Фиг 2
Изобретение относится к деревообрабатывающей промышленности, в частности к шипорезным станкам и к стенкам для обработки деталей на ус.
Цель изобретения - повышение точности обработки детали по длине.
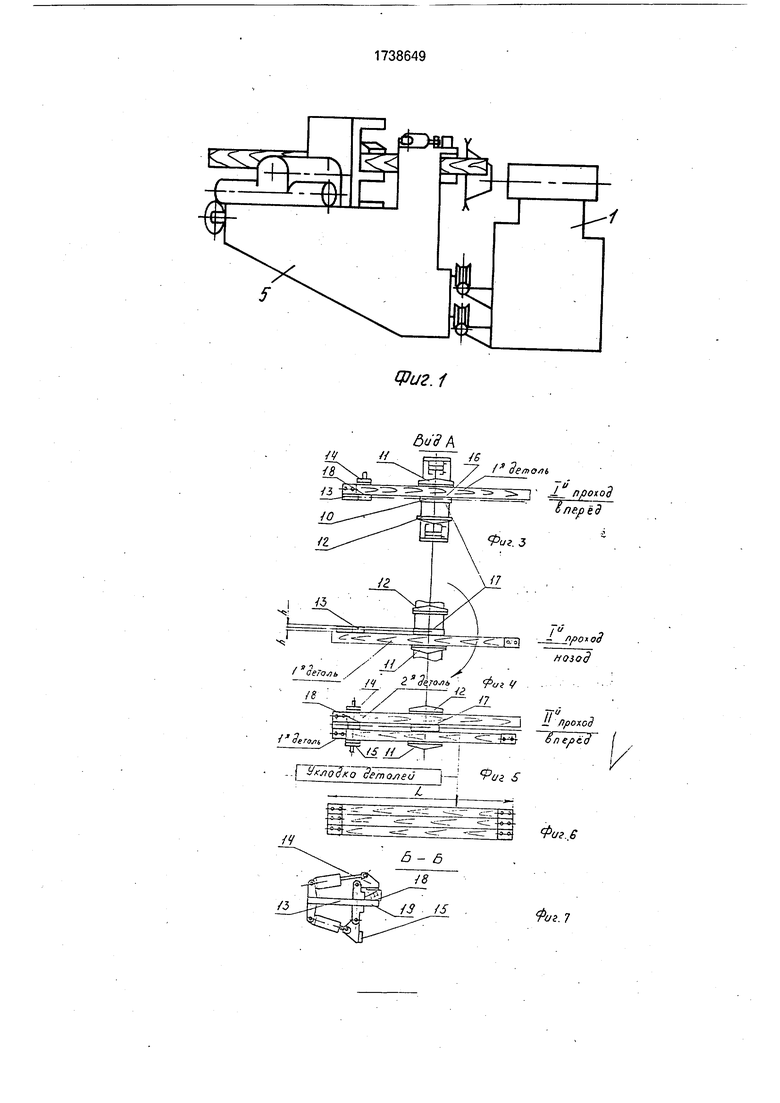
На фиг. 1 изображен станок, вид со стороны подачи и загрузки деталей; на фиг. 2 - то же, план; на фиг. 3 - вид А на фиг. 2, при первом проходе детали вперед; на фиг. 4 - деталь при первом проходе назад; на фиг. 5 -то же, при втором проходе вперед; на фиг. 6 - обработанные детали; на фиг. 7 - разрез Б-Б на фиг. 2.
Станок включает станину 1, пильный 2, фрезерный 3 и сверлильный 4 суппорты, закрепленные на станине 1. На станине 1 имеется каретка 5, установленная на направляющих (не показано). На каретке установлен суппорт 6 с захватом 7 и приводом 8. Между кареткой 5 и суппортом 6 расположен механизм 9 настройки по длине детали. На захвате 7 установлена подвижная часть 10 базового стола с зажимами 11 и 12. На каретке 5 в зоне суппортов установлена неподвижная часть 13 базового стола с трех- звенными зажимами 14 и 15. Подвижная часть 10 базового стола выполнена с верхней рабочей 16 и нижней 17 поверхностями, неподвижная часть 13 базового стола имеет верхнюю рабочую 18 и нижнюю 19 поверхности.
Станок работает следующим образом.
Заготовку детали (фиг. 1 и 3) укладывают на рабочую поверхность 16 подвижной части 10 базового стола механизма 9 и рабочую поверхность 18 неподвижной части 13 базового стола (фиг, 3). Последовательно включают зажимы 11 и 14 (фиг. 3 и 7) и привод каретки 5. Каретка 5 перемещает заготовку относительно станины 1. При этом суппортами 2-4 последовательно обрабатывают торец первой детали (фиг. 3). В конце хода каретки (фиг.2) зажим 14 неподвижной части 13 базового стола (см.фиг.З) освобождает обработанный конец заготовки, а привод 8 поворачивает захват 7 вместе с заготовкой вокруг оси I-I на 180° до принятия заготовкой нижнего положения (фиг.4). Поворот захвата 7 совпадает по времени с ходом каретки 5 назад (фиг.4).
После возвращения каретки 5 в исходное положение на рабочие поверхности 18
и 17 (фиг. 5) включают зажимы 14, 15 и 12, и при втором проходе обрабатывают второй торец детали и первый торец второй детали. В конце хода каретки 5 (фиг. 4 и 5) зажимы 11 и 15 освобождают первую деталь и она
укладывается в пакет (фиг. 6), а каретка 5 возвращается в исходное положение, и цикл обработки повторяется. Настройку подлине осуществляют (фиг. 2) смещением суппорта 6 винтовым механизмом 9 относительно
плоскости торца обрабатываемой детали. При этом деталь зажимают в точке, равноудаленной от торцов в конце обработки:
20
где L - длина детали после обработки (фиг.
2).
Предложенный станок обеспечивает
точность обработки по длине, кроме того, одним блоком инструментов обрабатывают два торца, не перебазируя деталь. Формула изобретения Шипорезный станок, включающий станину, на которой установлены суппорты с обрабатывающим инструментом, каретку с механизмом поворота, базовый стол, упоры для фиксации деталей, отличающийся тем, что, с целью повышения точности обработки деталей по длине, механизм поворота снабжен суппортом с захватом, который установлен на каретке с возможностью вращения вокруг своей оси, базовый стол выполнен в виде подвижной и неподвижной
частей с верхними и нижними рабочими поверхностями, которые равноудалены от центра вращения механизма поворота, при этом неподвижная часть имеет зажимы и установлена на суппорте с захватом, подвижная часть базового стола жестко закреплена на каретке, причем между кареткой и суппортом с захватом установлен механизм настройки детали по длине.
50
5-
r I g- -
nStfQMJg OypQvxft j
77
. .- («-е-
Lt
/
imjap f
9/
fy in чи-о&р hf
f - Cfc ./ 4if02SDsf
gOSOH
goxocfu Y L
nStfQMJg OypQvxft j
77
. .- («-е- imjap fj.
9/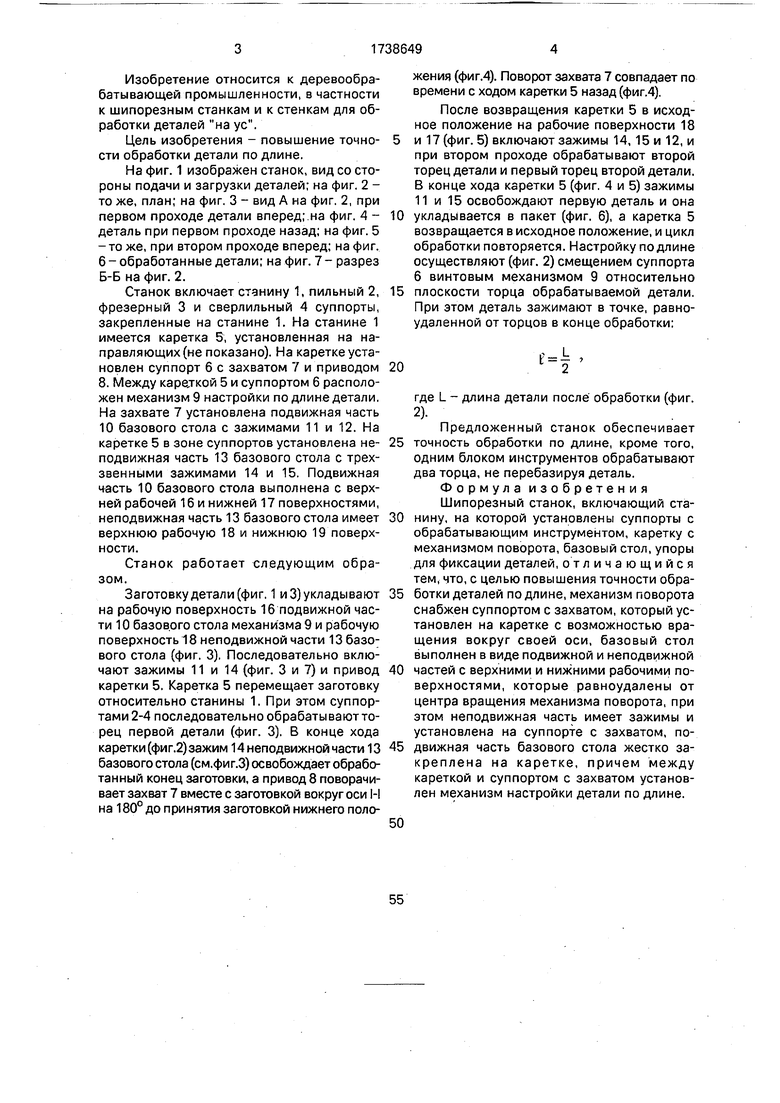
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Агрегатный станок | 1985 |
|
SU1283050A1 |
| ШИПОРЕЗНЫЙ ДВУСТОРОННИЙ СТАНОК | 1992 |
|
RU2007293C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2040390C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
Использование: деревообрабатывающая промышленность, обработка одновременно двух торцов одним блоком инструментов без дополнительной базировки. Сущность изобретения: станок включает станину, на которой закреплены пильный 2, фрезерный 3, сверлильный 4 суппорты. На станине установлена каретка, на которой закреплены суппорт 6 с захватом 7 и механизмом поворота. Между кареткой и суппортом 6 расположен механизм 9 настройки по длине детали. 7 ил.
VW9
ггпсь
| Заявка ФРГ № 3540656, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| Проспект фирмы Gre Con, ФРГ, 1989. | |||
