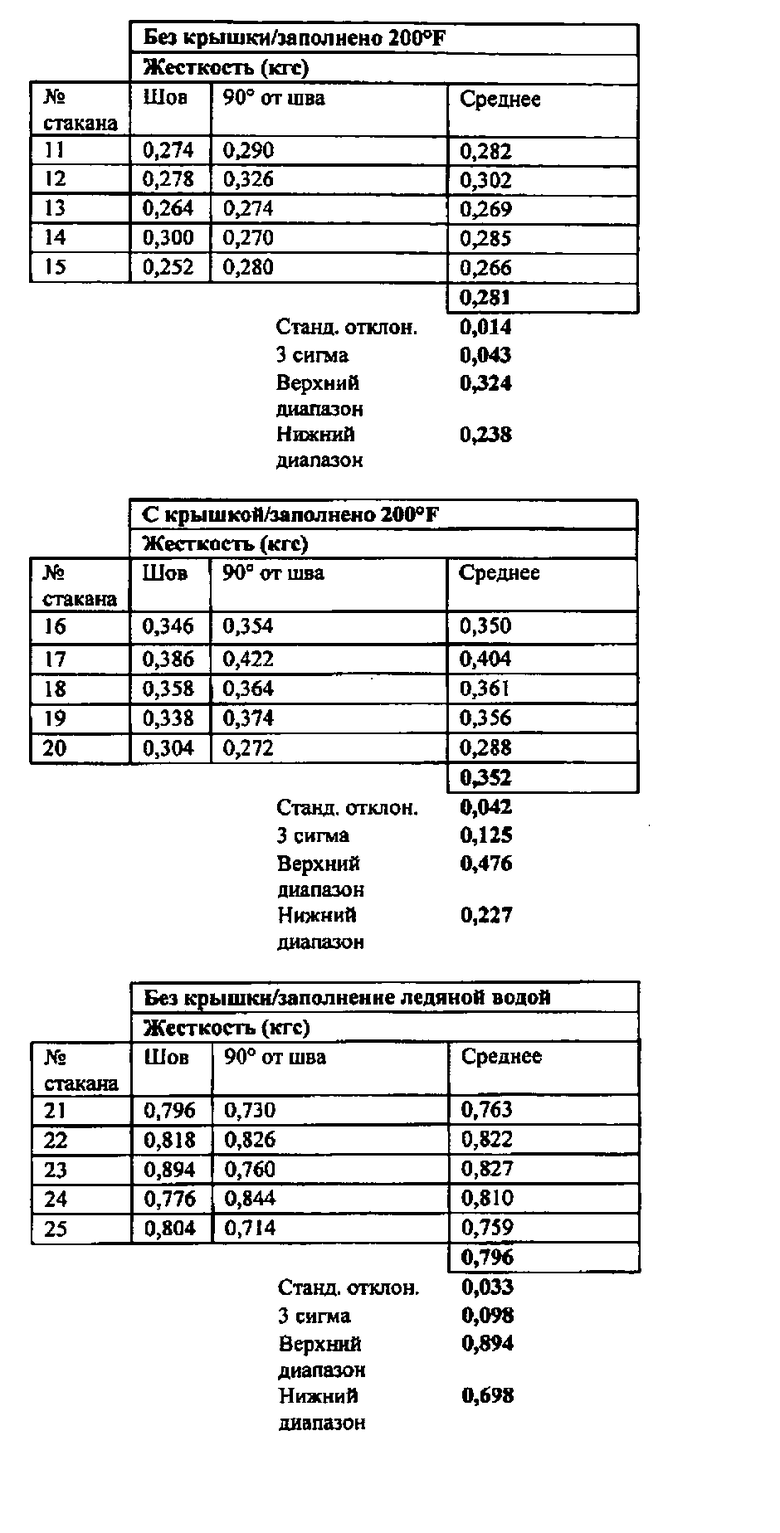
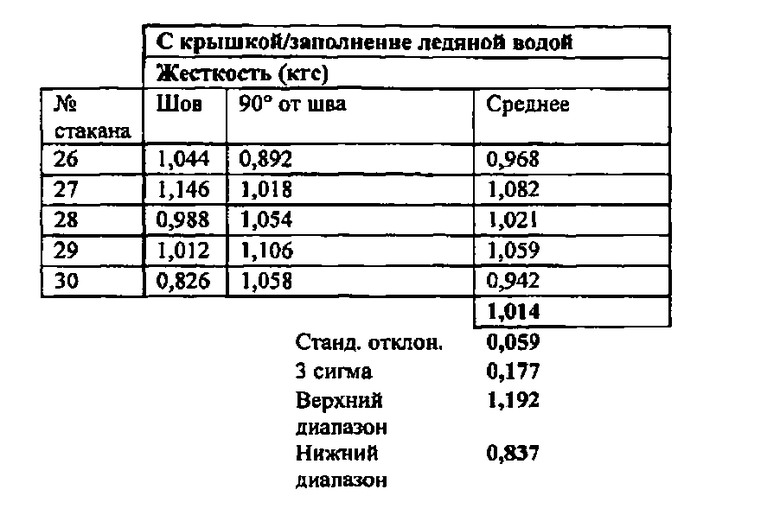
[0073] Потенциальным признаком стакана, сформованного из теплоизолирующего ячеистого неароматического полимерного материала в соответствии с одним аспектом настоящего изобретения, является то, что он обладает неожиданной прочностью, которая измеряется жесткостью. Жесткость представляет собой меру, определяемую при комнатной температуре и при повышенной температуре (например, путем наполнения стакана горячей жидкостью), и измеряющую жесткость материала. Прочность материала стакана важна для снижения возможности деформации стакана пользователем и соскакивания крышки, а также протечки через крышку или боковой шов.
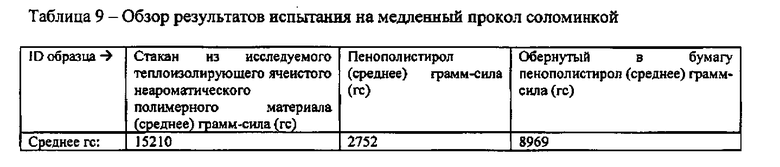
[0074] Потенциальным признаком стакана, сформованного из теплоизолирующего ячеистого неароматического полимерного материала в соответствии с настоящим изобретением, является то, что рукав обладает устойчивостью к прокалыванию, например соломинкой, вилкой, ложкой, ногтем пальца и т.п., которую измеряют стандартным ударным испытанием, что описывается ниже в данном документе. Испытуемые материалы показали существенно более высокую прочность к ударам по сравнению со стаканом из гранулированного пенополистирола. Соответственно, стакан, сформованный, как описано в данном документе, может снизить вероятность прокола и протечки горячей жидкости на пользователя.
[0075] Признаком стакана с запрессованным краем и швом, сформованного из материала согласно одному аспекту, как описано в данном документе, является то, что большее число таких стаканов может быть размещено на данной длине рукава, поскольку шов является более тонким, и угол боковой стенки может быть минимизирован (т.е. более приближен к 90° по отношению к дну стакана), при этом предоставляя достаточный воздушный зазор для обеспечения более легкого извлечения. Стаканы с традиционно формируемыми швами, имеющие шов значительно более толстый, чем боковая стенка, требуют большего угла боковой стенки (и воздушного зазора) для обеспечения возможности извлечения, приводя к тому, что меньшее количество стаканов может вмещаться на данной длине рукава.
[0076] Признаком стакана, сформованного из материала согласно одному аспекту настоящего изобретения, является то, что край может иметь поперечное сечение менее чем примерно 0,170 дюйма (4,318 мм), что может быть осуществлено благодаря локализованной деформации ячеек и сдавливанию. Такой маленький профиль является более приятным эстетически, чем более крупный профиль.
[0077] Признаком стакана, сформованного из материала согласно одному аспекту настоящего изобретения, является то, что диаметр свернутого края может быть одинаковым для стаканов разного объема, позволяя использовать крышку одного размера для стаканов разных размеров, принимая, что внешний диаметр краев стаканов остается неизменным. В результате число различных размеров крышек в инвентарном перечне и при использовании может быть снижено.
[0078] Состав материала может обладать свойствами, которые позволяют сжимать лист без разрушения.
[0079] Теплоизолирующий ячеистый неароматический полимерный материал настоящего изобретения может быть сформован в полоску, которая может быть обернута вокруг других конструкций. Например, полоска материала согласно одному аспекту настоящего изобретения, которая может быть использована в качестве оберточного материала, может быть сформована и обернута вокруг трубы, газохода или другой конструкции для придания улучшенной теплоизоляции. Лист или полоска могут иметь слой клеящего вещества, такого, как чувствительный к давлению клей, наносимого на одну или обе поверхности. Полоску можно свернуть в рулон. По выбору, полоска может иметь покровную пленку, связанную с ней, для облегчения разматывания полоски из рулона. Полимерный состав может быть приспособлен для предоставления необходимой гибкости для формования оберточной или сворачиваемой полоски, например, путем использования одного или нескольких полипропиленовых или других полиолефиновых материалов, которые обладают достаточной гибкостью для придания экструдированному листу достаточной гибкости для сворачивания в рулон. Теплоизолирующий ячеистый неароматический полимерный материал может быть сформован в лист, который может быть обернут вокруг стакана для придания дополнительной теплоизоляции.
[0080] В иллюстративных вариантах осуществления листы, сформованные из теплоизолирующего ячеистого неароматического полимерного материала настоящего изобретения, могут быть разрезаны у фильеры или могут быть измельчены и использованы в качестве объемной теплоизоляции.
[0081] Состав и теплоизолирующий ячеистый неароматический полимерный материал настоящего изобретения удовлетворяют давно испытываемую потребность в материале, который может быть сформован в изделие, такое как стакан, которое обладает многими, если не всеми, признаками теплоизоляционных характеристик, легко поддающееся вторичной переработке, устойчивое к прокалыванию, неломкое, пригодное для микроволнового воздействия и другие признаки, как описано в данном документе. Другим не удалось предоставить материал, в котором сочетаются такие признаки, раскрытые в пунктах прилагаемой формулы изобретения. Эта неудача обусловлена тем, что признаки привязывают к конкурентным конструкторским решениям. В качестве примера, другие создали материалы конструкции из него, которые основаны на конструкторских решениях, являются теплоизолироваными, но имеют своим недостатком плохую устойчивость к прокалыванию, непригодны для эффективной повторной переработки и неспособны выдерживать микроволновое воздействие. Для сравнения, составы и материалы, раскрытые в данном документе, лишены недостатков других составов и материалов за счет применения теплоизолирующего ячеистого неароматического полимерного материала. При этом ссылка делается на заявку США №13/491007, поданную 7 июня, 2012 под названием «INSULATED CONTAINER», для раскрытия, относящегося к изделиям, таким как стаканы, сформованные из такого теплоизолирующего ячеистого неароматического полимерного материала, при этом эта заявка включена в настоящий документ во всей полноте.
ПРИМЕРЫ
[0082] Приведенные ниже примеры изложены исключительно в качестве иллюстрации. Доли и проценты, появляющиеся в таких примерах, даны в весовом отношении, если только не указано иное. Все ASTM, ISO и другие стандартные методики испытаний, на которые ссылаются или упоминают в этом документе, включены во всей своей полноте посредством ссылки.
Пример 1 - Состав и экструдирование
[0083] Полипропиленовый гомополимер DAPLOY™ WB140 (поставляемый Boreal is A/S) использовался в качестве полипропиленовой базовой смолы. Полипропиленовая гомополимерная смола F020HC, поставляемая Braskem, была использована в качестве второй смолы. Эти две смолы были смешаны с: HydroceroL™ CF-40Е™ в качестве первого нуклеирующего агента, с тальком в качестве второго нуклеирующего агента, с СО2 в качестве порообразователя, с добавкой, понижающей трение, и диоксидом титана в качестве красителя. Процентные доли были следующими:
79,9% Первая смола: полипропилен с высокой прочностью расплава Borealis WB140 HMS15% Вторая смола: F020HC (Braskem)
0,1% Первый нуклеирующий агент: Clariant Hyrocerol CF-40E™
2% Второй нуклеирующий агент: Тальк
1% Красящее вещество: TiO2 РЕ (в качестве альтернативы может использоваться РР)
2% Добавка, понижающая трение: Ampacet™ 102823 LLDPE (линейный полиэтилен с низкой плотностью), поставляемый Ampacet Corporation
[0084] Состав был внесен в загрузочный бункер экструдера. Экструдер нагревал состав для формирования расплавленной смеси смолы. К этой смеси были добавлены:
1,1 фунт-с/ч СО2
0,7 фунт-с/ч R134a
[0085] Двуокись углерода с R134a была впрыснута в смесь смолы для расширения смолы и уменьшения плотности. Смесь, образованную таким образом, экструдировали в лист через литьевую головку. Лист затем разрезали и формовали с получением стакана.
Пример 1 - Результаты испытаний
[0086] Результаты испытаний материала, сформованного в соответствии с Примером 1, показали, что плотность материала составляла 0,1902 г/см3, и номинальная калибровка листа составляла примерно 0,089 дюйма (2,2606 мм).
Способность выдерживать микроволновое излучение
[0087] Емкости, изготовленные с применением этого материала, заполненные 12 унциями воды комнатной температуры, нагревали в микроволновой печи F1SO Microwave Station (1200 Вт) в течение 2,5 минут без возгорания, или пригорания, или других видимых дефектов на стакане. Для сравнения, бумажные стаканы, нагретые в той же микроволновой печи, пригорали или сгорали менее чем за 90 секунд.
Жесткость
Метод испытания
[0088] Образцы находились при 73°F (22,8°С) и относительной влажности 50%. Испытание на прочность/жесткость стакана проводили посредством измерительного прибора с горизонтальным динамометром, содержащего ячейку загрузки для измерения силы сопротивления стакана при следующих условиях испытания: (а) место испытания на стакане находилось на 1/3 расстояния вниз от края стакана; (b) расстояние движения при испытании составляло 0,25 дюймов (6,35 мм); и (с) время движения при испытании составляло 10 секунд.
Результаты испытаний
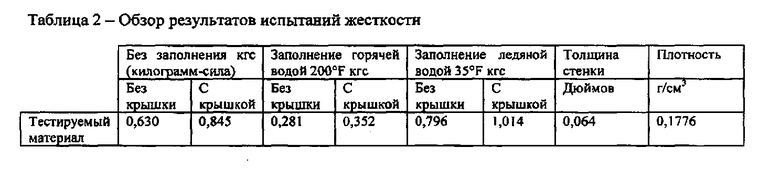
[0089] В таблицах 1-2 ниже приведена жесткость материала при средней толщине стенки 0,064 дюйма (1,6256 мм), средней плотности стакана 0,1776 г/см3 и среднем весе стакана 9,86 г.

Теплоизоляция
Метод испытания
[0090] Использовали следующий обычный промышленный метод испытания теплоизоляции стакана:
- Прикрепить термопару для измерения поверхностной температуры (снаружи стакана) к стакану клеем.
- Обмотать прикрепленную термопару к стакану целлофановой пленкой, так чтобы термопара находилась посередине стакана напротив шва.
- Нагреть воду или другую водную жидкость почти до кипения, например в микроволновой печи.
- Непрерывно перемешивать горячую жидкость термометром, при этом наблюдая за температурой жидкости.
- Записать температуру термопары.
- При достижении жидкостью 200°F вылить в стакан почти до края.
- Поместить крышку на стакан.
- Записывать поверхностную температуру в течение, как минимум, 5 минут.
[0091] Толщина материала составляла примерно 0,089 дюймов (2,2606 мм).
Плотность составляла примерно 0,1902 г/см3.
Результаты испытаний
[0092] Использовали стакан, изготовленный из вышеуказанного состава, с плотностью 0,190 г/см3 и толщиной стенки примерно 0,089 дюйма. В стакан была помещена горячая жидкость при 200°F (93,3°С).
Результаты испытаний
[0093] Температура, измеренная на внешней стенке стакана, составила примерно 140,5°F (60,3°С), приводя к перепаду, равному примерно 59,5°F (33°С). Максимальная температура за период длительностью 5 минут наблюдалась на максимальной отметке при примерно 140,5°F (60,3°С). Чем ниже температура, тем лучше теплоизоляционное свойство материала стакана, поскольку материал уменьшает передачу тепла от жидкости на внешнюю поверхность материала стакана.
Хрупкость
[0094] Хрупкость можно определить как сопротивление раздиру или проколам, вызывающим фрагментацию.
Метод испытания
[0095] Использовали методику испытания по Элмендорфу, описанную в ASTM D1922-93. Радиус раздира составлял 1,7 дюймов (43,18 мм).
Результаты испытаний
[0096] Результаты испытаний представлены в Таблицах 3-4 ниже. Материал, сформованный в соответствии с одним иллюстративным вариантом осуществления настоящего изобретения, обеспечивает лучшую устойчивость к силам разрыва по сравнению с EPS.
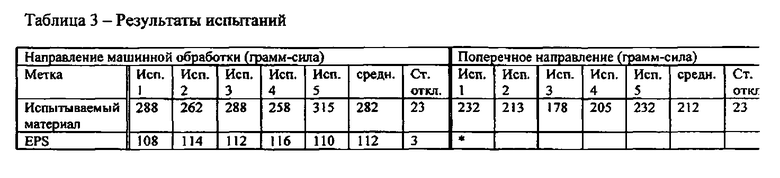
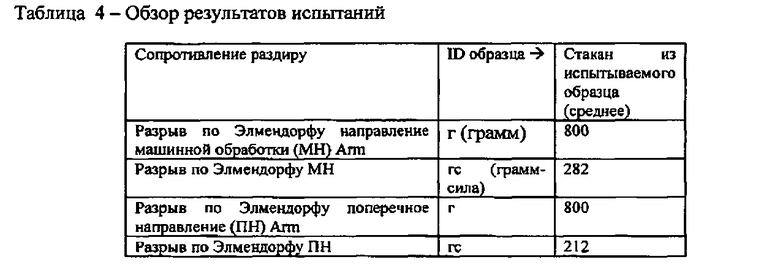
[0097] Следует обратить внимание, что в испытании для поперечного направления для EPS данные получены не были, поскольку пенополистирол не имеет ориентации материала, т.е. поперечного направления или направления обработки как таковых вследствие способа производства. Диапазон (рассчитан как: нижний диапазон = среднее - (3 × ст. откл.); верхний диапазон = среднее + (3 × ст. откл.)) для исследуемого материала в соответствии с настоящим изобретением составил примерно 213-351 грамм-силы в направлении машинной обработки и примерно 143-281 грамм-силы в поперечном направлении. Для сравнения, диапазон исследованного материала из пенополистирола составил примерно 103-121 грамм-силы.
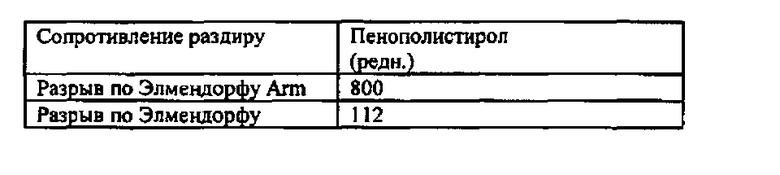
Устойчивость к прокалыванию
Метод испытания
[0098] Определить силу и перемещение, необходимые, чтобы проколоть боковую стенку и дно стакана. Использовали прибор Instron в режиме сжатия, установленный на скорость перемещения 10 дюймов (254 мм) в минуту. Использовали стационарное приспособление для испытания на прокалывание стакана на основе Instron. Это стационарное приспособление позволяет устанавливать стакан на форму, которая входит внутрь стакана верхней поверхностью, которая перпендикулярна перемещению зонда Instron. Отверстие стационарного приспособления диаметром один дюйм следует разместить вверх. Перемещаемую часть Instron следует оснастить пробойником диаметром 0,300 дюйма (7,62 мм). Пробойник устанавливают на одной линии с отверстием в стационарном приспособлении. Стакан помещают поверх стационарного приспособления и записывают силу и перемещение, необходимые для того, чтобы проколоть боковую стенку стакана. Испытание на прокалывание боковой стенки повторяются в трех равномерно разнесенных местах, при этом испытания на прокалывание шва стакана не проводят. Проводят испытание дна стакана. Его следует осуществлять таким же образом, как и испытание боковой стенки, за исключением того, что не используют стационарное приспособление. Стакан просто помещают вверх дном на основу Instron, при этом пробойник опускают на центр низа стакана.
Результаты испытаний
[0099 Результаты типичного прокола боковой стенки и прокола дна представлены в Таблице 5 ниже.
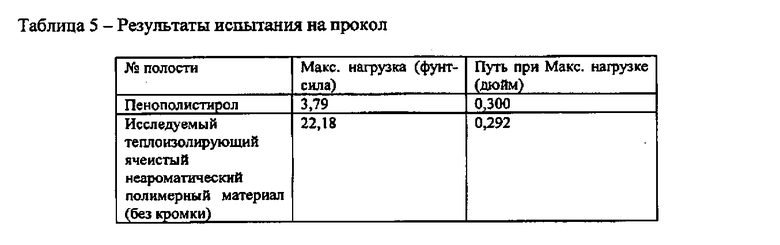
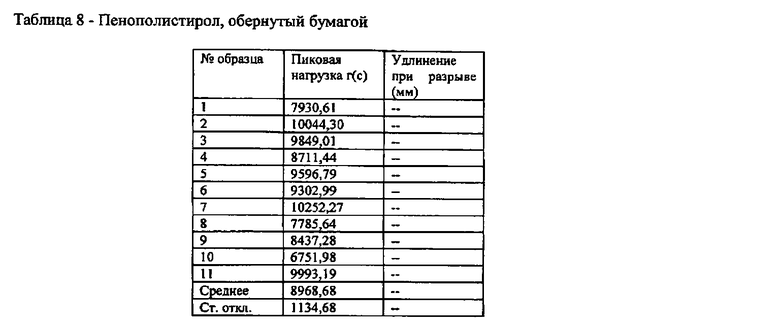
Медленный прокол - Соломинка
Метод испытания
[00100] Материал, формованный в соответствии с одним иллюстративным вариантом осуществления настоящего изобретения, обеспечивает более высокую устойчивость к проколам по сравнению с пенополистиролом, при использовании метода испытания устойчивости к медленному проколу, который описан в ASTM D-3763-86. Результаты испытаний представлены в Таблицах 6-9 ниже.
Результаты испытаний


Пример 2 - Состав и экструдирование
[00101] Был использован следующий состав:
81,70% первого полипропилена Borealis WB140HMS
0,25% наполненного тальком концентрата Amco А18035 PPRO
2% добавки, понижающей трение, Ampacet 102823 Process Aid РЕ MB из линейного полиэтилена с низкой плотностью
0,05% химического пенообразователя Hydrocerol CF-40E
1% красителя Colortech 11933-19
15% высококристаллического гомополимера полипропилена Braskem F020HC
СО2 вводили в расплавленную смолу при 3,4 фунт-с/час.
[00102] Плотность сформованной полоски изменялась в пределах от примерно 0,155 г/см3 до примерно 0,182 г/см3.
[00103] Состав вносили в загрузочный бункер экструдера, Экструдер нагревал состав для формирования расплавленной смеси смолы. К этой смеси добавляли СО2, чтобы расширить смолу и уменьшить плотность. Смесь, сформированную таким способом, экструдировали через литьевую головку в полоску 82. Полоску затем разрезали и формовали в теплоизолирующий стакан.
Пример 2 - Результаты испытания
[00104] В иллюстративных вариантах осуществления трубка из экструдированного теплоизолирующего ячеистого неароматического полимерного материала имеет две поверхности, которые формуются в разных условиях охлаждения при экструдировании материала. Одна поверхность, на которую далее ссылаются как на внешнюю поверхность экструдированной трубки, находится в контакте с воздухом и не имеет физических барьеров, ограничивающих расширение. Внешняя поверхность экструдированной трубки охлаждается потоком сжатого воздуха со скоростью охлаждения, равной или выше чем 12°F в секунду. На поверхность противоположной стороны далее ссылаются как на изнанку экструдированной трубки. Поверхность изнанки экструдированной трубки формируется, когда экструдированная трубка вытягивают в продольном направлении или направлении машинной обработки на металлическую охлаждающую поверхность торпедного сердечника, что физически ограничивает изнанку экструдированной трубки, и охлаждают комбинацией воды и сжатого воздуха со скоростью охлаждения ниже 10°F в секунду. В иллюстративных вариантах осуществления температура охлаждающей воды составляет примерно 135°F (57,22°C). В иллюстративных вариантах осуществления температура охлаждающего воздуха составляет примерно 85°F (29,44°C). В результате разных охлаждающих механизмов внешняя поверхность экструдированной трубки и поверхность изнанки экструдированной трубки имеют разные поверхностные характеристики. Известно, что скорость и способ охлаждения влияют на процесс кристаллизации полипропилена, изменяя морфологию (размер кристаллических областей) и топографию (профиль поверхности и гладкость).
[00105] Неожиданным признаком иллюстративных вариантов осуществления экструдированного листа, как описано в данном документе, является способность листа формировать видимо гладкую поверхность без складок и морщин при изгибании для формования округлого изделия, такого, как стакан. Поверхность является гладкой и свободной от морщин даже внутри стакана, где сжимающие усилия обычно вызывают вероятное образование складок, особенно в случае материалов с низкой плотностью и большим размером ячеек. В иллюстративных вариантах осуществления гладкость поверхности экструдированного листа из теплоизолирующего ячеистого неароматического полимерного материала, определенная с помощью микроскопии, такова, что глубина углублений (складок или морщин), естественным образом образующихся на внешней и внутренней поверхностях стакана при воздействии сил растяжения и сжатия во время формования стакана, может быть меньше чем 100 микрон. В одном иллюстративном варианте осуществления гладкость может быть менее чем 50 микрон. В одном иллюстративном варианте осуществления гладкость может быть 5 микрон и менее. При глубине 10 микрон и менее микро морщины на поверхности стакана обычно не видны невооруженным глазом.
[00106] В одном иллюстративном варианте осуществления теплоизолирующий стакан, сформованный из листа, включающего покровную пленку и полоску теплоизолирующего ячеистого неароматического полимерного материала, имел типичные складки (глубокие морщины) глубиной примерно 200 микрон, продолжающиеся от верха до низа стакана. В одном иллюстративном варианте осуществления теплоизолирующий стакан, сформованный из листа, включающего только полоску теплоизолирующего ячеистого неароматического полимерного материала (без покровной пленки), имел типичные складки глубиной примерно 200 микрон, продолжающиеся от верха до низа стакана. Такие складки с глубиной от примерно 100 микрон до примерно 500 микрон обычно образуются, когда изнанка экструдированной трубки обращена внутрь стакана в режиме сжатия. Складки и глубокие морщины могут представлять собой проблему в виде неудовлетворительного качества поверхности, делая конечные стаканы непригодными к использованию или нежелательными. Складки могут образовываться и там, где лист включает покровную пленку, и там, где ее нет.
[00107] В иллюстративных вариантах осуществления теплоизолирующий ячеистый неароматический полимерный материал может быть экструдирован в виде полоски. Однако микроскопические изображения показывают, что в экструдированной полоске присутствуют две отличные друг от друга поверхности, а именно, тусклый внешний слой экструдированной трубки и блестящий внутренний слой экструдированной трубки. Разница между двумя слоями заключается в отражающем свойстве поверхности, вызванном различием в размере кристаллической области. Если использовать черный маркировочный карандаш, чтобы закрасить поверхность, исследуемую под микроскопом, отражающая способность устраняется, и различие между двумя поверхностями может быть минимальным или неопределяемым.
[00108] В одном иллюстративном варианте осуществления образец полоски готовили без какой-либо покровной пленки. Использовали черный маркировочный карандаш для устранения какого-либо различия в отражающей способности между слоями. Изображения показали, что размер ячеек и распределение ячеек было одинаковым по всей толщине полоски. Складка глубиной примерно 200 микрон была видна, как изгиб на поверхности, где ячейка разрушилась под действием сжимающего усилия.
[00109] Дифференциальный сканирующий калориметрический анализ, проведенный на ТА Instruments DSC 2910 в атмосфере азота, показал, что при повышении скорости охлаждения температура кристаллизации и степень кристалличности материала полимерной матрицы полоски снижаются, как показано в Таблице 10 ниже.
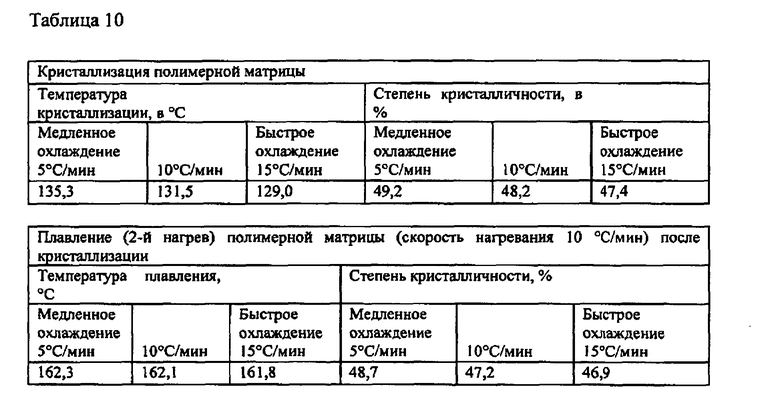
[00110] Данные дифференциальной сканирующей калориметрии демонстрируют зависимость кристаллизации и температуры плавления при последующем 2-м нагреве и процента кристалличности от скорости охлаждения при кристаллизации. Иллюстративные варианты осуществления полоски теплоизолирующего ячеистого неароматического полимерного материала могут иметь температуру плавления в интервале примерно от 160°C (320°F) и примерно до 172°C (341,6°F), температуру кристаллизации в интервале примерно от 108°C (226,4°F) и примерно до 135°C (275°F), и процент кристалличности примерно от 42% и примерно до 62%.
[00111] В иллюстративных вариантах осуществления экструдированный лист по результатам дифференциальной сканирующей калориметрии при нагревании и охлаждении со скоростью 10°C в минуту имел температуру плавления, равную примерно 162°C (323,6°F), температуру кристаллизации, равную примерно 131°C (267,8°F), и степень кристалличности 46%.
[00112] Неожиданно было обнаружено, что внешняя поверхность экструдированной трубки лучшим образом работает в режиме сжатия без возникновения заметных складок и, таким образом, стакан (или другая конструкция) может быть благоприятно изготовлен при обращении внешней поверхности экструдированной трубки внутрь теплоизолирующего стакана. Различие в сопротивлении слоя изнанки экструдированной трубки и внешнего слоя экструдированной трубки сжимающему усилию может происходить вследствие различия в морфологии слоев из-за их кристаллизации при различных скоростях охлаждения.
[00113] В иллюстративных вариантах осуществления формирования экструдированного листа поверхность изнанки экструдированной трубки может охлаждаться комбинацией водного охлаждения и сжатого воздуха. Внешняя поверхность экструдированной трубки может охлаждаться сжатым воздухом путем использования торпеды с циркулирующей водой и воздушным выходным отверстием. Более быстрые скорости охлаждения приводят к образованию кристаллов более мелкого размера. Обычно, чем выше скорость охлаждения, тем выше относительное количество образующихся более мелких кристаллов. Рентгеновский дифракционный анализ иллюстративного экструдированного листа теплоизолирующего ячеистого неароматического полимерного материала был проведен на дифрактометре Panalytical X′pert MPD Pro с использованием излучения Cu при 45 кВ/40мА. Нашло подтверждение то, что внешняя поверхность экструдированной трубки имела размер кристаллической области, равный примерно 99 ангстрем, в то время как поверхность изнанки экструдированной трубки имела размер кристаллической области, равный примерно 114 ангстрем. В иллюстративных вариантах осуществления экструдированная полоска теплоизолирующего ячеистого неароматического полимерного материала имела размер кристаллической области ниже примерно 200 ангстрем. В иллюстративных вариантах осуществления экструдированная полоска теплоизолирующего ячеистого неароматического полимерного материала имела размер кристаллической области предпочтительно ниже примерно 115 ангстрем. В иллюстративных вариантах осуществления экструдированная полоска теплоизолирующего ячеистого неароматического полимерного материала имела размер кристаллической области ниже примерно 100 ангстрем.
Жесткость
Метод испытания
[00114] Метод испытания такой же, как описан для испытания жесткости в Примере 1.
Результаты испытаний
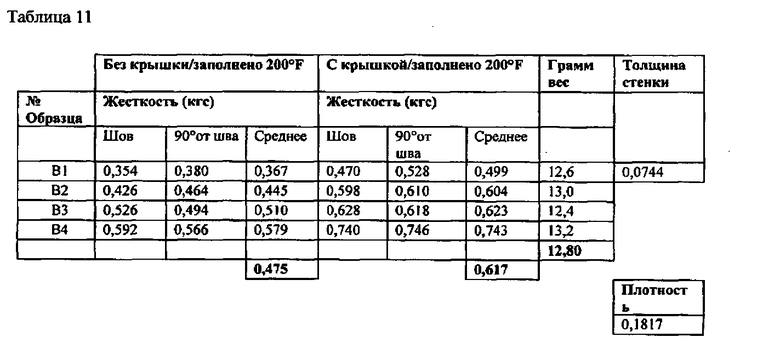
[00115] Результаты испытаний представлены в Таблице 11 ниже.
Теплоизолирующая способность
Метод испытания - Температура стенки
[00116] Использовали теплоизолирующий стакан, сформованный из вышеуказанного состава, с плотностью 0,18 г/см3 и толщиной стенки примерно 0,074 дюйма (1,8796 мм). В стакан была помещена горячая жидкость при 200°F (93,3°C).
Результаты испытаний
[00117] Температура, измеренная на внешней стенке стакана, составила примерно 151°F (66,1°С) с перепадом, равным примерно 49,0°F (272°С). Максимальная температура за период длительностью 5 минут наблюдалась на максимальной отметке при примерно 151°F (66,1°C).
[00118] Было проведено исследование теплоизолирующей способности путем определения теплопроводности.
Метод испытания - Теплопроводность
[00119] В этом испытании определяют объемную теплопроводность (Вт/м-К), измеряемую при температуре окружающей среды и при 93°С (199,4°F). Использовали прибор ThermTest TPS 2500 S Thermal Constants Analyzer, применяя методику исследования ISO/DIS 22007-2.2 и используя вариант низкая плотность/высокая теплоизолирующая способность. Для всех измерений использовали датчик TPS #5501 с радиусом 0,2521 дюймов (6,403 мм) с теплоизоляцией Kapton®. Испытание проводили в течение 20 секунд с использованием мощности 0,02 Вт. Данные были записаны посредством 100-200 точек.
Результаты испытаний
[00120]
Результаты испытаний представлены в Таблице 12 ниже.

[00121] Несмотря на то, что подробно были описаны только несколько вариантов осуществления, специалисты в данной области легко поймут, что возможны многие модификации вариантов осуществления без фактического отклонения от нового учения и преимуществ. Соответственно, предполагается, что все такие модификации включены в объем данного изобретения, как определено в последующей формуле изобретения.
[00122] Как используется в данном описании и последующей формуле изобретения, формы единственного числа включают формы множественного числа, если только противоположное не указывается контекстом. Интервалы могут быть выражены в данном документе как от “примерно” одного определенного значения и/или до “примерно” другого определенного значения. Если такой интервал приведен, другой вариант осуществления включает от одного определенного значения и/или до другого определенного значения. Сходным образом, когда значения выражены как приблизительные, с помощью использования предшествующего ему “примерно”, говорят о том, что определенное значение образует другой вариант осуществления. Следует также понимать, что граничные значения каждого из интервалов важны как в отношении других вариантов осуществления, так и независимо от другого граничного значения.
[00123] “По выбору” или “необязательно” означает, что описанное вслед за этим явление или обстоятельство может случиться или может не случиться, и что описание включает случаи, где указанное явление или обстоятельство случается, и случаи, где оно не случается.
[00124] Во всем описании и формуле изобретения данного документе слова “включать”, “содержать” и варианты этих слов, такие как “включающий”, “содержащий”, “включает”, “содержит”, означают “включая, но не ограничиваясь этим” и не предназначены исключать, например, другие добавки, компоненты, целые числа или стадии. “Иллюстративный” означает “примерный” и не предназначен передавать указание на предпочтительный или идеальный вариант осуществления. “Такой, как” не используется в ограничивающем смысле, но применяется для целей объяснения.
[00125] Раскрыты компоненты, которые могут быть использованы для осуществления раскрытых способов, оборудования или систем, Эти и другие компоненты раскрыты в данном документе, и следует понимать, что при раскрытии комбинаций, субнаборов, взаимодействий, групп и т.п. этих компонентов, при том, что определенные ссылки на каждую из различных индивидуальных и совместных комбинаций и их перестановки могут не раскрываться в явном виде, но каждая из них определенно подразумевается и описывается в данном документе для всех способов, оборудования и систем. Это применимо ко всем аспектам данной заявки, включая, но не ограничиваясь этим, стадии в раскрытых способах. Таким образом, если присутствует разнообразие дополнительных стадий, которые могут быть выполнены, то понимают, что каждая из этих дополнительных стадий может быть выполнена в любом определенном варианте осуществления или комбинации вариантов осуществления раскрытых способов.
[00126] Специалистам в данной области очевидно, что различные модификации и варианты могут быть осуществлены без отступления от объема или идей изобретения. Другие варианты осуществления будут очевидны специалистам в данной области из рассмотрения описания и практических действий, раскрытых в данном документе. Предполагается, что описание и примеры должны рассматриваться только как иллюстративные.
[00127] Кроме того, следует отметить, что любые публикации и брошюры, на которые ссылаются в данном документе, включены во всей своей полноте путем ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭНЕРГЕТИЧЕСКИ АКТИВИРУЕМАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, ПЕРЕКАЧИВАЕМАЯ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ, И УСТРОЙСТВО ДЛЯ АКТИВИРОВАНИЯ И РАСПРЕДЕЛЕНИЯ ТАКОЙ КОМПОЗИЦИИ | 2009 |
|
RU2502750C2 |
| ЭКСТРУДИРОВАННЫЕ ПОЛИМЕРНЫЕ ПЕНЫ, СОДЕРЖАЩИЕ СЛОЖНЫЕ ЭФИРЫ САХАРА И БРОМИРОВАННОЙ ЖИРНОЙ КИСЛОТЫ, В КАЧЕСТВE ДОБАВКИ, ИНГИБИРУЮЩЕЙ ВОСПЛАМЕНЕНИЕ | 2009 |
|
RU2506289C2 |
| ЭЛАСТИЧНЫЙ ПЕНОМАТЕРИАЛ ИЗ ЧАСТИЦ НА ОСНОВЕ СМЕСЕЙ ПОЛИОЛЕФИНА/ПОЛИМЕРА СТИРОЛА | 2008 |
|
RU2478112C2 |
| КОВЕР И СПОСОБ ЕГО ПОЛУЧЕНИЯ С ИСПОЛЬЗОВАНИЕМ ГОМОГЕННО РАЗВЕТВЛЕННОГО ПОЛИМЕРА ЭТИЛЕНА | 1998 |
|
RU2188265C2 |
| ВЫСОКОМОДУЛЬНЫЕ ОЛЕФИНОВЫЕ СОЕДИНЕНИЯ ДЛЯ БУФЕРНЫХ ТРУБОК ОПТОВОЛОКОННОГО КАБЕЛЯ | 2016 |
|
RU2739982C2 |
| КАБЕЛЬ С ПЕНОПЛАСТОВОЙ ИЗОЛЯЦИЕЙ, СОДЕРЖАЩЕЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ СВЕРХВЫСОКОЙ СТЕПЕНИ РАЗБУХАНИЯ ЭКСТРУДАТА | 2004 |
|
RU2305873C2 |
| ВЗАИМОПРОНИКАЮЩИЕ ПОЛИМЕРНЫЕ СЕТКИ КАК ПОКРЫТИЕ ДЛЯ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2389748C2 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 2014 |
|
RU2566176C2 |
| ПОЛИМЕРНЫЕ КОМПОЗИЦИИ ДЛЯ КОМПОНЕНТОВ ОПТОВОЛОКОННОГО КАБЕЛЯ | 2016 |
|
RU2708608C1 |
| ВСПЕНИВАЕМАЯ ПОЛИОЛЕФИНОВАЯ КОМПОЗИЦИЯ, ОБЕСПЕЧИВАЮЩАЯ ПОВЫШЕННУЮ ГИБКОСТЬ | 2020 |
|
RU2791480C1 |

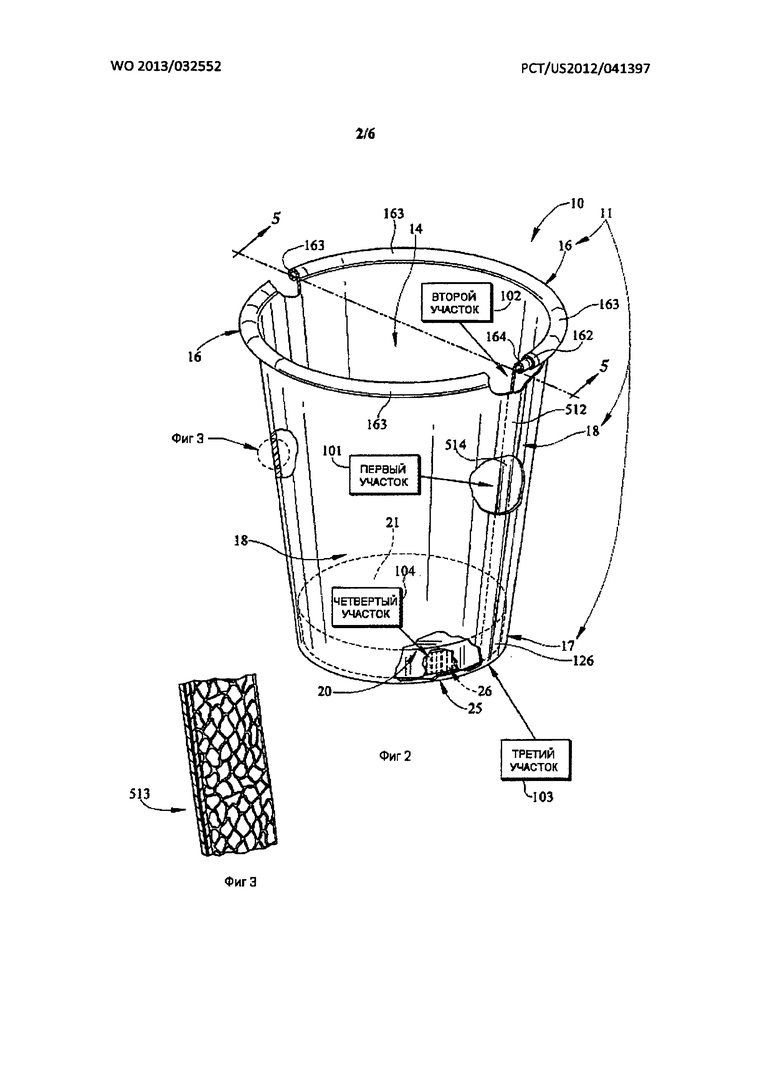
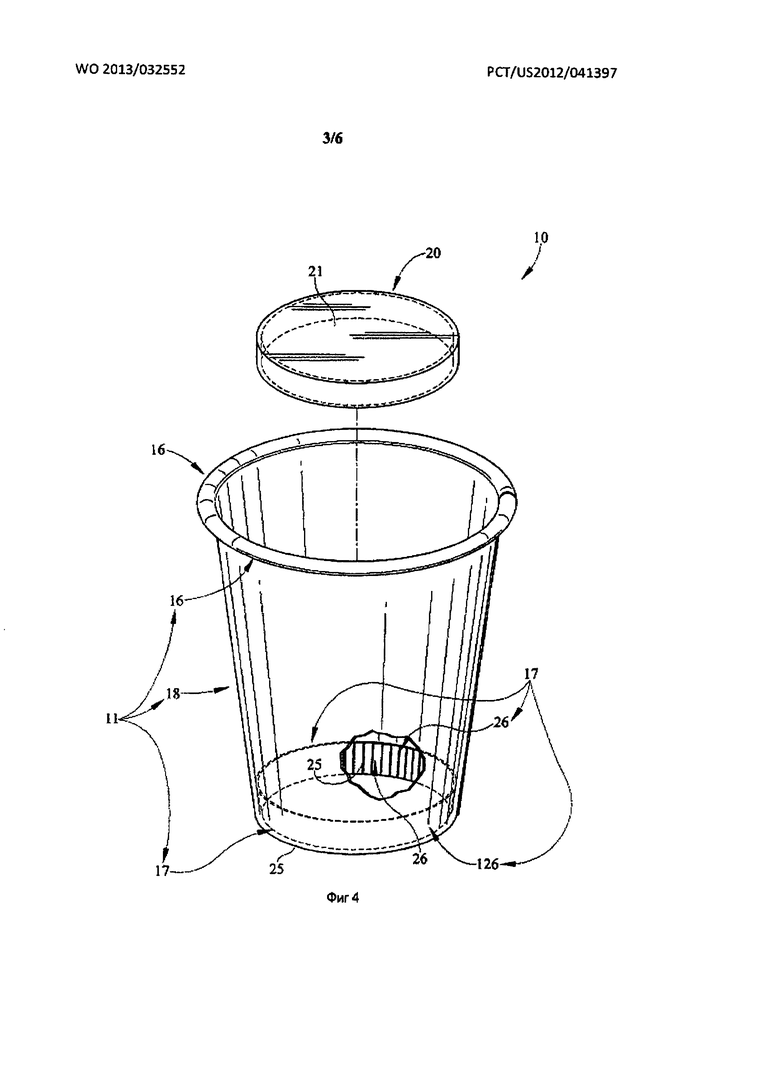
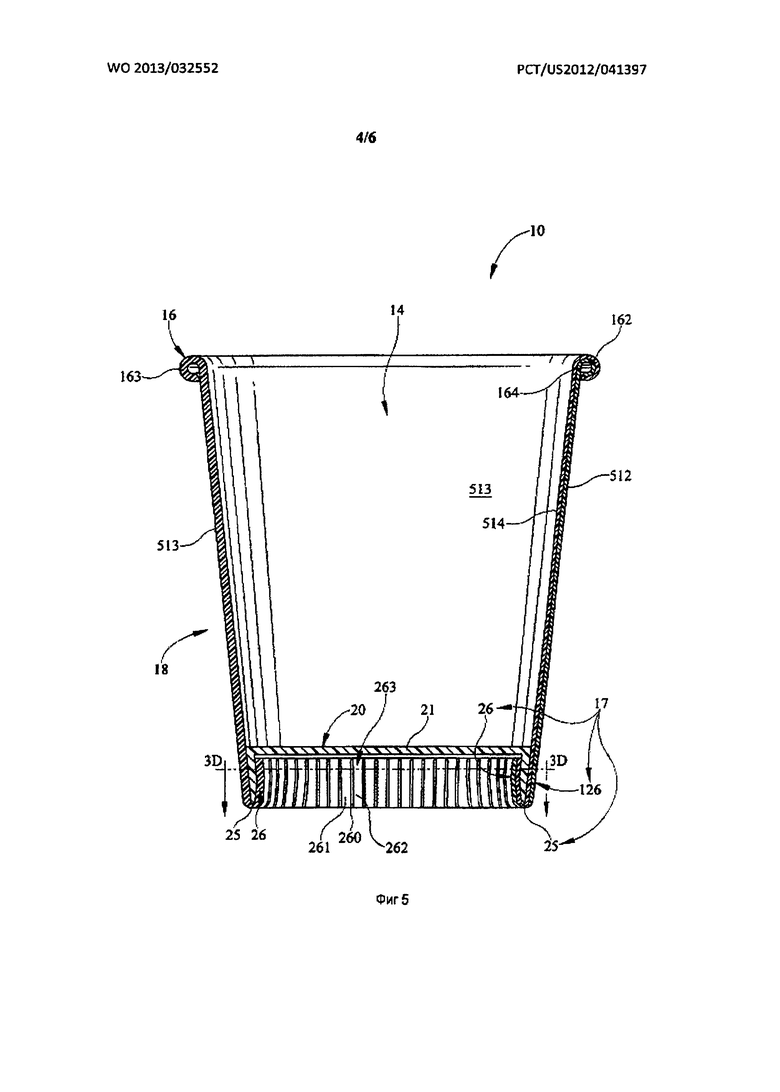

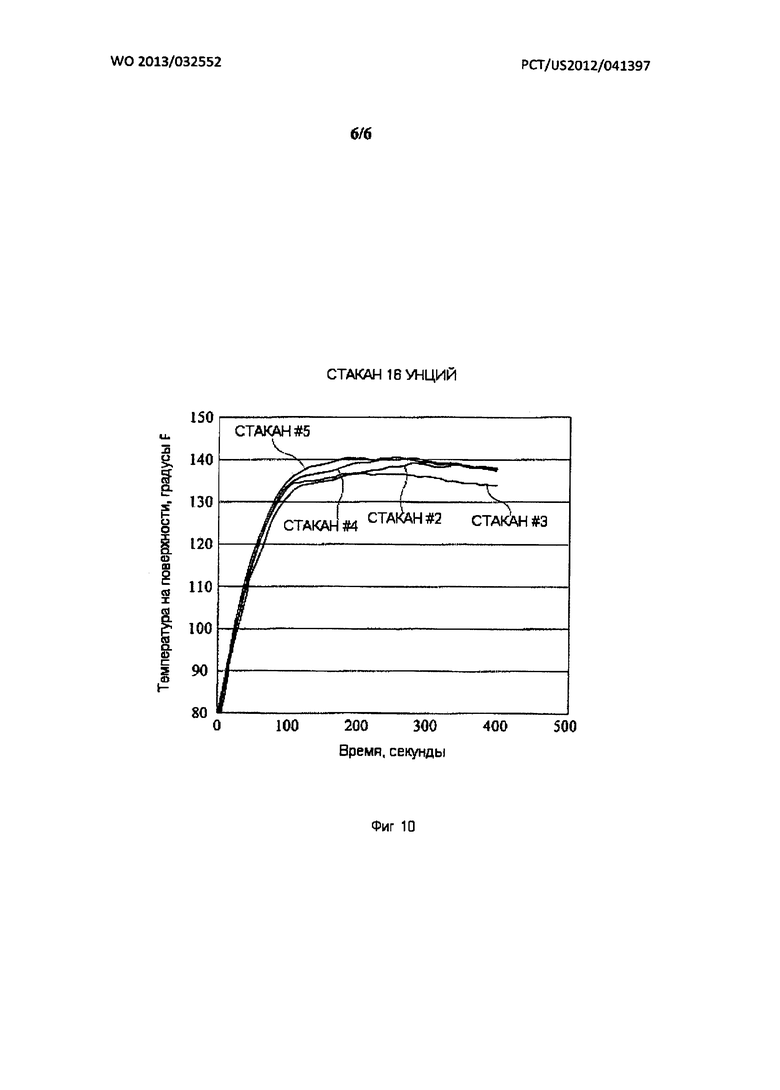
Изобретение относится к составу для формирования теплоизолирующего ячеистого неароматического полимерного материала, который может быть использован для получения изделия, в частности контейнера. Состав содержит базовый полимерный материал, второй полимерный материал, нуклеирующий агент, добавку, понижающую трение, и порообразователь. Причем базовый полимерный материал содержит полипропилен с высокой прочностью расплава, характеризующийся длинноцепочечным разветвлением, а второй полимерный материал содержит гомополимер полипропилена. Полученный полимерный материал обладает высокими теплоизоляционными характеристиками, легко поддается вторичной переработке, устойчив к прокалыванию и неломок. 12 н. и 51 з.п. ф-лы, 10 ил., 12 табл.
1. Состав для формования теплоизолирующей ячеистой неароматической полимерной структуры, причем состав включает
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, характеризующийся длинноцепочечным разветвлением,
второй полимерный материал, содержащий по меньшей мере один гомополимер полипропилена,
по меньшей мере один нуклеирующий агент,
по меньшей мере одну добавку, понижающую трение, и
по меньшей мере один порообразователь.
2. Состав по п. 1, где базовый полимерный материал имеет прочность расплава 36 сН согласно ISO 16790.
3. Состав по п. 1, где базовый полимерный материал имеет температуру плавления не менее 163°C (325,4°F).
4. Состав по п. 1, где нуклеирующий агент представляет собой по меньшей мере один материал, выбранный из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их смесей и комбинаций.
5. Состав по п. 1, где нуклеирующий агент представляет собой лимонную кислоту или материал на основе лимонной кислоты.
6. Состав по п. 1, где нуклеирующий агент представляет собой по меньшей мере один материал, выбранный из группы, состоящей из талька, СаСО3, слюды и смесей по меньшей мере двух из вышеупомянутого.
7. Состав по п. 1, где порообразователь представляет собой по меньшей мере один материал, выбранный из группы, состоящей из химических порообразователей, физических порообразователей и их комбинаций.
8. Состав по п. 1, дополнительно содержащий по меньшей мере один порообразователь.
9. Состав по п. 8, где по меньшей мере один порообразователь вводят в состав и смешивают с ним до плавления состава.
10. Состав по п. 9, где порообразователь представляет собой по меньшей мере один газ, который вводят в виде сжатой жидкости.
11. Состав по п. 10, где порообразователь представляет собой по меньшей мере один газ, выбранный из группы, состоящей из диоксида углерода, азота, гелия, аргона, воздуха, пентана, бутана и других алканов и их смесей.
12. Состав по п. 8, где порообразователь представляет собой химический порообразователь, который реагирует или разлагается с выделением газа.
13. Состав по п. 12, где химический порообразователь представляет собой СаСО3.
14. Состав по п. 12, где нуклеирующий агент дополнительно содержит катализатор.
15. Состав по п. 14, где структура имеет средний размер ячеек в направлении машинной обработки в длину примерно 0,016 дюймов и в ширину примерно 0,003 дюймов и средний размер ячеек в поперечном направлении в длину примерно 0,017 дюймов и в ширину примерно 0,003 дюймов.
16. Состав по п. 1, где порообразователь представляет собой по меньшей мере один материал, выбранный из группы, состоящей из азодикарбонамида; азодиизобутиронитрила; бензолсульфонгидразида; 4,4-оксибензолсульфонилсемикарбазида; n-толуолсульфонилсемикарбазида; азодикарбоксилата бария; N,N′-диметил-N,N′-динитрозотерефталамида; тригидразинотриазина; метана; этана; пропана; н-бутана; изобутана; н-пентана; изопентана; неопентана; фтористого метила; перфторметана; фтористого этила; 1,1-дифторэтана; 1,1,1-трифторэтана; 1,1,1,2-тетрафторэтана; пентафторэтана; перфторэтана; 2,2-дифторпропана; 1,1,1-трифторпропана; перфторпропана; перфторбутана; перфторциклобутана; метилхлорида; метиленхлорида; этилхлорида; 1,1,1-трихлорэтана; 1,1-дихлор-1-фторэтана; 1-хлор-1,1-дифторэтана; 1,1-дихлор-2,2,2-трифторэтана; 1-хлор-1,2,2,2-тетрафторэтана; трихлормонофторметана; дихлордифторметана; трихлортрифторэтана; дихлортетрафторэтана; хлоргептафторпропана; дихлоргексафторпропана; метанола; этанола; н-пропанола; изопропанола; бикарбоната натрия; карбоната натрия; бикарбоната аммония; карбоната аммония; нитрита аммония; N,N′-диметил-N,N′-динитрозотерефталамида; N,N′-динитрозопентаметилентетрамина; азобизизобутилонитрила; азоциклогексилнитрила; азодиаминобензола; бензолсульфонилгидразида; толуолсульфонилгидразида; n,n′-оксибис (бензолсульфонилгидразида); дифенилсульфон-3,3′-дисульфонилгидразида; азида кальция; 4,4′-дифенилдисульфонилазида; и n-толуолсульфонилазида.
17. Состав по п. 1, где добавка, понижающая трение, представляет собой по меньшей мере одну жирную кислоту или материал на основе жирной кислоты.
18. Состав по п. 1, где добавка, понижающая трение, представляет собой по меньшей мере один материал, выбранный из группы, состоящей из эрукамида и олеамида и их смесей.
19. Состав по п. 1, дополнительно содержащий по меньшей мере один материал, выбранный из группы, состоящей из модификаторов ударопрочности, красящих веществ, порообразователей, измельченного полимерного компаунда и смесей по меньшей мере двух из вышеупомянутого.
20. Состав по п. 1, дополнительно содержащий красящее вещество.
21. Состав по п. 1, где структура имеет средний размер ячеек в направлении машинной обработки в длину примерно 0,016 дюймов (0,4064 мм) и в ширину примерно 0,003 дюймов (0,0762 мм) и средний размер ячеек в поперечном направлении в длину примерно 0,017 дюймов (0,4318 мм) и в ширину примерно 0,003 дюймов (0,0762 мм).
22. Состав по п. 1, где структура имеет ячейки, имеющие среднее соотношение размеров ячеек по меньшей мере в одном направлении в интервале примерно 1,0-3,0.
23. Состав по п. 1, где структура имеет ячейки, имеющие среднее соотношение размеров ячеек по меньшей мере в одном направлении в интервале примерно 1,0-2,0.
24. Состав по п. 1, где структура имеет температуру плавления, равную от примерно 160°С (320°F) до примерно 172°С (341,6°F), температуру кристаллизации от примерно 108°С (226,4°F) до примерно 135°С (275°F) и процент кристалличности в интервале от примерно 42% до примерно 62% при скорости нагрева и охлаждения 10 градусов в минуту.
25. Состав по п. 1, где структура имеет температуру плавления, равную примерно 162°С (323,6°F), температуру кристаллизации, равную примерно 131°С (267,8°F), и степень кристалличности, равную примерно 46%, при скорости нагрева и охлаждения 10 градусов в минуту.
26. Состав по п. 1, где теплоизолирующая ячеистая неароматическая полимерная структура имеет плотность в интервале от примерно 0,01 г/см3 до примерно 0,19 г/см3.
27. Состав по п. 1, где теплоизолирующая ячеистая неароматическая полимерная структура имеет плотность в интервале от примерно 0,05 г/см3 до примерно 0,19 г/см3.
28. Состав по п. 1, где теплоизолирующая ячеистая неароматическая полимерная структура имеет плотность в интервале от примерно 0,1 г/см3 до примерно 0,185 г/см3.
29. Состав по п. 1, где структура может подвергаться воздействию микроволновой энергии, равной примерно 1200 Ватт, в течение периода времени до примерно 2,5 минут без видимого горения или пригорания.
30. Состав по п. 1, где структура имеет толщину стенки, равную примерно 0,089 дюймов (2,2606 мм), и плотность, равную примерно 0,1902 г/см3, и жесткость в интервале от примерно 0,545 килограмм-силы (кгс) до примерно 0,716 килограмм-силы (кгс).
31. Состав по п. 1, где материал имеет среднее сопротивление проколу, равное примерно вплоть до 15210 грамм-силы в соответствии с методикой испытания на сопротивление медленному проколу, как описано в стандарте ASTM D3763-86.
32. Состав по п. 1, где структура имеет сопротивление раздиру в направлении машинной обработки, равное по меньшей мере 282 грамм-силы в соответствии со стандартом ASTM D1922-93.
33. Состав по п. 1, где требуется приложение к структуре по меньшей мере примерно 282 грамм-силы для разрыва материала в направлении машинной обработки в соответствии с методикой испытания по Элмендорфу стандарта ASTM D1922-93.
34. Состав по п. 1, где требуется приложение к структуре по меньшей мере примерно 212 грамм-силы для разрыва материала в поперечном направлении в соответствии с методикой испытания по Элмендорфу стандарта ASTM D1922-93.
35. Состав по п. 1, где требуется приложение к структуре силы в интервале от примерно 213 грамм-силы до примерно 351 грамм-силы для разрыва материала в направлении машинной обработки в соответствии с методикой испытания по Элмендорфу стандарта ASTM D1922-93.
36. Состав по п. 1, где требуется приложение к структуре силы в интервале от примерно 143 грамм-силы до примерно 281 грамм-силы для разрыва материала в поперечном направлении в соответствии с методикой испытания по Элмендорфу стандарта ASTM D1922-93.
37. Состав по п. 1, где структура после формования в виде стакана имеет максимальную температуру на внешней поверхности, равную примерно 140,5°F (60,28°С), когда стакан заполнен жидкостью с температурой примерно 200°F (93,33°С) и стакан закрыт крышкой.
38. Состав по п. 1, где структура после формования в виде полоски имеет среднюю теплопроводность, равную примерно 0,05792 Вт/м-К при 21°С со стандартным отклонением, равным примерно 0,00005 Вт/м-К при 21°С.
39. Состав по п. 1, где структура после формования в виде полоски имеет среднюю теплопроводность, равную примерно 0,06680 Вт/м-К при 93°С со стандартным отклонением, равным примерно 0,00025 Вт/м-К при 93°С.
40. Состав по п. 1, где структура пригодна для вторичной переработки.
41. Состав по п. 1, где структура пригодна для размещения печатной графики на по меньшей мере одной своей поверхности.
42. Состав для формования теплоизолирующей ячеистой неароматической полимерной структуры, причем состав включает
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, имеющий прочность расплава 36 сН и температуру плавления по меньшей мере 163°С (325,4°F),
второй полимерный материал, содержащий по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер,
по меньшей мере один нуклеирующий агент, выбранный из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций и смесей,
по меньшей мере один порообразователь, и
по меньшей мере одну добавку, понижающую трение, содержащую жирную кислоту или композицию на основе жирной кислоты.
43. Состав для формования теплоизолирующей ячеистой неароматической полимерной структуры, причем состав включает
базовый полимерный материал, содержащий по меньшей мере один полипропиленовый полимер с высокой прочностью расплава,
второй полимерный материал, содержащий по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер,
по меньшей мере один нуклеирующий агент, выбранный из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций,
инертный газ, и
добавку, понижающую трение.
44. Состав для формования теплоизолирующей ячеистой неароматической полимерной структуры, причем состав включает
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, имеющий прочность расплава 36 сН и температуру плавления по меньшей мере 163°С (325,4°F),
второй полимерный материал, содержащий по меньшей мере один гомополимер полипропилена,
химический нуклеирующий агент, содержащий лимонную кислоту или материал на основе лимонной кислоты, тальк,
добавку, понижающую трение, и диоксид углерода.
45. Состав по п. 44, дополнительно содержащий диоксид титана.
46. Состав для формования теплоизолирующей ячеистой неароматической полимерной структуры, причем состав включает
базовый полимерный материал, содержащий полимолочную кислоту,
по меньшей мере один нуклеирующий агент, выбранный из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций,
по меньшей мере один порообразователь, и
по меньшей мере одну добавку, понижающую трение.
47. Состав по п. 46, где полимолочная кислота получена из кукурузного крахмала.
48. Расплавленная смола для формования теплоизолирующей ячеистой неароматической полимерной структуры, причем расплавленная смола включает
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, имеющий прочность расплава 36 сН и температуру плавления по меньшей мере 163°С (325,4°F),
второй полимерный материал, содержащий по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер,
по меньшей мере один нуклеирующий агент, выбранный из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций,
по меньшей мере один порообразователь, содержащий по меньшей мере одну композицию, выбранную из группы, состоящей из химических порообразователей, инертных газов и их комбинаций, и
по меньшей мере одну добавку, понижающую трение, содержащую жирную кислоту или композицию на основе жирной кислоты.
49. Теплоизолирующий ячеистый неароматический полимерный экструдат, содержащий
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, имеющий прочность расплава 36 сН и температуру плавления по меньшей мере 163°С (325,4°F),
второй полимерный материал, содержащий по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер, и
порообразователь,
где экструдат содержит ячейки, сформированные в нем.
50. Теплоизолирующее ячеистое неароматическое полимерное изделие, содержащее
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, имеющий прочность расплава 36 сН и температуру плавления по меньшей мере 163°С (325,4°F),
второй полимерный материал, содержащий по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер, и
порообразователь,
где изделие содержит ячейки, сформированные в нем.
51. Контейнер, сформованный из состава, содержащего
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, имеющий прочность расплава 36 сН и температуру плавления по меньшей мере 163°С (325,4°F),
второй полимерный материал, содержащий по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер,
по меньшей мере один нуклеирующий агент, выбранный из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций,
порообразователь, и
добавку, понижающую трение, выбранную из группы, состоящей из эрукамида, олеамида, линейных полиэтиленов низкой плотности и смесей по меньшей мере двух из них.
52. Контейнер по п. 51, где контейнер имеет толщину стенки, равную примерно 0,089 дюймов (2,2606 мм), и плотность, равную примерно 0,1902 г/см3, и жесткость (до заполнения, без крышки) в интервале от примерно 0,545 килограмм-силы до примерно 0,716 килограмм-силы.
53. Контейнер по п. 51, где контейнер имеет толщину стенки, равную 0,089 дюймов (2,2606 мм), и плотность, равную 0,1902 г/см3, и жесткость (до заполнения, с крышкой) в интервале от примерно 0,680 килограмм-силы до примерно 1,011 килограмм-силы.
54. Контейнер по п. 51, где контейнер имеет толщину стенки, равную примерно 0,089 дюймов (2,2606 мм), и плотность, равную примерно 0,1902 г/см3, и жесткость (при заполнении горячим материалом, без крышки) в интервале от примерно 0,238 килограмм-силы (кгс) до примерно 0,324 килограмм-силы (кгс) при примерно 200°F (93,33°С).
55. Контейнер по п. 51, где контейнер имеет толщину стенки, равную примерно 0,089 дюймов (2,2606 мм), и плотность, равную примерно 0,1902 г/см3, и жесткость (при заполнении горячим материалом, с крышкой) в интервале от примерно 0,227 килограмм-силы (кгс) до примерно 0,476 килограмм-силы (кгс) при примерно 200°F (93,33°С).
56. Контейнер по п. 51, где контейнер имеет толщину стенки, равную примерно 0,089 дюймов (2,2606 мм), и плотность, равную примерно 0,1902 г/см3, и жесткость (при заполнении холодным материалом, без крышки) в интервале от примерно 0,698 килограмм-силы (кгс) до примерно 0,894 килограмм-силы (кгс) при примерно 35°F (1,67°С).
57. Контейнер по п. 51, где контейнер имеет толщину стенки, равную примерно 0,089 дюймов (2,2606 мм), и плотность, равную примерно 0,1902 г/см3, и жесткость (при заполнении холодным материалом, с крышкой) в интервале от примерно 0,837 килограмм-силы (кгс) до примерно 1,192 килограмм-силы (кгс) при примерно 35°F (1,67°С).
58. Теплоизолирующий ячеистый неароматический полимерный оберточный материал, сформованный из состава, причем состав содержит
базовый полимерный материал, содержащий по меньшей мере один полипропилен с высокой прочностью расплава, имеющий прочность расплава 36 сН и температуру плавления по меньшей мере 163°С (325,4°F),
второй полимерный материал, содержащий по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер,
по меньшей мере один нуклеирующий агент, выбранный из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций,
по меньшей мере один порообразователь, и
добавку, понижающую трение,
где оберточный материал сформован в полоску, которая может быть обернута вокруг объекта.
59. Материал по п. 58, дополнительно содержащий клеящее вещество, связанное с по меньшей мере одной поверхностью полоски.
60. Материал по п. 59, дополнительно содержащий покровную пленку.
61. Материал по п. 58, где полоска свернута с образованием рулона.
62. Способ формования структуры из теплоизолирующего ячеистого неароматического полимерного материала, причем способ включает стадии
a. предоставления базового полимерного материала, содержащего по меньшей мере один полипропиленовый полимер с высокой прочностью расплава,
b. предоставления второго полимерного материала, содержащего по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер,
c. предоставления по меньшей мере одного нуклеирующего агента, выбранного из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций,
d. введения добавки, понижающей трение,
e. смешивания предоставленных в стадиях a-d материалов с формированием смеси смолы,
f. нагрева смеси смолы с формированием расплавленной смеси смолы,
g. введения порообразователя в расплавленную смесь смолы с получением экструзионной смеси смолы, и
h. экструдирования экструзионной смеси смолы с формованием структуры, имеющей ячейки, сформованные в ней.
63. Структура из теплоизолирующего ячеистого неароматического полимерного материала, сформованная с помощью способа, причем способ включает стадии
a. предоставления базового полимерного материала, содержащего по меньшей мере один полипропиленовый полимер с высокой прочностью расплава,
b. предоставления второго полимерного материала, содержащего по меньшей мере один полипропилен, представляющий собой высококристаллический гомополимер,
c. предоставления по меньшей мере одного нуклеирующего агента, выбранного из группы, состоящей из химических нуклеирующих агентов, физических нуклеирующих агентов и их комбинаций,
d. введения добавки, понижающей трение,
e. смешивания предоставленных в стадиях a-d материалов с формированием смеси смолы,
f. нагрева смеси смолы с формированием расплавленной смеси смолы,
g. введения порообразователя в расплавленную смесь смолы с получением экструзионной смеси смолы, и
h. экструдирования экструзионной смеси смолы с формованием структуры, имеющей ячейки, сформованные в ней.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПОЛИОЛЕФИНОВЫЙ ПЕНОПЛАСТ, ИСПОЛЬЗУЕМЫЙ ДЛЯ ЗВУКО- И ТЕПЛОИЗОЛЯЦИИ | 2001 |
|
RU2254347C2 |
| ПЕНОПЛАСТЫ, ПОЛУЧЕННЫЕ ИЗ СМЕСИ СИНДИОТАКТИЧНЫХ ПОЛИПРОПИЛЕНОВ И ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ | 1999 |
|
RU2232781C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

