Область изобретения
Данное изобретение относится к пищевой промышленности, более конкретно к области производства искусственной оболочки для наполнения пищевыми продуктами.
Предпосылки создания изобретения
В настоящее время искусственные оболочки для наполнения мясными продуктами все больше и больше приходят на смену натуральным оболочкам благодаря своим промышленным преимуществам как с точки зрения охраны здоровья, так и с экономической точки зрения.
Среди известных в настоящее время оболочек в мясной промышленности наиболее широко применяются искусственные фиброузные оболочки, пропитанные коллагеном из свиных или говяжьих шкур, благодаря своим превосходным свойствам при их наполнении мясопродуктами и последующей переработке упакованных мясных продуктов, а также их натуральному виду. С другой стороны, в дополнение к уже имеющимся съедобным коллагеновым оболочкам, коллагеновые оболочки можно обрабатывать так же, как и натуральные оболочки, с возможностью получения широкого ассортимента пищевых продуктов, в том числе вареных, свежих, сушеных или копченых пищевых продуктов, а также продуктов, дающих возможность увеличения съедобных формочек.
В общем, коллагеновые оболочки можно разделить на съедобные и несъедобные. В свою очередь, в пределах каждой категории существует множество подкатегорий в зависимости от типа мясного изделия, для которого предназначена оболочка, типа обработки указанного мясного изделия после наполнения и способа представления изделия потребителю.
Кроме того, независимо от типа получаемого мясного продукта, нужно учитывать существование рыночного спроса на мясные продукты с несколькими диаметрами, следовательно, кроме конкретного типа получаемого продукта, существует потребность в производстве оболочек различных диаметров в зависимости от размера мясного продукта, которым наполняется оболочка.
Под диаметром понимается толщина мясного продукта, а именно диаметр поперечного сечения оболочки, когда указанная оболочка полностью надута или наполнена мясным фаршем при определенном давлении, в частности при наполнении данный фактор является главным условием, обуславливающим необходимость производства большого количества различных оболочек с учетом того, что конкретную оболочку обычно используют для получения помещенного в нее мясного продукта определенного диаметра.
Кроме недостатков вышеупомянутых оболочек для производителя, потребителю оболочек, в свою очередь, необходимо иметь и хранить определенный запас оболочек каждого диаметра изделий, что является недостатком с точки зрения логистики и, разумеется, с экономической точки зрения, поскольку коррекция диаметра подразумевает затраты времени наряду с себестоимостью производства.
Сущность изобретения
В первом аспекте настоящего изобретения предлагается способ получения искусственной оболочки для наполнения пищевыми продуктами, такими как мясные изделия, например сосиски. Согласно изобретению способ содержит следующие стадии:
- стадию a), включающую в себя получение экструдируемого геля, предпочтительно кислоты, содержащей фиброузную коллагеновую дисперсию,
- стадию b), включающую в себя подготовку экструзионной головки, которая, независимо от своих механических характеристик, содержит выходное отверстие для выпуска экструдированного материала, имеющее замкнутую и некруговую геометрическую форму, т.е. некольцеобразную форму, а также способное принимать криволинейную, овальную или многоугольную форму,
- стадию с), включающую в себя выдавливание экструдируемого геля, полученного на стадии а), через выходное отверстие, установленное в стадии b), с получением полой трубчатой пленки с поддержанием давления внутри трубчатой пленки больше давления снаружи ее. Оказалось, что при таком заданном режиме экструдированного материала избыточное внутреннее давление не менее 2 см Н2О достаточно для предотвращения сплющивания или схлопывания оболочки.
Относительно конфигурации выходного отверстия необходимо отметить, что уже известен конкретный тип искусственной оболочки для получения сосисок с изогнутой формой, в котором эта изогнутая форма достигается с помощью экструзии материала для формирования искусственной оболочки через круглое отверстие, однако даже если внешний и внутренний контуры отверстия являются круглыми, они имеют смещение относительно центра, и поэтому на одной стороне достигается большая толщина пленки, что приводит к искривлению оболочки при экструдировании. Способ получения таких оболочек описан в патентных заявках США №№1645050-А и 1654253-А.
В противоположность этому, в данном изобретении считается, что выходное отверстие не имеет кольцеобразной формы, при условии что ни один из ее внешних или внутренних контуров не является круговым.
При осуществлении стадии с) в соответствии с изобретением трубчатую пленку можно поддерживать в полом состоянии, т.е. без ее схлопывания, или сплющивания, или разрыва вследствие избыточного давления, двумя способами. Во-первых, полагается создание вакуума на внешней стороне трубчатой пленки. Во-вторых, полагается возможность нагнетания в трубчатую пленку текучей среды, предпочтительно газа с достаточным давлением так, чтобы пленка приняла практически цилиндрическую форму.
В соответствии с изобретением, поскольку трубчатая пленка движется вперед и наружу от выходного отверстия, поперечное сечение полой трубчатой пленки принимает круговую форму благодаря эффекту давления, создаваемому текучей средой, которую нагнетают в указанную полую трубчатую пленку.
Логически рассуждая, толщина выходного отверстия определяет толщину получаемой пленки так, что поскольку указанное выходное отверстие имеет замкнутую форму, экструзия, выполняемая по предлагаемому способу, представляет собой экструзию трубы.
Удивительное открытие было сделано в ходе серии исследований, направленных на изучение поведения коллагеновых паст в процессе экструзии трубы, в соответствии с которым при модификации геометрии экструзионного отверстия и, более конкретно, когда традиционное отверстие с круговой или кольцевой формой, соответствующее определенному диаметру, изменяется для выходного отверстия, например, с многоугольной формой, размеры которой были определены, чтобы обеспечить цилиндрическую оболочку такого же диаметра и веса в граммах, таким образом, полученная оболочка приобретает способность растягиваться в поперечном сечении и в то же время сохранять те же значения продольного напряжения, как в случае оболочки, полученной с помощью кругового отверстия.
Как было описано, основным преимуществом изобретения для использования в производстве оболочек, отвечающих требованиям потребителя, является то, что можно сделать доступной специальную оболочку, которая способна адаптироваться более чем к одному диаметру в процессе наполнения. Кроме наличия этого преимущества поддерживаются остальные физические свойства, что дает возможность правильного поведения оболочки во время ее наполнения и последующей обработки. Аналогично, полученная таким образом оболочка сохраняет свой внешний вид без какого бы то ни было значительного изменения, так что ее охотно принимает заказчик.
До сих пор синтетические оболочки из коллагена либо иные протеиновые, целлюлозные, фиброзные или полимерные оболочки экструдировали через круговые отверстия, общеизвестные как кольцевые щели. Пленка, сформированная, когда полимерная масса, сделанная из, например, коллагена, проходит через эту щель, представляет собой цилиндрическую трубчатую пленку и сохраняет форму после экструзии благодаря давлению газа, содержащегося внутри. Указанный газ может быть воздухом или смесью газов с коагулирующим эффектом, например аммиака, который вводится в трубчатую пленку, которая была сформирована при контролируемом давлении и сохраняет цилиндрическую форму, поскольку пленка обладает гибкостью.
Единственный путь, гарантирующий, что оболочка, полученная экструдированием через многоугольное отверстие, сохранит неопределенно долго форму трубы с многоугольным сечением, заключается в том, что в нее помещается твердая масса, имеющая указанные многоугольные сечения. Это может быть реализовано лишь как вариант экструзии, называемый коэкструзией, который не относится к типу экструзии по данному изобретению, поскольку в соответствии с изобретением оболочку экструдируют отдельно. В противоположность этому при коэкструзии как пленку, так и оболочку, и ее содержимое экструдируют одновременно так, что оболочка находится непосредственно на массе наполняемого продукта. При коэкструзии форма паза, через который экструдируют оболочку, полностью повторяет форму отверстия, через которое коэкструдируют одновременно мясную массу для заполнения оболочки. Патентная заявка США 2007/0026777-А1, относящаяся к экструзии крестьянских охотничьих колбасок с нецилиндрическими сечениями, в высшей степени показательна для этого особого случая. Форма и окончательные размеры коэкструдированных колбасок определяются формой отверстия для выпуска мясного фарша.
В данном изобретении из законов физики установлено, что если масса экструдирована через отверстие, которое является некруглым либо кольцевым, например треугольным, полученная трубчатая пленка будет принимать в значительной степени цилиндрическую форму чуть позже выхода из экструзионной головки при условии, что указанная пленка является гибкой и в ней поддерживается необходимое давление газа. Если вместо газа в трубчатую пленку закачан жидкий материал, пленка быстро примет цилиндрическую форму при условии достаточного внутреннего давления текучей среды. Поэтому предполагается, что форма экструзионного отверстия не является фактором, определяющим форму будущей сосиски, как показано на примерах ниже. В этом смысле также ясно, что факт замены кольцевой формы экструзионного отверстия для получения оболочки для наполнения никогда не предполагался, вероятно, потому, что, в принципе, не ожидалось, что форма отверстия будет иметь какой-то особый технический эффект.
Оболочки, полученные способом по данному изобретению, имеют внешний вид, подобный внешнему виду оболочек, полученных способом экструзии трубы с помощью кольцевого либо круглого отверстия, и для заданного материала и диаметра вес сухого вещества (преимущественно, коллагена) на единицу длины одинаков в обоих случаях. Однако при наполнении оболочка, произведенная способом некольцевой экструзии, имеет большую способность расширяться линейно в зависимости от давления наполнения. Это позволяет заранее определять диаметр путем установления постоянного давления наполнения. Удивительно то, что в соответствии с изобретением поддерживается продольное напряжение оболочки, что дает возможность правильной последовательной обработки заполняемых продуктов.
Аналогичным образом предусматривается возможность реализации способа данного изобретения, в котором кроме коллагена экструдируемый гель содержит жир и другие добавки, которые могут быть выбраны из группы, состоящей из улучшителя, вещества, образующего поперечные связи, пластификатора, замасливателя, вспомогательных веществ, обеспечивающих органолептические характеристики, таких как красители и пигменты, ароматизаторы, а также веществ, усиливающих прилипание оболочки к мясу или облегчающих отслаивание.
Предусматривается возможность реализации способа по данному изобретению, который содержит после осуществления стадии с) нижеследующие стадии:
- стадию d), включающую в себя коагуляцию трубчатой пленки, полученной на стадии с).
Предусматривается возможность реализации способа по данному изобретению, который содержит после осуществления стадии d) стадию е), включающую в себя этап заключительной обработки полученной искусственной оболочки, содержащий любую операцию, выбранную из следующего: отверждение, высушивание, наматывание и гофрирование, либо их комбинацию, например, любым из способов, известных в данной области техники.
С другой стороны, предполагается, что стадия а) включает в себя получение экструдируемого геля, содержащего свиной коллаген, предпочтительно обезжиренного до содержания менее 10% жира в расчете на сухую массу, при этом коллаген можно получать из свиных кож и кожевенного сырья как поросят, так и взрослых свиней, и особенно свиноматок.
Также предполагается, что стадия а) включает в себя подготовку экструдируемого геля, содержащего коровий коллаген, при этом коллаген может быть получен из коровьих шкур и коровьего кожевенного сырья.
Также предполагается, что стадия а) включает в себя получение экструдируемого геля, содержащего коллаген, полученный из других источников сырья или из смеси вышеуказанных источников сырья.
Сразу же после получения искусственной оболочки способом в соответствии с настоящим изобретением можно получить пищевое изделие с начинкой, для чего полученную оболочку наполняют пищевым продуктом, после чего это пищевое изделие можно вывешивать на вешалах, варить и коптить.
Во втором аспекте изобретения предлагается искусственная оболочка для наполнения ее пищевым продуктом, полученная способом, описанным выше.
Не ограничиваясь нижеследующим, следует понимать, что желаемый эффект от изобретения достигается от технического эффекта от следующих особенностей:
a) разницы в толщине в углах многоугольника и в его хордах,
b) чередования толстых и тонких продольных участков поверхности оболочки,
с) при этом тонкие участки поверхности дают возможность большего растяжения оболочки при определенном давлении и
d) при этом толстые участки поверхности оболочки обеспечивают продольную прочность на растяжение.
Описание чертежей
Для дополнения описания и для лучшего понимания особенностей настоящего изобретения согласно предпочтительному варианту осуществления к нему прилагаются являющиеся его неотъемлемой частью чертежи, имеющие иллюстративный, но не ограничивающий характер.
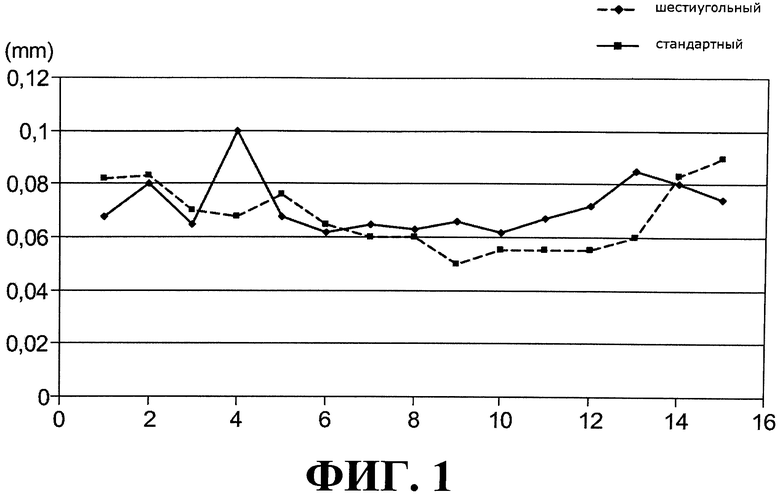
На Фиг.1 показан график, на котором изображены профили толщины контрольной оболочки (стандартная) и шестиугольной оболочки (шестиугольная). Размеры указаны в мм по оси у для 15 равноудаленных точек в поперечном направлении оболочки, указанных на оси х.
На Фиг.2 показано перспективное изображение узла оборудования, на котором реализован способ по данному изобретению, показывающее как экструзионную головку с шестиугольным выходным отверстием, так и трубчатую пленку, полученную при формировании искусственной оболочки, поперечное сечение которой изменяется с шестиугольного на круглое после ее экструзии.
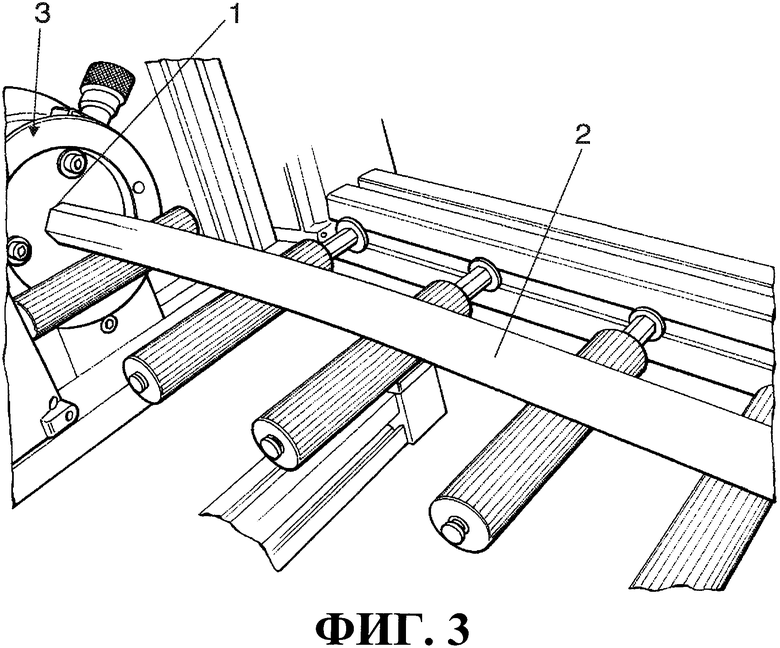
На Фиг.3 показано перспективное изображение, такое как показано на Фиг.2, но с более детальным изображением, где можно видеть большего размера сечение экструдированной оболочки и большее число элементов узла оборудования, на котором ее получают.
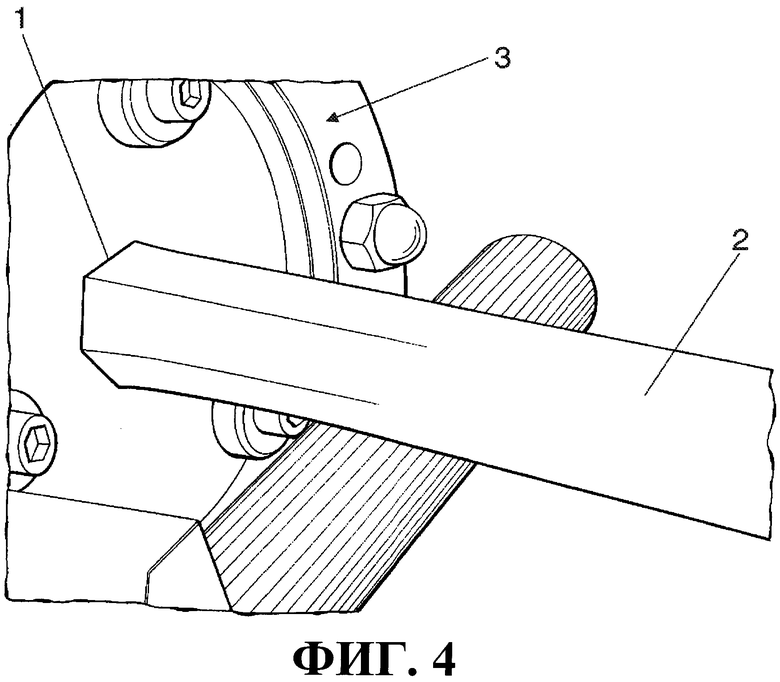
На Фиг.4 показано укрупненное изображение оболочки, полученной на узле оборудования, показанном на Фиг.2 и 3, в частности область, близкая к экструзионной головке.
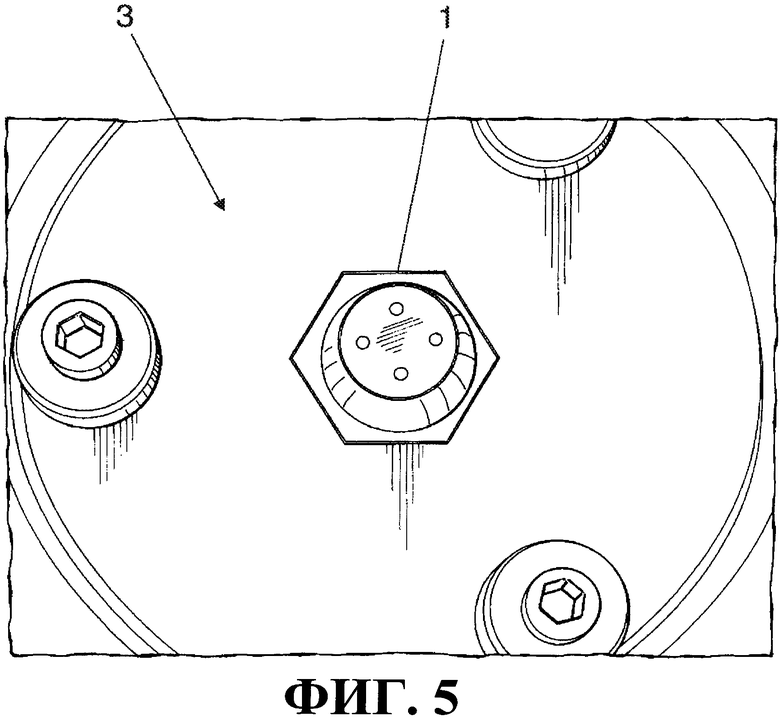
На Фиг.5 показано укрупненное изображение экструзионной головки, где получена оболочка в соответствии с изобретением, на котором можно видеть выпускное отверстие шестиугольной формы.
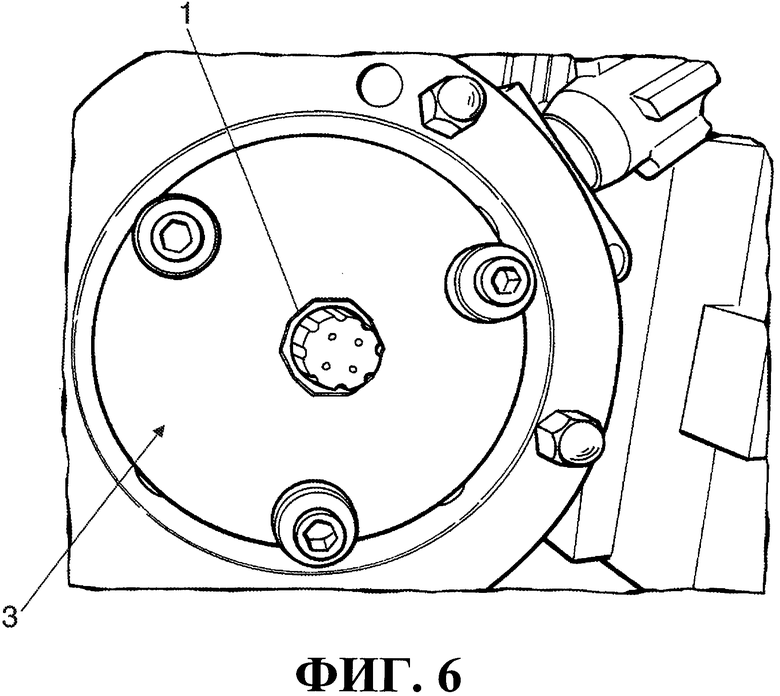
На Фиг.6 показано укрупненное изображение экструзионной головки, где получена оболочка в соответствии с изобретением, на котором можно видеть выпускное отверстие десятиугольной формы.
Предпочтительный вариант изобретения
Ниже, принимая во внимание чертежи, описаны различные сравнительные примеры, которые приведены согласно одному из возможных вариантов изобретения.
Неожиданный эффект, полученный при экструзии через некольцевое отверстие в следующих примерах, шестиугольного отверстия можно наблюдать в результатах различных параметров, измеренных в коллагеновой оболочке, полученной при осуществлении следующих примеров, а также в результате наполнения и обработки венских колбасок, изготовленных с указанными оболочками. Все примеры соответствуют предпочтительному исполнению этого варианта экструзии коллагеновой оболочки, которая представляет собой экструзию через шестиугольное отверстие, и в каждом из них экструзия контрольной оболочки через кольцевое отверстие была выполнена с использованием той же коллагеновой пасты для каждого примера и с получением того же кольцевого диаметра и массы, что и шестиугольная оболочка в соответствующем примере.
Пример 1а. Оболочка из свиного коллагена
В примере 1а в качестве сырья использована кислотная паста фиброузного коллагена, полученная из соленых шкур взрослых свиней и, в частности, свиноматок, приготовленная с использованием способа, описанного в патентной заявке Великобритании № GB-2359241-A. Шкуры сначала были обессолены проточной водой во вращающемся моечном барабане, пока уровень хлорида в вытекающем потоке не достиг значения менее 0,2%.
Используемую коллагеноваю пасту, состав которой можно видеть в Таблице I, формовали выдавливанием через выходное отверстие шестиугольной формы, как показано на чертежах, и через экструзионное отверстие с кольцевой или круговой формой, как используется в известном уровне техники, корпус экструзионных головок аналогичен вращающимся головкам в отношении обоих отверстий для расположения колагеновых волокон, как это делается в известном уровне техники.
Оболочка, экструдированная с кольцевым отверстием, называется контрольной оболочкой, ее диаметр соответствует кольцевому отверстию 27 мм. Конструкцию другой головки изменили, чтобы она охватила пластину с шестиугольным выходным отверстием с длиной стороны 13,28 мм и просветом 0,70 мм, как у контрольного отверстия, периметр которого такой же, как у кольцевого отверстия другой головки, так что масса обеих оболочек одинаковая при той же скорости экструзии. Оболочка, экструдированная через шестиугольное отверстие, называется шестиугольной оболочкой.
Обе оболочки были подвергнуты одному и тому же процессу коагулирования, заготовки и высушивания перед наматыванием. Полученный номинальный диаметр был равен 24 мм.
Затем физические параметры коллагеновых оболочек определяли с помощью обычных известных приемов, описанных ниже.
Продольное напряжение: Продольную прочность на растяжение измеряли в аппарате INSTRON 4411 с использованием датчика усилия в 100 Н и образца для испытания длиной 10 см в направлении машины. После погружения образца в воду на 30 минут при температуре 25°С его закрепляли зажимными муфтами машины и подвергали растяжению путем раздвижения указанных зажимных муфт при скорости 100 мм/мин до точки разрыва. Под максимальным разрывающим усилием понимается продольное растяжение, а под максимальной относительной деформацией - удлинение.
Растяжимость: Ширина двухмерной оболочки или плоская ширина (ПШ), определенная в Табл.II, представляет собой размер в мм, эквивалентный половине периметра оболочки, из которого рассчитывается первоначальный диаметр. При достижении внутреннего давления воздуха уровня в 100 мм рт.ст. полученный диаметр определяет коэффициент отношения к первоначальному диаметру, отражающий способность оболочки к растяжению.
Толщина: Поперечное сечение толщины оболочки измеряли с помощью прибора Elektro-Physik Köln Тур 104.00.00. Толщину выражают в мм и измеряют вдоль 15 находящихся на одинаковом расстоянии друг от друга точек в поперечном направлении оболочки, при этом, как можно видеть на графике Фиг.1, где показан профиль изменения толщины контрольной и шестиугольной оболочек, значительной разницы между двумя оболочками не отмечено.
Пример 1b. Характеристика оболочек при наполнении мясным продуктом и последующей обработке
В данном примере два типа оболочек, полученных в Примере 1а, в частности используемую в качестве контроля и шестиугольную оболочки, набивали традиционным мясным фаршем для производства франкфуртских сосисок. Для этого использовали наполнитель VEMAG-ROBBY 2. Обе оболочки набивали до номинального первоначального диаметра 25,8 мм и при скорости 80 порций в минуту с использованием для этого блока управления тормозами шприцующей машины. Давление наполнения в оболочке, используемой в качестве контроля, повышали с помощью указанного управления, вследствие чего диаметр оболочки слегка увеличился. При аналогичном давлении диаметр шестиугольной оболочки существенно увеличивался, тем не менее, диаметр оставался постоянным, пока давление оставалось неизменным.
При данных обстоятельствах продольное напряжение обеих оболочек сохранялось на одинаковых значениях, что позволило оболочкам правильно работать при последующей обработке обеих партий сосисок.
В Табл.II приведены полученные результаты.
Полученные сосиски затем развешивали на вешалах с возможностью их варки и копчения без наблюдения каких-либо разрывов или деформации сосисок.
Сосиски, полученные в обоих типах оболочки, имели одинаковый внешний вид после обработки. Проверка нарезки сосисок показывает, что оба типа сосисок имеют цилиндрическую форму, что говорит о том, что форма экструзионного отверстия оболочки не имеет существенного влияния на конечную форму наполненной сосиски, но влияет на механические свойства оболочки.
Пример 2а. Оболочка из коровьего коллагена
В Примере 2а в качестве сырья использовали фиброузную кислотную пасту коллагена, полученного из коровьих шкур и приготовленную в соответствии со способами, описанными в любой из патентных заявок США №№ US-3235641-A, US-3579358-A и US-3930035-A.
Коллагеновую пасту, состав которой указан в Табл.III, экструдировали через те же самые отдельные экструзионные головки, что и в Примере 1а, одна из которых будет с отверстием стандартной кольцевой формы, а другая - с отверстием шестиугольной формы.
Как и в Примере 1а, оболочки были подвергнуты одинаковому процессу коагуляции, отверждения и сушки перед наматыванием. Полученный номинальный диаметр равнялся 24 мм.
Затем с помощью одинаковых технологий, как указано в Примере 1а, измеряли физические параметры.
Пример 2b. Характеристики оболочек при наполнении мясным продуктом и последующей обработке
Полученные в Примере 2а два типа оболочек, то есть контрольную и шестиугольную оболочки, наполняли при одинаковых условиях, как описано в Примере 1b. Были получены одинаковые результаты.
Пример 3
Пример 3а. Коровья коллагеновая оболочка, экструдированная через десятиугольное отверстие
В этом примере использовали коллагеновую массу, соответствующую той, которая описана в Примере 2а.
Коллагеновую пасту формовали выдавливанием через десятиугольную экструзионную головку с длиной стороны 7,23 мм и периметром, эквивалентным диаметру 23 мм (72,26 мм) (см. Фиг.6). В качестве контроля экструдировали пасту через кольцевую головку диаметром 23 мм. В обоих случаях зазор был равен 0,70 мм.
Как и в Примере 1а, обе экструзии были подвергнуты одинаковым процессам коагулирования, отверждения и высушивания перед наматыванием. Затем с помощью одинаковых технологий, как указано в Примере 1а, измеряли физические параметры. Результаты измерений приведены в Табл.V.
Результаты испытаний ясно показывают, что при сравнении с кольцеобразной экструдированной оболочкой того же диаметра оболочка, экструдированная через десятиугольное отверстие, имеет гораздо большую растяжимость, но сохраняет продольную прочность на растяжение.
Пример 3b. Характеристики оболочек при заполнении мясным продуктом и последующей обработке
В данном примере два типа оболочек, полученных в Примере 3а, контрольную и десятиугольную оболочки, наполняли при одинаковых условиях, как описано в Примере 1b, для производства франкфуртских сосисок. Обе оболочки наполняли при номинальном диаметре 24,8 мм с использованием для этого блока управления тормозов шприцующей машины. Как и в Примере 1b, при растущем давлении наполнения объем контрольной оболочки слегка увеличился, в то время как диаметр десятиугольной оболочки увеличился до 25,6 мм. Так как диаметр увеличивается, а количество фаршевой эмульсии на сосиску остается прежним, результатом являются более короткие сосиски.
Пример 4
Пример 4а. Экструзия оболочки свежего коровьего коллагена через десятиугольное отверстие
В Примере 4а в качестве сырья использована фиброузная кислотная паста коллагена, полученного способом, описанным в Примере 2а, но в составе которого не использовали глиоксаль или какой-либо другой химический агент отверждения.
Коллагеновую пасту формовали выдавливанием через десятиугольную экструзионную головку, периметр которой эквивалентен диаметру 23 мм. Контрольную пасту также подвергали экструзии через кольцевую головку диаметром 23 мм, эквивалентную диаметру десятиугольной оболочки.
После экструзии оболочки коагулировали газообразным аммиаком, промывали водой, подвергали дегидратации и пластификации путем пропускания через резервуар с карбоксилметилцеллюлозой (КМЦ) и раствором глицерина, а затем высушивали и увлажняли перед наматыванием. Затем с помощью общих технологий, как в Примере 1а, замеряли физические параметры, за исключением диаметра и растяжимости, которые вследствие меньшего сопротивления такой оболочки были рассчитаны на внутреннее давление воздуха в 50 мм рт.ст. Результаты этих замеров показаны в Табл.VI ниже.
Результаты ясно показывают, что по сравнению с кольцеобразной экструдированной оболочкой такого же диаметра новая оболочка, экструдированная через десятиугольное отверстие, также имеет большую растяжимость и сохраняет продольную прочность на растяжение, что дает возможность набивки при большем диапазоне диаметров.
Пример 4b. Характеристика оболочек при наполнении мясопродуктом и последующей обработке наполненного продуктами
В этом примере два типа оболочек, полученных в Примере 4а, контрольную и десятиугольную оболочки, набивали одинаковыми мясными фаршами для сосисок типа Breakfast USA. Для этого был приготовлен рубленый мясной фарш по приведенной в Табл.VII рецептуре.
Набивку осуществляли на наполнителе VEMAG-ROBBY 2 с поворачивающейся «рукой», производящем сосиски длиной 10 см и с номинальным диаметром 24 мм. Сосиски отрезали вручную ножницами. Затем их замораживали в течение 24 часов. Никакой деформации при этом не наблюдалось, и испытание на жарку проводилось на гриле и во фритюрнице. В обоих случаях был удовлетворительный результат, существенных растрескиваний или разрывов не наблюдалось
На Фиг.2-4, в свою очередь, показаны три вида узлов оборудования в перспективе, где был реализован способ в соответствии с изобретением, экструзионная головка (3) с выходным отверстием (1), имеющим десятиугольную форму, и трубчатая пленка (2), формирующая искусственную оболочку, которая является оболочкой после экструдирования и изменяет поперечное сечение с десятиугольного на кольцевое. Фиг.5 подробно показывает экструзионную головку (3), где представлено детально выходное отверстие (1).
На Фиг.6 изображена деталь экструзионной головки (3), в которой выходное отверстие (1) имеет форму десятиугольника.
Принимая во внимание данное описание и комплект чертежей, специалист в данной области техники способен понять, что раскрытые в данной заявке варианты реализации данного изобретения можно комбинировать различными способами в рамках предмета изобретения. Данное изобретение раскрыто на примере нескольких предпочтительных вариантов, но в эти варианты специалист в данной области техники может внести многочисленные модификации, не выходя за рамки объекта заявленного изобретения. Например, при ссылке на многоугольную форму не является существенным ни то, что стороны являются прямыми или одинаковыми, ни то, что они имеют одинаковые радиусы или толщину. Указанная толщина относится к отверстию, ограниченному отверстием на каждой стандартной или не отвечающей стандарту стороне или сечении отверстия.
Изобретения относятся к пищевой промышленности, а именно к способу получения искусственной оболочки для пищевых продуктов, искусственной оболочке, полученной указанным способом, ее наполнению пищевым продуктом. Получают экструдируемый гель, содержащий фиброузную коллагеновую дисперсию. Устанавливают экструзионную головку, содержащую выходное отверстие для выпуска экструдированного материала, имеющее замкнутую и некруговую геометрическую форму. Экструдируемый гель выдавливают через выходное отверстие с получением полой трубчатой пленки путем впрыскивания сжатой текучей среды с достаточным давлением в полую трубчатую пленку так, чтобы трубчатая пленка приняла практически цилиндрическую форму, при этом поддерживают давление внутри трубчатой пленки больше давления снаружи ее. 4 н. и 5 з.п. ф-лы, 6 ил., 7 табл., 4 пр.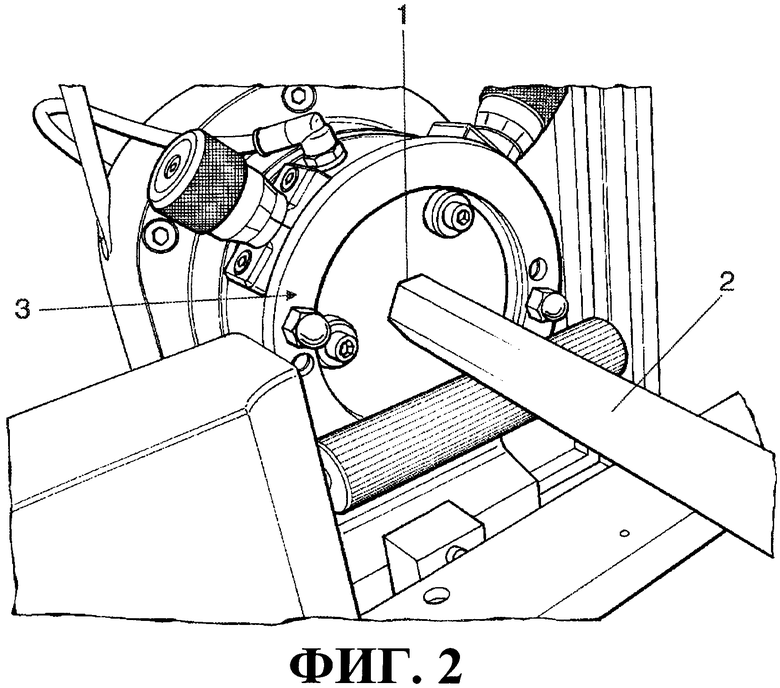
1. Способ получения искусственной оболочки для наполнения пищевыми продуктами, содержащий:
- стадию а), включающую в себя получение экструдируемого геля, содержащего фиброузную коллагеновую дисперсию, отличающийся тем, что содержит:
- стадию b), включающую в себя установку экструзионной головки (3), содержащей выходное отверстие (1) для выпуска экструдированного материала, имеющее замкнутую и некруговую геометрическую форму, и
- стадию с), включающую в себя выдавливание экструдируемого геля, полученного в стадии а), через выходное отверстие (1), установленное в стадии b), с получением полой трубчатой пленки (2) с поддержанием при этом давления внутри трубчатой пленки (2) больше давления снаружи ее (2) путем впрыскивания сжатой текучей среды с достаточным давлением в полую трубчатую пленку (2) так, чтобы трубчатая пленка (2) приняла практически цилиндрическую форму.
2. Способ по п. 1, отличающийся тем, что выходное отверстие (1) для выхода экструдированного материала имеет замкнутую геометрическую форму в виде многоугольника.
3. Способ по п. 1, отличающийся тем, что после стадии с) указанный способ содержит стадию d), включающую в себя коагуляцию трубчатой пленки (2), полученной на стадии с).
4. Способ по п. 3, отличающийся тем, что после стадии d) способ содержит стадию е), включающую в себя этап заключительной обработки полученной искусственной оболочки, содержащий любую операцию, выбранную из следующих: отверждение, высушивание, наматывание и гофрирование, либо их комбинацию.
5. Способ по п. 3, отличающийся тем, что стадия а) включает в себя получение экструдируемого геля, содержащего свиной коллаген.
6. Способ по п. 3, отличающийся тем, что стадия а) включает в себя получение экструдируемого геля, содержащего коровий коллаген.
7. Способ получения наполненного пищевого продукта, включающий в себя получение искусственной оболочки способом по п. 1, отличающийся тем, что дополнительно содержит наполнение пищевым продуктом указанной искусственной оболочки.
8. Искусственная оболочка для наполнения пищевым продуктом, полученная способом по п. 1.
9. Наполненное пищевое изделие, отличающееся тем, что его получают способом по п. 7.
| Шипорезный станок | 1990 |
|
SU1738649A1 |
| WO 03017770 A1, 06.03.2003 | |||
| EP 1371293 A1, 17.12.2003. | |||

