Изобретение относится к обработке деталей гидроабразивной струей и может быть использовано для формирования отверстий произвольной формы в цилиндрических и конических деталях.
Известен способ обработки твердых и хрупких материалов гидроабразивной жидкостью с одновременным приложением растягивающей нагрузки в пределах упругой деформации в направлении, перпендикулярном направлению движения подачи струи, для повышения качества и производительности реза (А.С. СССР 709348, В24С 1/10, 18.01.1980).
К недостаткам этого метода следует отнести то, что он рассчитан только на гидроабразивную резку листовых материалов по прямой линии. При обработке цилиндрических или конических деталей появляются задачи изготовления сквозных отверстий сложной формы без нарушения целостности внутренней поверхности детали.
Наиболее близким техническим решением является способ формирования отверстий в стеклянном рефлекторе (US. Pat. No.: US 6,306,010 B1), включающий установку детали на ложемент, подачу гидроабразивной струи с заданными параметрами и перемещение гидроабразивной струи по замкнутому контуру.
К недостаткам приведенного выше способа относится то, что он обеспечивает формирование отверстий только на ограниченном расстоянии от края детали, при расстояниях больших происходит разрушение внутренней поверхности детали.
Задачей настоящего изобретения является обеспечение формирования отверстий произвольной формы в цилиндрических и конических деталях без разрушения внутренней поверхности.
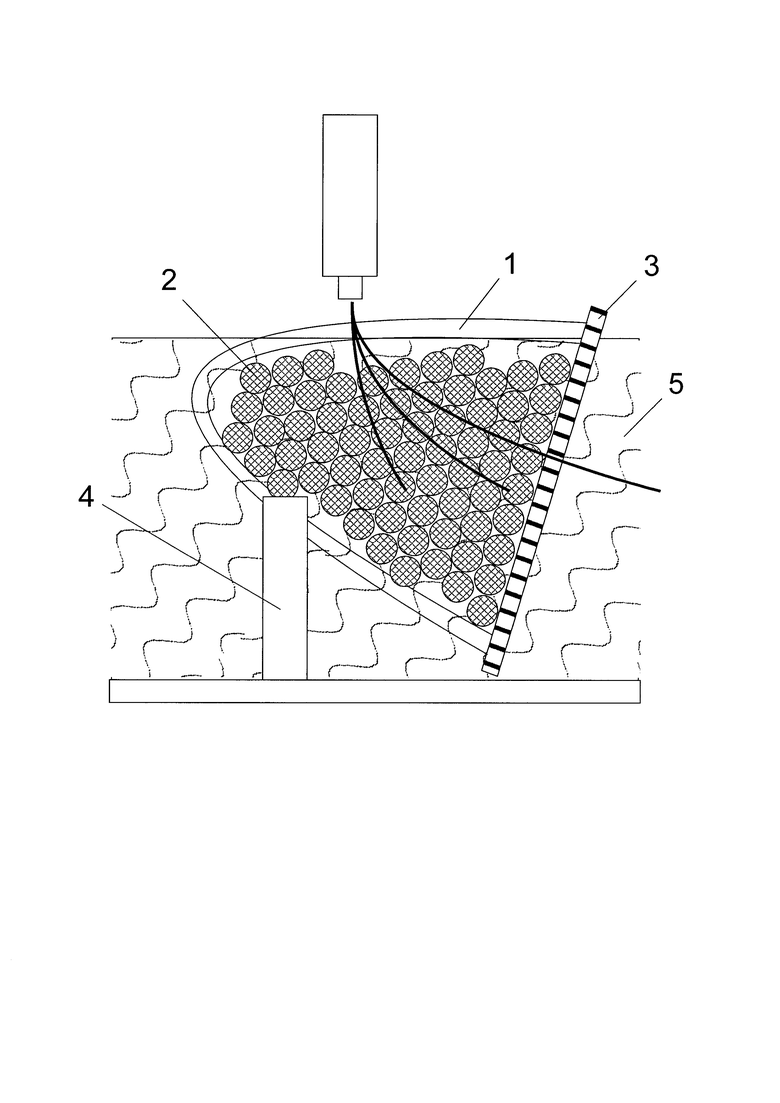
Поставленная цель достигается тем, что предложен способ формирования отверстий произвольной формы в цилиндрических и конических деталях, включающий установку детали на ложемент, подачу гидроабразивной струи с заданными параметрами, перемещение гидроабразивной струи по замкнутому контуру, отличающийся тем, что перед установкой детали на ложемент внутрь детали закладывают шарообразные технологические тела высокой твердости, а открытые стороны детали закрывают заглушкой с перфорированными отверстиями размером 0,25-0,5 от минимального диаметра технологического тела, деталь с ложементом погружают внутрь емкости с водой таким образом, чтобы обрабатываемая поверхность детали находилась над водой параллельно плоскости перемещения гидроабразивной струи, а остальная часть находилась в воде.
Авторами экспериментально установлено, что при проведении резки деталей с заложенными внутрь шаровидными технологическими телами гарантированно обеспечивается целостность внутренней поверхности детали.
Установлено, что применение заглушки с диаметром перфорации большим, чем 0,5 диаметра технологического тела, приводит к вымыванию технологических тел и последующему разрушению стенки, а заглушка с диаметром перфорации меньшим 0,25 диаметра препятствует отводу абразива и продуктов резки. Выбор шарообразной формы технологического тела обусловлен максимальной плотностью укладки внутри детали.
Выбор параметров гидроабразивной струи осуществлялся на основе таблиц обрабатываемости материалов, толщины стенки детали и требуемого качества реза поверхности, представленных производителем установки гидроабразивной резки и публикациями [3, 4].
Пример 1
Реализация предложенного способа представлена на следующем примере и поясняется чертежом. В коническую деталь из керамики (1) диаметром 100 мм закладывают шарообразные технологические тела (2) из кварца диаметром от 20 мм до 30 мм, устанавливают заглушку (3) с диаметром перфорации 10 мм. Деталь вместе с заглушкой помещают на ложемент (4) и погружают в воду (5). Затем подают гидроабразивную струю со следующими параметрами: давление воды 250 МПа, концентрация абразива в жидкости 400 г/мин, скорость подачи режущей головки 250 мм/мин. Затем осуществляют рез стенки детали по замкнутому контуру, заданному программой станка. Внутренняя поверхность детали при этом остается неповрежденной.
Пример 2
Аналогичным способом без разрушения стенки производят изготовление отверстия в цилиндрической детали и стали с толщиной стенки 5 мм и диаметром 200 мм. При этом обработку детали проводят со следующими параметрами гидроабразивной струи: давление воды 400 МПа, концентрация абразива в жидкости 400 г/мин, скорость подачи режущей головки 250 мм/мин.
Пример 3
В цилиндрической детали из поливинилхлорида диаметром 50 мм и толщиной стенки 1 мм изготавливают отверстие круглой формы без повреждения внутренней поверхности. При этом обработку ведут со следующими параметрами гидроабразивной струи: давление воды 50 МПа, концентрация абразива в жидкости 50 г/мин, скорость подачи режущей головки 1000 мм/мин.
Таким образом, применение предложенного способа обеспечивает формирование отверстия произвольной формы без разрушения внутренней поверхности детали на всем диапазоне рабочих давлений и скоростей подачи установки гидроабразивной резки.
Источники информации
1. А.С. СССР 709348, В24С 1/10, 18.01.1980.
2. US Pat. No.: US 6,306,010 B1.
3. Саушкин Б.П. Гидроабразивная резка: технология и применение // РИТМ, 7(75), 2012 г., 16 с.
4. Серикова Е.В. Где воде конкурентов нет. Новые технологии гидроабразивной резки // Национальная металлургия, №3, 2006, 22 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
| Способ абразивной обработки цилиндрических отверстий деталей | 2022 |
|
RU2807252C1 |
| СПОСОБ ПАКЕТНОЙ РЕЗКИ МАТЕРИАЛОВ ГИДРОАБРАЗИВНОЙ СТРУЕЙ | 2009 |
|
RU2433907C2 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2793666C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2013 |
|
RU2539241C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ ЛИСТОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2010 |
|
RU2475350C2 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОЙ ПАНЕЛИ | 2015 |
|
RU2594546C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2744633C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
Изобретение относится к формированию отверстий произвольной формы в цилиндрических и конических деталях гидроабразивной струей. Закладывают внутрь детали шарообразные технологические тела, а открытые стороны детали закрывают заглушками с перфорированными отверстиями размером 0,25-0,5 диаметра технологического тела. Устанавливают деталь на ложемент. Деталь вместе с ложементом погружают внутрь емкости с водой. Осуществляют подачу гидроабразивной струи. В результате формируются отверстия произвольной формы без разрушения внутренней поверхности детали. 3 пр., 1 ил.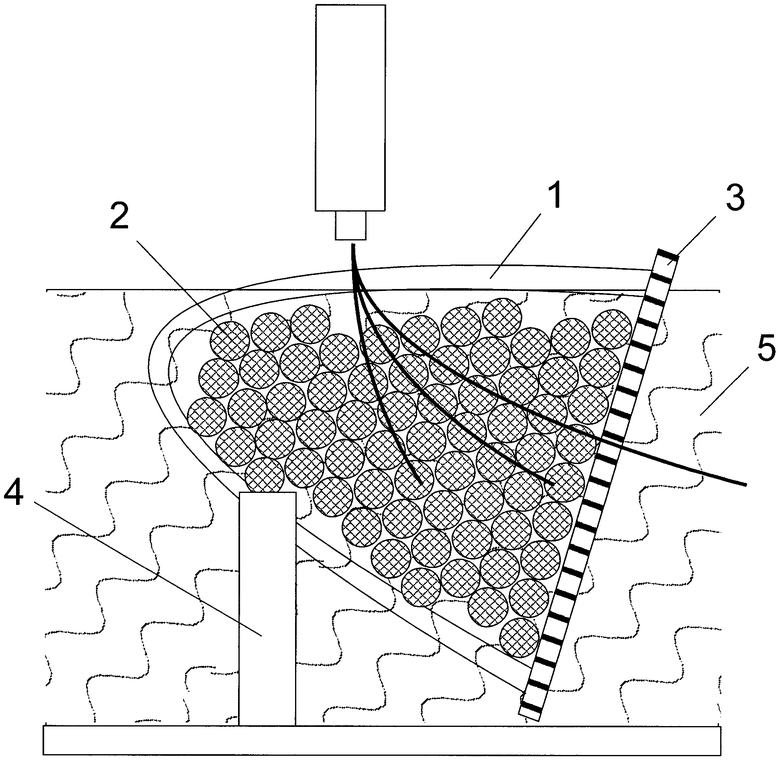
Способ формирования отверстий произвольной формы в цилиндрических и конических деталях гидроабразивной струей, включающий установку детали на ложемент, подачу гидроабразивной струи с заданными параметрами и перемещение гидроабразивной струи по замкнутому контуру, отличающийся тем, что перед установкой детали на ложемент внутрь детали закладывают шарообразные технологические тела высокой твердости, а открытые стороны детали закрывают заглушками с перфорированными отверстиями размером 0,25-0,5 диаметра технологического тела, причем деталь вместе с ложементом погружают внутрь емкости с водой таким образом, чтобы обрабатываемая поверхность детали находилась над водой параллельно плоскости перемещения гидроабразивной струи, а остальная часть находилась в воде.
| US 6306010 B1, 23.10.2003 | |||
| СПОСОБ РЕЗКИ И ОБРАБОТКИ АБРАЗИВНОЙ СТРУЕЙ И СОСТАВ ДЛЯ РЕЖУЩЕЙ АБРАЗИВНОЙ СТРУИ | 1994 |
|
RU2161086C2 |
| US 8845393 B2, 30.09.2014. | |||

