Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки текстильных материалов в технологических машинах периодического действия.
Известен способ жидкостной обработки текстильного полотна (авторское свидетельство СССР №365056, B05C 3/15, 1973 г.), состоящий в том, что жидкость подают перпендикулярно текстильному полотну и рециркулируют ее с отводом из верхней части U-образной ванны, а также жидкость подают ниже ее уровня в ванне струйным потоком, который одновременно обеспечивает транспортирование полотна.
Недостаток указанного способа связан с невозможностью контроля и регулирования длительности циклов обработки текстильного материала в технологической машине.
Наиболее близким к заявляемому способу является «Способ останова сукновальной машины» (авторское свидетельство СССР №147572, МПК D06C 17/02, 1962 г.), заключающийся в сшивании текстильного материала в замкнутую петлю и обеспечении места шва меткой, приведении текстильного материала в движение с заданной линейной скоростью, обнаружении метки в начале каждого цикла обработки текстильного материала и интегрировании входного сигнала интегратора при нулевых начальных условиях, завершении процесса интегрирования при очередном обнаружении метки в конце данного цикла обработки текстильного материала и запоминании текущего результата итегрирования.
Недостатком данного способа является отсутствие коррекции и автоматического регулирования длительности циклов обработки текстильного материала в технологической машине.
Технический результат предлагаемого способа заключается в обеспечении высокоточного управления длительностью циклов обработки текстильного материала в технологической машине.
Технический результат достигается тем, что в способе управления длительностью циклов обработки текстильного материала в технологической машине, включающем сшивание текстильного материала в замкнутую петлю и обеспечение места шва меткой, приведение текстильного материала в движение с заданной линейной скоростью, обнаружение метки в начале каждого цикла обработки текстильного материала и интегрирование входного сигнала интегратора при нулевых начальных условиях, завершение процесса интегрирования при очередном обнаружении метки в конце данного цикла обработки текстильного материала и запоминание текущего результата интегрирования, подключают к входу интегратора и интегрируют сигнал задания, а результат интегрирования применяют в качестве задающего сигнала и корректируют длительность циклов обработки текстильного материала в технологической машине, причем постоянную интегрирования Tи интегратора устанавливают в соответствии с соотношением
Tи=Tц/з,
где Tц/з - заданная длительность цикла обработки текстильного материала в технологической машине, с,
при этом задают длительность циклов обработки текстильного материала в технологической машине посредством изменения постоянной интегрирования Tи интегратора.
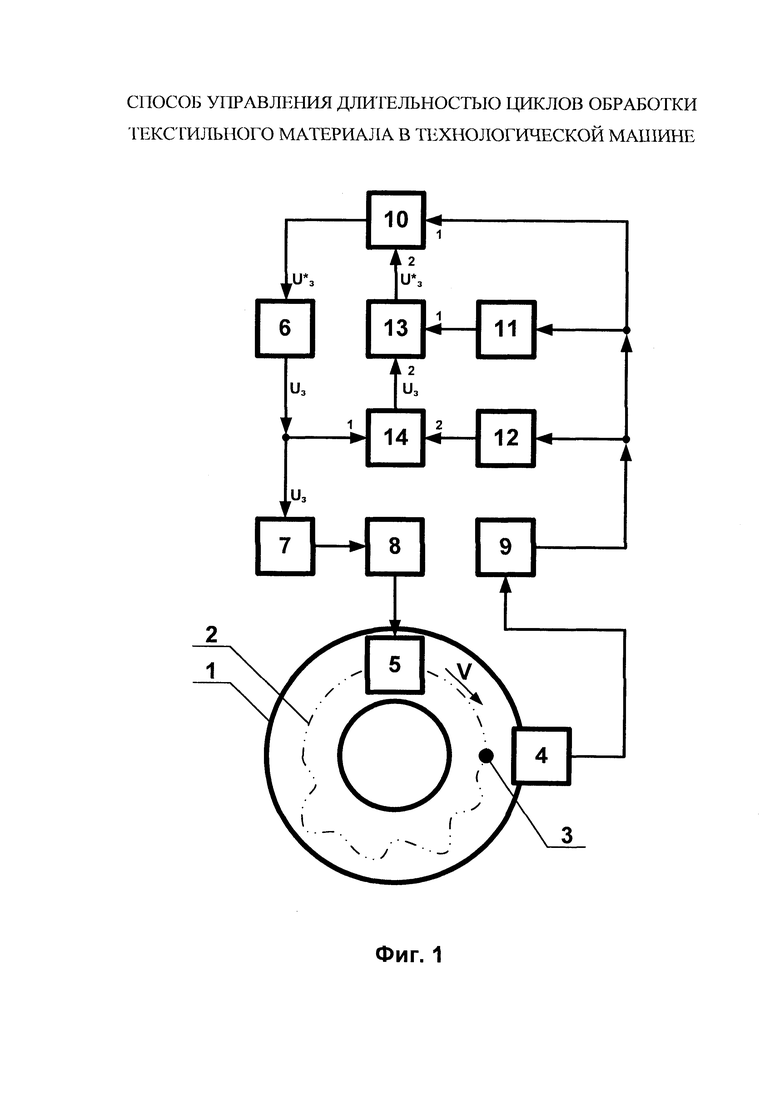
На фиг. 1 приведена блок-схема устройства, реализующего предлагаемый способ управления длительностью циклов обработки текстильного материала в технологической машине.
Данное устройство содержит технологическую машину 1 с текстильным материалом 2, сшитым в виде замкнутой петли, причем шов оснащен меткой 3, например, электропроводной или электромагнитной, регистрируемой датчиком метки 4.
Транспортирование текстильного материала 2 в технологической машине 1 с линейной скоростью V производится рабочим органом 5, к входу которого подключены соединенные последовательно задающий блок 6, блок управления 7 и привод 8.
Выход датчика метки 4 подсоединен к входу формирователя импульсов 9, выходом связанного с первым входом ключа 10 и с входами блока задержки 11 и логического элемента «НЕ» 12.
Выход блока задержки 11 подключен к первому входу интегратора 13, ко второму входу которого подсоединен выход ключа 14, а выход интегратора 13 связан со вторым входом ключа 10, соединенного выходом с входом задающего блока 6.
Выход задающего блока 6 соединен с первым входом ключа 14, ко второму входу которого подсоединен выход логического элемента «НЕ» 12.
Способ осуществляется следующим образом.
В исходном состоянии закрыт ключ 10, а ключ 14 открыт. Метка 3 - за пределами рабочей зоны датчика метки 4 по ходу движения текстильного материала 2.
Линейная скорость V=const текстильного материала 2 задается задающим блоком 6 и обеспечивается приводом 8 и рабочим органом 5 в соответствии с зависимостью

где Uз - сигнал задания, В;
k1 - коэффициент передачи между линейной скоростью V текстильного материала и сигналом задания Uз, м/с·В.
Интегратор 13 интегрирует сигнал Uз.
По завершении цикла Tц обработки текстильного материала 2 в технологической машине 1 датчик метки 4, обнаружив метку 3, воздействует на формирователь импульсов 9, импульс которого кратковременно открывает ключ 10 и с помощью логического элемента «НЕ» 12 кратковременно закрывает ключ 14.
При этом выходной сигнал интегратора 13

где Tи - постоянная интегрирования, с.
При задании

где Tц/з - заданная длительность цикла обработки текстильного материала 2 в технологической машине 1, с,
получаем выражение для нового сигнала задания

Выходной сигнал интегратора 13  запоминается задающим блоком 6, а выходной сигнал блока задержки 11 обнуляет интегратор 13 и процесс контроля длительности Tц цикла обработки текстильного материала 2 возобновляется, т.е. контролируется каждый цикла обработки текстильного материала 2. При этом реальные потери времени (микросекунды) на запоминание и сброс выходного сигнала интегратора 13
запоминается задающим блоком 6, а выходной сигнал блока задержки 11 обнуляет интегратор 13 и процесс контроля длительности Tц цикла обработки текстильного материала 2 возобновляется, т.е. контролируется каждый цикла обработки текстильного материала 2. При этом реальные потери времени (микросекунды) на запоминание и сброс выходного сигнала интегратора 13  ничтожны в сравнении с длительностью цикла обработки текстильного материала 2, достигающей 30-180 с, и ими можно пренебречь.
ничтожны в сравнении с длительностью цикла обработки текстильного материала 2, достигающей 30-180 с, и ими можно пренебречь.
В соответствии с сигналом задания  устанавливаются новые линейная скорость V* и длительность
устанавливаются новые линейная скорость V* и длительность  цикла обработки текстильного материала 2.
цикла обработки текстильного материала 2.
Учитывая, что

и принимая во внимание соотношение (1), находим


Подставляя выражения (6) и (7) в формулу (4), получаем

Иными словами, выполнение условия Tи=Tц/з уже после первого цикла обработки текстильного материала 2 в технологической машине 1 позволяет обеспечить заданную длительность Tц/з цикла обработки текстильного материала 2.
При наличии проскальзывания текстильного материала 2 в рабочем органе 5 установление заданного значения цикла обработки текстильного материала Tц/з производится в основном за первый цикл и уточняется в последующие циклы, что компенсирует также и влияние технологического изменения длины L текстильного материала 2 в процессе обработки.
Регулирование длительности циклов обработки текстильного материала 2 в технологической машине 1 может осуществляться за счет обеспечения выполнения условия Tи=Tц/з.
Таким образом, реализация предложенного способа позволяет с высокими точностью и быстродействием управлять длительностью циклов обработки текстильного материала в технологической машине.
Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки текстильных материалов в технологических машинах периодического действия. В способе управления длительностью циклов обработки текстильного материала в технологической машине, включающем сшивание текстильного материала в замкнутую петлю и обеспечение места шва меткой, приведение текстильного материала в движение с заданной линейной скоростью, обнаружение метки в начале каждого цикла обработки текстильного материала и интегрирование входного сигнала шифратора при нулевых начальных условиях, завершение процесса интегрирования при очередном обнаружении метки в конце данного цикла обработки текстильного материала и запоминание текущего результата интегрирования, подключают к входу интегратора и интегрируют сигнал задания, а результат интегрирования применяют в качестве задающего сигнала и корректируют длительность циклов обработки текстильного материала в технологической машине, причем постоянную интегрирования Tи интегратора устанавливают в соответствии с соотношением Tи=Tц/з, где Tц/з - заданная длительность цикла обработки текстильного материала в технологической машине, с, при этом задают длительность циклов обработки текстильного материала в технологической машине посредством изменения постоянной интегрирования Tи интегратора. Технический результат: обеспечение высокоточного управления длительностью циклов обработки текстильного материала в технологической машине. 1 ил.
Способ управления длительностью циклов обработки текстильного материала в технологической машине, включающий сшивание текстильного материала в замкнутую петлю и обеспечение места шва меткой, приведение текстильного материала в движение с заданной линейной скоростью, обнаружение метки в начале каждого цикла обработки текстильного материала и интегрирование входного сигнала интегратора при нулевых начальных условиях, завершение процесса интегрирования при очередном обнаружении метки в конце данного цикла обработки текстильного материала и запоминание текущего результата интегрирования, отличающийся тем, что подключают к входу интегратора и интегрируют сигнал задания, а результат интегрирования применяют в качестве задающего сигнала и корректируют длительность циклов обработки текстильного материала в технологической машине, причем постоянную интегрирования Tи интегратора устанавливают в соответствии с соотношением
Tи=Tц/з,
где Tц/з - заданная длительность цикла обработки текстильного материала в технологической машине, с,
при этом задают длительность циклов обработки текстильного материала в технологической машине посредством изменения постоянной интегрирования Tи интегратора.
| Способ останова сукновальной машины | 1961 |
|
SU147572A1 |
| СТВОРЧАТАЯ ДИАФРАГМА ДЛЯ РЕНТГЕНОГРАФИИ И РЕНТГЕНОСКОПИИ | 1926 |
|
SU5660A1 |
| Однокромочное сверло | 1978 |
|
SU732087A1 |

