Изобретение относится к формовочному инструменту и устройству для изготовления усиленных волокнами деталей посредством инжекционного способа, а также к способу изготовления усиленных волокнами деталей посредством инжекционного способа.
В инжекционных способах в большинстве случаев сухие волокнистые полуфабрикаты пропитываются связующим материалом и отверждаются. Такие способы также называются процессами инфузии жидкой смолы (LRI). Волокнистые полуфабрикаты могут быть образованы из углеродных волокон (CFK), стеклянных волокон (GFK), арамидных волокон (AFK), борных волокон (BFK) или гибридных материалов, а также из соответствующих тканей или укладок.
Известный способ изготовления усиленных волокнами деталей посредством инжекционного способа описан в DE 100 13 409 C1. В нем волокнистый полуфабрикат укладывается на формовочный инструмент. На поверхности волокнистого полуфабриката располагается средство улучшения текучести, и за счет выполнения газопроницаемой и непроницаемой для связующего материала мембраны вокруг волокнистого материала и средства улучшения текучести образуется первое пространство. Второе пространство образуется вокруг первого пространства посредством того, что располагается газонепроницаемая и непроницаемая для связующего материала пленка и уплотняется на формовочном инструменте. Средство улучшения текучести соединено с резервуаром для запаса связующего материала. Во второе пространство вдается вакуум-провод. Если посредством вакуум-провода создается разрежение, в результате возникающей разности давлений связующий материал из резервуара для запаса всасывается в средство улучшения текучести, то есть инжектируется в первое пространство и распределяется на волокнистом полуфабрикате. Связующий материал пропитывает волокнистый полуфабрикат и отверждается. Воздухопроницаемая, но непроницаемая для связующего материала мембрана предотвращает проникновение связующего материала во второе пространство, а тем самым и в вакуум-провод, но одновременно делает возможным отсос находящегося в связующем материале и волокнистом полуфабрикате воздуха. Так связующий материал может отверждаться без воздушных включений, и могут быть изготовлены высококачественные усиленные волокнами детали.
Усовершенствование этого технологического процесса может быть достигнуто с помощью описанного в DE 101 401 66 B4 устройства. Здесь предусмотрены дополнительные средства регулировки давления, которые к концу фазы инжекции или после нее создают разрежение в резервуаре для запаса связующего материала и тем самым обеспечивают лучшую управляемость процесса и качества детали.
Устройство для улучшенной дегазации волокнистого полуфабриката и связующего материала описано в DE 102 03 975 C1. Здесь в первом пространстве над первым средством улучшения текучести располагается непроницаемый для связующего материала изоляционный слой, а на нем предусмотрено еще одно средство улучшения текучести. В области, в которой изоляционный слой находится между первым и вторым средством улучшения текучести, на второе средство улучшения текучести наносится литниковое устройство, через которое связующий материал инжектируется в первое пространство. При приложении разрежения связующий материал сначала течет во второе средство улучшения текучести, причем в результате приложенного разрежения имеющийся в связующем материале и волокнистом полуфабрикате воздух может выходить. При этом изоляционный слой не допускает, чтобы связующий материал уже в области литникового устройства приходил в контакт с первым средством улучшения текучести. Поэтому связующий материал сначала в горизонтальном направлении пронизывает второе средство улучшения текучести. Изоляционный слой расположен таким образом, что первое и второе средство улучшения текучести соприкасаются в удаленном от литникового устройства месте. В этом месте связующий материал приходит в контакт с первым средством улучшения текучести и распределяется на нем. Оттуда он в направлении толщины направляется дальше к волокнистому полуфабрикату и пропитывает его. Удлиненный посредством изоляционного слоя путь связующего материала через вакуумированный объем первого пространства приводит к тому, что имеющийся в связующем материале и волокнистом полуфабрикате воздух сначала выходит до того, как он (связующий материал) пропитает волокнистый полуфабрикат. Так может быть дополнительно уменьшено количество воздушных включений и повышено качество деталей.
DE 101 56 123 B4 описывает конструкцию, с помощью которой препрег-полуфабрикат, который уже пропитан смолой, соединяется с подлежащим пропитке связующим материалом текстильным полуфабрикатом.
Общим для всех этих устройств и способов является то, что перед началом процесса должна быть изготовлена трудоемкая структура, состоящая из съемного устройства, средства улучшения текучести и газопроницаемой и непроницаемой для связующего материала мембраны для образования первого пространства.
Поэтому в DE 10 2008 006 261 B3 предлагается усовершенствование, в котором описана газопроницаемая, но непроницаемая для связующего материала мембрана, на которой слоем нанесено средство улучшения текучести, а также расположено съемное устройство. В результате выполнения такого многофункционального ламината необходимо лишь расположить на волокнистом полуфабрикате слой для образования первого пространства. Это явно упрощает структуру процесса.
Для того чтобы также можно было изготавливать детали с различными изгибами и/или скручиваниями, DE 102008028865 А1 описывает выполнение сгибаемого или же скручиваемого волокнистого полуфабриката.
В публикации DE 10013409 С1 описан формовочный инструмент, используемый в технологическом приспособлении для изготовления усиленных волокном деталей инжекционным методом и имеющий формовочную поверхность для придания формы поверхности усиленной волокном детали, а именно заготовки. Формовочную поверхность, посредством которой заготовке придается требуемая форма, образует конструкция, находящаяся под заготовкой. Таким образом, конструкция образует нажимной элемент. Соответствующая формовочная поверхность имеет по меньшей мере одну первую и вторую частичные области. В известном из DE 10013409 С1 формовочном инструменте материалы элементов, находящихся над заготовкой, не могут образовывать формовочные поверхности, так как они деформируются сами и потому непригодны для придания формы.
Кроме того, общим для указанных выше устройств и способов является то, что для образования второго пространства располагается газонепроницаемая и непроницаемая для связующего материала пленка, а также дистанционный элемент над газопроницаемой и непроницаемой для связующего материала мембраной. Дополнительно над газонепроницаемой и непроницаемой для связующего материала пленкой предусмотрены дополнительные формовочные инструменты для образования формовочной внутренней поверхности усиленной волокнами детали. Прежде всего, при больших деталях со сложным внутренним контуром создание этой конструкции означает значительный объем ручного труда.
Поэтому задача изобретения состоит в том, чтобы сделать возможным изготовление усиленных волокнами деталей посредством инжекционного способа с помощью менее сложной и менее трудоемкой структуры.
Эта задача решена посредством формовочного инструмента с признаками п. 1 формулы изобретения. Устройство для изготовления усиленных волокнами деталей посредством инжекционного способа, а также способ изготовления усиленных волокнами деталей посредством инжекционного способа являются предметами других независимых пунктов формулы изобретения.
Технический результат заключается в упрощении способа изготовления усиленных волокнами деталей, а также в упрощении соответствующего оборудования за счет подачи связующего материала внутрь и откачки газов наружу через формовочную поверхность, которая одновременно оказывает механическое воздействие на волокнистую заготовку и придает последней требуемую форму, что позволяет отказаться от сложных и дорогих структур с использованием пленок, мембран и т.д.
Благоприятные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Формовочный инструмент для изготовления усиленных (армированных) волокнами деталей посредством инжекционного способа выполнен из нажимных элементов и имеет формовочную поверхность для формования поверхности усиленной волокнами детали с первой частичной областью и второй частичной областью. Формовочный инструмент отличается тем, что он имеет область инжекции, или инжекционную область, для инжекции связующего материала в находящийся у формовочной поверхности волокнистый материал через вторую частичную область формовочной поверхности и область вакуумирования для вакуумирования формовочного объема через первую частичную область формовочной поверхности, причем формовочный объем ограничен формовочным инструментом.
Таким образом, как линия подачи связующего материала, так и вакуум-провод благоприятно размещены в формовочном инструменте, и сложная и трудоемкая конструкция в описанных выше устройствах становится излишней. Так способ может быть явно упрощен.
В предпочтительном варианте на формовочной поверхности расположено съемное устройство для более легкого удаления формовочного инструмента с усиленной волокнами детали. Это съемное устройство делает возможным то, что после отверждения введенного в волокнистый материал связующего материала формовочный инструмент благоприятно легко может быть удален с поверхности образованной таким образом усиленной волокнами детали.
Кроме того, первая частичная область формовочной поверхности предпочтительно имеет полупроницаемую мембрану для пропускания газов и задержания связующего материала. Полупроницаемая мембрана делает возможным то, что в результате приложения вакуума к области вакуумирования газы могут быть удалены из формовочного объема, причем одновременно связующий материал удерживается в формовочном объеме. За счет этого, благоприятным образом, связующий материал не может проникать в область вакуумирования и заклеивать ее и тем самым делать недействующей.
Предпочтительно, в первой частичной области формовочной поверхности полупроницаемая мембрана и съемное устройство образованы в виде композита. За счет применения композита для установки мембраны и съемного устройства требуется лишь один шаг, в то время как иначе на формовочный инструмент должны быть нанесены две отдельных выкройки. Благоприятным образом этот композит закреплен с помощью нанесенного по контуру клея на формовочной поверхности. Нанесенный по контуру клей, во-первых, предусмотрен для фиксации композита, а во-вторых, предотвращает попадание через край жидкого связующего материала в область вакуумирования. Предпочтительно, нанесенный по контуру клей также может быть применен для фиксации и уплотнения отдельных выкроек полупроницаемой мембраны и/или съемного устройства.
Благоприятным образом во второй частичной области формовочной поверхности предусмотрены средства улучшения текучести для лучшего распределения инжектированного связующего материала. Таким образом, связующий материал может быть предпочтительно быстро и равномерно распределен на волокнистом материале. Предпочтительно здесь может быть применена комбинация из одного или нескольких точечных или линейных литников с плоскостной распределительной средой, например, открыто структурированным текстилем на формовочной поверхности. В результате этого связующий материал предпочтительно с относительно незначительным сопротивлением текучести распределяется по поверхности волокнистого материала и пропитывает волокнистый материал по существу в направлении толщины. Благоприятным образом также могут быть предусмотрены каналы и/или рифленые узоры для распределения связующего материала во второй частичной области формовочной поверхности, за счет чего могут быть сэкономлены дополнительные вспомогательные материалы в виде литниковых каналов или плоскостных средств улучшения текучести. Предпочтительно, интегрированное распределение матрицы выполнено таким образом, что оно как можно меньше запечатлевается в поверхность усиленной волокнами детали.
В предпочтительном варианте в первой частичной области расположены средства улучшения потока для лучшего вакуумирования формовочного объема. Для обеспечения благоприятным образом достаточного направления воздуха в первой частичной области формовочной поверхности является благоприятным, если в первой частичной области формовочной поверхности предусмотрены имеющие соответствующие размеры средства улучшения потока. Они могут быть выполнены, например, в виде бороздок. Однако в качестве альтернативы, в первой частичной области формовочной поверхности может быть предусмотрен текстиль, например ткань, трикотаж, нетканый материал или сетка.
Поэтому средства улучшения текучести и/или средства улучшения потока на формовочной поверхности благоприятным образом выполнены в виде бороздок, каналов, ткани, нетканых материалов, трикотажа или сетки.
В особо предпочтительной форме осуществления первая частичная область формовочной поверхности и вторая частичная область формовочной поверхности образованы в отделенных друг от друга, но выполненных с возможностью соединения друг с другом секциях формовочного инструмента. Так, благоприятным образом является возможным, в зависимости от желаемой усиленной волокнами детали, предусмотреть индивидуальное количество областей вакуумирования и областей инжекции на формовочном инструменте.
Предпочтительно, предусмотрено соединительное устройство для плотного соединения секций формовочного инструмента. С помощью соединительного устройства отделенные друг от друга секции формовочного инструмента могут быть предпочтительно вакуум-плотно соединены между собой. При этом соединительное устройство предпочтительно может быть образовано из гибкой клейкой или уплотнительной ленты, жидкого или гелеобразного уплотнителя, из наклеенных на секции формовочного инструмента или вставленных в них профильных уплотнений или нанесенных на секции формовочного инструмента или интегрированных в них гибких рабочих кромок уплотнения.
За счет того что предпочтительным образом предусмотрены секции формовочного инструмента с различными областями, а именно с областью инжекции или областью вакуумирования, формовочный инструмент для образования усиленной волокнами детали может иметь предпочтительно модульную конструкцию. Благодаря этому благоприятным образом являются достижимыми как различные формы детали, так и разные размеры детали при использовании тех же самых секций формовочного инструмента.
Благоприятным образом технологическое приспособление для изготовления усиленных волокнами деталей посредством инжекционного способа имеет формовочный инструмент с формовочной поверхностью для образования поверхности усиленной волокнами детали и вакуум-устройство для вакуумирования, по меньшей мере, частично ограниченного формовочной поверхностью формовочного объема, внутри которого проводится инжекционный способ. Кроме того, технологическое приспособление имеет инжекционное устройство для инжекции связующего материала в формовочный объем, чтобы пронизать располагаемый внутри формовочного объема в области формовочной поверхности волокнистый материал.
Предпочтительно, инжекционное устройство имеет устройство распределения связующего материала для распределения связующего материала. Устройство распределения связующего материала содержит, с одной стороны, трубопроводы, которые проводят связующий материал на различные места волокнистого материала, а с другой стороны, резервуар для хранения запаса связующего материала. Если вакуум-устройством создается вакуум, в результате разности давлений связующий материал засасывается из резервуара для хранения запаса в трубопроводы и, наконец, через инжекционное устройство в формовочный объем. Там он пропитывает волокнистый материал.
Благоприятным образом область инжекции имеет трубопроводы для связующего материала для подсоединения к инжекционному устройству. Таким образом, из резервуара для запаса связующего материала последний может просто направляться в область инжекции.
Кроме того, благоприятным образом область вакуумирования имеет вакуум-проводы для подсоединения к вакуум-устройству. Таким образом, область вакуумирования может быть просто подсоединена к вакуумному насосу.
Предпочтительно, предусмотрено охватывающее изолирующее устройство для задания подлежащего вакуумированию формовочного объема на формовочном инструменте.
Предпочтительно, изолирующее устройство отделяет окружающую среду от формовочного объема в формовочном инструменте, в который вводится волокнистый материал. Изолирующее устройство благоприятным образом выполнено так, что формовочный объем вакуум-плотно изолируется от окружающей среды. Изолирующее устройство предпочтительно выполнено гибким, чтобы можно было компенсировать возникающие при определенных условиях смещения во время процесса изготовления усиленной волокнами детали, например, в результате уплотнения волокнистого материала в вакууме или во время инфузии связующего материала или же из-за термического расширения. Поэтому благоприятным образом изолирующее устройство может быть гибкой клейкой или уплотнительной лентой, жидким или гелеобразным уплотнителем, наклеенным на формовочном инструменте, или вставленным в него профильным уплотнением или расположенной на формовочном инструменте или интегрированной в нем гибкой рабочей кромкой уплотнения.
В способе изготовления усиленных волокнами деталей посредством инжекционного способа с шагами:
- размещение волокнистого материала в формовочном объеме, который по меньшей мере на одной стороне огранивается формовочной поверхностью формовочного инструмента, выполненного из нажимных элементов,
- вакуумирование формовочного объема и инжекция связующего материала в формовочный объем,
инжекция связующего материала в формовочный объем производится через вторую частичную область формовочной поверхности, а вакуумирование формовочного объема - через первую частичную область формовочной поверхности.
За счет этого отпадает необходимость в сложной структуре из двух пространств над волокнистым материалом, и конструкция явно упрощается.
Благоприятным образом вакуумирование формовочного объема происходит через расположенную на формовочной поверхности полупроницаемую мембрану. Полупроницаемая мембрана благоприятным образом выполнена так, что она, хотя и пропускает газы, но задерживает связующий материал. Поэтому благоприятным образом связующий материал не может проникать в области вакуумирования, то есть первой частичной области формовочной поверхности, и заклеивать ее.
Предпочтительно, формовочная поверхность образована соединением по меньшей мере двух выполненных отдельно друг от друга секций формовочного инструмента. Благодаря этому является возможным строить формовочную поверхность, которая в ходе процесса воспроизводит поверхность усиленной волокнами детали, гибко из нескольких секций формовочного инструмента и таким образом достигнуть гибкости относительно формы и размеров детали.
При изготовлении деталей из волокнистых композитов посредством выполняемого с помощью вакуума технологического процесса (по-английски: vacuum assisted process, VAP) до сих пор требуется значительный объем ручного труда для подготовки процесса. Изобретение, которое ниже поясняется на примере осуществления, служит автоматизации структуры инфузии.
Типичная VAP-структура отличается находящейся в одностороннем формовочном инструменте волокнистой заготовкой, то есть волокнистым материалом, вспомогательными веществами для распределения связующего материала в виде смолы, расположенной над ней микропористой полупроницаемой мембраной и заключающим структуру вакуумным мешком, пленка которого является газонепроницаемой и непроницаемой для связующего материала. Частично на обращенной к мембране и вакуумному мешку стороне локально также предусмотрены формовочные инструменты (опорные элементы). Легко представить себе, что, прежде всего, при крупных деталях со сложным внутренним контуром (например, сферических, с элементами жесткости и т.п.) создание этой структуры означает значительный объем ручного труда. Хотя частично и предусмотрено интегрировать распределение связующего материала в виде имеющих соответствующие размеры каналов и бороздок в формовочный инструмент и/или нажимные элементы, безупречное нанесение и уплотнение обеих пленок (мембраны и вакуумной пленки) одну на другую по-прежнему является проблемой.
Поэтому в одном благоприятном варианте изобретения сторона всасывания с мембраной, распределением вакуума и подключениями вакуума также интегрируется в нажимные элементы. Внутренняя сторона детали почти полностью покрывается этими нажимными элементами (или же, попеременно, этими нажимными элементами и таковыми с интегрированным распределением смолы). Тогда уплотнение вакуумной структуры требуется лишь между нажимными элементами и вдоль края детали, если не достаточно даже уплотнительного шнура или рабочей кромки уплотнения (например, из силикона), нажимные элементы на стороне всасывания могут быть подготовлены на отдельном рабочем месте - при простой геометрии (например, постоянная ширина) без проблем и автоматизированным образом - и с помощью соответствующего устройства позиционированы на инфузионной структуре.
За счет этого достигается резкое уменьшение объема ручного труда, а также сокращение времени изготовления детали и обкладки формы.
Далее пример осуществления изобретения поясняется более детально на прилагаемых чертежах. Показано на:
фиг. 1: вид в разрезе технологического приспособления для изготовления усиленных волокнами деталей с формовочным инструментом, который имеет несколько секций формовочного инструмента,
фиг. 2: вид снизу на одну из секций формовочного инструмента согласно фиг. 1,
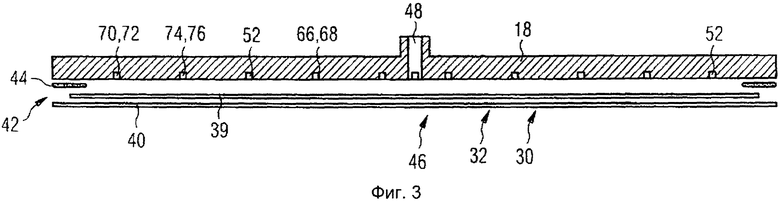
фиг. 3: вид в разрезе по линии А-А через секцию формовочного инструмента согласно фиг. 2.
На фиг. 1 показано технологическое приспособление 10 для изготовления усиленных волокнами деталей 12 посредством инжекционного способа. Технологическое приспособление 10 имеет первый формовочный инструмент 14 и второй формовочный инструмент 16. Первый формовочный инструмент 14 образован из нескольких секций 18, 20 формовочного инструмента. Секции 18, 20 формовочного инструмента соединены между собой соединительными устройствами 22. Первый формовочный инструмент 14 соединен со вторым формовочным инструментом 16 посредством охватывающих изолирующих устройств 28.
Первый формовочный инструмент 14 и второй формовочный инструмент 16 имеют соответственно на обращенных друг к другу сторонах формовочную поверхность 30. При этом формовочная поверхность 30 на первом формовочном инструменте 14 образуется первыми частичными областями 32 на первых секциях 18 формовочного инструмента и вторыми частичными областями 34 на вторых секциях 20 формовочного инструмента.
Обе формовочные поверхности 30 первого формовочного инструмента 14 и второго формовочного инструмента 16 вместе с изолирующими устройствами 28 образуют подлежащий вакуумированию формовочный объем 36, в который может быть введен волокнистый материал 38 для пропитки связующим материалом 37 и для образования усиленной волокнами детали 12.
В первой частичной области 32 формовочной поверхности 30 на первой секции 18 формовочного инструмента расположена полупроницаемая мембрана 39. Кроме того, на подлежащей обращению к формовочной поверхности 30 второго формовочного инструмента 16 стороне полупроницаемой мембраны 39 предусмотрено съемное устройство 40, которое облегчает съем первой секции 18 формовочного инструмента с готовой усиленной волокнами детали 12. Полупроницаемая мембрана 39 и съемное устройство 40 в первой частичной области 32 могут быть выполнены в виде композита 42. Полупроницаемая мембрана 39, съемное устройство 40 или же композит 42 с помощью нанесенного по контуру клея 44 закреплены на первой частичной области 32 формовочной поверхности 30 первого формовочного инструмента 14.
Кроме того, первая секция 18 формовочного инструмента имеет область 46 вакуумирования и вакуум-провод 48 для подсоединения к вакуум-устройству 50. На подлежащей обращению ко второму формовочному инструменту 16 стороне первой секции 18 формовочного инструмента расположены средства 52 улучшения потока для лучшего вакуумирования формовочного объема 36.
Вторая секция 20 формовочного инструмента на своей подлежащей обращению ко второму формовочному инструменту 16 стороне имеет лишь съемное устройство 40. Кроме того, на этой стороне расположены средства 54 улучшения текучести для лучшего распределения инжектируемого связующего материала 37. Вторая секция 20 формовочного инструмента расположена вокруг элемента 55 жесткости, который позднее остается в усиленной волокнами детали 12. Под элементом жесткости в получаемой усиленной волокнами детали 12 в результате введения, например, стержня из пенного материала или металла остается полость 55а.
Таким образом, на второй секции 20 формовочного инструмента образовано инжекционное устройство 56 с областью 58 инжекции для инжекции связующего материала 37. Кроме того, вторая секция 20 формовочного инструмента содержит линии 60 подачи связующего материала, с помощью которых вторая секция 20 формовочного инструмента может быть подсоединена к устройству 62 распределения связующего материала.
На фиг.2 показан нижний вид первой секции 18 формовочного инструмента. В середине первой секции 18 формовочного инструмента расположен вакуум-провод 48. На всей нижней стороне первой секции 18 формовочного инструмента расположены средства 52 улучшения потока в виде бороздок 66 или же каналов 68. В качестве альтернативы, средства 52 улучшения потока также могут быть образованы из ткани 70, нетканого материала 72, трикотажа 74 или сетки 76.
На фиг.3 показан вид в разрезе по линии А-А фиг.2, то есть по линии, на которой расположен вакуум-провод 48. Тем самым на фиг.3 дано увеличенное изображение уже описанной на фиг.1 первой секции 18 формовочного инструмента.
Наряду с расположенным в центре вакуум-проводом 48 первая секция 18 формовочного инструмента на своей подлежащей обращению ко второму формовочному инструменту 16 стороне имеет множество средств 52 улучшения потока в виде бороздок 66. Кроме того, на этой стороне с помощью нанесенного по контуру клея 44 расположен композит 42 из полупроницаемой мембраны 39 и съемного устройства 40.
Для изготовления усиленных волокнами деталей посредством инжекционного способа сначала соединением нескольких секций 18, 20 формовочного инструмента образуется первый формовочный инструмент 14. В данном случае соединяются между собой три первые секции 18 формовочного инструмента и две вторые секции 20 формовочного инструмента.
Сначала образуются частичные области 32 формовочной поверхности 30 первого формовочного инструмента 14. Для этого на первой секции 18 формовочного инструмента предусматривается вакуум-провод 48, который может быть подсоединен к вакуум-устройству 50. Для лучшего направления газа к этому вакуум-проводу 48 на стороне, которая в более поздней структуре обращена ко второму формовочному инструменту 16, предусматриваются средства 52 улучшения потока в виде бороздок 66. На снабженную бороздками 66 сторону первой секции 18 формовочного инструмента с помощью нанесенного по контуру клея 44 закрепляется композит 42 из полупроницаемой мембраны 39 и съемного устройства 40.
Во второй секции 20 формовочного инструмента предусматривается линия 60 подачи связующего материала. На подлежащей в более поздней структуре обращению ко второму формовочному инструменту 16 стороне второй секции 20 формовочного инструмента предусматривается средство 54 улучшения текучести, которое облегчает распределение связующего материала 37. Затем также и здесь закрепляется съемное устройство 40.
После изготовления секций 18, 20 формовочного инструмента они с помощью соединительных устройств 22 вакуум-плотно соединяются между собой. В качестве соединительного устройства 22 может быть применена, например, гибкая клейкая или уплотнительная лента, которая наносится на стыках секций 18, 20 формовочного инструмента. Однако, кроме того, также может быть применен жидкий или гелеобразный уплотнитель, который наносится на стыки, например, через сопло и затем сшивается. Также возможным является применение профильных уплотнений, которые наклеены на краях секций 18, 20 формовочного инструмента или вставлены в них. Еще одна возможность состоит в выполнении гибких рабочих кромок уплотнения, которые расположены на краях секций 18, 20 формовочного инструмента или интегрированы в них.
Затем для изготовления усиленной волокнами детали 12 на второй формовочный инструмент 16 укладывается волокнистый материал 38. Образованный из обеих секций 18, 20 формовочного инструмента первый формовочный инструмент 14 располагается над волокнистым материалом 38. Затем первый формовочный инструмент 14 с помощью изолирующих устройств 28 вакуум-плотно соединяется со вторым формовочным инструментом 16. В результате этого между обоими формовочными инструментами 14, 16 образуется подлежащий вакуумированию формовочный объем 36. Затем линии 16 подачи связующего материала во второй секции 20 формовочного инструмента соединяются с устройством 62 распределения связующего материала, в то время как вакуум-проводы 48 в первых секциях 18 формовочного инструмента соединяются с вакуум-устройством 50.
В результате приложения вакуума, например, посредством включения вакуумного насоса в формовочном объеме 36 создается разрежение, которое втягивает связующий материал 37 через устройство 62 распределения связующего материала и линии 60 подачи связующего материала в формовочный объем 36. С помощью средств 54 улучшения текучести, которые расположены на подлежащей обращению ко второму формовочному инструменту 16 стороне вторых секций 20 формовочного инструмента, связующий материал 37 быстро и равномерно распределяется над волокнистым материалом 38 и пропитывает его по существу в направлении толщины. Газы, которые имеются в волокнистом материале 38 и/или связующем материале 37, могут выходить через вакуум-устройство 50.
Предусмотренная на первой секции 18 формовочного инструмента полупроницаемая мембрана 39 предотвращает проникновение связующего материала 37 в вакуум-провод 48 и средства 52 улучшения потока. Средства 52 улучшения потока обеспечивают то, что воздух или же какой-либо другой имеющийся в формовочном объеме 36 газ быстро направляется к вакуум-проводам 48 в первых секциях 18 формовочного инструмента, и таким образом формовочный объем 36 может быть равномерно и быстро вакуумирован.
Вакуум в формовочном объеме 36 поддерживается до тех пор, пока не будут полностью пропитаны и находящиеся под первыми секциями 18 формовочного инструмента области волокнистого материала 38. После того как пропитанный связующим материалом 37 волокнистый материал 38 будет полностью отвержден, формовочные инструменты 14, 16 снимаются с образованной таким образом усиленной волокнами детали 12. Это облегчается съемным устройством 40, которое предотвращает приклеивание формовочных инструментов 14, 16 к готовой усиленной волокнами детали 12.
С помощью вышеописанного технологического приспособления и вышеописанного способа может быть изготовлена усиленная волокнами деталь 12 любой формы и размеров просто и без трудоемкой структуры из нескольких пространств над волокнистым материалом 38. В выполняемом с помощью вакуума технологическом процессе (по-английски: vacuum assisted process, VAP) не пропускающая жидкость полупроницаемая мембрана 39 отделяет подлежащую заполнению связующим материалом 37, предпочтительно смолой, внутреннюю область, формовочный объем 36, от вакуумной области, без ухудшения отвода газов (главным образом, воздуха) из формовочного объема 36, то есть как из введенного в формовочный объем 36 связующего материала 37, так и из волокнистого материала 38. При описанной здесь конструкции подключение вакуума в виде вакуум-провода 48 и полупроницаемая мембрана 39 интегрированы в одну или несколько первых секций 18 формовочного инструмента, которые выполнены в виде нажимных элементов, которые располагаются на внутренней стороне детали.
Важная задача этого технологического приспособления состоит в том, чтобы отсасывать находящийся в волокнистом материале 38 воздух плоскостным образом. Для обеспечения достаточного подвода воздуха к вакуум-проводу 48 может быть благоприятным выполнение бороздок 66 соответствующего размера на нижней стороне первой секции 18 формовочного инструмента. В качестве альтернативы, для этой цели мог бы быть применен и текстиль (например, ткань 70, трикотаж 74, нетканый материал 72) или сетка между полупроницаемой мембраной 39 и нижней стороной первой секции 18 формовочного инструмента, причем следует избегать слишком сильного копирования в поверхность детали. Перфорированная пленка в качестве съемного устройства 40 имеет цель обеспечить после отверждения усиленной волокнами детали 12 беспроблемное извлечение первой секции 18 формовочного инструмента или второй секции 20 формовочного инструмента и предотвратить прилипание полупроницаемой мембраны 39 к усиленной волокнами детали 12. Полупроницаемая мембрана 39 и съемное устройство 40 в виде выкроек наклеиваются вдоль края на нижнюю сторону секций 18, 20 формовочного инструмента, причем этот нанесенный по контуру клей 44, во-первых, закрепляет выкройки, а во-вторых, предотвращает возможность попадания жидкого связующего материала 37 через край в вакуумную область. Конечно, является благоприятным применять композит 42 из полупроницаемой мембраны 39 и съемного устройства 40, вместо того чтобы наносить на секции 18, 20 формовочного инструмента две выкройки пленки по отдельности.
Секции 18, 20 формовочного инструмента в зависимости от требований могут быть выполнены жесткими или гибкими и предпочтительно состоят из металла или пластмассы.
Для переработки сухого волокнистого материала 38 далее в усиленную волокнами деталь 12 сначала в соответствующем инструменте он должен быть пропитан жидким связующим материалом 37, предпочтительно смолой, а затем отвержден. В VAP-технике благоприятным образом предпринимаются соответствующие меры для того, чтобы достаточно быстро распределить связующий материал 37 в формовочном объеме 36. При этом оправдала себя комбинация из одного или нескольких точечных или линейных литников с плоскостной распределительной средой (например, открыто структурированный текстиль) на поверхности усиленной волокнами детали 12. То есть связующий материал 37 распределяется по поверхности усиленной волокнами детали 12, главным образом, с относительно малым сопротивлением текучести и пропитывает волокнистый материал 38 по существу в направлении толщины. Также является возможным, что для распределения связующего материала 37 в формовочный инструмент 14, 16 внедряются каналы 68 и бороздки 66, за счет чего экономятся вспомогательные материалы (литниковые каналы и плоскостные средства улучшения текучести). При этом интегрированное распределение связующего материала 37 предпочтительно выполняется так, что оно как можно меньше запечатлевается в поверхность усиленной волокнами детали 12.
В поясняемом далее примере применения усиленной стрингерами плиты, в качестве примера, распределение связующего материала 37 должно быть интегрировано в секции 20 формовочного инструмента стрингеров, естественно являются возможными и другие варианты литников.
На фиг.1 представлен пример осуществления инфузионной структуры для изготовления плиты с двумя профилями жесткости, причем речь идет о разрезе поперек элементов жесткости. В дальнейшем обращенная ко второму формовочному инструменту 16 сторона усиленной волокнами детали 12 называется внешней стороной, а снабженная профилями жесткости сторона - внутренней стороной. Две вторых секции 20 формовочного инструмента с интегрированной линией 60 подачи связующего материала находятся над стрингерами, остальная поверхность внутренней стороны детали покрывается тремя первыми секциями 18 формовочного инструмента с интегрированным вакуум-проводом 48. Теперь лишь зазоры между секциями 18, 20 формовочного инструмента, а также внешний край образованного таким образом первого формовочного инструмента 14 должны быть уплотнены относительно второго формовочного инструмента 16 для того, чтобы получить изолированную инфузионную камеру или же изолированный формовочный объем 36.
Теперь для самой инфузии первые секции 18 формовочного инструмента с интегрированным вакуум-проводом 48 подсоединяются к вакуум-устройству 50, а вторые секции 20 формовочного инструмента с интегрированной линией 60 подачи связующего материала соответственно подсоединяются к устройству 62 распределения связующего материала. За счет вакуума отсасывается находящийся в волокнистом материале 38 воздух. Таким образом, присутствующее в инфузионной камере разрежение действует в качестве движущей силы для потока связующего материала 37. Связующий материал 37 течет вдоль стрингеров в формовочный объем 36 и распределяется вниз и в стороны до тех пор, пока не будут полностью пропитаны и области под первыми секциями 18 формовочного инструмента. При этом расположенные на этих первых секциях 18 формовочного инструмента полупроницаемые мембраны 39 предотвращают возможность проникновения связующего материала 37 в вакуум-проводы 48.
Для вакуум-плотной герметизации формовочного объема 36 являются возможными разные варианты. При этом следует иметь в виду, что уплотнение в некоторых случаях должно иметь определенную гибкость для того, чтобы можно было компенсировать возникающие при определенных условиях смещения, например, в результате уплотнения волокнистого материала 38 в вакууме или во время инфузии или же в связи с термическим расширением. Здесь следует привести некоторые примеры.
1. Гибкая клейкая/уплотнительная лента, которая наносится на стыках секций 18, 20 формовочного инструмента и вдоль краев секций 18, 20 формовочного инструмента в направлении второго формовочного инструмента 16.
2. Жидкий или гелеобразный уплотнитель, который, например, через сопло наносится на уплотняемые стыки и затем сшивается.
3. Наклеенные на секциях 18, 20 формовочного инструмента или вставленные в них профильные уплотнения (например, канавка с силиконовым уплотнительным шнуром).
4. Расположенные на секциях 18, 20 формовочного инструмента или интегрированные в них рабочие кромки уплотнения (например, из силикона).


Изобретение относится к формовочному инструменту для технологического приспособления, технологическому приспособлению, к способу изготовления усиленных волокнами деталей. Формовочный инструмент выполнен из нажимных элементов и имеет формовочную поверхность для формования поверхности усиленной волокнами детали. Формовочная поверхность имеет первую частичную область и вторую частичную область. Формовочный элемент имеет область инжекции для инжекции связующего материала в находящийся у формовочной поверхности волокнистый материал через вторую частичную область формовочной поверхности и область вакуумирования для вакуумирования ограниченного формовочным инструментом формовочного объема через первую частичную область формовочной поверхности. Изобретение обеспечивает снижение трудозатрат. 3 н. и 16 з.п. ф-лы, 3 ил.
1. Формовочный инструмент (14) для технологического приспособления (10) для изготовления усиленных волокнами деталей (12) посредством инжекционного способа, причем формовочный инструмент (14) выполнен из нажимных элементов и имеет формовочную поверхность (30) для формования поверхности усиленной волокнами детали (12), причем формовочная поверхность (30) имеет первую частичную область (32) и вторую частичную область (34), отличающийся тем, что он имеет область (58) инжекции для инжекции связующего материала (37) в находящийся у формовочной поверхности (30) волокнистый материал (38) через вторую частичную область (34) формовочной поверхности (30) и область (46) вакуумирования для вакуумирования ограниченного формовочным инструментом (14) формовочного объема (36) через первую частичную область (32) формовочной поверхности (30).
2. Формовочный инструмент (14) по п. 1, отличающийся тем, что на формовочной поверхности (30) расположено съемное устройство (40) для более легкого удаления детали из формовочного инструмента (14) и/или что первая частичная область (32) формовочной поверхности (30) имеет полупроницаемую мембрану (39) для пропускания газов и задержания связующего материала (37).
3. Формовочный инструмент (14) по п. 2, отличающийся тем, что в первой частичной области (32) формовочной поверхности (30) полупроницаемая мембрана (39) и съемное устройство (40) образуют композит (42) и/или что полупроницаемая мембрана (39), и/или съемное устройство (40), и/или композит (42) закрепляются на формовочной поверхности с помощью нанесенного по контуру клея (44).
4. Формовочный инструмент (14) по одному из пп. 1-3, отличающийся тем, что во второй частичной области (34) формовочной поверхности (30) расположены средства (54) улучшения текучести для оказания содействия распределению инжектированного связующего материала (37) и/или в первой частичной области (32) расположены средства (52) улучшения потока для оказания содействия вакуумированию формовочного объема (30).
5. Формовочный инструмент (14) по п. 4, отличающийся тем, что средства (54) улучшения текучести и/или средства (52) улучшения потока имеют бороздки (66), каналы (68), ткань (70), нетканый материал (72), трикотаж (74) или сетку (76).
6. Формовочный инструмент (14) по одному из пп. 1-3 или 5, отличающийся тем, что первая частичная область (32) формовочной поверхности (30) и вторая частичная область (34) формовочной поверхности (30) образованы в отделенных друг от друга, но выполненных с возможностью соединения друг с другом секциях (18, 20) формовочного инструмента.
7. Формовочный инструмент (14) по п. 4, отличающийся тем, что первая частичная область (32) формовочной поверхности (30) и вторая частичная область (34) формовочной поверхности (30) образованы в отделенных друг от друга, но выполненных с возможностью соединения друг с другом секциях (18, 20) формовочного инструмента.
8. Формовочный инструмент (14) по п. 6, отличающийся тем, что предусмотрено соединительное устройство (22) для плотного соединения секций (18, 20) формовочного инструмента.
9. Формовочный инструмент (14) по п. 7, отличающийся тем, что предусмотрено соединительное устройство (22) для плотного соединения секций (18, 20) формовочного инструмента.
10. Технологическое приспособление (10) для изготовления усиленных волокнами деталей (12) посредством инжекционного способа с формовочным инструментом (14), который имеет формовочную поверхность (30) для образования поверхности усиленной волокнами детали (12), вакуум-устройством (50) для вакуумирования, по меньшей мере, частично ограниченного формовочной поверхностью (30) формовочного объема (36), внутри которого проводится инжекционный способ, инжекционным устройством (56)для инжекции связующего материала (37) в формовочный объем (36), чтобы пропитать подлежащий размещению внутри формовочного объема (36) в области формовочной поверхности (30) волокнистый материал (38), причем формовочный инструмент (14) выполнен по одному из пп. 1-9.
11. Технологическое приспособление (10) по п. 10, отличающееся тем, что инжекционное устройство (56) имеет устройство (62) распределения связующего материала для распределения связующего материала (37).
12. Технологическое приспособление (10) по п. 10, отличающееся тем, что предусмотрено охватывающее изолирующее устройство (28) для герметизации подлежащего вакуумированию формовочного объема (36) на формовочном инструменте (14).
13. Технологическое приспособление (10) по п. 11, отличающееся тем, что предусмотрено охватывающее изолирующее устройство (28) для герметизации подлежащего вакуумированию формовочного объема (36) на формовочном инструменте (14).
14. Технологическое приспособление (10) по одному из пп. 10-13, отличающееся тем, что область (58) инжекции имеет линии (60) подачи связующего материала для подсоединения к инжекционному устройству (56) и/или что область (46) вакуумирования имеет вакуум-проводы (48) для подсоединения к вакуум-устройству (50).
15. Способ изготовления усиленных волокнами деталей (12) посредством инжекционного способа с шагами: размещение волокнистого материала (38) в формовочном объеме (36), который по меньшей мере на одной стороне ограничивается формовочной поверхностью (30) формовочного инструмента (14), выполненного из нажимных элементов, вакуумирование формовочного объема (36) через первую частичную область (32) формовочной поверхности (30) и инжекция связующего материала (37) в формовочный объем (36) через вторую частичную область (34) формовочной поверхности (30).
16. Способ по п. 15, в котором вакуумирование происходит через расположенную на формовочной поверхности (30) полупроницаемую мембрану (39).
17. Способ по п. 15, отличающийся тем, что формовочную поверхность образуют (30) посредством соединения по меньшей мере двух выполненных отдельно друг от друга секций (18, 20) формовочного инструмента.
18. Способ по п. 16, отличающийся тем, что формовочную поверхность образуют (30) посредством соединения по меньшей мере двух выполненных отдельно друг от друга секций (18, 20) формовочного инструмента.
19. Способ по одному из пп. 15-18, отличающийся тем, что применяют формовочный инструмент (14) по одному из пп. 1-9 и/или технологическое приспособление (10) по одному из пп. 10-14.
| DE 10013409 C1, 32.11.2000 | |||
| US 2007296126 A1, 27.12.2007 | |||
| DE 102006045635 A1, 03.04.2008 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ДЕТАЛЕЙ ИНЖЕКЦИОННЫМ МЕТОДОМ | 2001 |
|
RU2217312C2 |

