(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ВРЕМЕНИ
ОБРАБОТКИ ТКАНИ В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования начала повторных операций | 1982 |
|
SU1021802A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ЦИКЛОВ ОБРАБОТКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ | 2013 |
|
RU2553020C1 |
| Устройство для стабилизации скорости намотки материала | 1982 |
|
SU1082738A1 |
| Устройство для автоматического управления длительностью циклов обработки текстильного материала в технологической машине | 1985 |
|
SU1357473A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ЦИКЛОВ ОБРАБОТКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ | 2013 |
|
RU2553021C1 |
| Устройство для определения содержания связующего в стеклопластиках | 1984 |
|
SU1265538A1 |
| Устройство для автоматического управления длительностью циклов обработки текстильного материала в технологической машине | 1985 |
|
SU1308662A1 |
| Устройство для настройки рабочих органов рыборазделочной машины | 1976 |
|
SU682207A1 |
| Устройство фазирования шкалы времени электронных часов | 1982 |
|
SU1084720A1 |
| Способ магнитной записи технологических параметров бурения и устройство для его осуществления | 1984 |
|
SU1203237A1 |
I
Изобретение относится котделочному производству текстильной промышленности и может найти применение в устройствах для обработки ткани в жгуте в машинах периодического действия.
Известно устройство для автоматического регулирования времени обработки материала в технологической машине, содержащее двигатель привода тянульных валиков, датчик метки, нанесенной на материал, блок управления скоростью двигателя, первым входом соединенный с задатчиком скорости, электронные ключи, триггер, счетный вход которого связан с датчиком метки, а один из выходов соединен с управляющим входом первого электронного ключа, и интегратор 1.
Недостатком известного устройства является его незначительная точность регулирования времени обработки.
Цель изобретения - повышение точности регулирования времени обработки.
УказДная цель достигается тем, что устройство имеет эталонный генератор, подключенный к задатчику скорости и второму входу первого электронного ключа, реверсивный счетчик, один из входов которого связан с выходом , первого электронного ключа, второй - с выходом второго электронного ключа, а выход реверсивного счетчика соединен с первым входом третьего электронного ключа, последова-г тельно соеданенные между собой блок запоминания, вход которого подсоединен к выходу третьего электронного ключа, и формирователь напряжения, выход которого связан со входом интегратора, и подключе1шые ко второму выходу триггера формирователь импульсов и блок задержки, при этом выход формирователя импульсов связан со вторым входом третьего электронного ключа, выход блока задержки - с первым входом второго электронного ключа, второй вход которого подключён к выходу задатчика скорости, а выход интегратора связан с блоком управления скоростью двигателя.
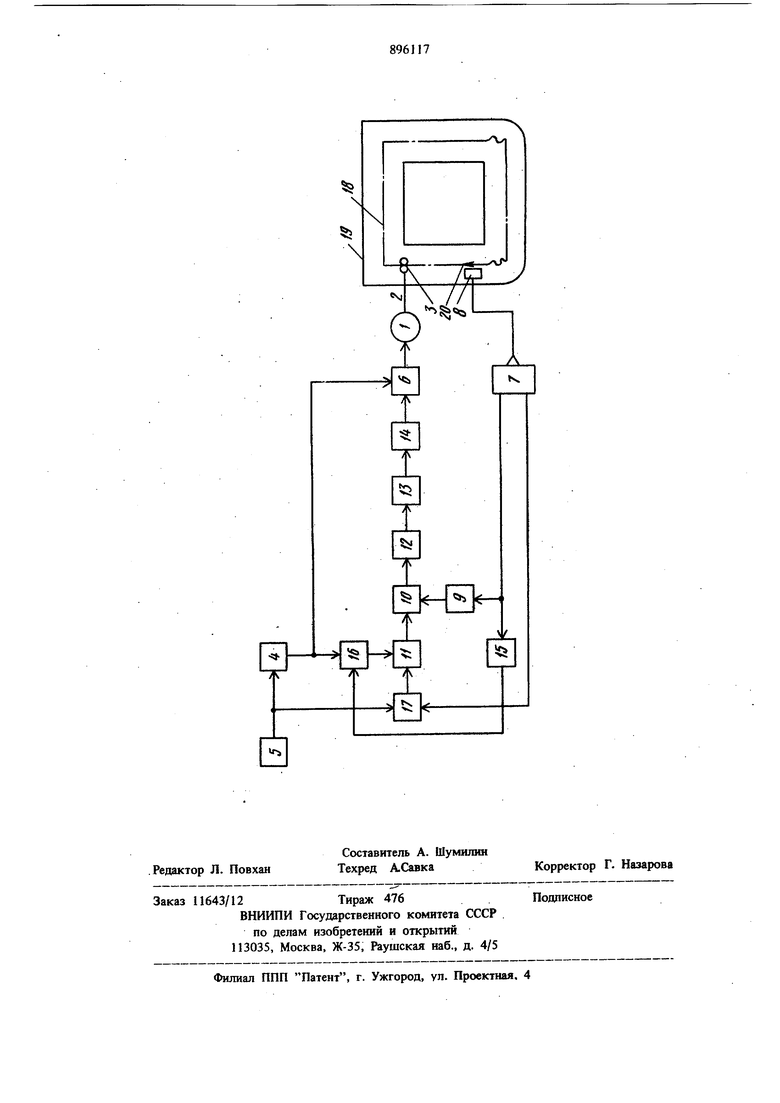
На чертеже представлено устройство.
Устройство содержит приводной двигатель 1, связанный посредством элементов механических передач 2 с транспортирующими валиками 3, задатчик скорости 4, ко входу которого 3 подсоединен эталонный генератор 5, а выход снязан с первым входом блока управления 6 приводным двигателем 1, триггер 7, к счетному которого подключен датчик метки 8, первый выход триггера 7 через формирова|ель импульса 9 подсоединен к первому входу (люча 10, ко второму входу которого подклю чен реверсивный счетчик 11, а выход через блок запоминания 12, формирователь напряжения 13 и интегратор 14 соединен со вторым входом блока управления 6 приводным двигателем 1, первый выход триггера 7 подсоединен через блок задержки 15 к первому входу клю ча 16, ко второму входу которого подсоединен задатчик скорости 4, а выход 16 связан с nepiibiM входом реверсивного счетчика И второй выход триггера 7 подключен к первому входу электронного ключа 17, ко второму входу которого подключен эталонный генера-. тор 5, а выход ключа 17 соединен со входом реверсивного i счетчика 11. Устройство работает следующим образом. Посредством задатчика скорости 4, воздействующего на блок управления 6 приводным двигателем 1, предварительно устанавливается произвольная линейная скорость транспортирова ния жгута ткани 18 в технологической машине 19, а также записывается в реверсивный счетчи 11 число, равное N f; - Д tj,(1) где fj - частота эталонного генератора, Гц; Ats - заданное время обработки ткани, с. Если в исходном состоянии триггер 7 имее сигнал на втором выходе, то электронные клю чи 10 и 16 закрыты, а электронный ключ 17 открыт. Поэтому на второй вход реверсивного счетчика 11 поступают импульсы частоты f с . выхода эталонного генератора 5, производя операцию вычитания. При обнаружении шва ткани, содержащего метку 20 (электропроводную, магнитную, радиоактивную и т. д.), импульс с датчика 8 переключает триггер 7, что приводит к появлению сигнала на его первом выходе. В результате электронный ключ 17 закрывается, а электронный ключ 10 импульсом с формирователя импульса 9 открывается на время, достаточное для записи содержимого . реверсивного счетчика 11 в блок запоминания 12. На выходе формирователя напряжения 13 формируется сигнал, знак которого соответствует знаку (-), а величина - пропорциональна абсолютному значению числа, содержащегося в блоке запоминания 12. Сформированный сиг нал поступает на вход интегратора 14, который, воздействуя на блок управления 6 приводным двигателем 1,. корректирует частоту вращения последнего до выполнения равенства N 0. В этом случае время обработки ткани 18 в технологической машине 19 становится равным заданному (д.1з). С выдержкой времени, определяемой блоком задержки 15, открывается электронный ключ 16 и в реверсивный счетчик 11 вновь записывается число N согласно (1). Схема возвращается в исходное состояние, и процесс контропя . времени обработки ткани продолжается. Таким образом, устройство путем коррекции частоты вращения приводного двигателя позволяет с высокой точностью и надежностью стабилизировать время обработки ткани независимо от заправочной длины ткани в технологической машине и от изменения заправочной длины в процессе обработки материала. Формула изобретения Устройство для регулирования времени обработки ткани в технологш1еской машине, содержащее двигатель привода тянульных валиков, датчик метки, нанесе1П1ой на материал, блок управления скоростью двигателя, первым входом соединенный с задатчиком скорости, электронные ключи, триггер, счетный вход которого связан с датчиком метки, а.один из выходов соединен с управляющим входом первого электронного ключа, и интегратор, о т - личающееся тем, что, с целью повь1шения точности регулирования времени обработки, оно имеет эталонный генератор, подключенный к задатчику скорости и второму входу первого электронного ключа, реверсивный счетчик, один из входов которого связан с выходом первого электронного ключа, второй- с выходом второго электронного ключа, а выход реверсивного счетчика соединен с первым входом третьего электронного ключа, последовательно соединенные между собой блок запоминания, вход которого подсоединен к выходу третьего электронного ключа, и формирователь напряжения, выход которого связан со входом интегратора, и подключенные ко второму выходу триггера формирователь импульсов и блок задержки, при этом выход формирователя импульсов связан со вторым входом третьего электронного ключа, выход блока задержки с первым входом второго электронного ключа, второй вход которого подключен к выходу задатчика скорости, а выход интегратора связан с блоком управлени скоростью двигателя. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2840317/18-12, 15.11.79.
