Область техники, к которой относится изобретение
Настоящее изобретение относится к областям биотопливных материалов, ожижения биомассы и пиролиза биомассы, а также к способу переработки ожиженной биомассы в жидкие углеводородные биотопливные материалы.
В частности, оно относится к способу производства пригодных для двигателей жидких биотопливных материалов с использованием полученных из биомассы жидкостей посредством необязательного двухстадийного каталитического процесса.
Уровень техники
Бионефти представляют собой жидкие продукты, получаемые термохимическим ожижением лигноцеллюлозных материалов биомассы. Термохимические способы, как правило, превращают биомассу в жидкие, газообразные и твердые продукты. Среди них так называемые способы быстрого или мгновенного пиролиза предназначены для максимального повышения выхода жидкости. При быстром пиролизе биомассу, возможно, тонкоизмельченную, быстро нагревают до температур, превышающих приблизительно 400°C, и жидкие продукты конденсируются в виде бионефти. Ringer и др. (M. Ringer, V. Putsche, J. Scahill, «Крупномасштабное пиролитическое производство нефти: технологическая оценка и экономический анализ», технический отчет NREL/TP-510-37779, ноябрь 2006 г.) обсудили разнообразные технологии, которые были разработаны для крупномасштабного быстрого пиролиза биомассы. Они включают псевдоожиженные слои с барботированием, псевдоожиженные слои с циркуляцией, абляционный пиролиз, вакуумный пиролиз и вращающиеся конические пиролитические реакторы. Авторы отметили, что при условии выполнения требований теплопереноса химическая природа получаемой бионефти будет обоснованно соответствовать процессам пиролиза.
На первый взгляд, бионефти могли бы, в принципе, представлять собой экономичные возобновляемые жидкие топливные материалы; действительно, в полной мере продемонстрировано их использование в качестве топлива для бойлеров, а также для стационарных газовых турбин и дизельных двигателей. Кроме того, быстрый пиролиз продемонстрирован в достаточно больших масштабах, составляющих порядка нескольких сот тонн в сутки. Тем не менее не отмечено какого-либо значительного промышленного применения данной технологии.
Причины связаны, главным образом, с неудовлетворительными физическими и химическими свойствами бионефтей в целом и получаемых быстрым пиролизом бионефтей в частности. Например, некоторые из нежелательных свойств пиролитических бионефтей представляют собой следующие: (1) коррозионная активность за счет их высокого содержания воды и кислоты; (2) относительно низкая удельная теплотворная способность за счет высокого содержания кислорода, которое составляет, как правило, приблизительно 40 мас.%; (3) химическая неустойчивость за счет обилия реакционноспособных функциональных групп, таких как карбонильные группы и фенольные группы, что может приводить к полимеризации при хранении и последующем фазовом разделении; (4) относительно высокая вязкость и склонность к фазовому разделению в условиях высокого сдвига, например, в форсунке; (5) несовместимость, за счет нерастворимости, с традиционными топливными материалами на углеводородной основе; (6) случайные частицы древесного угля, которые будут всегда присутствовать в нефильтрованной бионефти в большей или меньшей степени, могут приводить к закупориванию форсунок и труб. Все эти аспекты в сочетании делают погрузку, транспортировку, хранение и использование бионефти затруднительными и дорогостоящими, что приводит к проблематичности интегрирования в действующие системы и технологии производства тепловой и электрической энергии.
Экономическая жизнеспособность производства бионефти для применения в энергетике, таким образом, зависит от разработки соответствующих способов ее переработки в более высококачественное жидкое топливо при достаточно низких затратах. Действительно, в последние десятилетия значительные усилия были направлены на поиск практических технологий, которые способны преодолевать некоторые или все из упомянутых ограничений.
Один предложенный подход заключается в том, чтобы этерифицировать и ацетализировать бионефть спиртами, такими как этанол и бутанол (см., например, европейский патент № 0718392 и статью F. H. Mahfud, I. Melian-Cabrera, R. Manurung, H. J. Heeres «Повышение качества получаемой мгновенным пиролизом нефти путем реакционной дистилляции с использованием высококипящих спиртов и кислотных катализаторов», Trans. IChemE, часть B, 2007 г., т. 85 (B5), с. 466-472). Однако продукты реакции все же имеют высокую кислотность и значительное содержание воды, в то время как увеличение удельной теплотворной способности является скромным. Кроме того, сами продукты также проявляют химическую неустойчивость и реакционную способность.
Еще один подход заключается в том, чтобы эмульгировать бионефть в дизельных топливных материалах, используя подходящие поверхностно-активные вещества (см., например, патент США № 5,820,640 и статьи D. Chiaramonti и др. «Образование эмульсий из жидкого продукта пиролиза биомассы и дизельного топлива и их использование в двигателе. Часть 1: получение эмульсий», Biomass and Bioenergy, 2003 г., т. 25, с. 85-99; D. Chiaramonti и др. «Образование эмульсий из жидкого продукта пиролиза биомассы и дизельного топлива и их использование в двигателе. Часть 2: испытания в дизельных двигателях», Biomass and Bioenergy, 2003 г., т. 25, с. 101-111). Хотя это решает проблему совместимости с промышленными углеводородными топливными материалами, возникают новые вопросы, такие как устойчивость эмульсий, в то время как остаются проблемы, связанные с химической устойчивостью и коррозионной активностью.
В еще одном подходе получаемую несконденсировавшуюся бионефть обескислороживают, пропуская ее над цеолитными катализаторами, чтобы непосредственно производить низкомолекулярные ароматические соединения, такие как BTX (бензол, толуол, ксилол), из бионефти (см., например, патент США № 4,308,411, 1981 и статью T.R. Carlson, T.P. Vispute, G.W. Huber, «Производство бионефти каталитическим быстрым пиролизом полученных из твердой биомассы соединений», ChemSusChem, 2008 г., т. 1, с. 397-400). Однако цеолитные катализаторы являются кислотными, и кислород удаляется, главным образом, путем дегидратации с получением воды. Соответственно, за счет собственного молярного дефицита водорода по отношению к кислороду и углероду, выходы бионефти оказываются относительно низкими, а образование кокса является значительным, что усложняет технологию и неблагоприятно влияет на экономическую эффективность.
Косвенный подход включает газификацию бионефти (и/или древесного угля в качестве побочного продукта) в синтетический газ и последующий синтез Фишера-Тропша (Fischer-Tropsch) длинноцепных углеводородов или олефинов из синтетического газа, используя так называемый процесс переработки биомассы в жидкое топливо (BTL) (например, процесс получения жидкого биотоплива, который описали Henrich и др. (E. Henrich, N. Dahmen, E. Dinjus, «Оценка стоимости производства синтетического биотоплива газификацией синтетической бионефти», Biofuel, Bioprod. Bioref., 2009 г., т. 3, с. 28-41). Однако суммарные выходы углеводородов из биомассы являются весьма низкими, а капитальные расходы являются высокими. Кроме того, минимальные масштабы, при которых прогнозируется экономичность процессов BTL, велики по сравнению с обычной местной доступностью биомассы, что приводит к необходимости сложной логистической системы доставки биомассы и существенным транспортным расходам.
В течение двух последних десятилетий интенсивно изучается подход непосредственной гидропереработки бионефти для ее превращения в устойчивые кислородсодержащие соединения или углеводороды. Elliott опубликовал всесторонний обзор этих многочисленных исторических попыток, включая работу с известными модельными соединениями, присутствующими в бионефти (D. C. Elliott, «Историческое развитие гидропереработки бионефтей», Energy & Fuels, 2007 г., т. 21, с. 1792-1815).
Главное препятствие для каталитической гидропереработки бионефти представляет собой ее склонность к полимеризации при нагревании выше приблизительно 100°C, что приводит, в конечном счете, к образованию посторонних твердых веществ или кокса при температурах, превышающих приблизительно 140°C, с такими последствиями, как закупоривание реактора и дезактивация катализатора.
Пиролитический лигнин
Эти трудности можно частично обходить путем гидропереработки только термически устойчивой части бионефти. Таким образом, добавляя воду в бионефть, ее можно разделять на водную фазу и, как правило, составляющую от 20 до 30% вязкую фазу более высокой плотности, называемую термином «пиролитический лигнин», потому что она в значительной степени образована из лигниновой фракции продуктов пиролиза исходного материала биомассы. Поскольку пиролитический лигнин обогащен фенольным материалом, он обладает значительно более высокой термической устойчивостью, чем полученная из углеводов часть бионефти, и, соответственно, его легче подвергать каталитической гидропереработке без образования твердых материалов. Такой подход использовали Piskorz и др. (J. Piskorz, P. Majerski, D. Radlein, D. S. Scott, «Превращение лигнинов в углеводородные топливные материалы», Energy & Fuels, 1989, т. 3, с. 723-726) и позже Marker и Petri (патент США № 7,578,927 от 2009 г.). Однако в этом случае обязательно возникает проблема того, что делать с большей частью бионефти, растворимой в воде.
Цельная бионефть
Для гидропереработки цельной бионефти Elliott и др. (патент США № 4795841, 1989) предложили свести до минимума эти проблемы, используя двухстадийный процесс, на первой стадии которого общую термическую устойчивость бионефти повышают путем каталитического гидрирования при низкой температуре (~280°C).
Позже развитие гидропереработки бионефти продемонстрировали в своей работе Heeres и др. (J. Wildschut, F. H. Mahfud, R. H. Venderbosch, H. J. Heeres, «Гидропереработка полученной быстрым пиролизом нефти с использованием гетерогенных катализаторов на основе благородных металлов», Ind. Eng. Chem. Res., 2009 г., т. 48, № 23, с. 10324-10334), которые описали эксперименты в периодическом режиме для сравнения мягкого гидрирования и глубокой гидропереработки бионефти, используя катализаторы гидропереработки, содержащие разнообразные благородные металлы, а также традиционные системы Co-Mo и Ni-Mo. Путем мягкого гидрирования при 250°C и 100 бар (10 МПа) получены однофазные жидкие продукты, в которых содержание кислорода составляло от 8 до 27%, с выходами от 21 до 55 мас.% (в расчете на сухую массу). Однако образовывалось существенное количество твердых побочных продуктов (древесный уголь/кокс), в то время как содержание кислорода в этих нефтях оставалось высоким, составляя от 18 до 27 мас.%. С другой стороны, при использовании глубокой гидропереработки при 350°C и 200 бар (20 МПа) получали различные количества твердых побочных продуктов вместе с одной или несколькими нефтяными фазами при среднем содержании кислорода от 5 до 11 мас.%. Авторы сделали вывод, что на основании выходов нефти, уровней обескислороживания и степеней потребления водорода наиболее перспективным катализатором для дальнейшего испытания оказался Ru/C.
В условиях глубокой гидропереработки оцениваемое потребление водорода для данного катализатора составляло приблизительно 3,6 мас.% в расчете на сухую массу бионефти. Менее тяжелая из двух полученных нефтей имела плотность 0,9 г/см3, содержание воды 1,5 мас.%, содержание кислорода 4,8 мас.% и более высокую теплотворную способность 42,6 МДж/кг.
Эти результаты показывают, что, помимо проблем образования твердых материалов и быстрой дезактивации катализатора, гидропереработка бионефти также затрудняется образованием множества нефтяных фаз помимо водной фазы. Кроме того, кинетика гидрирования является медленной, особенно при относительно низких температурах, требуемых для термический стабилизации бионефти, и, более того, высоким является потребление водорода.
Baldauf и др. (W. Baldauf, U. Balfanz, M. Rupp, «Повышение качества полученной мгновенным пиролизом нефти и ее использование на нефтеперерабатывающих заводах», Biomass and Bioenergy, 1994, т. 7, с. 237-244) описали непосредственное обескислороживание водородом полученной мгновенным пиролизом бионефти на промышленных катализаторах CoMo и NiMo в газогенераторе с разрыхленным слоем угля и сообщили, что «процесс ограничен несколькими технологическими проблемами, такими как быстрая дезактивация катализатора, коксообразование и закупоривание». Бионефть также подвергали совместной переработке с углеводородным растворителем. Таким образом, как сообщают Elliott (D. C. Elliott, «Историческое развитие гидропереработки бионефтей», Energy & Fuels, 2007 г., т. 21, с. 1792-1815), Churin и др. (E. Churin, P. Grange, B. Delmon, «Повышение качества пиролитических нефтей», заключительный отчет по договору № EN3B-0097-B от 1989 г. для Генеральной дирекции по научно-исследовательским и опытно-конструкторским работам при Комиссии Европейского Сообщества), они перерабатывали бионефть в соотношении 1:1 совместно с растворителем тетралином в качестве донора водорода. Они сделали вывод, что это приводило к заметному повышению качества продукта, и катализаторы в меньшей степени дезактивировались за счет осаждения кокса, что было обусловлено растворителем, обладавшим свойствами донора водорода.
Патентная заявка США № 2009/0253948 описывает способ превращения полученной из биомассы пиролитической нефти в жидкое топливо путем двухстадийного обескислороживания пиролитической нефти и разделения продуктов, в котором конечный углеводородный продукт может быть рециркулирующим. Однако в ней не описана высокая дисперсия или солюбилизация пиролитической нефти в углеводородной среде с последующими преимуществами большого увеличения скоростей реакций и срока службы катализатора.
Тем не менее еще не разработан эффективный способ гидропереработки. Основная причина возникающих затруднений заключается в быстрой термической полимеризации бионефти, которая приводит к быстрой дезактивации катализатора. Другими словами, при температурах, обычно требуемых для гидропереработки бионефти, реакции полимеризации протекают существенно быстрее, чем конкурирующие реакции гидропереработки, что приводит, в конечном счете, к образованию кокса.
Действительно, в недавнем исследовании стабилизации бионефти путем гидрирования Venderbosch и др. (R.H. Venderbosch, A.R. Ardiyanti, J. Wildschut, A. Oasmaa, H.J. Heeres, «Стабилизация полученных из биомассы пиролитических нефтей», J. Chem. Technol. Biotechnol., 2010 г., т. 85, с. 674-686) пришли к аналогичным выводам, заявляя следующее: «При гидропереработке бионефтей следуют путем, в котором пиролитические нефти далее полимеризуются, если отсутствует H2 и/или катализатор, образуя, в конечном счете, древесный уголь, или, если присутствует H2/катализатор, стабилизированные компоненты, качество которых можно дополнительно повышать».
Таким образом, требуется именно усовершенствованный способ гидропереработки бионефти, который сводит до минимума образование твердых материалов и дезактивацию катализатора, предельно сокращает потребление водорода и максимально повышает выход обескислороженной нефти в качестве продукта за единицу времени из единицы объема. Кроме того, желательно максимально увеличивать фракцию углеводородного продукта, который кипит в интервале используемых топливных материалов, таких как бензин или дизельное топливо. Предпочтительный способ должен дополнительно иметь следующие желательные характеристики:
1) Превращать бионефть в имеющие высокую стоимость углеводородные продукты, в частности, топливные материалы для двигателей.
2) Сводить до минимума потребление водорода.
3) Функционировать в условиях, которые сводят до минимума образование кокса, приводящего к дезактивации катализатора и/или закупориванию реактора.
4) Максимально увеличивать скорости реакций, чтобы сокращать требуемые объемы реакторов и связанные с этим капитальные и эксплуатационные расходы, а также максимально увеличивать пропускную способность/производительность.
5) Использовать максимально мягкие технологические условия, насколько это возможно, чтобы дополнительно сокращать капитальные и эксплуатационные расходы.
6) Способ должен быть пригодным для широкого разнообразия получаемых из биомассы жидкостей и, в частности, получаемых пиролизом биомассы жидкостей, которые могут иметь значительно различающиеся значения вязкости, содержания воды и степени полимеризации в зависимости от исходного материала и способа пиролиза.
7) Любой используемый катализатор должен быть экономичным и долговечным.
8) Предпочтительно должна присутствовать возможность осуществления способа с использованием реактора согласно существующим технологиям.
9) Предпочтительно способ должен обеспечивать совместную переработку полученных из нефти углеводородных исходных материалов для совместимости с нефтеперерабатывающими заводами.
Изобретенный способ, описанный в настоящем документе, удовлетворяет всем этим критериям.
Сущность изобретения
Настоящее изобретение относится к способу производства пригодных для жидких биотопливных материалов для транспортных средств и/или химических продуктов с использованием полученных из биомассы жидкостей. Более конкретно, настоящее изобретение относится к способу повышения качества бионефти и ее переработки в жидкие биотопливные материалы, пригодные для двигателей воздушных, морских или наземных транспортных средств, посредством стадии гидрореформинга, за которой необязательно следует стадия гидропереработки и/или гидрокрекинга/гидроконверсии.
В своем наиболее широком аспекте настоящее изобретение относится к способу переработки исходного материала, содержащего бионефть, включающему диспергирование исходного материала в жидком углеводороде с помощью диспергирующего вещества и направление дисперсии на стадию гидрореформинга водородом под давлением в присутствии катализатора для получения водной фазы и, по меньшей мере, одной органической фазы, содержащей бионефть частично улучшенного качества и жидкий углеводород.
В настоящее время авторы неожиданно обнаружили, что диспергирование бионефти в обогащенной углеводородами среде с помощью диспергирующего вещества способствует его превращению в углеводороды и устойчивые окисленные углеводороды без значительного образования кокса или полимеров бионефти, с низкими скоростями дезактивации катализатора и значительно повышенными степенями превращения. Здесь реакция называется термином «гидрореформинг», поскольку она приводит к значительному изменению молекулярно-массового распределения бионефти. Продукт гидрореформинга представляет собой обогащенную углеводородами смесь, состоящую из бионефти частично улучшенного качества (PUB) вместе с углеводородами. В настоящем документе он называется термином «UBA». Свежий UBA представляет собой прозрачную жидкость светло-янтарного цвета, которая темнеет при воздействии воздух, тем не менее, без какого-либо заметного изменения других физико-химических свойств.
Кроме того, авторы также обнаружили, что бионефть частично улучшенного качества, получаемая в результате гидрореформинга, легко превращается в практически полностью обескислороженное углеводородное топливо моторного качества при использовании традиционных способов переработки, включая гидропереработку и гидрокрекинг. Углеводородный продукт этой второй стадии в настоящем документе называется термином «UBB».
На стадии гидрореформинга действительно происходит некоторый внутренний реформинг бионефти с образованием водорода и оксида углерода с относительно высоким выходом углеводородов и относительно низким потреблением водорода. Таким образом, потребление водорода является умеренным на стадии гидрореформинга, и внутреннее производство водорода посредством гидрореформинга позволяет осуществлять данный способ с весьма ограниченным потреблением водорода.
Во время стадии гидрореформинга бионефть подвергают гидропереработке, чтобы стабилизировать продукт, сделать его смешивающимся с углеводородами, вызвать отделение фазы воды в бионефти, снизить вязкость, уменьшить коррозионную активность и уменьшить содержание кислорода от приблизительно 50 мас.% до менее чем 15 мас.%.
Стадия гидрореформинга предоставляет следующие преимущества:
- Бионефть стабилизируется, таким образом, ее можно подвергать гидропереработке на нефтеперерабатывающем заводе без риска образования кокса.
- Ее обескислороживают в достаточной степени, чтобы сделать смешивающейся с типичными исходными материалами для установки гидроочистки нефтеперерабатывающего завода.
- Содержание кислорода существенно сокращается, таким образом, любые дополнительные потребности в водороде во время гидропереработки на нефтеперерабатывающем заводе сильно снижаются до уровня, подходящего для традиционных процессов гидропереработки/гидрокрекинга нефтепродуктов.
- Происходит внутреннее производство водорода из присутствующей воды за счет гидрореформинга части бионефти, таким образом, основная масса кислорода выделяется в виде диоксид углерода, и чистое потребление водорода оказывается очень малым.
- В продукте практически не содержится вода, поскольку остаточная вода образует отдельную фазу.
- Коррозионная активность продукта значительно уменьшается, поскольку основная масса органических кислот остается в водной фазе.
- Легкие карбоновые кислоты, такие как уксусная кислота, присутствующие в непереработанной бионефти, можно извлекать как ценные побочные продукты.
- Образуется лишь небольшое количество газообразных углеводородов, таких как метан (которые представляют собой отходы углерода и водорода).
- Если это необходимо, данную метановую фракцию можно подвергать реформингу, используя так называемый способ парового реформинга метана (SMR), чтобы производить биоводород для процессов гидрореформинга или гидропереработки/гидрокрекинга.
- Существует также возможность использования биоугля, получаемого на стадии пиролиза в качестве исходного материала для газогенератора, чтобы производить синтетический газ (CO +H2). Этот синтетический газ можно также использовать, чтобы производить биоводород для процессов гидрореформинга или гидропереработки/гидрокрекинга.
- Таким образом, при использовании SMR и/или газификации биоугля способ повышения качества может быть самодостаточным в отношении водорода без какой-либо необходимости водорода из материала ископаемого происхождения.
- Выход в отношении углеводородов выше, чем в случае непосредственного обескислороживания водородом.
- Технологические условия являются относительно мягкими, и часовая объемная скорость является высокой (сокращается продолжительность обработки по сравнению с традиционными способами обескислороживания водородом) в непрерывном режиме. Вместе с повышением выхода углеводородов и сокращением потребления водорода предполагается одновременное снижение капитальных и эксплуатационных расходов для повышения качества бионефтей, чтобы обеспечивать возобновляемый источник топливных материалов для транспортных средств и химических продуктов из цельной лигноцеллюлозной биомассы.
Можно использовать продукт UBA непосредственно в смесях с углеводородными топливными материалами для промышленного стационарного производства электрической и тепловой энергии или дополнительно повышать его качество до уровня жидких углеводородных топливных материалов для транспортных средств (бензин/реактивное топливо/дизельное топливо/судовое дистиллятное топливо) в последующем процессе гидроочистки или гидрокрекинга/гидропереработки. Его можно также использовать в качестве основного источника химических продуктов.
В частности, настоящее изобретение относится к способу обработки содержащего бионефть исходного материала, включающему:
- диспергирование исходного материала, содержащего бионефть, в жидкости углеводородного типа с помощью диспергирующего вещества,
- направление полученной в результате дисперсии на стадию гидрореформинга водородом под давлением в присутствии, по меньшей мере, одного содержащего переходные металлы катализатора,
- разделение выходящего потока после стадии гидрореформинга на водную фазу и, по меньшей мере, одну органическую фазу, содержащую бионефть частично улучшенного качества и жидкость углеводородного типа.
Предпочтительно, стадию гидрореформинга осуществляют при температуре от приблизительно 250°C до приблизительно 450°C и при абсолютном давлении, составляющем приблизительно от 3,4 до 27,6 МПа (от 500 до 4000 фунтов на кв. дюйм), предпочтительно приблизительно от 3,4 до 20,7 МПа (от 500 до 3000 фунтов на кв. дюйм), и еще более предпочтительно приблизительно от 6,9 до 13,8 МПа (от 1000 до 2000 фунтов на кв. дюйм).
Предпочтительно диспергирующее вещество представляет собой поверхностно-активное вещество, предпочтительно неионное поверхностно-активное вещество, или кислородсодержащий растворитель, чистый или смешанный, или любой содержащий кислород жидкий продукт углеводородного типа (такой как дегтярное масло от процесса газификации угля, пиролиза угля или непосредственного ожижения угля), или рециркулирующая фаза частично улучшенной бионефти, в которой присутствует или отсутствует жидкий углеводород в органической фазе после стадии гидрореформинга.
Предпочтительно, в качестве жидкого углеводорода выбирают ароматический углеводородный растворитель, нафтеновый углеводородный растворитель, нафтеноароматический углеводородный растворитель, произведенный из ископаемого или полученного из биомассы топлива жидкий углеводород и/или рециркулирующий жидкий углеводород, полученный в результате последующей стадии(стадий) гидропереработки и/или гидрокрекинга, и/или мягкого гидрокрекинга бионефти улучшенного качества.
Наиболее предпочтительно диспергирующее вещество представляет собой рециркулирующую фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкий углеводород, содержащийся в органической фазе, и жидкий углеводород представляет собой рециркулирующий жидкий углеводород UBB, полученный в результате последующей стадии(стадий) гидропереработки и/или гидрокрекинга, и/или мягкого гидрокрекинга.
Предпочтительно катализатор, используемый на стадии гидрореформинга, включает, по меньшей мере, один переходный металл из групп 3-12. Металл представляет собой предпочтительно металл группы 10, индивидуально или в сочетании с, по меньшей мере, одним металлом, выбранным из групп 3-12 периодической системы элементов, предпочтительнее Ni, индивидуально или в сочетании, по меньшей мере, с одним металлом, выбранным из Ce, Zr, Cr, Mo, W, Mn, Re, Fe, Ru и Cu, еще предпочтительнее Ni, NiCr или NiMn. Катализатор предпочтительно наносят на носитель, носитель предпочтительно представляет собой пористый углерод. Катализатор наиболее предпочтительно представляет собой Ni, NiCr или NiMn на пористом углероде.
Предпочтительно органическая фаза содержит менее чем приблизительно 15 мас.% кислорода и менее чем приблизительно 2 мас.% воды. Предпочтительно потребление водорода на стадии гидрореформинга составляет менее чем приблизительно 2% массы бионефти.
Предпочтительно, бионефть производят быстрым или мгновенным пиролизом из исходного материала биомассы. Необязательно фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, дополнительно направляют на стадию гидропереработки в присутствии водорода и катализатора гидропереработки при температуре от 250°C до 450°C, при давлении от 2 МПа до 25 МПа (от 290 до 3625 фунтов на кв. дюйм) и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1, и/или на стадию гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре выше 200°C, предпочтительно от 250°C до 480°C, при давлении от 2 МПа до 25 МПа (от 290 до 3625 фунтов на кв. дюйм) и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1, и/или на стадию мягкого гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре от 250°C до 480°C, при давлении от 2 МПа до 12 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1, чтобы производить смесь углеводородов, кипящую в интервале бензина, реактивного топлива и дизельного топлива.
Необязательно фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, перерабатывают совместно с исходным материалом ископаемого происхождения. Необязательно, выходящий поток, полученный в результате последующей стадии(стадий) гидропереработки и/или гидрокрекинга и/или мягкого гидрокрекинга дополнительно направляют на стадию гидрокрекинга при высоком давлении в присутствии водорода и катализатора гидрокрекинга при температуре от 250°C до 480°C, при давлении от 2 МПа до 25 МПа (от 290 до 3625 фунтов на кв. дюйм) и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1.
Краткое описание чертежей
Фиг.1 иллюстрирует экспериментальную установку, используемую для испытаний на стадии 1, описанных в настоящем документе. Ее можно эксплуатировать в периодическом или полунепрерывном режиме.
Фиг.2 иллюстрирует экспериментальную установку, используемую для испытаний на стадии 2, описанных в настоящем документе, в непрерывном режиме.
Фиг.3A иллюстрирует возможную схему осуществления способа согласно настоящему изобретению, в котором часть продукта второй стадии гидропереработки рециркулирует, чтобы обеспечить углеводороды, требуемые для первой стадии.
Фиг.3B иллюстрирует относительное расположение диспергированной бионефти, катализатора и растворителя в смешанном варианте реактора гидрореформинга для стадии 1.
Фиг.4 иллюстрирует молекулярно-массовые распределения бионефтяных продуктов UBA и UBB улучшенного качества.
Фиг.5 представляет спектр ЯМР 1H бионефтяного продукта UBB улучшенного качества.
Фиг.6 представляет спектр ЯМР 13C бионефтяного продукта UBB улучшенного качества.
Фиг.7 представляет спектр ЯМР 1H бионефтяного продукта UBA частично улучшенного качества.
Фиг.8 представляет спектр ЯМР 13C бионефтяного продукта UBA частично улучшенного качества.
Фиг.9 представляет моделирование дистилляции непереработанной бионефти, UBA и UBB.
Фиг.10 представляет соответствующую газовую хроматограмму UBB.
Подробное описание
Гидрореформинг
Исходный материал
Исходный материал содержит бионефть. Бионефть представляет собой сложную смесь соединений, включающую кислородсодержащие соединения, которые образуются при разложении биополимеров в биомассе. В случае лигноцеллюлозной биомассы структуры трех основных компонентов, целлюлоза, гемицеллюлоза и лигнин, хорошо представляют компоненты бионефти.
Бионефть можно получать, используя растительные материалы, такие как травянистые растения и деревья, древесные стружки, нарезанное сено или солома, зерна, травы, кукуруза, листовая обвертка початков кукурузы, сорняки, водные растения, сено, а также другие источники лигноцеллюлозных материалов, которые представляют собой, например, городские отходы, отходы пищевой промышленности, отходы и обрезки лесной промышленности, отходы энергетики или отходы сельского хозяйства и других отраслей промышленности (такие как сухие измельченные волокна сахарного тростника (багасса), отходы производства пальмового масла, опилки или солома). Бионефть можно также получать из побочных продуктов целлюлозно-бумажной промышленности (используя или не используя рециркуляцию).
Бионефть представляет собой окисленный в высокой степени полярный углеводородный продукт, который обычно содержит, по меньшей мере, приблизительно 10 мас.% кислорода, как правило, приблизительно от 10 до 60 мас.%, более типично приблизительно от 40 до 50 мас.% кислорода. Как правило, кислородсодержащие соединения представляют собой спирты, альдегиды, ацетаты, простые эфиры, органические кислоты и ароматические кислородсодержащие соединения. Некоторая часть кислорода присутствует в виде свободной воды, которая составляет, по меньшей мере, приблизительно 10 мас.%, как правило, приблизительно 25 мас.% бионефти. Эти свойства делают бионефть полностью несмешивающейся с углеводородами топливной категории, даже с ароматическими углеводородами, которые, как правило, содержат небольшое или нулевое количество кислорода.
Бионефть получают термохимическим ожижением, а именно пиролизом, таким как мгновенный, быстрый, медленный или каталитический пиролиз. Пиролиз представляет собой термическое разложение при отсутствии кислорода, включающее термический крекинг исходных материалов с образованием газообразных, жидких и твердых продуктов. Катализатор можно добавлять для увеличения степени превращения в так называемом каталитическом пиролизе. Каталитическим пиролизом, как правило, получают бионефть, имеющую меньшее содержание кислорода, чем бионефть, полученную термическим разложением. Селективность образования газообразных, жидких и твердых продуктов существенно зависит от температуры реакции и времени удерживания пара. Способы пиролиза биомассы, в частности, быстрый или мгновенный пиролиз, хорошо описаны в литературе (A.V. Bridgeswater, H. Hofbauer, S. van Loo, «Термическая конверсия биомассы», издательство CPL Press, 2009 г., с. 37-78). Меньшая температура (приблизительно 400°C) и большая продолжительность обработки (от нескольких минут до нескольких часов), достигаемая в медленном пиролизе, способствует производству твердого продукта, также называемому «уголь» или «древесный уголь», при этом образуется, как правило, 35 мас.% газа, 30 мас.% жидкости и 35 мас.% древесного угля. Очень высокая температура, превышающая 800°C, которую используют в процессах газификации, способствует производству газа (как правило, составляющему более чем 85 мас.%). Промежуточная температура реакции (как правило, составляющая 450°C-550°C) и кратковременное удерживание пара (как правило, 10-20 с) в случае промежуточного пиролиза способствуют производству жидкости: как правило, получают 30 мас.% газа, 50 мас.% жидкости и 20 мас.% древесного угля. Промежуточная температура реакции (как правило, составляющая 450°C-550°C) и очень короткое время удерживания пара (как правило, 1-2 с) в случае так называемого мгновенного пиролиза или быстрого пиролиза способствуют еще большему выходу жидкости: как правило, получают 10-20 мас.% газа, 60-75 мас.% жидкости, 10-20 мас.% древесного угля. Способами мгновенного пиролиза получают наиболее высокий выход жидкости, составляющий вплоть до 75 мас.%.
В этом заключается причина того, что бионефти, используемые в настоящем изобретении, предпочтительно получают быстрым или мгновенным пиролизом исходного материала биомассы.
Исходный материал в способе согласно настоящему изобретению может дополнительно включать другие кислородсодержащие соединения, образующиеся из биомассы, такой как растительные масла или полученные из животного жира масла. Растительное масло или полученное из животного жира масло представляет собой жирный материал и, таким образом, соответствует натуральному или искусственному веществу животного или растительного происхождения, содержащему, главным образом триглицериды. Этот материал включает, в основном, масла из возобновляемых источников, такие как жиры и масла из растительных и животных источников (например, свиной жир, говяжий или бараний жир, жир птицы, костный жир, рыбий жир и жир молочного происхождения), а также полученные из них соединения и смеси, такие как жирные кислоты или сложные алкилэфиры жирных кислот. Продукты, получаемые в результате рециркуляции животных жиров и растительных масел из пищевой промышленности, можно также использовать в чистом виде или в смеси с другими составляющими веществами, классы которых описаны выше. Предпочтительные исходные материалы представляют собой растительные масла из масличных культур, таких как рапс, эруковый рапс, соя, ятрофа, подсолнечник, пальма, копра, пальмовый орех, арахис, олива, кукуруза, какао, орех, лен, или масла любых других растений. Эти растительные масла почти полностью состоят из жирных кислот в форме триглицеридов (составляющих, как правило, более 97 мас.%), имеющих длинные алкильные цепи, содержащие от 8 до 24 атомов углерода, включая такие жирные кислоты, как масляная, капроновая, каприловая, каприновая, лауриновая, миристиновая, пальмитиновая, пальмитолеиновая, стеариновая, олеиновая, линолевая, линоленовая, арахиновая, гадолеиновая, эйкозапентаеновая (EPA), бегеновая, эруковая, докозагексаеновая (DHA) и лигноцериновая. На соли жирных кислот, сложные алкилэфиры жирных кислот и свободные производные жирных кислот, такие как жирные спирты, которые можно получать путем гидролиза, фракционирования или переэтерификации, например, из триглицеридов или смесей этих масел и их производных, также распространяется определение «масло растительного или животного происхождения в качестве исходного материала» в смысле настоящего изобретения. Все продукты или смеси продуктов, которые получают в результате термохимической переработки водорослей, или продукты гидротермической переработки лигноцеллюлозной биомассы или водорослей (в присутствии катализатора или при его отсутствии) или пиролитический лигнин также представляют собой исходные материалы, которые можно использовать.
Кроме того, исходный материал, содержащий бионефть, можно перерабатывать совместно с полученными из нефти и/или угля углеводородными исходными материалами. Поскольку используется водород внутреннего производства на стадии гидрореформинга бионефти, соответственно, уменьшается потребление водорода для совместной переработки с полученными из нефти и/или угля углеводородными исходными материалами. Полученный из нефти углеводородный исходный материал может представлять собой продукты прямой перегонки в вакууме, продукты вакуумной перегонки в процессе переработки, такие как полученные в результате коксообразования, гидропереработки в неподвижном слое или процессов гидропереработки тяжелой фракции в установках с кипящим слоем, или из деасфальтизированных растворителем масел. Исходные материалы можно также получать, смешивая в любых пропорциях эти разнообразные фракции, в частности, деасфальтизированное масло и вакуумный дистиллят. Они могут также содержать продукты из установок крекинга с псевдоожиженным слоем катализатора, такие как легкий рецикловый газойль (LCO) из разнообразных источников, тяжелый рецикловый газойль (HCO) из разнообразных источников, а также любая дистиллятная фракция из установок крекинга с псевдоожиженным слоем катализатора, имеющая, как правило, интервал дистилляции от приблизительно 150°C до приблизительно 370°C. Они могут также содержать ароматические экстракты и парафины, полученные при производстве смазочных масел. Полученный из угля углеводородный исходный материал может представлять собой продукты ожижения угля. Можно также использовать фракции ароматических соединений, полученные при пиролизе угля или газификации угля.
Исходный материал, содержащий бионефть, может содержать любую смесь перечисленных выше исходных материалов.
Диспергирование
На стадии гидрореформинга диспергированную смесь, включающую исходный материал, содержащий бионефть, и жидкий углеводород, получают с помощью диспергирующего вещества.
В качестве жидкого углеводорода можно выбирать ароматический углеводородный растворитель, нафтеновый углеводородный растворитель, нафтеноароматический углеводородный растворитель, произведенный из ископаемого или полученного из биомассы топлива жидкий углеводород и/или рециркулирующий UBB, как индивидуально, так и в виде смесей. Предпочтительно жидкий углеводород присутствует в концентрации, составляющей от 20 мас.% до 70 мас.%, предпочтительно от 20 мас.% до 50 мас.%, по отношению к суммарной массе всех компонентов композиции, причем исходный материал, жидкий углеводород и диспергирующее вещество в совокупности составляют 100 мас.%.
Без ограничения, в качестве углеводородного растворителя можно выбирать ароматические углеводородные соединения или смеси ароматических растворителей (толуол, ксилолы, нафталин и алкилнафталины, ископаемые ароматические фракции, такие как ароматические экстракты из производства смазочных материалов, газойли каталитического крекинга, также известные как легкий рецикловый газойль (LCO) или тяжелый рецикловый газойль (HCO), ароматические дистилляты, полученные путем ожижения угля, пиролиза угля или газификации угля…), или нафтеноароматические углеводородные соединения (тетралин, частично гидрированные полиароматические соединения, LCO или HCO частичной гидропереработки, частично гидропереработанные дистилляты от непосредственного ожижения угля, пиролиза угля или газификации угля,…), или нафтеновые углеводородные соединения (декалин, полностью гидрированные алкилнафталины, полностью гидропереработанные LCO или HCO, полностью гидропереработанные дистилляты от непосредственного ожижение угля, пиролиза угля или газификации угля,…), или средний дистиллят от непосредственного ожижения угля, или любой жидкий дистиллят, содержащий, по меньшей мере, 10% ароматических соединений, предпочтительно, по меньшей мере, 25% ароматических соединений.
Произведенный способом согласно настоящему изобретению из ископаемого или полученного из биомассы топлива жидкий углеводород представляет собой предпочтительно средний дистиллятный исходный материал. В смысле настоящего изобретения термин «средний дистиллят» означает углеводородные фракции, у которых интервалы температуры кипения составляют от приблизительно 130°C до приблизительно 410°C, как правило, от приблизительно 140°C до приблизительно 375°C, например, от приблизительно 150°C до приблизительно 370°C. Средний дистиллят в качестве исходного материала может также включать фракцию газойля или дизельного топлива, или его можно называть одним из этих обозначений. Хотя они не составляют исчерпывающий список, получаемые прямой перегонкой нефти газойли или предпочтительнее ароматические газойли, такие как газойли, получаемые путем каталитического крекинга (LCO) или любым другим способом переработки остатков (коксование, легкий крекинг, гидропереработка остатков,…), или ароматический экстракт из производства смазочного масла, или жидкие дистилляты, получаемые переработкой угля, представляют собой часть типичных жидких углеводородов для способа согласно настоящему изобретению.
Предпочтительно жидкий углеводород представляет собой рециркулирующий UBB. Это позволяет получать конечный продукт гидропереработки (UBB), полностью состоящий из возобновляемого углерода (т.е. полученный из биомассы).
Диспергирующее вещество, используемое для образования дисперсии, может представлять собой кислородсодержащий растворитель, чистый или смешанный, или поверхностно-активное вещество, или рециркулирующую органическую фазу (UBA), получаемую на стадии гидрореформинга, как описано ниже, или любой жидкий продукт углеводородного типа, содержащий кислород, такие как дегтярное масло, полученное в процессе газификации угля, пиролиза угля или непосредственного ожижения, осуществляемого при высоком давлении водорода с использованием катализатора гидропереработки. Роль этого вещества заключается в том, чтобы способствовать диспергированию бионефти в жидком углеводороде.
Необязательно диспергирование осуществляют, используя механические устройства, такие как устройство для перемешивания или насос.
В качестве диспергирующего вещества можно выбирать кислородсодержащий растворитель, такой как алканол (спирт, например, изопропанол, н-бутанол и т.д.) или другие растворители, содержащие кислород (такие как кетоны, сложные эфиры, фенольные соединения и т.д.)
Поверхностно-активное вещество может представлять собой неионное полимерное поверхностно-активное вещество, предпочтительно одно или несколько поверхностно-активные веществ выбирают из группы, которую составляют алкидполиэтиленгликоль, например, Atlox™ 4914 (поставщик CRODA) и простой полиалкиленгликольэфир, например, Atlas™ G-5000. Предпочтительно неионное полимерное поверхностно-активное вещество присутствует в концентрации от 1% до 10 мас.%, и его разбавляют дистиллятом нефтяного типа, предпочтительно со значительным содержанием ароматических веществ, таким как дизельная фракция № 2 или топливо коммунально-бытового назначения, или любой жидкий дистиллят углеводородного типа, полученный переработкой нефти или угля. Этот разбавитель обычно присутствуют в концентрации, составляющей от 10% до 300% по отношению к массе бионефти, предпочтительно от 25% до 200% по отношению к массе бионефти.
Предпочтительно растворитель представляет собой рециркулирующую органическую фазу (UBA), полученную на стадии гидрореформинга и содержащую бионефть частично улучшенного качества и жидкую углеводородную фракцию или рециркулирующую бионефть частично улучшенного качества без жидкой углеводородной фракции из органической фазы (после дистилляции). Предпочтительно растворитель присутствует в концентрации, составляющей от 10% до 300% по отношению к массе бионефти, предпочтительно от 25% до 200% по отношению к массе бионефти.
Массовое соотношение бионефть/диспергирующее вещество/жидкий углеводород предпочтительно составляет приблизительно от 2/4/2 до 2/1/0,5.
Присутствие жидкого углеводорода и диспергирующего вещества представляют собой важные отличительные особенности настоящего изобретения. Образованию хорошей дисперсии из двух несмешивающихся фаз способствует низкое натяжение на поверхности раздела между ними. Чем меньше натяжение на поверхности раздела между двумя несмешивающимися фазами, тем меньше работа, требуемая для создания новой межфазной поверхности, таким образом, уменьшается размер образующихся капель (повышается степень диспергирования). Бионефть имеет очень низкую растворимость в чистых углеводородах, поэтому оказывается несколько удивительным, что в действительности натяжение на поверхности раздела между бионефтью и углеводородами, особенно ароматическими углеводородами, является неожиданно низким. Кроме того, поверхностное натяжение обычно линейно уменьшается в зависимости от температуры. Оба эти фактора служат повышению диспергируемости бионефти в обогащенных углеводородами средах при типичной температуре реакций, происходящих во время гидрореформинга. Авторы отмечают, что зависимость растворимости водорода в данном растворителе обычно соответствует закону Генри (Henry). Кроме того, константа в законе Генри лишь незначительно изменяется в зависимости от температуры (E. Brunner, «Растворимость водорода в десяти органических растворителях при 298,15, 323,15 и 373,15 К», J. Chem. Eng. Date, 1985 г., т. 30, с. 269-273), но значительно сильнее зависит от полярности растворителя, таким образом, растворимость водорода, как правило, оказывается значительно более высокой в неполярных средах, таких как углеводороды, чем в полярных растворителях. Например, при заданном давлении и при комнатной температуре водород приблизительно в 14 раз лучше растворяется, в расчете на мольные доли, в этаноле, чем в воде, и приблизительно в 44 раз лучше растворяется в 1-октене, чем в воде (Purwanto, R. M. Deshpande, R. V. Chaudhari, H. Delmas, «Растворимость водорода, монооксид углерода, и 1-октена в разнообразных растворителях и смесях растворителей», J. Chem. Eng. Data, 1996 г., т. 41, с. 1414-1417). Бионефть имеет высокую полярность, поскольку в ней содержится большое количество кислорода (40-50 мас.%), основная масса которого присутствует в виде воды. Соответственно, можно предполагать, что растворимость водорода в бионефти окажется относительно низкой.
Не намереваясь ограниваться теорией, авторы предполагают, что диспергирование бионефти в обогащенной углеводородами среде повышает доступность водорода в каталитических центрах, где происходит передача водорода бионефти, и, таким образом, способствует ее быстрой гидропереработке и, соответственно, относительному подавлению конкурирующих термически индуцируемых быстрых реакций, которые приводят к сшиванию и полимеризации, которые характерны для бионефти. Этому эффекту дополнительно способствует повышение растворимости и, соответственно, повышение доступности водорода в обогащенной углеводородами среде.
Фиг.3B иллюстрирует расположение катализатора, дисперсии бионефти и растворителя в варианте реактора с перемешиванием.
Кроме того, поскольку реакции полимеризации обязательно являются, по меньшей мере, бимолекулярными, еще один составляющий фактор может представлять собой уменьшение скорости реакций сшивания, которое вызывается уменьшением эффективной концентрация бионефти в реакционной смеси.
Дополнительное преимущество присутствия углеводородов в реакционной смеси заключается в том, что они также служат снижению плотности бионефтяного продукта частично улучшенного качества на первой стадии, что способствует отделению фазы бионефти частично улучшенного качества от водной фазы, причем они легко разделяются при охлаждении реакционной смеси.
Еще одно преимущество заключается в том, что присутствие углеводородов в реакционной смеси способствует вытеснению воды из фазы частично улучшенной бионефти таким образом, что содержание в ней воды максимально снижается, насколько это возможно, что представляет собой решающее условие для использования бионефти частично улучшенного качества в качестве промышленного топлива или в качестве исходного материала для последующей гидропереработки/гидрокрекинга. Таким образом, фаза частично улучшенной бионефти UBA содержит менее чем приблизительно 2 мас.%, предпочтительно менее чем 1%, предпочтительнее менее чем 0,5% воды.
Технологические условия
Диспергированную смесь жидкого углеводорода, исходного материала, содержащего бионефть, и диспергирующего вещества обрабатывают водородом в присутствии катализатора. Условия гидрореформинга включают абсолютное давление, составляющее приблизительно 3,4-27,6 МПа (от 500 до 4000 фунтов на кв. дюйм), предпочтительно приблизительно 3,4-20,7 МПа (от 500 до 3000 фунтов на кв. дюйм), предпочтительнее приблизительно 6,9-13,8 МПа (от 1000 до 2000 фунтов на кв. дюйм), и температуру, составляющую от приблизительно 250°C до приблизительно 450°C, предпочтительно от приблизительно 300°C до приблизительно 400°C, предпочтительнее приблизительно от 300°C до 360°C и наиболее предпочтительно приблизительно 330°C.
Предпочтительно исходный материал, содержащий бионефть, не подвергают предварительному нагреванию или предварительно нагревают лишь до низкой температуры (т.е. <60/80°C) перед стадией гидрореформинга, поскольку продолжительное нагревание или выдерживание при повышенных температурах может вызывать разложение.
Для обработки в непрерывном режиме данный способ желательно осуществлять при относительно высокой часовой объемной скорости (HSV) по отношению к бионефти, и эта скорость обычно составляет более чем приблизительно 0,2 ч-1, предпочтительно от приблизительно 0,5 ч-1 до приблизительно 5 ч-1, наиболее предпочтительно от приблизительно 1 ч-1 до приблизительно 5 ч-1. В предпочтительном варианте осуществления массовая часовая скорость составляет более чем приблизительно 1 кг бионефти на 1 кг катализатора в час.
Конфигурации реактора
Выбор устройства для осуществления данного процесса не является ограниченным. Способ можно осуществлять в периодическом или непрерывном режиме. Тем не менее, для крупномасштабного промышленного применения предпочтительной оказывается работа в непрерывном режиме.
Реакцию гидрореформинга можно осуществлять в любом реакторе, который способствует эффективному диспергированию бионефти в качестве исходного материала в реакционной смеси. Простой резервуарный реактор с непрерывным перемешиванием (CSTR) является подходящим для работы в периодическом режиме. Для работы в непрерывном режиме подходящими являются реакторы с орошаемым слоем, реакторы с подвижным слоем, реакторы с кипящим слоем или суспензионные реакторы. Реакторы с подвижным слоем и реакторы с кипящим слоем обладают преимуществом в том, что они допускают легкую замену катализатора при непрерывной работе, делая более гибкой возможность эксплуатации установки, увеличивая коэффициент поточной эксплуатации и сохраняя почти постоянную активность на протяжении всего срока службы. Другие эффективные реакторы, которые осуществляют принципы, изложенные в настоящем документе, и которые могут предложить специалисты в области технологии химических реакторов, также находятся в пределах объема настоящего изобретения.
Потребление водорода
Потребление водорода на первой стадии является умеренным. Согласно контексту, типичный элементарный состав бионефти, содержащий приблизительно 25 мас.% H2O, может представлять собой CH1,87O0,75, что соответствует содержанию кислорода, составляющему приблизительно 46 мас.%. Для данного случая можно рассматривать следующие два гипотетических варианта:
1. Полное гидрирование водородом, поступающим из внешнего источника, с получением дизельного топлива, такого как углеводородный продукт:
1 кг бионефти (CH1,87O0,75) + 0,064 кг H2 → 0,54 кг дизельного топлива (-CH2-)x + 0,52 кг H2O
Выходы: 54% дизельного топлива + 0% CO2 в расчете на бионефть; 0,06 кг H2 расходуется на 1 кг бионефти.
2. Весь требуемый водород поступает из внутреннего источника за счет внутреннего реформинга бионефти, при этом кислород удаляется в виде оксидов углерода:
1 кг бионефти (CH1,87O0,75) → 0,35 кг дизельного топлива (-CH2-)x + 0,44 кг CO2 + 0,11 кг CO + 0,10 кг H2O
Выходы: 35% дизельного топлива + 44% CO2 в расчете на бионефть; 0 кг H2 расходуется на 1 кг бионефти.
Согласно первому варианту, углерод в бионефти в максимальной степени превращается в углеводороды, в то время как согласно другому варианту, отсутствует чистое потребление водорода, но за счет потери некоторого количества углерод в виде оксидов углерода, что снижает конечный выход углеводородов. Поскольку газообразный водород является относительно дорогостоящим, а задача представляет собой сводить до минимума образование воды, не имеющей экономической ценности и требующей значительных эксплуатационных расходов на ее обработку, оптимальный способ должен обеспечивать баланс этих двух факторов. В изобретенном способе, который описан в настоящем документе, бионефть превращается в углеводороды в такой последовательности: бионефть → UBA → UBB. Суммарный выход и потребление водорода для этой последовательности представляют собой:
Выходы (в расчете на бионефть): ~25% UBB + ~8,4% CO2; ~2,4% H2 расходуется на 1 кг бионефти.
Очевидно, изобретенный способ соответствует двум вышеупомянутым предельным вариантам, свидетельствуя о том, что некоторый внутренний реформинг бионефти в водород и оксиды углерода действительно происходит, но с относительно высоким выходом углеводородов и относительно низким потреблением водорода. Некоторая часть водорода, необходимого для реакции, производится за счет внутреннего источника, то есть образуется из воды, присутствующей в бионефти, посредством гидрореформинга части бионефти таким образом, что значительная часть кислорода выделяется в виде диоксида углерода, и чистое потребление водорода оказывается значительно меньше, чем в способе непосредственного обескислороживания водородом. Другая часть водорода, необходимого для реакции, поступает из внешнего источника. Как правило, потребление водорода на стадии гидрореформинга составляет менее чем приблизительно 2 мас.% бионефти, которая поступает в реактор, и соответствующий выброс CO2 для его производства является значительно меньше, чем в способах на основе обескислороживания водородом (HDO), в которых, по меньшей мере, от 4 до 5 мас.% потребляемого водорода поступает из внешнего источника.
Поскольку стоимость водорода в настоящее время является значительной, следует также преимущественно сводить до минимума потребление водорода. Водород может поступать из ископаемых источников, т.е. посредством газификации/частичного окисления или путем парового реформинга. Кроме того, если потребляемый водород, а также любая требуемая технологическая энергия, в конечном счете, производится из биомассы (путем парового реформинга полученных фракций метана и легкого газа и/или легких кислородсодержащих соединений в результате стадий гидрореформинга и/или гидропереработки/гидрокрекинга, и/или посредством газификации/частичного окисления пиролитического древесного угля от стадии мгновенного пиролиза), то изобретенный способ будет представлять собой полностью экологически устойчивый источник моторного топлива, и соответствующий выброс CO2 происходит исключительно или в основном из биомассы. Разумеется, потребление водорода будет представлять собой менее значительную проблему, если произойдет существенный сдвиг к экономии водорода, поскольку это предполагает меньшую стоимость водорода.
Если бионефть производят путем быстрого пиролиза, существует возможность производить водород, требуемый для повышения качества, путем газификации древесного угля в качестве одного из продуктов пиролиза. Поскольку типичные массовые выходы древесного угля составляют приблизительно 20 мас.% от поступающей биомассы, и содержание углерода в древесном угле составляет, как правило, более чем 60 мас.%, то не более чем приблизительно от одной трети до половины совместно производимого древесного угля теоретически достаточно для производства требуемого водорода. Еще один вариант для производства водорода представляет собой паровой реформинг самой бионефти, хотя это предполагает некоторую потерю эффективности по отношению к углероду. Лучший вариант представляет собой паровой реформинг полученных фракций метана и легкого газа и/или легких кислородсодержащих соединений после стадии гидрореформинга или дополнительной стадии гидропереработки/гидрокрекинга. Извлеченный CO может также реагировать с производимой водой, образуя водород согласно хорошо известной реакции конверсии водяного газа (WGS). Таким путем суммарный процесс переработки биомассы в UBB можно сделать самодостаточным в отношении водорода.
В некоторых процитированных исследованиях каталитическую стабилизацию бионефти в подготовке для гидропереработки осуществляют при относительно низких температурах (<300°C), например, при 250°C, как указывают Heeres и др. (J. Wildschut, F. H. Mahfud, R. H. Venderbosch, H. J. Heeres, «Гидропереработка полученной быстрым пиролизом нефти с использованием гетерогенных содержащих благородные металлы катализаторов», Ind. Eng. Chem. Res., 2009 г., т. 48, № 23, с. 10324-10334), и при ~280°C, как указано в патенте США № 4795841. Одно следствие работы при повышенных температурах порядка 330°C, которые предусмотрены в настоящем изобретении, заключается в том, что кинетика реакций становится быстрее, поэтому увеличивается объемная скорость, что улучшает экономичность, поскольку обеспечивает сокращение продолжительности реакций и уменьшение размеров оборудования.
Энергетический баланс
Поскольку высшая теплотворная способность (HHV) бионефти, UBA и водорода составляет приблизительно 16 МДж/кг, 30 МДж/кг и 121 МДж/кг, соответственно, то на основании выходов UBA было подтверждено, что первая стадия (реакция гидрореформинга) является приблизительно термонейтральной. Это упрощает технологическое проектирование реактора и вносит решающий вклад в улучшенную термическую эффективность процесса.
Катализаторы
Дополнительное преимущество настоящего изобретения заключается в том, что содержащие неблагородные металлы катализаторы проявили удовлетворительную эффективность на стадии гидрореформинга. Катализатор предпочтительно находится на носителе.
Неограничительные примеры особенно подходящего материала в качестве катализатора включают один или несколько переходных металлов групп 3-12, более конкретно, металлов, включающих металлы группы 10, например, никель, индивидуально или в сочетании с, по меньшей мере, одним металлом, выбранным из групп 3-12, предпочтительно из групп 3, 4, 6, 7, 8, 10, 11, 12, таких как Ni, Ni-Zr, Ni-Ce, Ni-Ce-Zr, Ni-Cr, Ni-Mo, Ni-W, Ni-Mn, Ni-Re, Ni-Fe, Ni-Ru, Ni-Cu. Следует использовать катализатор, который содержит, например, от 1% до 20 мас.% никеля (в расчете на оксид никеля NiO), предпочтительно от 5% до 15 мас.% никеля в чистом виде или с дополнением, по меньшей мере, от 0% до 10 мас.% металла, выбранного из групп 3-12, включая лантаниды. Вышеупомянутые катализаторы предпочтительно используют в их восстановленной форме.
Материалы носителей выбирают таким образом, чтобы привести активную (металлическую) фазу катализатора в контакт с реагирующими веществами. Предпочтительно, материал носителя представляет собой пористый углерод (такой как активированный углерод). Этот носитель не проявляет никакой склонности к гидролизу и потере свойств в обогащенных водой и кислотой средах. Дополнительное преимущество катализатора на углеродном носителе представляет собой низкую стоимость углеродного носителя и возможность выделения металлов из отработавших катализаторов простым выжиганием углерода без использования более дорогостоящих способов очистки или выделения.
Основу предпочтительных катализаторов представляют собой никель, Ni-Cr, Ni-Mn или Ni-W, предпочтительно, на пористом углероде в качестве носителя. Хотя предпочтительным является, по меньшей мере, биметаллический катализатор, в данном способе можно использовать монометаллический катализатор на основе металла группы 10, причем предпочтительным является катализатор на основе Ni.
Катализатор можно изготавливать, используя классические способы осаждения, за которым следуют сушка и обжиг. Перед использованием катализатор предпочтительно восстанавливают водородом в момент его выделения, предпочтительно при температуре, составляющей от приблизительно 150°C до приблизительно 650°C, и при давлении, составляющем от приблизительно 0,1 МПа до приблизительно 25 МПа (14,5-3625 фунтов на кв. дюйм).
По существу, авторы обнаружили, что хотя множество переходных металлов являются подходящими для первой технологической стадии, катализаторы на основе никеля оказались эффективными в отношении производительности и стоимости. Хотя никель, как известно, склонен к растворению в карбоновых кислотах, Pienaar и Klerk (A. D. Pienaar, A. de Klerk, «Устойчивость никелевого катализатора по отношению к карбоновым кислотам», Ind. Eng. Chem. Res., 2008 г., т. 47, с. 4962-4965) обнаружили, что растворение можно предотвращать посредством работы выше температуры разложения карбоксилатов, которая находится в интервале от 280 до 305°C для никелевых солей карбоновых кислот C2-C5, что соответствует температурному интервалу, предусмотренному в настоящем изобретении.
Никель-хромовые катализаторы, содержащие никель и восстановленные оксиды хрома, оказались особенно эффективными, поскольку эти катализаторы являются существенно более долговечными по сравнению с катализаторами, содержащими нелегированный никель.
В пределах массового баланса, превышающих 99%, на катализаторах не обнаружено никакого осаждения кокса.
Продукт гидрореформинга
Жидкий выходящий поток после стадии гидрореформинга включает более тяжелую водную фазу и, по меньшей мере, одну относительно легкую органическую фазу UBA. Анализ выходящего потока не обнаруживает никаких признаков полимеризации. В зависимости от катализатора, продолжительности реакции и температуры реакции, могут образовываться две органические фазы, а именно тяжелая фаза UBA (HUBA) и легкая фаза UBA (LUBA). Органические вещества (главным образом, уксусная кислота и метанол) растворяются в водной фазе. Также образуется газовая фаза, содержащая, главным образом, CO2 и метан.
Как правило, на первой стадии гидрореформинга выходы органической фазы, включая бионефть частично улучшенного качества, в расчете на исходный материал бионефти, составляют от приблизительно 30 до приблизительно 50 мас.%, предпочтительно приблизительно от 40 до 50 мас.%, как правило, приблизительно 45 мас.%; вместе с тем, образуется от приблизительно 30 до приблизительно 50 мас.%, предпочтительно от приблизительно 35 до приблизительно 45 мас.%, как правило, приблизительно 38 мас.% водной фазы, причем последняя содержит менее чем приблизительно 20 мас.% органических веществ (главным образом, уксусной кислоты и метанола). Остальную массу составляет газовая фаза (главным образом, CO2, CH4 и CO), представляющая приблизительно от 5 до 15 мас.%, где суммарная масса органической, водной и газовой фаз составляет 100%. Степень превращения органической фракции бионефти в бионефть частично улучшенного качества составляет, по меньшей мере, 70 мас.%.
Водная фаза содержит, в основном, воду, образующуюся посредством обескислороживания водородом, и менее чем приблизительно 20% растворенных в ней органических материалов. В случае пиролитических бионефтей водная фаза, отделенная на первой стадии реформинга, как правило, содержит приблизительно 10 мас.% уксусной кислоты и меньшее количество метанола. Предпочтительно уксусную кислоту и метанол выделяют из водной фазы, поскольку они представляют собой ценные побочные продукты. Уксусную кислоту можно выделять различными хорошо известными способами, такими как дистилляция или испарение, кристаллизация в виде соли, например, щелочноземельного металла, или экстракция растворителем, например, жидкими ионообменниками. За счет своей низкой температуры кипения и невозможности образования азеотропных смесей с водой, метанол наиболее просто выделять путем дистилляции. Предпочтительно уксусная кислота и метанол вместе составляют, по меньшей мере, 80 мас.% органических компонентов в водной фазе.
Органическая фаза UBA включает бионефть частично улучшенного качества вместе с углеводородами. Как правило, органическая фаза UBA содержит менее чем приблизительно 15 мас.%, предпочтительно менее чем приблизительно 10 мас.% кислорода. Предпочтительно бионефть частично улучшенного качества содержит менее чем приблизительно 25 мас.% кислорода. Таким образом, UBA обескислороживают в достаточной степени, чтобы обеспечить возможность смешивания с типичными исходными материалами нефтеперерабатывающего завода при относительно высоких концентрациях. UBA можно легко смешивать с большинством углеводородных топливных материалов в концентрациях, составляющих, по меньшей мере, вплоть до 50 мас.%. Кроме того, поскольку содержание кислорода существенно уменьшается, сводится до минимума любое дополнительное потребление водорода во время гидропереработки/гидрокрекинга на нефтеперерабатывающем заводе. Кроме того, UBA стабилизируется в такой степени, что его можно подвергать гидропереработке/гидрокрекингу на нефтеперерабатывающем заводе без риска образования твердых веществ.
Как правило, органическая фаза UBA содержит менее чем приблизительно 2 мас.%, как правило, менее чем приблизительно 1 мас.% воды. Таким образом, UBA практически не содержит воды, поскольку остаточная вода образует отдельную водную фазу вследствие присутствия в реакционной смеси углеводородов, которые стремятся вытеснять воду из фазы частично улучшенной бионефти таким образом, что содержание воды в ней становится низким, насколько это возможно. Предпочтительно, общее кислотное число (TAN) составляет менее чем приблизительно 100, и высшая теплотворная способность составляет более чем приблизительно 35 МДж/кг в органической фазе UBA.
Гомогенная смесь углеводородов и бионефти частично улучшенного качества (UBA), в которой суммарное содержание воды составляет менее чем приблизительно 2 мас.%, предпочтительно менее чем приблизительно 1 мас.%, содержание кислорода составляет менее чем приблизительно 25 мас.%, предпочтительно менее чем приблизительно 10 мас.%, и высшая теплотворная способность составляет более чем приблизительно 35 МДж/кг, можно использовать в качестве исходного материала для гидрокрекинга, гидропереработки или каталитического крекинга или в качестве промышленного топлива.
Гидропереработка/гидрокрекинг
Поскольку продукт UBA все же включает значительное количество кислородсодержащих соединений, он не представляет собой чистый углеводород и нуждается в дополнительной обработке для его превращения в продукты категории моторного топлива. В число имеющихся технологий входят гидропереработка и/или гидрокрекинг. Имеются промышленные катализаторы гидропереработки и/или гидрокрекинга, которые могут превращать более тяжелые компоненты продукта UBA в бензинолигроиновую фракцию или бензин/реактивное топливо/дизельное топливо в несколько более жестких условиях.
Если бионефть частично улучшенного качества подвергать гидропереработке, чтобы получить жидкий углеводородный продукт, который рециркулировал на первую стадию, то весь углерод в конечном гидропереработанном продукте будет составлять возобновляемый углерод (т.е. произведенный из биомассы). Этот случай, в котором стадия гидрореформинга сочетается со стадией гидрокрекинга/гидропереработки, проиллюстрирован на фиг.3A. Кроме того, предусмотрено, что все другие конфигурации, в которых первая стадия сочетается с такими альтернативными источниками углеводородов, включая ископаемые углеводороды, которые может предложить специалист в данной области техники, находятся в пределах объема настоящего изобретения.
Суммарный выход UBB из бионефти, как правило, близок к 40 мас.%. Выход углеводородов на второй стадии гидропереработки составляет более чем 80 мас.%, как правило, приблизительно 83 мас.% в расчете на бионефть частично улучшенного качества. Этот выход не учитывает газообразные углеводороды и ценные кислородсодержащие соединения, образующиеся во время стадий гидрореформинга и гидропереработки/гидрокрекинга. Предпочтительно UBB содержит менее чем приблизительно 1% кислорода и имеет конечную температуру кипения, составляющую менее чем приблизительно 500°C. Предпочтительно, потребление водорода на второй стадии составляет менее чем приблизительно 2 мас.% в расчете на исходный материал бионефти.
Гидропереработка
На стадии гидропереработки исходный материал, содержащий бионефть частично улучшенного качества, в которой присутствует или отсутствует жидкий углеводород, содержащийся в органической фазе, вступает в контакт с гетерогенным катализатором и водородом при температуре, составляющей от 250°C до 450°C, предпочтительно от 300°C до 400°C, предпочтительнее от 320°C до 380°C. Давление составляет от 2 МПа до 25 МПа (290-3625 фунтов на кв. дюйм), предпочтительно от 5 МПа до 20 МПа (725-2900 фунтов на кв. дюйм). Часовая объемная скорость составляет от 0,1 ч-1 до 20 ч-1, предпочтительно от 0,5 ч-1 до 5 ч-1.
На стадии гидропереработки используют, по меньшей мере, один каталитический слой для гидропереработки, включающий катализатор гидрирования-дегидрирования и носитель. Предпочтительно используют катализатор, носитель которого выбирают из группы, которую составляют оксид алюминия, диоксид кремния, двойной оксид кремния и алюминия, оксид магния, глины и смеси, по меньшей мере, двух из этих минералов. Данный носитель может также содержать другие соединения и, например, оксиды, выбранные из группы, которую составляют оксид бора, диоксид циркония, диоксид титана, фосфорный ангидрид. Предпочтительно используют носитель, состоящий из оксида алюминия, предпочтительнее из η-, δ- или γ-модификаций оксида алюминия.
Указанную функцию каталитического гидрирования преимущественно выполняет катализатор, включающий, по меньшей мере, один металл группы 6, такой как, например, молибден и/или вольфрам, предпочтительно в сочетании, по меньшей мере, с одним металлом групп 8-10, например, никель и/или кобальт. Например, можно использовать катализатор, включающий от 0,5 до 10 мас.% оксида никеля (NiO), предпочтительно от 1 до 5 мас.% оксида никеля, и от 1 до 30 мас.% оксида молибдена (MoO3), предпочтительно от 5 до 25 мас.% оксида молибдена на аморфном минеральном носителе, причем данные процентные содержания выражены в массовых процентах по отношению к суммарной массе катализатора. Суммарная пропорция оксидов металла группы 6 и металла групп 8-10 в используемом катализаторе составляет преимущественно от 5 и 40 мас.% и предпочтительно от 6 до 30 мас.% по отношению к суммарной массе катализатора. Массовое соотношение оксидов металла(металлов) группы 6 и металла(металлов) групп 8-10 преимущественно составляет от 20 до 1, предпочтительно от 10 до 2. Указанный катализатор, используемый на стадии гидропереработки способа согласно настоящему изобретению, должен преимущественно отличаться высокой гидрирующей способностью, чтобы в максимально возможной степени регулировать селективность реакции в сторону гидрирования, сохраняя число атомов углерода в цепях, чтобы максимально увеличивать выход углеводородов, относящихся к дистилляционной фракции средних дистиллятов. Максимальное усиление функции гидрирования также позволяет ограничивать реакции полимеризации и/или конденсации, приводящие к образованию кокса, который ухудшает устойчивость каталитического действия. Предпочтительно в качестве катализатора используют NiMo, NiW или CoMo.
Указанный катализатор, используемый на стадии гидропереработки, может также преимущественно содержать такой элемент, как фосфор и/или бор. Этот элемент можно вводить в матрицу или предпочтительно осаждать на поверхности носителя. Кроме того, можно осаждать кремний на носителе, в чистом виде или с фосфором и/или бором. Обычная массовая доля оксида указанного элемента преимущественно составляет менее чем 20%, предпочтительно менее чем 10% и преимущественно, по меньшей мере, 0,001%.
Металлы катализаторов, используемых на стадии гидропереработки способа согласно настоящему изобретению, могут представлять собой серосодержащие соединения металлов или металлические фазы. Для максимальной эффективности катализаторов эти оксиды металлов обычно превращают, по меньшей мере, частично в сульфиды металлов. Оксиды металлов в катализаторах можно превращать в сульфиды любым способом, известным на современном уровне техники, Например, в реакторе (на месте использования) или вне реактора путем контакта оксидного катализатора при повышенных температурах с сероводородом, диметилдисульфидом (DMDS), серосодержащей нефтью или исходным материалом.
Поскольку биомасса, как правило, содержит лишь очень немного серы, использование не сульфидированных катализаторов предотвращает возможные примеси серы в производимых топливных материалах. Таким образом, другие подходящие металлооксидные катализаторы, используемые на стадии гидропереработки, представляют собой металлические фазы, полученные путем восстановления водородом. Восстановление обычно осуществляют при температурах, составляющих от приблизительно 150°C до приблизительно 650°C, при давлении водорода от приблизительно 0,1 до приблизительно 25 МПа (14,5-3625 фунтов на кв. дюйм).
Предпочтительный металлический катализатор, используемый на стадии гидропереработки способа согласно настоящему изобретению, включает благородный переходный металл, выбранный из группы, которую составляют Ni, Pd, Pt, Ru или Rh. Содержание металла составляет от 20 мас.% до 80 мас.%, предпочтительно от 55 мас.% до 65 мас.%. Носитель указанного катализатора преимущественно выбирают из группы, которую составляют пористый углерод, оксид алюминия, оксид магния и диоксид кремния или смесь, по меньшей мере, двух из них, причем носитель предпочтительно состоит из оксида алюминия.
Гидропереработку можно осуществлять, используя реактор с кипящим слоем, реактор с неподвижным слоем, реактор с подвижным слоем или суспензионный реактор. Один катализатор или несколько различных катализаторов можно использовать одновременно или последовательно в случае реактора с неподвижным слоем. Эту стадию можно осуществлять в промышленном масштабе, используя один или несколько реакторов с одним или несколькими каталитическими слоями. Экзотермический эффект реакций во время гидропереработки ограничивают любым способом, известным специалисту в данной области техники, таким как рециркуляция жидкого продукта, гашение рециркуляцией водорода и т.д.
Гидрокрекинг: мягкий гидрокрекинг и гидрокрекинг высокого давления
На стадии гидрокрекинга исходный материал, содержащий бионефть частично улучшенного качества, в которой присутствует или отсутствует жидкий углеводород, содержащийся в органической фазе, в которой присутствует или отсутствует какой-либо другой исходный материал ископаемого происхождения, вступает в контакт с гетерогенным катализатором.
Повышение качества UBA включает процессы гидрокрекинга с использованием катализаторов гидрокрекинга, причем указанные процессы осуществляют при различных давлениях, переходя от мягкого гидрокрекинга к гидрокрекингу высокого давления. Для простоты термин «гидрокрекинг» при использовании в настоящем документе объединяет мягкий гидрокрекинг и гидрокрекинг высокого давления.
Мягкий гидрокрекинг
Термин «мягкий гидрокрекинг» означает гидрокрекинг, обеспечивающий умеренную степень превращения, составляющую, как правило, менее чем 50%, и осуществляемый при низком давлении, как правило, от 2 МПа до 12 МПа. Как правило, мягкий гидрокрекинг обычно осуществляют при абсолютном давлении, составляющем от 2 до 12 МПа (290-1740 фунтов на кв. дюйм), часто от 2 до 10 МПа (290-1450 фунтов на кв. дюйм) и наиболее часто от 4 до 9 МПа (от 580 до 1305 фунтов на кв. дюйм) или от 3 до 7 МПа (от 435 до 1015 фунтов на кв. дюйм), при температуре, составляющей от 250°C до 480°C и предпочтительно от 350°C до 450°C. Объемную скорость и парциальное давление водорода выбирают на основании характеристик исходного материала, подлежащего переработке, и желательной степени превращения. Наиболее часто объемная скорость находится в интервале, который составляет от 0,1 ч-1 до 20 ч-1 и предпочтительно от приблизительно 0,2 ч-1 до приблизительно 5 ч-1. Суммарное количество водорода, смешиваемого с исходным материалом (включая расходуемое в химических реакциях и рециркулирующее количество) обычно является таким, что объемное соотношение водорода и углеводородов составляет от приблизительно 100 до приблизительно 5000 Нм3/м3 и наиболее часто от 80 до 2000 Нм3/м3. Как правило, оно составляет, по меньшей мере, 200 Нм3/м3 и предпочтительно от 200 до 1500 Нм3/м3. Чистая степень превращения в продукты, кипящие ниже 375°C, составляет, как правило, от 5 до 50 мас.%, преимущественно от 10 и 45 мас.%.
Катализаторы, используемые в мягком гидрокрекинге, могут быть такими же, как катализаторы, используемые в гидрокрекинге высокого давления, и их представляет следующий раздел, описывающий гидрокрекинг высокого давления UBA. Перед введением исходного материала катализаторы, используемые в способе согласно настоящему изобретению, предпочтительно подвергают предварительной обработке путем сульфидирования, чтобы превратить, по меньшей мере, частично, оксидные материалы в сульфиды, прежде чем они вступают в контакт с исходным материалом, подлежащим переработке. Такая активационная обработка путем сульфирования хорошо известна специалисту в данной области техники, и ее можно осуществлять любым способом, уже описанным в литературе, в том числе на месте использования, то есть в реакторе, или вне реактора.
Гидрокрекинг высокого давления
В случае так называемого гидрокрекинга высокого давления катализатор гидрокрекинга вступает в контакт с исходным материалом в присутствии водорода при температуре, составляющей более 200°C, часто от 250°C до 480°C, преимущественно от 320°C до 450°C, предпочтительно от 330°C до 435°C, при давлении, составляющем от 2 МПа до 25 МПа (290-3625 фунтов на кв. дюйм), предпочтительно от 5 МПа до 20 МПа (725-2900 фунтов на кв. дюйм), при часовой объемной скорости, составляющей от 0,1 до 20 ч-1, предпочтительно от 0,1 до 6 ч-1 и предпочтительнее от 0,2 до 3 ч-1, причем количество вводимого водорода является таким, что объемное соотношение водорода и углеводорода (Нм3/м3) составляет от 80 до 5000 Нм3/м3 и наиболее часто от 100 до 2000 Нм3/м3. Эти технологические условия, используемые в способе согласно настоящему изобретению, делают возможным обеспечивать степень превращения в продукты с температурами кипения ниже 340°C и предпочтительно ниже 370°C, которая составляет более чем 10%, предпочтительно от 20 до 95% и предпочтительнее от 50 до 95%.
Гидрокрекинг можно осуществлять, используя реактор с неподвижным слоем или так называемый реактор с увлеченным слоем: реактор с подвижным слоем, реактор с кипящим слоем или суспензионный реактор. В случае реактора с неподвижным слоем один катализатор или несколько различных катализаторов можно использовать одновременно или последовательно. Стадию гидрокрекинга можно осуществлять, используя один или несколько каталитических неподвижных или подвижных слоев или неподвижный слой и подвижный слой, один или несколько реакторов, так называемую одностадийную или двухстадийную схему гидрокрекинга, как описано в патентной заявке США № 2007/0209968, в которой присутствует или отсутствует рециркуляция жидкой непереработанной фракции, необязательно в сочетании с катализатором гидроочистки, установленном выше по потоку относительно катализатора согласно настоящему изобретению.
Стадии гидрокрекинга, как правило, предшествует стадия гидроочистки, чтобы уменьшать содержание гетероатомов, потенциально вредных для находящегося ниже по потоку катализатора(катализаторов) гидрокрекинга. Катализатор гидроочистки включает, по меньшей мере, один аморфный носитель (как правило, оксид алюминия) и, по меньшей мере, один металл или соединение металла для выполнения функции гидрирования-дегидрирования (как правило, выбирают, по меньшей мере, по одному металлу из группы 6 и групп 8-10, предпочтительно, по меньшей мере, один металл группы 6 и, по меньшей мере, один неблагородный металл групп 8-10). Предпочтительно катализатор может также содержать другие элементы, такие как фосфор, и/или бор, и/или кремний, предпочтительно фосфор. Катализатор гидроочистки вступает в контакт в присутствии водорода при температуре, составляющей от 250°C до 450°C, предпочтительно от 320°C до 380°C, предпочтительнее от 330°C до 360°C, давление составляет от 2 МПа до 25 МПа (290-3625 фунтов на кв. дюйм), предпочтительно от 5 МПа до 20 МПа (725-2900 фунтов на кв. дюйм). Часовая объемная скорость составляет от 0,1 ч-1 до 10 ч-1, предпочтительно от 0,5 ч-1 до 5 ч-1, и водород вводят в таком количестве, что объемное соотношение водорода и углеводородов наиболее часто составляет от 100 до 2000 Нм3/м3.
Все катализаторы, которые используют в гидрокрекинге, относятся к бифункциональному типу, сочетая функцию кислоты и функцию гидрирования-дегидрирования. Кислотную функцию обеспечивают носители, у которых, как правило, удельная поверхность составляет от 150 до 800 м2/г, и которые содержат на поверхности кислые соединения, такие как галогенированные оксиды алюминия (в частности, хлорированные или фторированные), оксиды алюминия, аморфные двойные оксиды кремния и алюминия и цеолиты, или их сочетания. Функция гидрирования обеспечивается одним или несколькими металлами групп 8-10 периодической системы элементов или сочетанием, по меньшей мере, одного металла группы 6 и, по меньшей мере, одного металла групп 8-10 периодической системы элементов. Катализатор может представлять собой катализатор, который включает металлы групп 8-10, например, никель и/или кобальт, наиболее часто в сочетании, по меньшей мере, с одним металлом группы 6, например, молибденом и/или вольфрамом. Например, можно использовать катализатор, который содержит от 0,5 до 10 мас.% никеля (в расчете на оксид никеля NiO) и от 1 до 30 мас.% молибдена, предпочтительно от 5 до 20 мас.% молибдена (в расчете на оксид молибдена MoO3) на аморфном минеральном носителе. Суммарное содержание оксидов металлов группы 6 и групп 8-10 в катализаторе составляет, как правило, от 5 до 40 мас.% и предпочтительно от 7 до 30 мас.%. Массовое соотношение (в расчете на оксиды металла) металла(металлов) группы 6 и металла(металлов) групп 8-10 составляет, как правило, от приблизительно 20 до приблизительно 1 и наиболее часто от приблизительно 10 до приблизительно 2. В том случае, если катализатор включает, по меньшей мере, один металл группы 6 в сочетании с, по меньшей мере, одним неблагородным металлом групп 8-10, данный катализатор предпочтительно представляет собой сульфидированный катализатор.
Катализатор может также содержать активирующий элемент, такой как фосфор и/или бор. Этот элемент можно вводить в матрицу или предпочтительно наносить на носитель. Кремний можно также наносить на носитель в чистом виде или вместе с фосфором и/или бором. Катализаторы предпочтительно содержат кремний, который наносят на носитель, такой как оксид алюминия, необязательно с фосфором и/или бором, нанесенным на носитель, а также содержит, по меньшей мере, один металл групп 8-10 (Ni, Co) и, по меньшей мере, один металл группы 6 (Mo, W). Концентрация указанного элемента обычно составляет менее чем приблизительно 20 мас.% (в расчете на оксид) и наиболее часто менее чем приблизительно 10%. Концентрация оксида бора(III) (B2O3) составляет обычно от приблизительно 0 до приблизительно 10 мас.%.
Другие традиционные катализаторы включают цеолит Y типа фожазита (FAU), аморфный носитель (как правило, оксид алюминия) и, по меньшей мере, один металл или соединение металла для выполнения функции гидрирования-дегидрирования (как правило, по меньшей мере, по одному металлу, выбранному из группы 6 и групп 8-10, предпочтительно, по меньшей мере, один металл группы 6 и, по меньшей мере, один неблагородный металл групп 8-10).
Другие подходящие катализаторы представляют собой так называемые композитные катализаторы, описанные в патентной заявке США № 2007/0209968, которые включают, по меньшей мере, один металл или соединение металла для выполнения функции гидрирования-дегидрирования, который выбирают из группы 6 и групп 8-10, и носитель на основе двойного оксида кремния и алюминия и, по меньшей мере, один цеолитный носитель.
Предпочтительно катализатор гидрокрекинга включает, по меньшей мере, один металл групп 8-10, выбранный из Ni и/или Co, и, по меньшей мере, один металл группы 6, выбранный из Mo и/или W, на носителе из двойного оксида кремния и алюминия и/или цеолита.
Перед введением исходного материала катализаторы, используемые в способе согласно настоящему изобретению, предпочтительно подвергают предварительной обработке путем сульфидирования, чтобы превратить, по меньшей мере, частично, оксидные материалы в сульфиды, прежде чем они вступают в контакт с исходным материалом, подлежащим переработке. Такая активационная обработка путем сульфирования хорошо известна специалисту в данной области техники, и ее можно осуществлять любым способом, уже описанным в литературе, в том числе на месте использования, то есть в реакторе, или вне реактора.
Совместная переработка UBA
Поскольку UBA обескислороживают на стадии гидрореформинга в достаточной степени, чтобы обеспечить возможность смешивания с типичными исходными материалами нефтеперерабатывающего завода при относительно высоких концентрациях. UBA можно легко смешивать с большинством углеводородных топливных материалов в концентрациях, составляющих, по меньшей мере, вплоть до 50 мас.%. Таким образом, исходный материал, содержащий частично бионефть улучшенного качества (UBA), в которой присутствует или отсутствует жидкий углеводород, содержащийся в органической фазе, можно перерабатывать совместно с другими разнообразными ископаемыми исходными материалами на существующих стадиях гидропереработки и/или гидрокрекинга. Возможность смешивания UBA с ископаемыми исходными материалами обеспечивает легкость его использования в уже существующих установках гидропереработки и/или гидрокрекинга, повышая, таким образом, возможности эксплуатации нефтеперерабатывающих заводов и одновременно сокращая капитальные и эксплуатационные расходы по повышению качества бионефтей до уровня топливных материалов.
Ископаемый исходный материал, который можно совместно перерабатывать, как правило, содержит, по меньшей мере, 20 об.% соединений, кипящих выше 250°C, и часто, по меньшей мере, 50 об.% соединений, кипящих выше 350°C. Например, исходные материалы могут представлять собой атмосферные дистилляты или вакуумные дистилляты, например, дистилляты, полученные непосредственной дистилляцией сырой нефти или на перерабатывающих установках, таких как установка каталитического крекинга (FCC), установка для коксования или установка для легкого крекинга, и также исходные материалы, полученные на установках ароматической экстракции из основных смазочных масел, или полученные депарафинизацией растворителями из основных смазочных масел, или дистилляты, полученные в процессах гидропереработки и/или гидроочистки остатков в результате гидропереработки с неподвижным слоем, или с подвижным слоем, или с кипящим слоем, или суспензионным слоем остатков после перегонки при атмосферном давлении и/или остатков после перегонки в вакууме, и/или деасфальтизированные масла, полученные любым способом деасфальтизации растворителем при использовании легких растворителей, или исходный материал может также представлять собой деасфальтизированное масло или любую смесь исходных материалов, перечисленных выше. Представленный выше список не является ограничительным. Содержание нерастворимых в н-C7 веществ составляет, как правило, менее чем 5000 частей на миллион, предпочтительно менее чем 1000 частей на миллион и предпочтительнее менее чем 200 частей на миллион.
Жидкий продукт, полученный в результате гидропереработки и/или гидрокрекинга, который обозначен термином «UBB», как правило, содержит менее чем приблизительно 1 мас.% кислорода и менее чем приблизительно 0,1 мас.% воды. Общее кислотное число UBB обычно составляет чем 1 мг KOH/г. «Общее кислотное число» (TAN) выражается в мг KOH на 1 г масла. Оно означает количество гидроксида калия в миллиграммах, которое требуется для нейтрализации кислот в одном грамме масла. Существуют стандартные способы определения кислотного числа, такие как ASTM D 974 и DIN 51558 (для минеральных масел и дизельного биотоплива); или, в частности, для дизельного биотоплива во всем мире широко используют европейский стандарт EN 14104 и ASTM D664.
Высшая теплотворная способность (HHV) продукта UBB составляет приблизительно 45 МДж/кг, что сопоставимо с соответствующим параметром дизельного топлива. Конечная температура кипения UBB при измерении путем дистилляции, моделированной газовой хроматографией, например, согласно способу ASTM D2887, составляет менее чем приблизительно 500°C, предпочтительно менее чем 450°C.
UBB предпочтительно, по меньшей мере, частично рециркулирует на стадию гидрореформинга в виде жидкого углеводорода таким образом, что весь углерод в конечном гидропереработанном продукте представляет собой возобновляемый углерод (т.е. произведенный из биомассы).
Дополнительное повышение качества UBB
Качество UBB можно дополнительно повышать, если требуется получать топливо для транспортных средств, такое как дизельное топливо/керосин или реактивное топливо, соответствующее техническим условиям. Повышение качества UBB включает процессы гидрокрекинга с использованием катализаторов гидрокрекинга в условиях гидрокрекинга высокого давления (в отношении степени превращения и давления).
Технологические условия, используемые катализаторы и конфигурации реакторов для гидрокрекинга высокого давления UBB являются идентичными условиям, которые описаны для повышения качества исходного материала, содержащего бионефть частично улучшенного качества, с использованием (UBA) или без использования жидкого углеводорода, содержащегося в органической фазе, после стадии гидрореформинга.
Аналогично UBA, продукт UBB можно перерабатывать совместно с другими разнообразными исходными материалами, произведенными из нефти. Ископаемые исходные материалы, которые можно подвергать совместной переработке, идентичны материалам, описанным в случае повышения качества исходного материала, содержащего бионефть частично улучшенного качества, с использованием (UBA) или без использования жидкого углеводорода.
Объем настоящего изобретения можно понять посредством примеров, которые подробно описаны ниже. Хотя настоящее изобретение описано в отношении вариантов осуществления, которые в данное время считаются предпочтительными, следует понимать, что настоящее изобретение не ограничено описанными вариантами его осуществления, но предназначено для распространения на разнообразные модификации и эквиваленты, включенные в объем прилагаемой формулы изобретения.
Примеры
Далее представлены конкретные примеры настоящего изобретения; однако они не предназначены для его ограничения.
Оборудование
Следующие экспериментальные примеры осуществляли, используя устройство, проиллюстрированное на фиг.1 и 2. Фиг.1 представляет экспериментальную установку для первой стадии способа. При работе в непрерывном режиме водород 1 и азот 2, используемый в качестве индикатора, вводили в автоклавный реактор 9 фирмы Parr через регуляторы массового расхода 3 и 4, соответственно, в то время как бионефть 5 и углеводород 6 вводили в реактор через дозирующие жидкостные насосы 7 и 8 соответственно. Содержимое реактора перемешивали магнитной мешалкой 10, в то время как выходящий поток газов выпускали через трубчатый дефлегматор 11, регулятор обратного давления 12 и объемный газовый счетчик 13. Жидкий выходящий поток (UBA) выпускали через спеченный металлический фильтр 14, жидкостный холодильник 15, игольчатый клапан 16 в приемник 17, где происходило фазовое разделение. При работе в периодическом режиме клапаны 18, 19 и 20 закрывали после загрузки в реактор жидких и газообразных реагирующих веществ. Систему можно также эксплуатировать в полунепрерывном жидкостном режиме, в котором газы находились в непрерывном потоке, но жидкий продукт вручную выводили периодически через игольчатый клапан 20.
Эксперименты по непрерывной гидропереработке на второй стадии осуществляли, используя экспериментальную установку, проиллюстрированную на фиг.2. Водород 1 и азот 2, который использовали в качестве индикатора, вводили в трубчатый реактор 7, который содержал уплотненный слой катализатора 8. Бионефть частично улучшенного качества 5 вводили через дозирующий насос 6, в то время как жидкий выходящий поток, UBB, выводили посредством игольчатого клапана 10, собирали в резервуар 9, и газообразный выходящий поток выводили через регулятор обратного давления 11 и газовый счетчик 12.
Свойства бионефти
Большинство экспериментов проводили с бионефтью, полученной путем быстрого пиролиза смесей древесной массы лиственных пород. Содержание воды в нефти обычно составляло от 25 до 30 мас.%. В результате типичного анализа данной бионефти получены следующие данные, представленные в таблице 1:
Анализ бионефти
b Низшую теплотворную способность вычисляли по следующему уравнению: LHV (Дж/г) = HHV (Дж/г) - 218,13·H (мас.%).
Поверхность и поверхностное натяжение бионефти измеряли кольцевым методом дю Нуи (du Noüy), используя измеритель поверхностного натяжения Fisher 21 Tensiomat. Натяжение на поверхности раздела между бионефтью и насыщенным бионефтью UBA составляло 8,1 мН/м при 20°C, причем низкое значение показывало, что мала свободная энергия, требуемая для эффективного диспергирования в последнем, и этот факт является благоприятным для настоящего изобретения, поскольку он предполагает хорошую диспергируемость бионефти в предпочтительных условиях.
Способ изготовления катализатора
Углерод оказался особенно подходящим носителем для катализатора по сравнению с типичными носителями на основе оксидов металлов, таких как диоксид кремния или оксид алюминия, которые проявляют склонность к гидролизу и разрушению в обогащенных водой и кислотой средах при повышенных температурах. Некоторые из конкретных примеров, обсуждаемых в настоящем документе, осуществляли, используя нанесенные на углерод катализаторы, изготовленные примерным способом, описанном в примере 1.
Пример 1. Изготовление катализатора
Катализатор, обозначенный как 10Ni-5Cr/AC, содержащий 10% Ni и 5% Cr на активированном угле, изготавливали согласно следующей процедуре. Гексагидрат нитрата никеля Ni(NO3)2•6H2O (5 г) и моногидрат нитрата хрома Cr(NO3)3•H2O (3,8 г) растворяли в небольшом количестве деионизированной воды (~15 г). Носитель представлял собой активированный уголь Norit RX3 Extra (удельная поверхность составляла приблизительно 1400 см2/г, определенная вдавливанием шарика твердость по Бринеллю (Brinell) составляла 99, и объем пор составлял приблизительно 1 см3/г, причем приблизительно 75% его пористость составляли мезопоры и макропоры). Гранулы из активированного угля измельчали в порошок, диаметр частиц которого составлял приблизительно 1 мм. Часть приготовленного раствора абсорбировали носителем из угольного порошка до насыщения его пористости. Затем насыщенный уголь сушили при ~70°C на воздухе, после чего оставшийся раствор абсорбировали углем, который снова сушили при ~70°C. Полученный в результате пропитанный материал катализатора обжигали на воздухе при ~300°C в течение ~3 часов. Наконец, перед использованием его восстанавливали H2 при 330°C на месте использования.
Пример 2. Периодический гидрореформинг с использованием бутанола в качестве вспомогательного растворителя
Данный пример иллюстрирует использование н-бутанола в качестве вспомогательного растворителя для диспергирования бионефти в жидком углеводороде. И бионефть, и углеводороды проявляют высокую растворимость в бутаноле.
В автоклавный реактор помещали 10 г катализатора 10Ni/AC, изготовленного согласно примеру 1, и восстанавливали в слабом потоке водорода при 330°C в течение 3 часов. Реактор охлаждали, и в него добавляли 101,0 г бионефти, 30,1 г н-бутанола и 21,0 г ксилолов. Автоклав герметически закрывали, нагнетали абсолютное давление 900 фунтов на кв. дюйм (6,2 МПа), используя 10,5 л H2 в расчете на нормальную температуру и давление (NTP) и затем постепенно нагревали при перемешивании до 250°C в течение периода, составлявшего приблизительно 2,5 ч. Реактор выдерживали при 250°C в течение еще 2 ч и после этого охлаждали. Поскольку к этому времени абсолютное давление повышалось почти до 2000 фунтов на кв. дюйм (13,8 МПа), реактор быстро охлаждали до комнатной температуры, в результате чего абсолютное давление уменьшалось до 330 фунтов на кв. дюйм (2,3 МПа). Газообразный продукт газ, суммарный объем которого составлял 3,8 л, выпускали и анализировали. Анализ методом газовой хроматографии показал, что газ содержал 59,10% H2, 35,25% CO2, 4,88% CO и 0,77% CH4 по объему.
Исследование содержимого реактора не обнаружило никаких признаков полимеризации бионефти или коксообразования. Катализатор отфильтровывали от жидкого продукта, который разделяли на 93,6 г верхней гомогенной органической жидкой масляной фазы, вязкость которой составляла приблизительно 12 сП при 20°C, и 42,8 г нижней водной фазы. В реакторе не наблюдалось никакого осаждения смолы. Органическая жидкость содержала 5,31% (4,97 г), и водная фаза содержала 79,9% (34,19 г воды, определенной титрованием по Карлу Фишеру (Karl Fischer). Еще 1,5 г воды содержал катализатор (определено титрованием по Карлу Фишеру суспензии катализатора в метаноле). Катализатор тщательно промывали метанолом и сушили при 70°C. Не обнаружено увеличения массы катализатора в пределах экспериментальной ошибки, что свидетельствовало о незначительном или нулевом образовании кокса.
Реактор затем продували азотом и снова нагнетали водород до абсолютного давления 300 фунтов на кв. дюйм (2,1 МПа), после чего реактор быстро нагревали до 37°C, причем абсолютное давление повышалось приблизительно до 1800 фунтов на кв. дюйм (12,4 МПа), и выдерживали при этой температуре еще 2 ч. После резкого охлаждения до комнатной температуры абсолютное давление снижалось до 250 фунтов на кв. дюйм (1,7 МПа).
Суммарный объем газообразного продукта составлял приблизительно 3,5 л в расчете на нормальную температуру и давление. Его объемный состав включал 45,98% водорода, 31,23% CO2, 14,37% CO, 7,6% CH4 и 1,26% углеводородов C2+.
Материальный баланс осуществляли, используя бутанол, поскольку можно предполагать, что некоторая его часть может прореагировать и израсходоваться. Было обнаружено, что масляная фаза содержала 18,7 г бутанола и 5,0 г бутилацетат, в то время как водная фаза содержала 1,6 г бутанола, в результате чего суммарное эквивалентное извлечение бутанола составляло приблизительно 78,1%, подтверждая, что некоторое количество бутанола действительно было израсходовано.
После дистилляции 92,2 г органической жидкости приблизительно при 140°C получали 46 г обогащенного бутанолом и ксилолами дистиллята и 46 г остаточной бионефти частично улучшенного качества (PUB), содержащей 1,75 г бутанола, 3,67 г ксилолов и 1,14 г бутилацетата. Это показывает, что выход PUB составляет, по меньшей мере, приблизительно 40% исходной бионефти, и что основная ее масса кипит при температуре, превышающей 140°C.
Жидкостный хроматографический анализ водной фазы показал, что, помимо бутанола, она содержала 1,58 г метанола и 2,35 г уксусной кислоты.
Суммарное чистое потребление водорода составляло 10,14 л в расчете на нормальную температуру и давление (0,91 г), что соответствует приблизительно 0,9 мас.% в расчете на прореагировавшую бионефть. Однако поскольку кажется вероятным, что некоторое количество водорода образовалось из бутанола, эта величина, возможно, представляет собой недооценку. Аналогичным образом, чистое производство CO2 составило 1,33 л в расчете на нормальную температуру и давление, что соответствовало 4,8% в расчете на бионефть.
Этот результат показывает, что поскольку и углеводороды, и бионефти имеют высокую растворимость в бутаноле, предполагается, что бутанол представляет собой хороший вспомогательный растворитель для диспергирования бионефти в углеводородах, подтверждая, в принципе, возможность переработки бионефти в углеводородах без образования кокса с помощью диспергатора, в данном случае алканола в качестве вспомогательного растворителя.
a. Хотя потеря бутанола не является слишком большой, бутанол стоит относительно дорого; таким образом, желательно найти менее дорогостоящий диспергатор.
b. Эти данные предполагают, что основная масса водорода абсорбируется при относительно низкой температуре (~250°C), и, соответственно, что любой внутренний реформинг бионефти в водороде предпочтительно происходит при более высокой температуре (~320°C).
Пример 3. Периодический гидрореформинг с использованием бионефти частично улучшенного качества в качестве вспомогательного растворителя
Остаток от дистилляции бионефти частично улучшенного качества (PUB), полученный в примере 2, частично обескислорожен по сравнению с непереработанной бионефтью, и, таким образом, можно ожидать его более высокую гидрофобность. Было сделано предположение, что он мог бы сам служить в качестве вспомогательного растворителя (диспергирующего вещества). Соответственно, периодический эксперимент осуществляли способом, аналогичным примеру 2, но в качестве реагирующих веществ использовали 25 г PUB, 25 г бионефти, 12,4 г ксилолов и 5 г катализатора 10Ni/AC. В автоклав нагнетали водород до абсолютного давления, составлявшего 400 фунтов на кв. дюйм (2,7 МПа), и его быстро нагревали до температуры 320°C, при которой его выдерживали в течение 3 часов, и в это время максимальное достигнутое абсолютное давление составляло 1820 фунтов на кв. дюйм (12,5 МПа).
После охлаждения жидкий продукт разделяли на 38,1 г легкой органической масляной фазы и 10,4 г более плотной водной фазы. Водная фаза имела содержание воды 80,81 мас.%, а также содержала 1,96 г уксусной кислоты и 0,05 г метанола. Масляная фаза имела содержание воды 1,71% и динамическую вязкость 13,1 сП при 20°C.
Израсходовали 3,57 л водорода и получили 1,32 л CO2, что соответствовало потребление водорода 1,28 г H2/г бионефти.
Этот результат подтверждает, что бионефть частично улучшенного качества может действительно служить в качестве вспомогательного растворителя; таким образом, можно предложить непрерывный способ, в котором бионефть и углеводород поступают в перемешиваемый реактор, содержащий бионефть частично улучшенного качества и углеводороды.
Согласно оценке, смесь бионефти частично улучшенного качества и углеводородов, в данном случае ксилолов, называемая термином «UBA», содержала приблизительно 30,5 мас.% ксилолов.
Пример 4. Периодический гидрореформинг с использованием меньшего соотношения бионефти и ксилола
Соотношение бионефти и ксилола затем уменьшали от значения, составлявшего приблизительно 2 в примере 3, до приблизительно 1,5 посредством реакции 38,0 г бионефти и 18,3 г цельной жидкой органической фазы, полученной в примере 3 (содержащей приблизительно 8 г ксилола) вместе с дополнительными 17,2 г ксилола, используя 5 г катализатора 10Ni/AC при 320°C в течение 4 часов.
Получали 49,3 г органического масла, содержащего 1,44% воды. Его вязкость составляла 10,9 сП при 20°C; его высшая теплотворная способность (HHV) составляла 42,04 МДж/кг при определении с помощью калориметрической бомбы. (Для сравнения измеренная высшая теплотворная способность составляла 42,50 МДж/кг.)
Потребление водорода также значительно уменьшалось до приблизительно 1,1 мас.% непереработанной бионефти.
Этот пример также подтверждает, что содержание воды в масляной фазе можно сводить до минимума путем увеличения соотношения углеводорода и бионефти в реакционной смеси.
Пример 5. Периодический гидрореформинг с использованием поверхностно-активных веществ в качестве диспергирующего вещества
Данный пример иллюстрирует использование поверхностно-активного вещества в качестве диспергирующего вещества для бионефти в углеводородной текучей среде. Для иллюстрации было выбрано содержащее алкидный полимер полиэтиленгликоля (PEG) поверхностно-активное вещество Atlox™ 4914, (Uniqema), поскольку уже была показана его способность эмульгирования бионефти в дизельном топливе (D. Chiaramonti и др., Образование эмульсий из жидкого продукта пиролиза биомассы и дизельного топлива и их использование в двигателе. Часть 2: испытания в дизельных двигателях», Biomass and Bioenergy, 2003 г., т. 25, с. 101-111). В периодическом режиме реагировали 27,0 г бионефти в 54 г дизельного топлива № 2, содержащего 5% Atlox. В реактор нагнетали водород до абсолютного давления 550 фунтов на кв. дюйм (3,8 МПа) и быстро нагревали до 330°C, и затем реактор выдерживали при этой температуре в течение 4 часов.
После охлаждения 64,4 г легкой органической жидкой фазы, у которой плотность составляла лишь 0,860 г/см3 и содержание воды составляло лишь 0,2%, отделяли от 11,3 г водной фазы, содержащей 80% воды и 20% смеси органических веществ, включая 1,29 г уксусной кислоты и 0,81 г метанола.
Данный результат подтверждает предположение, что эффективность изобретенного способа больше обусловлена степенью физического диспергирования бионефти, чем каким-либо особым химическим эффектом. Он также подтверждает, что роль углеводорода не зависит от водород-донорного эффекта, поскольку ксилол не относится к известным донорам водорода. Для дальнейшего подтверждения эксперимент повторяли с известным водородным донором декалином в качестве углеводорода, и результаты оказались подобными во всех отношениях.
Поскольку вначале в реакторе отсутствовал UBA, чтобы способствовать диспергированию бионефти, данный результат, таким образом, открывает простой путь к инициированию процесса.
Пример 6. Гидропереработка UBA в периодическом режиме
Данный пример иллюстрирует возможность превращения бионефти частично улучшенного качества в углеводороды путем гидропереработки с традиционными катализаторами гидропереработки.
Эксперимент осуществляли в периодическом режиме, используя устройство на фиг.1. Использовали никель-молибденовый катализатора на оксиде алюминия (TK-559 от фирмы Haldor Topsoe); его измельчали и сульфидировали согласно рекомендованной производителем процедуре. Смешивали 33,0 г остатка от дистилляции бионефти частично улучшенного качества, полученного способом, аналогичным описанию в примере 2, с 4,0 г ксилолов и 5 г сульфидированного и восстановленного катализатора. В реактор нагнетали 14,0 л водорода в расчете на нормальную температуру и давление до абсолютного давления 1050 фунтов на кв. дюйм (7,2 МПа), быстро нагревали до 350°C и выдерживали при этой температуре в течение 4 часов, после чего быстро охлаждали; максимальное достигнутое абсолютное давление составляло приблизительно 1850 фунтов на кв. дюйм (12,8 МПа).
После охлаждения абсолютное давление снижалось приблизительно до 450 фунтов на кв. дюйм (3,1 МПа); оцениваемое потребление водорода составляло 8,51 л, и при этом получали 0,71 л CO2. Отсутствовали заметные признаки образования кокса или других твердых материалов. Жидкий продукт разделяли, получая 25,5 г легкой масляной фазы, содержащей 0,5 мас.% воды, и 3,5 г водной фазы, содержащей 90,0 мас.% воды.
Высшая теплотворная способность (HHV) масляной фазы составляла 46,50 МДж/кг при измерении с помощью калориметрической бомбы. Данный результат подтверждает, что бионефть частично улучшенного качества можно успешно подвергать гидропереработке, используя традиционные катализаторы.
Повторяя цикл использования гидропереработанного нефтяного продукта вместо ксилола в производстве бионефти частично улучшенного качества, концентрацию исходного ксилола в конечном продукте UBA можно асимптотически уменьшать до нуля, в результате чего конечный состав UBB приблизится к 100% возобновляемого углерода.
Пример 7. Гидропереработка UBA в реакторе с орошаемым слоем
В данном примере UBB получали в непрерывном поточном (орошаемом) режиме, используя трубчатый реактор, схема которого проиллюстрирована на фиг.2. Слой катализатора состоял из смеси 12 г измельченного после экструзии катализатора Co-Mo/Al2O3 (TK-558 BRIM™ от фирмы Haldor Topsoe), который был предварительно сульфидирован и восстановлен, с 28 г кварцевого песка. Исходный материал представлял собой UBA, к которому добавляли в небольшом количестве диметилдисульфид (DMDS), чтобы поддерживать сульфидирование катализатора, пропуская его в реактор при скорости 0,6 см3/мин вместе с потоком газообразного водорода, составлявшим приблизительно 100 см3/мин при нормальной температуре и давлении, в непрерывном режиме в течение периода, составлявшего приблизительно 2 суток.
Скорость реакции характеризует объемная скорость (WHSV), которая в настоящем документе определяется как соотношение поступающей в течение часа массы бионефти частично улучшенного качества, за исключением углеводородного содержания исходного материала UBA, и массы катализатора. Считая, что исходный материал содержал 60% бионефти частично улучшенного качества, соответствующее значение объемной скорости (WHSV) составляло приблизительно 2 ч-1. Температуру поддерживали на уровне 325°C, и абсолютное давление составляло 1900 фунтов на кв. дюйм (13,1 МПа).
Продукт представлял собой прозрачное желтое масло, обозначенное термином «UBB». Согласно оценкам, он содержал приблизительно 7-9% ксилолов. Некоторые из его общих свойств определены следующим образом (таблица 2):
Физические и химические свойства UBB
Кроме того, вычислили октановое число по исследовательскому методу (RON), составлявшее приблизительно 97, используя данные о составе в приведенной выше таблице, хотя необходимо отметить, что эта оценка является очень грубой, поскольку вычисления проводили на основании метода, предназначенного для бензина на основе нефти.
Спектр ЯМР 1H продукта (UBB) представлен на фиг.5, и его спектр ЯМР 13C представлен на фиг.6.
Пример 8. Пример полунепрерывного производства UBA
Данный пример иллюстрирует полунепрерывное производство UBA с рециркуляцией UBB в реакторе с конфигурацией, представленной на фиг.1, где автоклав работает как резервуарный реактор с непрерывным перемешиванием (CSTR). Газообразный водород (1), который подавали через регулятор массового расхода (3), поступал непрерывным потоком, но заданное количество бионефти и углеводорода (UBB) подавали в периодическом режиме. После каждого добавления бионефти соответствующее количество продукта (UBA) вручную выпускали через игольчатый клапан (16) в сборный резервуар (17) в таких количествах, чтобы поддерживать приблизительно постоянный объем жидкости в реакторе.
Чтобы сводить до минимума потерю углеводородов из реактора, осуществляли рециркуляцию углеводородной фракции с температурой кипения >140°C из продукта UBB, который получали способом, описанным в примере 7. Суспензию 10 г катализатора Ni-Cr/AC, полученного согласно примеру 1, и приблизительно 50 г UBB помещали в реактор, где катализатор восстанавливали H2 при 330°C в течение приблизительно 3 часов.
После этого в реактор загружали сначала 100 г смеси непереработанной бионефти (BCO), UBA и UBB в соотношении 2:2:1, соответственно. (Полагая, что UBA состоит из ~50% бионефти частично улучшенного качества (PUB) и 50% углеводорода UBB, эффективное соотношение BCO:PUB:UBB составляет 2:1:2.)
Вместо подачи чистой бионефти ее подавали в виде смеси 1:1 с UBA (плотность ~1), чтобы сводить до минимума закупоривание впускной трубы вследствие полимеризации в ней бионефти. По 25 г этой исходной смеси перекачивали в реактор с 45-минутными интервалами вместе с 6,25 г UBB, который подавали отдельно. Газообразный водород непрерывно поступал при скорости 140 см3/мин в расчете на нормальную температуру и давление, в то время как реактор поддерживали при абсолютном давлении 1850 фунтов на кв. дюйм (12,8 МПа) и температуре 330°C. При этом вручную выводили приблизительно 24 г жидкого продукта, включая приблизительно 5 г водной фазы.
В конце первых суток было собрано 175 г органического жидкого продукта UBA и 38 г водной фазы, имеющей pH 3,1. Водная фаза содержала приблизительно 8% уксусной кислоты.
Далее представлены некоторые физические свойства UBA (таблица 3):
Физические свойства UBA
Средняя объемная скорость (WHSV) составляла приблизительно 1,3 ч-1 в расчете на исходную непереработанную бионефть. Газовую фазу также анализировали с регулярными интервалами во время эксперимента. Далее приведены типичные результаты анализа объемного состава (таблица 4):
Анализ объемного состава газовой фазы
В герметизированном состоянии заполненный водородом реактор оставляли на ночь для охлаждения до комнатной температуры. На следующий день его нагревали до рабочей температуры, после чего возобновляли подачу бионефти. Продукты (UBA, водная фаза и газ) были, в основном, такими же, как раньше, и данную процедуру повторяли в последующие дни.
На шестой день после получения в сумме 1,02 кг UBA, что соответствовало приблизительно 2,3 кг непереработанной бионефти, было обнаружено, что фаза UBA фаза медленно разделялась на 80% легкой фазы (LUBA) и 20% тяжелой фазы (HUBA), свойства которых представлены ниже в таблице (таблица 5):
Физические свойства LUBA и HUBA
После этого эксперимент прекращали, хотя следует отметить, что ежедневное циклическое изменение температуры катализатора не могло существенно повлиять на его устойчивость и долговечность.
После повторных экспериментов, подобных описанным в примерах 6 и 7, в которых ксилолы, использованные на первой стадии, постепенно заменяли гидропереработанной бионефтью (UBB), уровень ксилола в конечном продукте UBB уменьшался приблизительно до 6%. Образцы UBA, которые подвергали более подробному анализу, получали, главным образом, в трубчатом реакторе, как описано в примере 8.
Спектр ЯМР 1H продукта (UBA) представлен на фиг.7, и его спектр ЯМР 13C представлен на фиг.8. Следующая таблица (таблица 6) сопоставляет элементарные составы UBA и UBB (мас.%).
Элементарный состав UBA и UBB (мас.%)
Пример 9. Сравнение Ni и NiCr в качестве катализатора для производства UBA
Данный пример иллюстрирует эффективность катализатора 10Ni/AC в сравнении с катализатором 10Ni-5Cr/AC примера 8. Эксперимент осуществляли аналогичным примеру 8 способом, за исключением того, что исходное соотношение бионефти, UBA и UBB составляло 2:1:1 вместо 2:2:1.
В остальных отношениях технологические условия и продукты были аналогичны примеру 8. В данном случае двухфазный продукт UBA получали уже через 3 суток эксперимента. Однофазный (гомогенный) UBA снова получали при уменьшении объемной скорости (WHSV) от 1,4 до 0,8 ч-1.
Далее, в примере 8 оцениваемое соотношение бионефти и PUB составляло 2 и соотношение бионефти и UBB составляло 1,3, но в настоящем примере соотношение бионефти и PUB составляло 4, и соотношение бионефти и UBB составляло 1. Как и следовало ожидать, более высокое соотношение бионефти и бионефти частично улучшенного качества является менее благоприятным, поскольку последняя считается действующей как диспергирующее вещество. Соответственно, катализаторы сравнивали при аналогичных соотношениях: 10 г катализатора 10Ni-5Cr/AC использовали для исходного материала, в котором соотношении бионефть:UBA:UBB составляло 2:1:1, и температура реакции составляла 330°C. В данном примере затрачено 9 суток (эквивалентно работе в течение 68 часов), чтобы разделить продукт UBA на фазы LUBA и HUBA, которые имели следующие свойства (таблица 7):
Физические свойства LUBA и HUBA
Как и ранее, уксусная кислота составляла 7,8% водной фазы.
Авторы сделали вывод, что легирование частиц Ni восстановленными оксидами хрома существенно увеличивает срок службы катализатора в условиях эксплуатации.
Пример 10. Гидропереработка UBA в UBB с орошаемым слоем несульфидированного катализатора
Поскольку биомасса, как правило, содержит лишь небольшое количество серы, исследовали использование несульфидированного катализатора, чтобы проверить также возможность исключения использования серы. Был выбран катализатор гидропереработки NiMo/Al2O3 (TK-559 BRIM™ от фирмы Haldor Topsoe), содержащий 2% Ni и 10% Mo. Эксперимент проводили аналогично примеру 7, за исключением того, что каталитический слой содержал 6 г катализатора, разбавленного 36 г песка, и катализатор только восстанавливали при 350°C, но не сульфидировали.
Разнообразные образцы UBA, включая LUBA и HUBA, прокачивали над катализатором при объемной скорости (WHSV), составлявшей от 2,4 до 4,0 ч-1, и температуре от 325 до 350°C, в то время как абсолютное давление поддерживали на постоянном уровне 1900 фунтов на кв. дюйм (13,1 МПа), и скорость потока водорода фиксировали на уровне 150 см3/мин в расчете на нормальную температуру и давление. Плотность продуктов UBB составляла от 0,82 до 0,84 г/см3, в то время как содержание воды в них составляло от менее чем 0,01 до 0,14 мас.%. Среднемолярный процентный состав газообразного выходящего потока включал H2 (79,8%), CO2 (2,0%), CO (1,0%), CH4 (12,9%) и C2+ (4,3%). Среднее потребление водорода составляло 1,52 мас.% в расчете на исходный материал UBA.
В итоге, в течение нескольких суток 1 кг UBA перерабатывали, используя 6 г катализатора. По полученным результатам авторы сделали вывод, что UBA можно устойчиво подвергать гидропереработке с восстановленными несульфидированными катализаторами, таким образом, что посредством рециркуляции UBB можно получать топливные материалы, имеющие очень низкое содержание серы.
Пример 11. Молекулярно-массовые распределения UBA и UBB
Распределения молекулярных масс (MW) для образцов UBA и UBB после рециркуляции более чем 90%, которая приблизительно соответствовала равновесному состоянию, измеряли методом гельпроникающей хроматографии (GPC), используя колонку, содержащую Phenogel™ (диаметр частиц 5 мкм, размер пор 50 Å) от фирмы Phenomenex, колонку элюировали тетрагидрофураном и калибровали по стандартам из полистирола. Результаты проиллюстрированы на фиг.4, где представлена зависимость ненормированной интенсивности от времени элюирования. Часть (a) представляет сравнение непереработанной бионефти с продуктами UBA и UBB. Время логарифмически связано с молекулярной массой, поэтому индикаторы, приблизительно соответствующие MW 2000 и 100, дополнительно представлены на чертеже. Видно, что реакции полимеризации подавляются, поскольку пик высокомолекулярных компонентов около MW 2000 в случае непереработанной бионефти практически отсутствует в случаях UBA и UBB. В то же время, также подавляется и низкомолекулярный пик, обусловленный, главным образом, и, в целом, происходит существенное сужение молекулярно-массового распределения бионефти. Основная масса UBA соответствует MW <1000, в то время как основная масса UBB соответствует MW <500. Продукт UBB сопоставим с бензином № 2 и дизельным топливом в частях (b) и (c), соответственно. Авторы сделали вывод, что оба продукта улучшения качества бионефти (UBA и UBB) представляют собой бимодальные смеси подобных бензину и подобных дизельному топливу компонентов.
Спектр ЯМР 1H продукта (UBB) представлен на фиг.5, и его спектр ЯМР 13C представлен на фиг.6.
Образцы непереработанной бионефти, UBA и UBB также подвергали моделированной дистилляции с использованием капиллярной газовой хроматографии. Результаты сопоставлены на фиг.9.
Следует отметить, что UBB представляет собой чистый дистиллят, т.е. он полностью выкипает при температуре ниже 450°C. Соответствующая газовая хроматограмма UBB представлена на фиг.10.
Пример 12. Сравнение различных содержащих переходные металлы катализаторов периодического гидрореформинга
Исследовали другие разнообразные катализаторы, содержащие переходные металлы на разнообразных носителях. Следующие примеры описывают ряд переходных металлов, нанесенных индивидуально и в сочетаниях на носители из активированного угля, поскольку активированный уголь оказался наиболее эффективным из исследованных носителей. Катализаторы изготавливали согласно примеру 1, используя соответствующие растворимые соли металлов.
Эксперименты в периодическом режиме осуществляли таким способом, как описано в примере 3. Во всех случаях 4,5 г катализатора, содержащего металл на активированном угле, восстанавливали на месте использования, после чего приблизительно 66 г смеси бионефти, UBA и UBB в соотношении 2:1:1, соответственно, вводили в автоклавный реактор, и реакция протекала в течение 4 часов при 330°C с введением достаточного количества водорода (включая азот в качестве индикатора), чтобы довести суммарное абсолютное давление до 1900 фунтов на кв. дюйм (13,1 МПа) при температуре реакции. В большинстве случаев после охлаждения реакционная смесь разделялась на две жидкие фазы, т.е. UBA и водную фазу. Результаты кратко представлены ниже в таблице (таблица 8). Полная масса исходного материала, включая бионефть, UBA и UBB, представлена в столбце 3, в то время как столбец 4 представляет массовое соотношение масляной фазы (UBA) и водной фазы в продуктах. Во всех случаях содержание уксусной кислоты в водной фазе составляло от 7 до 12%. Следующие три столбца представляют плотность, содержание воды и общее кислотное число (TAN) масляной фазы. Следующие пять столбцов представляют выходы различных газов, выраженные в процентах от массы использованной бионефти, в то время как последний столбец представляет массовые процентные соотношения органических веществ в водной фазе. Водород представлен отрицательными значениями, поскольку он расходуется.
Точность данного исследования подтверждена результатами повторных экспериментов с катализатором Ni-Cr/AC (строки 1 и 2). Эксперименты, отмеченные звездочкой (медь и молибден, эксперименты 4 и 12), приводили к образованию двух масляных фаз, т.е. LUBA и HUBA. В итоге, результаты подтверждают, что многочисленные переходные металлы, индивидуально или в сочетании, способны катализировать реакцию гидрореформинга в условиях настоящего изобретения.
Содержащий марганец катализатор приводил к низкой концентрации органических соединений в водной фазе. По существу, водная фаза при использовании содержащих хром и марганец катализаторов (строки 1 и 11) отличалась близкими к бесцветным продуктами, находящимися в водной фазе.
Диоксид циркония и марганец способствуют образованию CO2, что является желательным, как обсуждалось в предыдущем разделе, поэтому неудивительно, что в случае марганца наблюдалось минимальное потребление водорода.
Авторы сделали вывод, что гидрореформинг можно осуществлять, используя широкое разнообразие катализаторов, содержащих переходные металлы на носителях, хотя содержащие никель и хром или марганец катализаторы оказываются наиболее эффективными.
Сравнение различных катализаторов, содержащих переходные металлы
1,43
n.a.
n.a.
81*
n.a.
n.a.
Пример 13. Сравнение гидрореформинга различных бионефтей в периодическом режиме с поверхностно-активным веществом
Состав бионефтей изменяется в ограниченных пределах в зависимости от природы исходного материала биомассы, из которой они произведены. Обычные исходные материалы для пиролиза включают древесную массу лиственных и хвойных пород, отходы лесной промышленности и отходы сельского хозяйства, например, пшеничную или кукурузную солому, сухие измельченные волокна сахарного тростника (багасса), отходы от производства пальмового масла и т.д., а также осадок сточных вод.
Кроме того, в процессе хранения бионефти становятся склонными к реакциям конденсации, которые приводят к увеличению содержания воды и полимеризации, что может, в конечном счете, приводить к самопроизвольному фазовому разделению. Действительно, даже некоторые свежие бионефти склонны к фазовому разделению, если исходный материал биомассы, из которой они произведены, естественно содержит гидрофобные материалы, такие как жиры и воски, или если в нем присутствует высокая пропорция воды.
Большинство экспериментов, описанных в настоящем документе, осуществляли, используя свежие бионефти из древесной массы лиственных пород. Таким образом, важно проверить применимость настоящего изобретения в случае более широкого разнообразия бионефтей из более широкого разнообразия исходных материалов. Следующие эксперименты осуществляли, используя бионефти, которые получали их разнообразных исходных материалов биомассы и выдерживали в течение различных сроков, составлявших несколько лет. Соответственно, все они имели очень высокое содержание воды и в некоторых случаях разделялись на несколько фаз.
Эксперименты по гидрореформингу в периодическом режиме осуществляли способом, аналогичным примеру 5, где бионефти перерабатывали в ксилоле, используя Atlox 4919 в качестве эмульгатора (таблица 9). В каждом случае приблизительно 30 г каждого вида бионефти и ксилола, содержащего 5% Atlox, обрабатывали водородом, используя 4,5 г катализатора 10Ni-5Cr/AC. (В случае бионефтей, полученных из древесной массы хвойных пород, происходило фазовое разделение, поэтому бионефти гомогенизировали и нагревали перед отбором образцов.) Реакции осуществляли в течение 4 часов в потоке водорода при температуре 330°C и абсолютном давлении 1800 фунтов на кв. дюйм (12,4 МПа).
Сравнение различных бионефтей
Авторы сделали вывод, что ни качество, ни происхождение биомассы для бионефти не является фактором, препятствующим осуществлению способа согласно настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР И ПРОЦЕСС ГИДРОДЕОКСИГЕНАЦИИ КИСЛОРОДОРГАНИЧЕСКИХ ПРОДУКТОВ ПЕРЕРАБОТКИ РАСТИТЕЛЬНОЙ БИОМАССЫ | 2010 |
|
RU2440847C1 |
| ПЕРЕРАБОТКА ОСТАТКА ВАКУУМНОЙ ДИСТИЛЛЯЦИИ НЕФТИ И ВАКУУМНОГО ГАЗОЙЛЯ В СИСТЕМАХ РЕАКТОРОВ С КИПЯЩИМ СЛОЕМ | 2015 |
|
RU2654478C2 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ (ВАРИАНТЫ) И ПРОЦЕСС ГИДРОДЕОКСИГЕНАЦИИ КИСЛОРОДОРГАНИЧЕСКИХ ПРОДУКТОВ БЫСТРОГО ПИРОЛИЗА БИОМАССЫ | 2007 |
|
RU2335340C1 |
| ПЕРЕРАБОТКА ОРГАНИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2603965C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОСТАДИЙНОЙ ГИДРООЧИСТКИ И ГИДРОКРЕКИНГА | 2018 |
|
RU2725152C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ВОДОРОДА ИЗ ГИДРОПЕРЕРАБОТАННОГО ОТХОДЯЩЕГО ГАЗА ОТПАРНОЙ КОЛОННЫ | 2016 |
|
RU2699132C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГИДРОИЗОМЕРИЗАЦИИ ГИДРОПЕРЕРАБОТАННОГО ПОТОКА ЖИДКОСТИ | 2018 |
|
RU2741014C1 |
| КАТАЛИЗАТОР ГИДРОДЕОКСИГЕНАЦИИ КИСЛОРОДОРГАНИЧЕСКИХ ПРОДУКТОВ ПЕРЕРАБОТКИ РАСТИТЕЛЬНОЙ БИОМАССЫ И ПРОЦЕСС ГИДРОДЕОКСИГЕНАЦИИ С ПРИМЕНЕНИЕМ ЭТОГО КАТАЛИЗАТОРА | 2011 |
|
RU2472584C1 |
| СПОСОБ ОБЛАГОРАЖИВАНИЯ ЧАСТИЧНО ПОДВЕРГНУТОГО КОНВЕРСИИ ВАКУУМНОГО ОСТАТКА | 2015 |
|
RU2673803C1 |
| Способ получения углеводородов | 2014 |
|
RU2663669C2 |
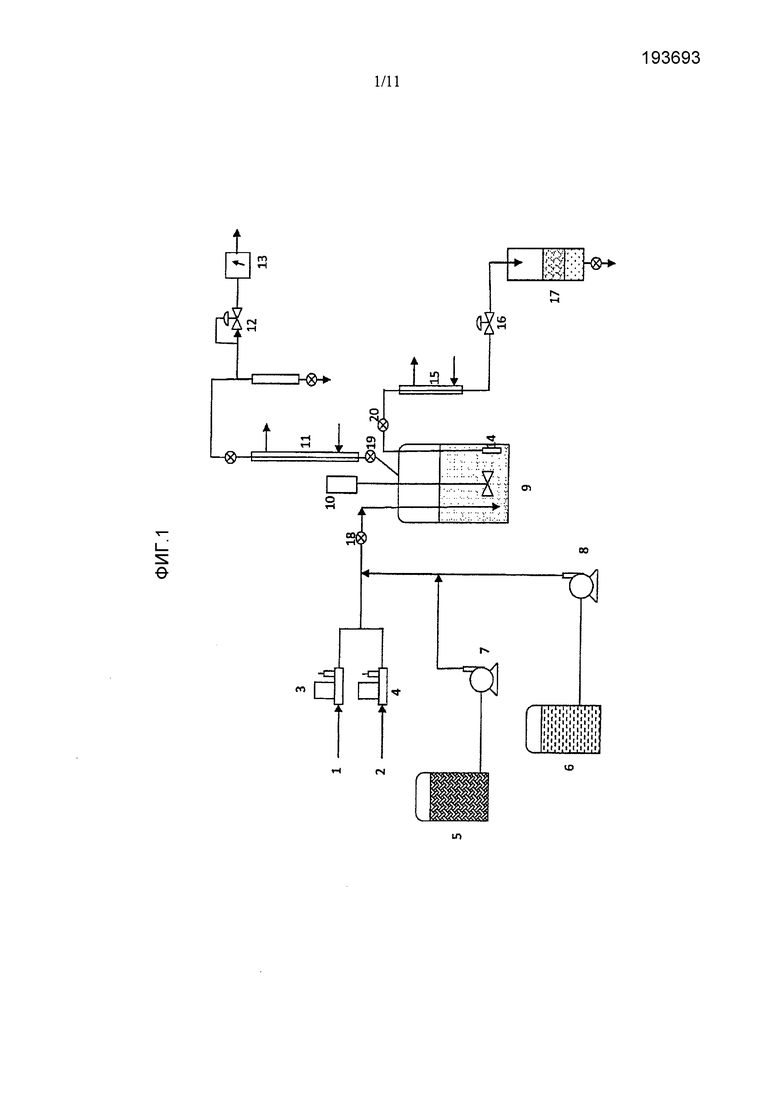
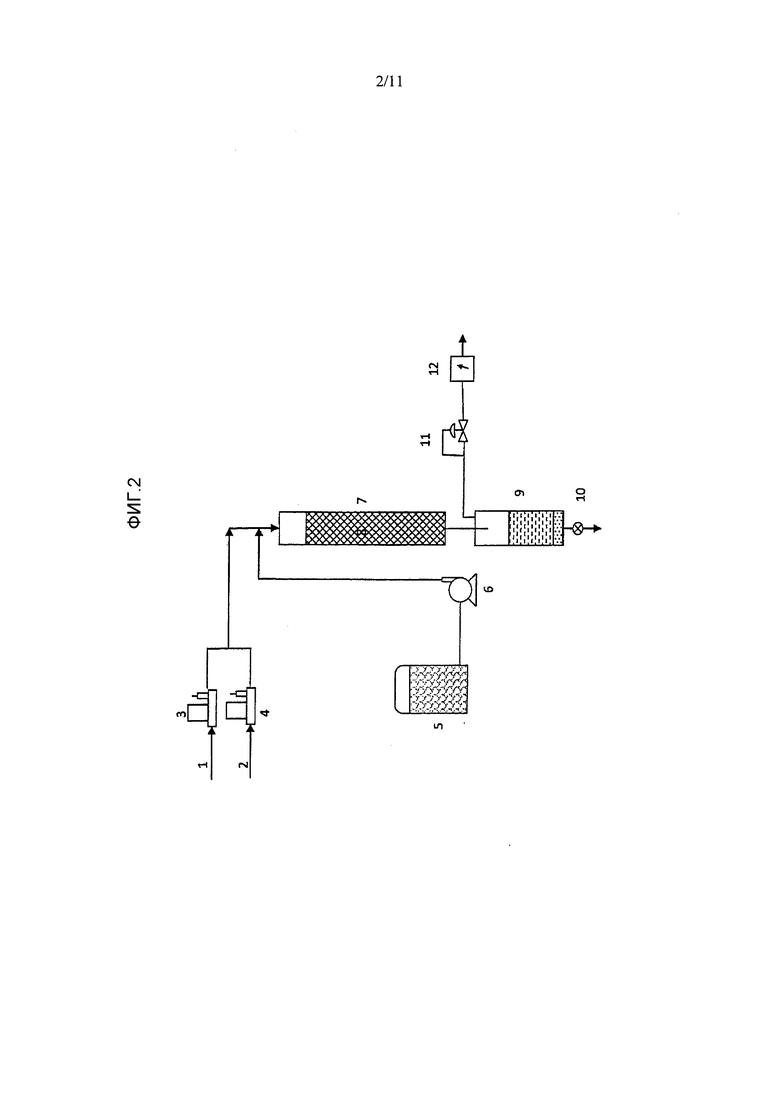
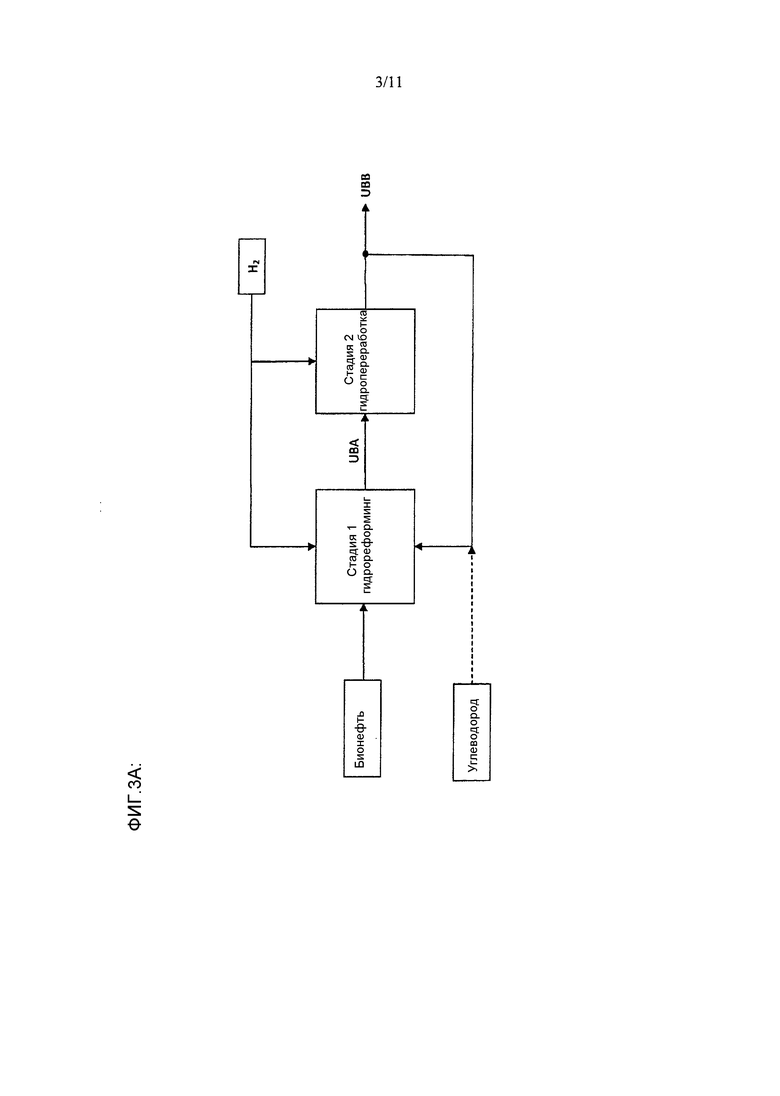
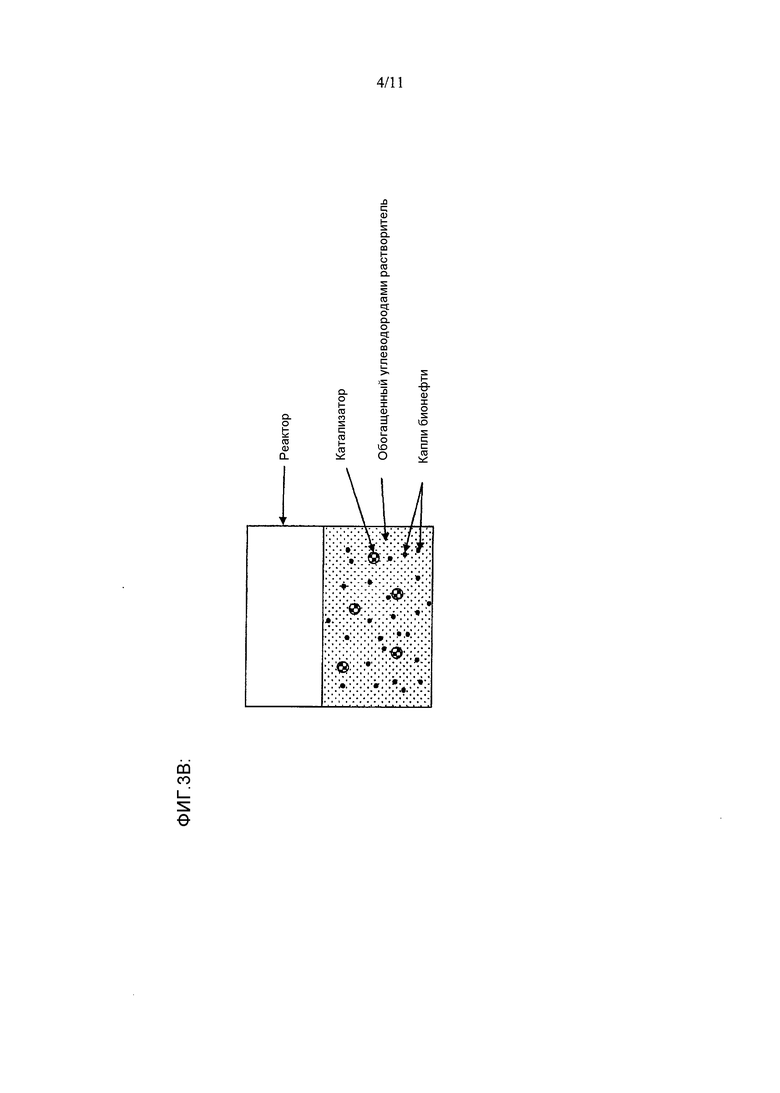
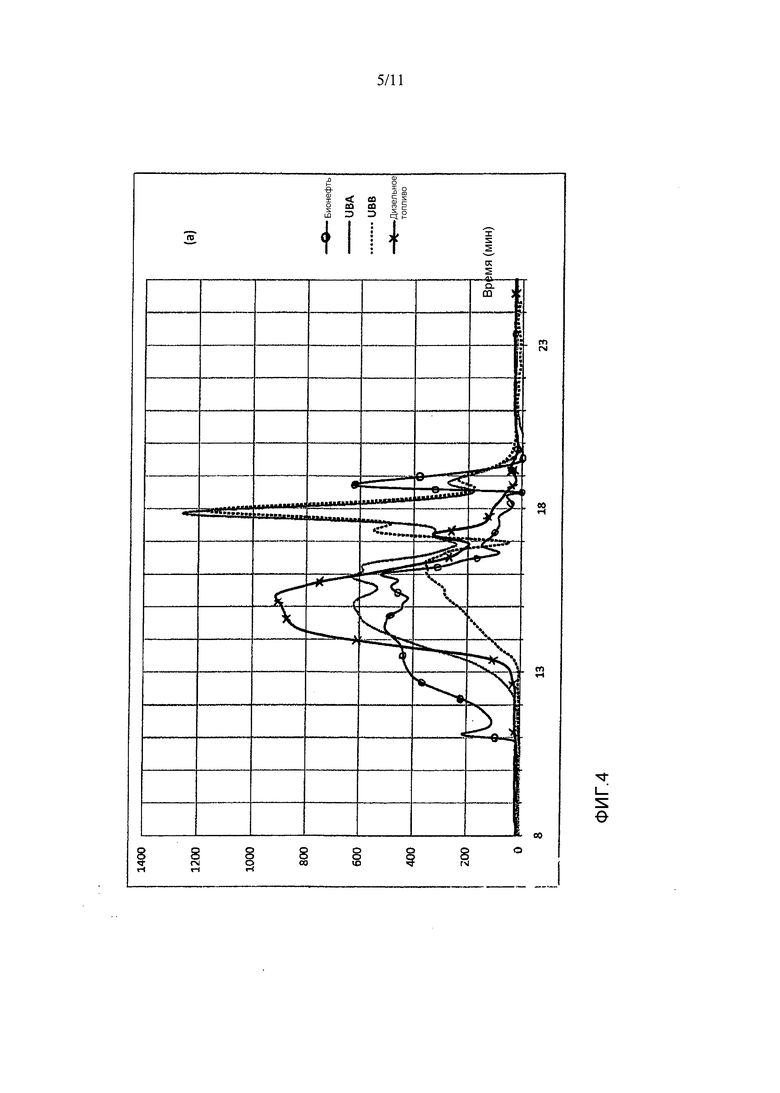
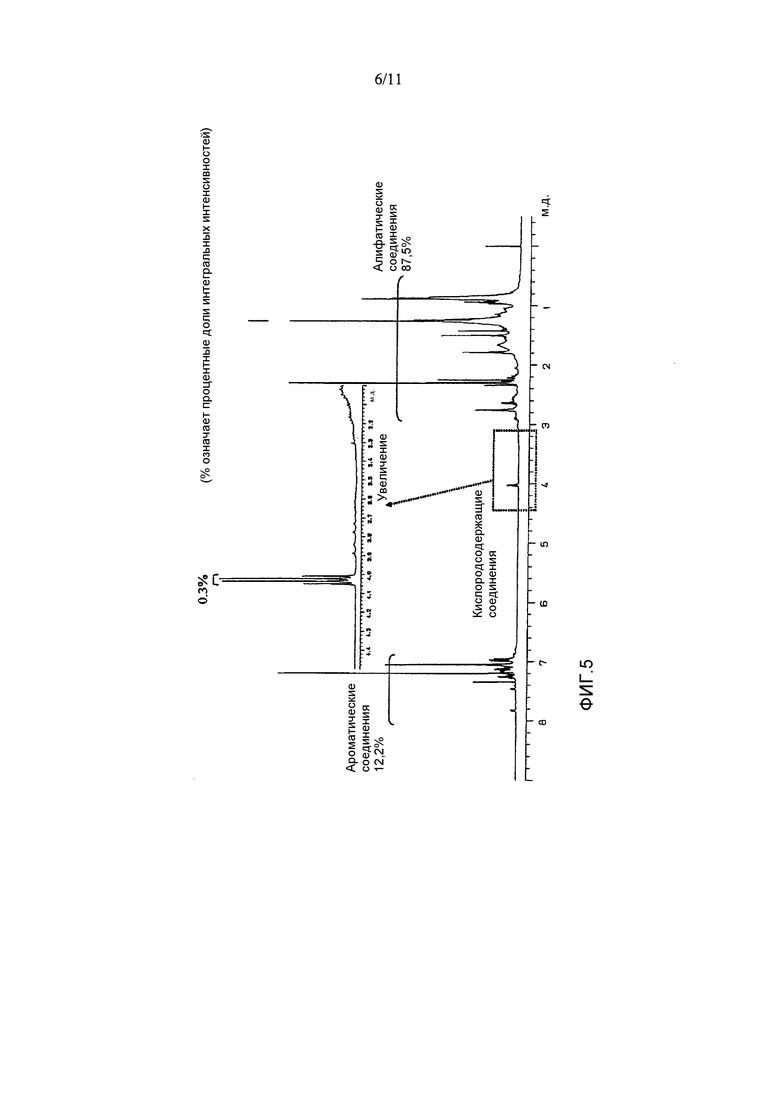
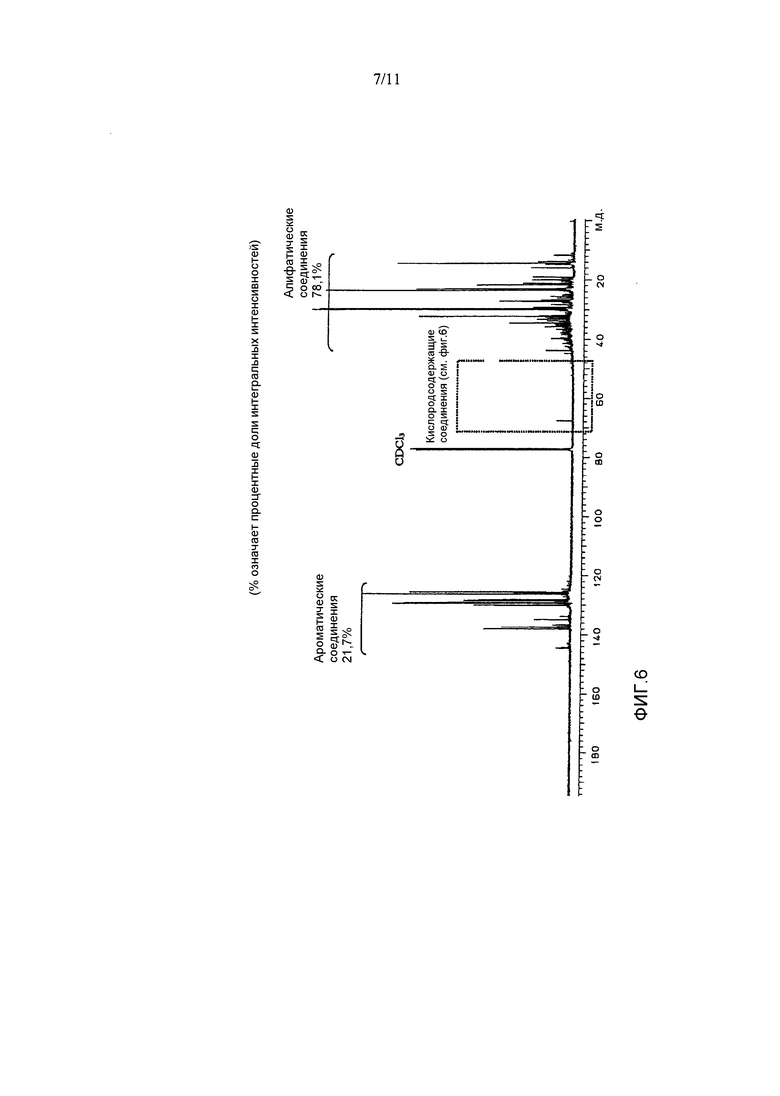
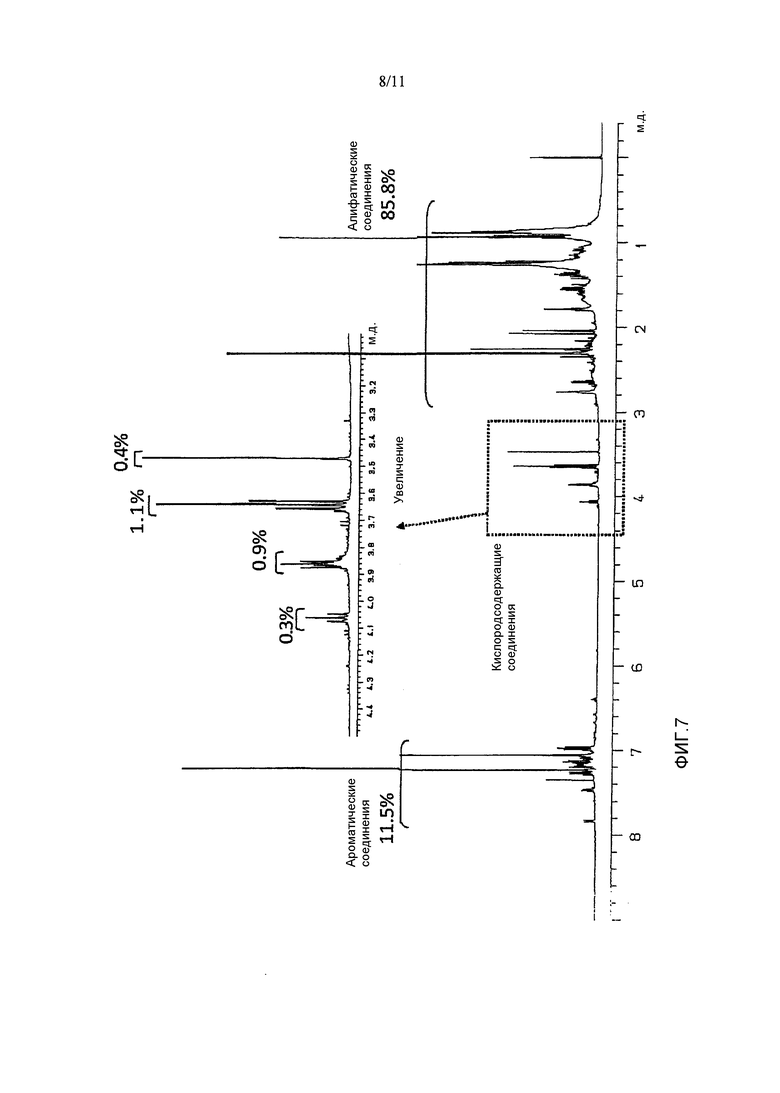
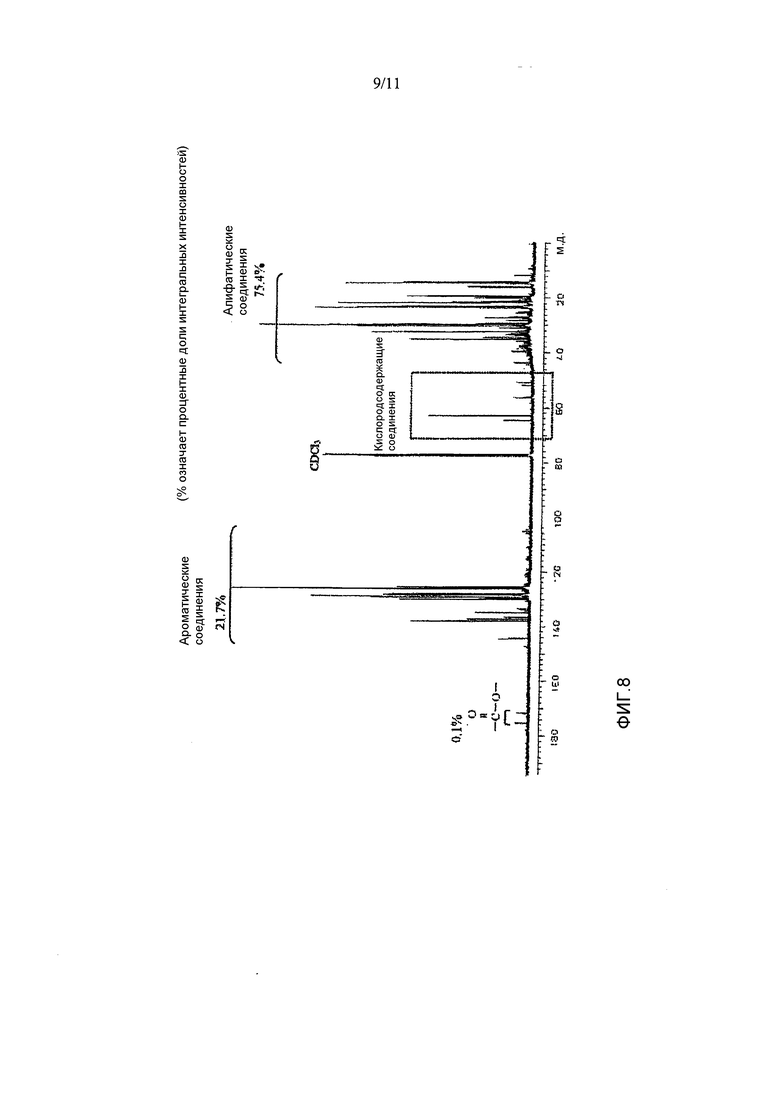
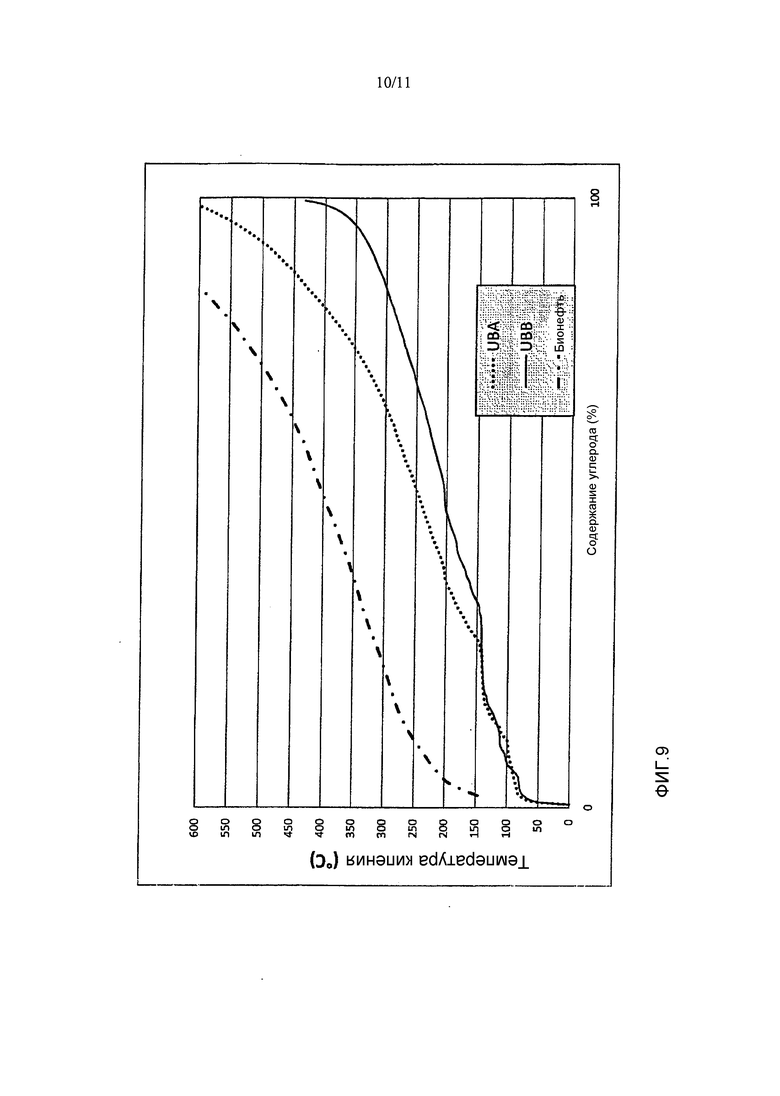
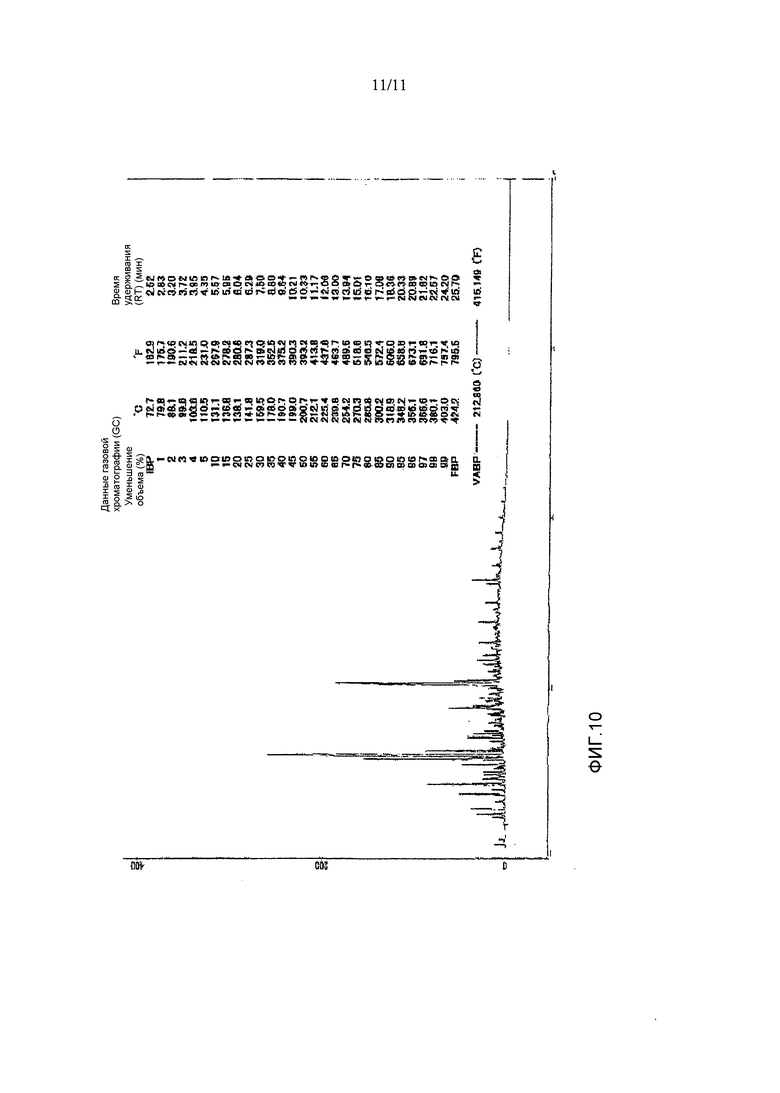
Изобретение относится к получению из биомассы топливных материалов. Способ обработки исходного материала, содержащего бионефть, включает: диспергирование исходного материала, содержащего бионефть, в жидкость углеводородного типа, выбранную из ароматического углеводородного растворителя, нафтенового углеводородного растворителя, нафтеноароматического углеводородного растворителя, произведенного из ископаемого или полученного из биомассы топлива жидкого углеводорода и/или рециркулирующего жидкого углеводорода, полученного в результате последующей стадии(стадий) гидропереработки и/или гидрокрекинга и/или мягкого гидрокрекинга бионефти улучшенного качества, с помощью диспергирующего вещества, выбранного из поверхностно-активного вещества или кислородсодержащего растворителя, чистого или смешанного, выбранного из алканола, кетонов, сложных эфиров и фенольных соединений, или рециркулирующей бионефти частично улучшенного качества, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, со стадии гидрореформинга, направление полученной в результате дисперсии на стадию гидрореформинга водородом под давлением в присутствии, по меньшей мере, одного содержащего переходные металлы катализатора, где стадию гидрореформинга осуществляют при температуре от приблизительно 250°C до приблизительно 450°C и при абсолютном давлении, составляющем приблизительно от 3,4 до 27,6 МПа, разделение выходящего потока после стадии гидрореформинга на водную фазу и, по меньшей мере, одну органическую фазу, содержащую бионефть частично улучшенного качества и жидкость углеводородного типа, где частично улучшенную бионефть, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, дополнительно направляют на стадию гидропереработки в присутствии водорода и катализатора гидропереработки при температуре от 250°C до 450°C, при давлении от 2 МПа до 25 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1 и/или стадию гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре выше 200°C при давлении от 2 МПа до 25 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1 и/или на стадию мягкого гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре от 250°C до 480°C, при давлении от 2 МПа до 12 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1 с получением жидкого углеводородного продукта. Технический результат - улучшение конверсии бионефти без значительного образования кокса или полимеров бионефти. 11 з.п. ф-лы, 9 табл., 10 ил., 13 пр.
1. Способ обработки исходного материала, содержащего бионефть, включающий:
- диспергирование исходного материала, содержащего бионефть, в жидкость углеводородного типа, выбранную из ароматического углеводородного растворителя, нафтенового углеводородного растворителя, нафтеноароматического углеводородного растворителя, произведенного из ископаемого или полученного из биомассы топлива жидкого углеводорода и/или рециркулирующего жидкого углеводорода, полученного в результате последующей стадии(стадий) гидропереработки и/или гидрокрекинга и/или мягкого гидрокрекинга бионефти улучшенного качества, с помощью диспергирующего вещества, выбранного из поверхностно-активного вещества или кислородсодержащего растворителя, чистого или смешанного, выбранного из алканола, кетонов, сложных эфиров и фенольных соединений, или рециркулирующей бионефти частично улучшенного качества, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, со стадии гидрореформинга,
- направление полученной в результате дисперсии на стадию гидрореформинга водородом под давлением в присутствии, по меньшей мере, одного содержащего переходные металлы катализатора, где стадию гидрореформинга осуществляют при температуре от приблизительно 250°C до приблизительно 450°C и при абсолютном давлении, составляющем приблизительно от 3,4 до 27,6 МПа,
- разделение выходящего потока после стадии гидрореформинга на водную фазу и, по меньшей мере, одну органическую фазу, содержащую бионефть частично улучшенного качества и жидкость углеводородного типа,
- где частично улучшенную бионефть, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, дополнительно направляют на стадию гидропереработки в присутствии водорода и катализатора гидропереработки при температуре от 250°C до 450°C, при давлении от 2 МПа до 25 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1 и/или стадию гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре выше 200°C при давлении от 2 МПа до 25 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1 и/или на стадию мягкого гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре от 250°C до 480°C, при давлении от 2 МПа до 12 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1 с получением жидкого углеводородного продукта.
2. Способ по п. 1, в котором органическая фаза содержит менее чем приблизительно 15 мас.% кислорода и менее чем приблизительно 2 мас.% воды.
3. Способ по любому из пп. 1 и 2, в котором бионефть производят быстрым или мгновенным пиролизом из исходного материала биомассы.
4. Способ по любому из пп. 1 и 2, в котором содержащий переходные металлы катализатор включает металл группы 10, индивидуально или в сочетании, по меньшей мере, с одним металлом, выбранным из групп 3-12 периодической системы элементов, причем указанный катализатор нанесен на носитель.
5. Способ по п. 4, в котором содержащий металл группы 10 катализатор представляет собой Ni, индивидуально или в сочетании с, по меньшей мере, одним металлом, выбранным из Се, Zr, Cr, Мо, W, Mn, Re, Fe, Ru и Cu, и носитель представляет собой пористый углерод.
6. Способ по п. 5, в котором катализатор представляет собой NiCr или NiMn на пористом углероде.
7. Способ по любому из пп. 1 и 2, в котором фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, дополнительно направляют на стадию гидропереработки в присутствии водорода и катализатора гидропереработки при температуре от 250°C до 450°C, при давлении от 2 МПа до 25 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1.
8. Способ по любому из пп. 1 и 2, в котором фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, дополнительно направляют на стадию гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре выше 200°C, предпочтительно от 250°C до 480°C, при давлении от 2 МПа до 25 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1.
9. Способ по любому из пп. 1 и 2, в котором фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, дополнительно направляют на стадию мягкого гидрокрекинга в присутствии водорода и катализатора гидрокрекинга при температуре от 250°C до 480°C, при давлении от 2 МПа до 12 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1.
10. Способ по п. 7, в котором фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкость углеводородного типа, содержащаяся в органической фазе, перерабатывают совместно с исходным материалом ископаемого происхождения.
11. Способ по п. 7, в котором диспергирующее вещество представляет собой рециркулирующую фазу частично улучшенной бионефти, в которой присутствует или отсутствует жидкий углеводород, содержащийся в органической фазе, и где жидкость углеводородного типа представляет собой рециркулирующий жидкий углеводород, полученный в результате последующей стадии(стадий) гидропереработки и/или гидрокрекинга и/или мягкого гидрокрекинга.
12. Способ по п. 7, в котором выходящий поток, полученный в результате последующей стадии(стадий) гидропереработки и/или гидрокрекинга и/или мягкого гидрокрекинга, дополнительно направляют на стадию гидрокрекинга при высоком давлении в присутствии водорода и катализатора гидрокрекинга при температуре от 250°C до 480°C, при давлении от 2 и 25 МПа и при часовой объемной скорости от 0,1 ч-1 до 20 ч-1.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| RU 2012121911 А, 27.10.2009 | |||
| СПОСОБ ПРОМЫШЛЕННОГО ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ | 2006 |
|
RU2397199C2 |
| Автоматическое устройство для подачи сварочного электрода | 1927 |
|
SU13204A1 |

