Изобретение относится к резке деталей гидроабразивной струей и может быть использовано для резки деталей из слоистых листовых неметаллических материалов.
Известен способ гидроабразивного резания листовых слоистых полимерных материалов, включающий операции относительного перемещения формирующего гидроабразивную струю сопла и материала [1].
Недостатком этого способа является образование расслоений в слоистых полимерных материалах при пробое водяной струей методом гидроабразивной резки.
При прошивке технологического отверстия, необходимого для начала вырезки детали, в месте выхода гидроабразивной струи имеется опасность растрескивания, расслаивания или скола материала. К материалам, склонным к образованию подобного рода дефектов, относятся большинство пластиков, слоистые материалы, а также текстолиты и стеклотекстолиты. Особенностью гидроабразивного резания полимерных материалов является то, что струя в процессе врезания имеет избирательную способность, которая проявляется в том, что отрыв мельчайших частиц (образование стружки) происходит не по плоскости скалывания, определяемой геометрией режущего инструмента, как это наблюдается при способах механической обработки, а по наиболее ослабленным участкам материала: царапинам, микротрещинам, микропустотам и другим концентраторам напряжений. Жидкость, внедряясь по этим трещинам и создавая мощные мгновенные давления внутри материала, расслаивает его [2].
Для предотвращения вероятности возникновения указанных технологических проблем известен способ, при котором при резке перечисленных материалов вместо прошивки начального технологического отверстия гидроабразивной струей используют предварительное сверление этого отверстия [3].
Однако данный способ имеет ряд недостатков:
- Установки гидроабразивной резки, поставляющиеся с опцией предварительного сверления отверстий, являются достаточно дорогостоящими, и ряд производителей не укомплектовывает свои установки данной опцией.
- Высока вероятность поломки сверла при сверлении материалов толщиной свыше 30 мм (толщина материала больше 10dcв), т.к. после сверления нескольких отверстий наступает критический износ инструмента.
- Поломка сверл при столкновении с металлической кромкой опоры, на которой установлена листовая заготовка. Поэтому необходимо применение специальных подложек или применение быстроизнашивающихся опорных пластин со вставками из мягких полимерных материалов.
Задача, на решение которой направлено изобретение, состоит в устранении проникновения расслоения материала на поверхность обрабатываемой детали при прошивке начального технологического отверстия для захода струи.
Это достигается тем, что при гидроабразивной обработке слоистого листового материала необходимо применять отсекающие резы.
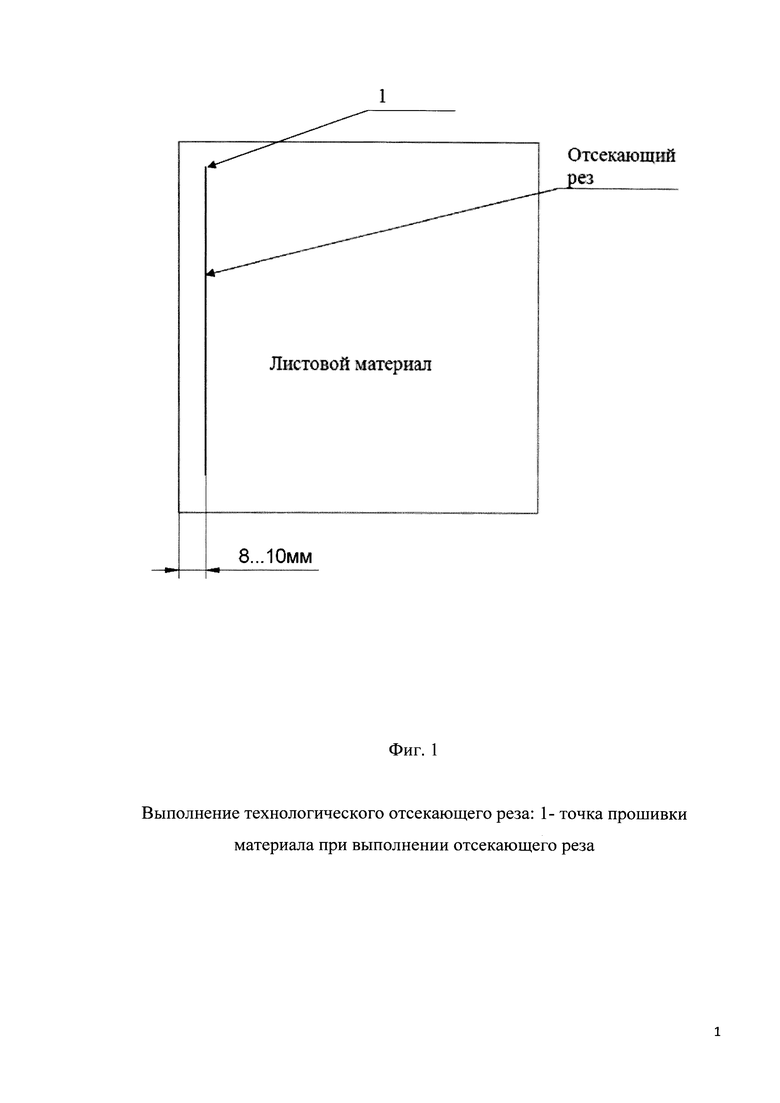
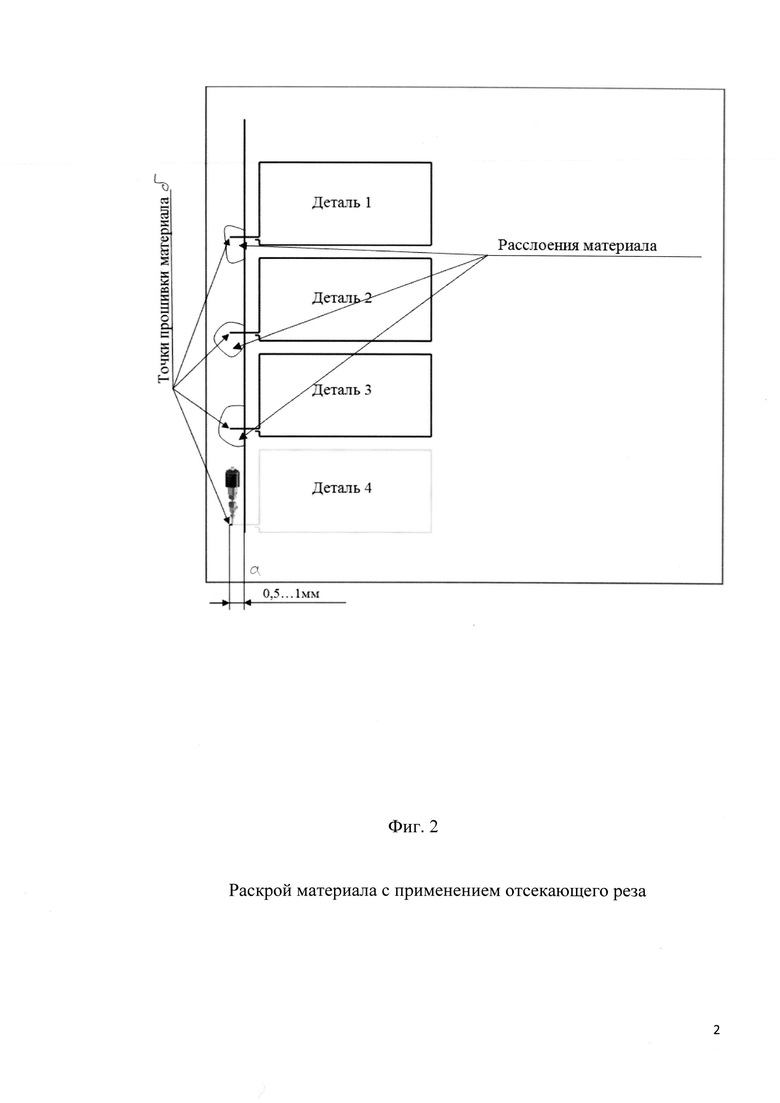
Сущность изобретения поясняется чертежами. На фиг. 1 показана схема выполнения отсекающего реза, выполняемого перед обработкой первого ряда деталей, на фиг. 2 - пример раскроя материала: а - общий вид; б - увеличено место прошивки начального технологического отверстия гидроабразивной струей.
Обработка деталей производится последовательно, рядами.
Перед вырезкой 1-го ряда деталей производится технологический отсекающий рез (фиг. 1). Величина давления при прошивке начального технологического отверстия 68÷70 МПа. Данное значение получено экспериментальным путем и обеспечивает минимальную величину возможного расслоения материала.
Отсекающий рез производится при максимально возможных значениях давления резания и подачи, обеспечивающей сквозную прошивку материала.
После выполнения отсекающего реза производится вырезка 1-го ряда заготовок. При этом прошивка начального технологического отверстия гидроабразивной струей производится левее отсекающего реза, а контур самой заготовки расположен правее него (фиг. 2).
Далее выполняются второй отсекающий рез и вырезка последующего ряда деталей.
Сущность способа заключается в отсечении распространения расслоения материала, образующегося при прошивке начального технологического отверстия гидроабразивной струей, на обрабатываемую деталь.
Пример конкретного выполнения способа.
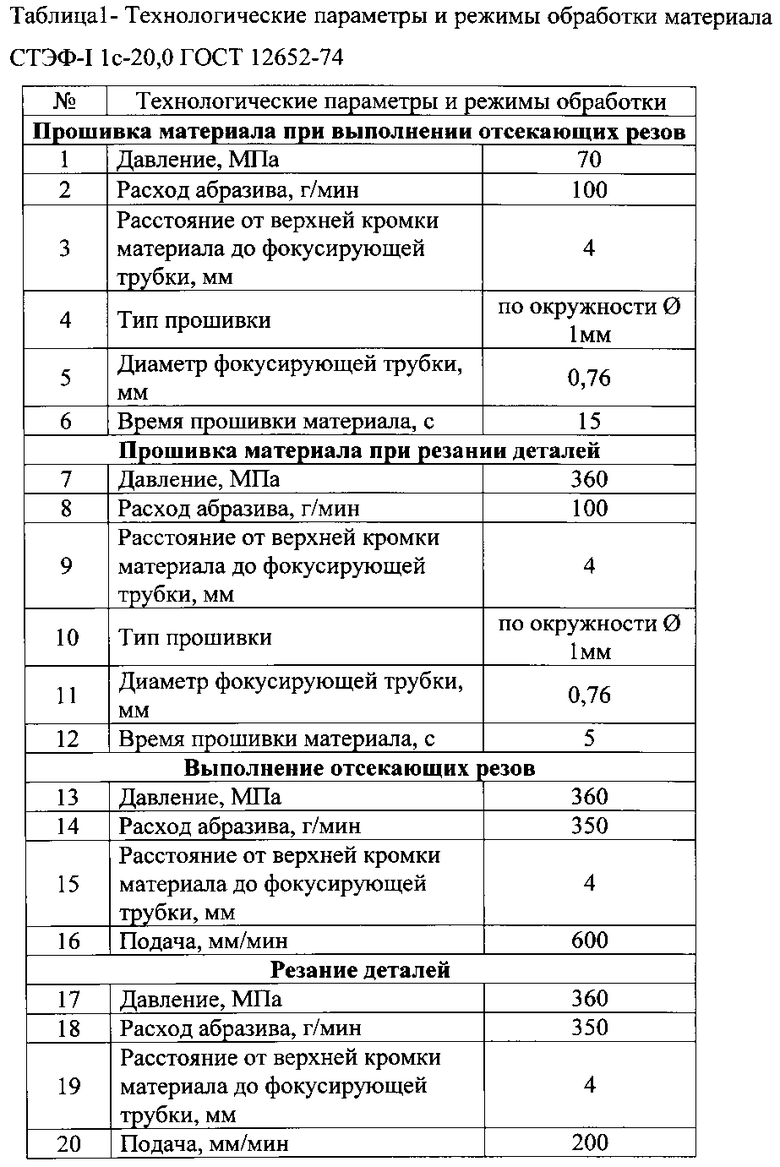
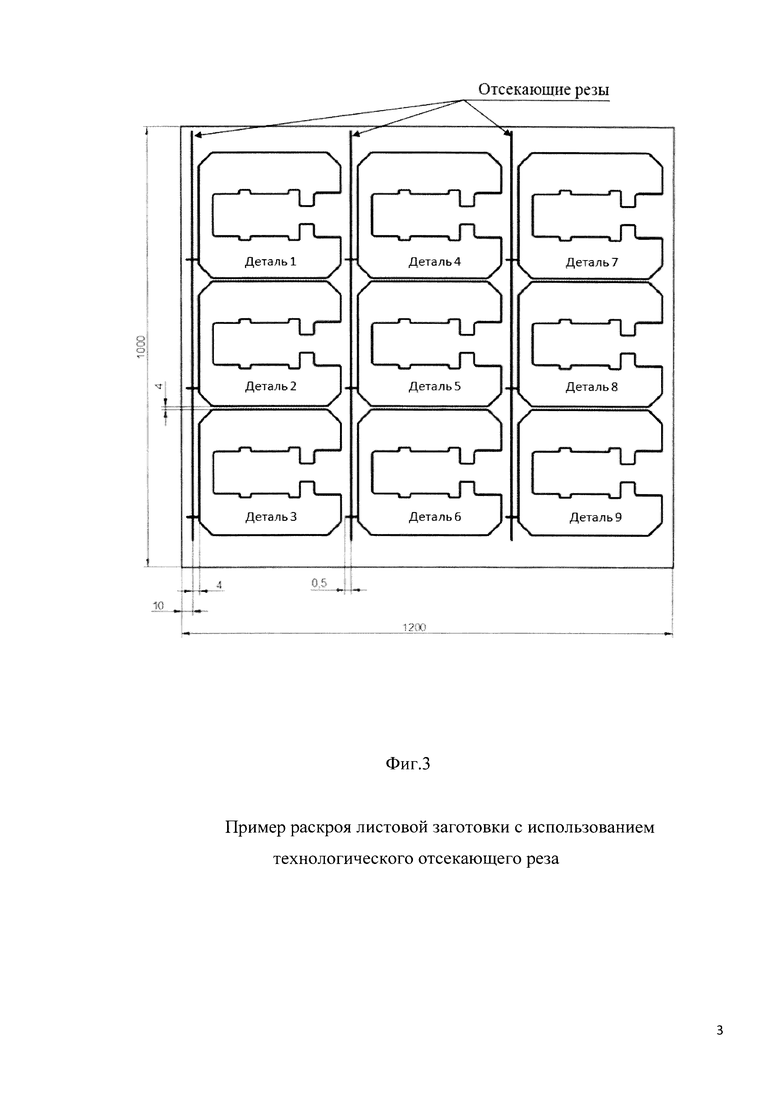
Производили раскрой листового материала СТЭФ-I 1с-20,0 ГОСТ 12652-74 размером 1200×980 мм. Схема расположения отсекающих резов и заготовок показана на фиг. 3. Технологические параметры, режимы прошивки и обработки материала при выполнении отсекающих резов и обработке деталей показаны в таблице 1.
Выполнение технологических отсекающих резов позволило полностью устранить проблему распространения расслоений материала на поверхность деталей.
Таким образом, применение технологических отсекающих резов при раскрое слоистых материалов позволяют решить проблему распространения расслоений материала, образующихся при прошивке материала, не используя при этом дополнительные опции предварительного сверления отверстий
Источники информации
1. RU №2433907 В24С 1/00, В24С 5/02, 2009.
2. Тихомиров Р.А., Николаев В.И. Механическая обработка пластмасс. Л., «Машиностроение» (Ленингр. Отд-ние), 1975., 208 с.
3. Высоцкий А.В., Кузнецов П.К., докт.техн. наук. Применение современных инновационных методов обработки при изготовлении деталей трансформаторов. Электро, №1, 2011. - С. 42-46.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ ЛИСТОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2010 |
|
RU2475350C2 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140839C1 |
| СПОСОБ ПАКЕТНОЙ РЕЗКИ МАТЕРИАЛОВ ГИДРОАБРАЗИВНОЙ СТРУЕЙ | 2009 |
|
RU2433907C2 |
| СПОСОБ ФОРМИРОВАНИЯ ОТВЕРСТИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ В ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ДЕТАЛЯХ ГИДРОАБРАЗИВНОЙ СТРУЕЙ | 2016 |
|
RU2625381C1 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОЙ ПАНЕЛИ | 2015 |
|
RU2594546C1 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОГО БЛОКА | 2016 |
|
RU2637709C1 |
| СПОСОБ УПРАВЛЕНИЯ ГИДРОАБРАЗИВНОЙ РЕЗКОЙ ЛИСТОВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2206442C2 |
| СПОСОБ ПОЛУЧЕНИЯ СКОЛЬЗЯЩЕГО ЛИСТА ЗАТВОРА ПЛАВАЮЩЕЙ КРЫШИ РЕЗЕРВУАРА | 2012 |
|
RU2518817C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ЗАМКА ТРУБОПРОВОДА | 2012 |
|
RU2516330C2 |
Изобретение относится к гидроабразивному резанию листовых слоистых полимерных материалов. Осуществляют прошивку начального технологического отверстия и вырезку детали путем относительного перемещения формирующего гидроабразивную струю сопла и упомянутого материала. Перед вырезкой детали в материале между начальным технологическим отверстием и контуром вырезаемой детали выполняют сквозные отсекающие резы. В результате устраняется распространение расслоения материала, образующегося при прошивке начального технологического отверстия гидроабразивной струей. 3 ил., 1 табл., 1 пр.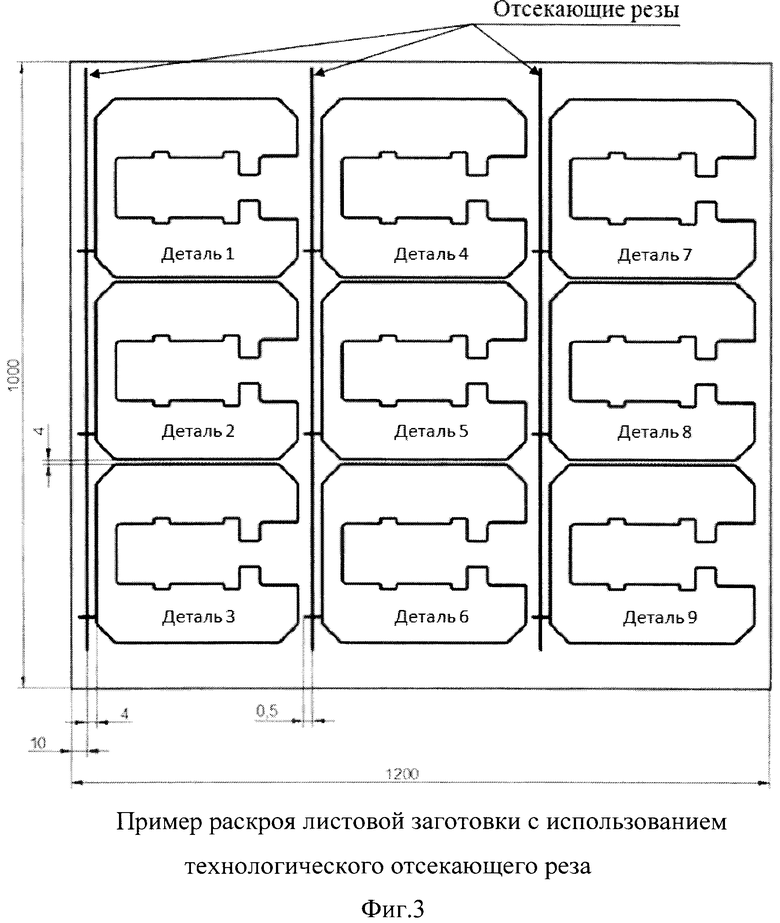
Способ гидроабразивного резания листовых слоистых полимерных материалов, включающий прошивку начального технологического отверстия и вырезку детали, осуществляемые путем относительного перемещения формирующего гидроабразивную струю сопла и упомянутого материала, отличающийся тем, что перед вырезкой детали в материале между начальным технологическим отверстием и контуром вырезаемой детали выполняют сквозные отсекающие резы.

