Изобретение относится к области автоматически устройств для управления длительностью циклов обработки текстильных материалов и может быть использовано в отделочных производствах текстильной промышленности.
Целью изобретения является повышение точности управления.
На чертеже представлена функциональная схема устройства.
Устройство содержит технологическую машину 1 с обрабатьтаемым текстильным материалом 2, рабочие органы 3 транспортировки материала, электропривод 4 рабочих органов 3, блок 5 управления, закрепленную на материале 2 метку 6, датчик 7 метки, задающий блок 8, блок 9 перемножения, интеграторы 10 и 11, формирователь 12 импульсов, блок 13 задержки, блок 14 сравнения, ключи 15-17,триггеры 18 и и 19.
Датчик 7 метки подключен к входу триггера 18, первый выход которого связан с управляющим входом ключа 15 а второй вЫход - с первым входом триггра 19. Выход задающего блока 8 подсоединен к входам ключей 15 и 17, а также к первому входу блока 9 перемножения. Управляющие входы ключей 16 и 17 соединены с выходом триггера 19, а выходы - с первым и вторым входами блока 14 сравнения, выход которого посредством последовательно включенных формирователя 12 импульсов и интегратора 10 подключен к второму входу блока 9 перемножения. Первый вход интегратора 11 подсоединен к выходу ключа 15, второй вход - посредством блока 13 задержки к выходу формирователя 12 импульсов, а выход - к входу ключа 16. Выход блока 9 перемножения связан посредством блока 5 управления с электроприводом 4 рабочих органов 3.
Устройство работает следующим образом.
В исходном состоянии на выходе интегратора 10 устанавливается сигнал, равный единице. При этом с учетом сигнала задающего блока 8 на выходе блока 9 перемножения формируется управляющее напряжение, соответствующее требуемой линейной скорости перемещения текстильного материала 2, что отрабатьшается блоком 5 управления и электроприводом 4 рабочих органов 3. Так как входы триггеров 18 и 19 имеют дифференцирующие звенья, то при отсутствии сигнала с датчика 7 метки с их выходов на управляющие входы ключей 15-17 подаются сигналы запрета, а сигнал на выходе
блока 14 сравнения равен нулю.
При прохождении метки 6 на выходе датчика 7 метки формируется импульсный сигнал,что приводит к изменению состояния триггера 8, и на его перBOM выходе появляется напряжение, открывающее ключ 15. Сигнал-.с выхода задающего блока 8 подается на вход интегратора 11, постоянная времени интегрирования которого равна задан5 ной длительности цикла обработки материала 2.
После завершения полного оборота (цикла обработки) материала 2 при очередном прохождении метки б сигнал
0 с выхода датчика 7 метки изменяет состояние триггера 18. Сигналом с его первого выхода закрывается ключ 15, а сигнал с второго выхода изменяет состояние триггера 19, вследст5 вие чего ключи 16 и 17 открываются и на входы блока I4 сравнения поступают два напряжения - с задающего блока 8 и с выхода интегратора II. Если эти напряжения не равны между
0 собой, что имеет место при отклонении длительности цикла обработки материала 2 от заданного значения, то сигнал разности напряжений поступает на вход формирователя 12 импульсов и преобраr зуется им в импульсньй сигнал, длительность и знак которого зависят соответственно от абсолютного значения и полярности выходного напряжения блока 14 сравнения. В соответствии
0 с этим изменяется сигнал на выходе интегратора 10 и блока 9 перемножения, что приводит к соответствующему изменению линейной скорости транспортируемого материала 2. Одновременно
45 сигналом с выхода формирователя 12 импульсов изменяется состояние триггера 19, ключи 16 и 17 закрываются, а с выдержкой времени, определяемой блоком 13 задержки, осуществляется
50 сброс интегратора 11 в исходное состояние. Далее цикл измерения и управления повторяется при последующем прохождении метки 6.
55 Формул а изобретения
Устройство для автоматического управления длительностью циклов обработки текстильного материала в техно313086624
логической машине, содержащее элект-го блока дополнительно связан с перропривод, кинематически связанньй свьи входом блока перемножения и вхорабочими органами транспортировки ма-дом первого ключа, выход которого
териала и электрически - с блоком уп-подключен к первому входу второго инравления, датчик метки, подключенный ijтегратора, выходы второго и третьего
к входу триггера, первый выход кото-ключей подсоединены соответственно
рого связан с управляющим входом пер-к первому и второму входам блока
вого ключа, задающий блок, выход ко-.сравнения, выход которого посредстторого подсоединен к входу второговом последовательно включенных формиключа, третий ключ, формирователь 10рователя импульсов и первого интеграимпульсов, интегратор и блок задерж-тора связан с вторым входом блока
ки, отличающееся тем,что,перемножения, при этом выход формис целью повьшения точности управле-рователя импульсов дополнительно подния, оно имеет второй триггер, второйсоединен к второму входу второго
интегратор, блок сравнения и блок ne-f5триггера и посредством блока задержремножения, причем второй выход пер-ки - к второму входу второго интегравого триггера связан с первым вхо-тора, выход которого связан с входом
дом второго триггера, .выход которого третьего ключа, а вход блока управлеподключен к управляющим входам второ-ния подключен к выходу блока перемного и третьего ключей, выход задающе- 20жения.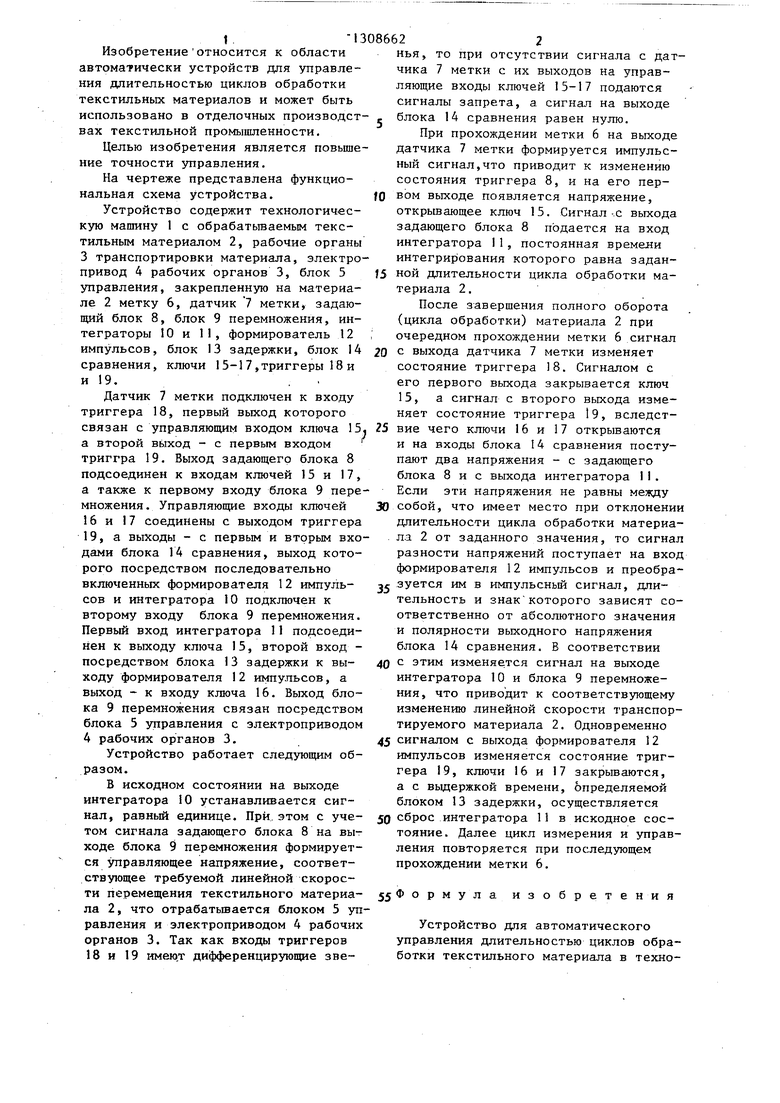
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ЦИКЛОВ ОБРАБОТКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ | 2013 |
|
RU2553020C1 |
| Устройство для автоматического управления длительностью циклов обработки текстильного материала в технологической машине | 1985 |
|
SU1357473A1 |
| Устройство для регулирования времени обработки ткани в технологической машине | 1980 |
|
SU896117A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ЦИКЛОВ ОБРАБОТКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ | 2013 |
|
RU2553021C1 |
| Устройство для управления токарнымСТАНКОМ | 1979 |
|
SU830314A1 |
| Электропривод черпаковой цепи драги | 1980 |
|
SU861481A1 |
| Устройство для регулирования скорости намотки материала | 1982 |
|
SU1025629A1 |
| Устройство для стабилизации количества текстильного материала в технологической машине | 1984 |
|
SU1265129A1 |
| Устройство для контроля дефектов поверхности | 1987 |
|
SU1520354A1 |
| СПОСОБ УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ЦИКЛОВ ОБРАБОТКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ | 2014 |
|
RU2576585C1 |
Изобретение относится к текстильной промьгашенности. Цель изобретения - повышение точности управления . Устройство содержит датчик 7 метки 6, закрепленной на материале 2, подключенный к входу триггера 18, в одном из состояний которого сигнал с его первого выхода открывает ключ 15, а сигналом с второго выхода определяется состояние триггера 19, при котором ключи 16 и 17 закрыты. Напряжение с выхода задающего блока 8 поступает на первый вход интегратора 11. При завершении полного оборота материала 2 сигналом с датчика 7 метки 6 триггеры 18 и 19 изменяют свое состояние, ключ 15 закрывается, а ключи 16 и 17 открываются и на вход блока 14 сравнения подаются сигналы с выхода интегратора II и задающего блока 8. Разность сигналов преобразуется в соответствии с ее абсолютным значением и знаком в импульсный сигнал определенной длительности, который через интегратор 10 поступает на первый вход блока 9 перемножения. Од- временно импульсным сигналом через блок 13 задержки осуществляется сброс интегратора 11, а также триггера 19 в исходное состояние. Выходной сигнал блока 9 перемножения поступает на вход блока 5 управления, что приводит к изменению режима работы электропривода 4 и линейной скорости транспортируемого материала 2. 1 ил. с € (Л с со о оо О5 05 1С V Vf :ы /
| Устройство для регулирования времени обработки ткани в технологической машине | 1980 |
|
SU896117A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
