Заявляемое изобретение относится к области литейного производства, а именно, является способом определения эффективности работы экзотермических и изотермических оболочек прибылей путем получения количественных характеристик их работы при заливке опытной формы жидким металлом.
Известно, что качество отливок тесно связано с их питанием в период затвердевания металла. В современном литейном производстве используются экзотермические (выделяющие тепло при протекании экзотермической реакции) и изотермические (сохраняющие тепло) вставки, сохраняющие температуру металла в прибыли стабильной некоторое время, тем самым обеспечивая принцип направленного затвердевания, компенсируя усадку.
Известен традиционный способ оценки эффективности работы экзотермических и изотермических вставок - по наличию дефектов в порезанном сечении отливки и измерении величины усадочной раковины в прибыли (Применение теплоизоляционных и экзотермических материалов фирмы "Foseco Steel" в ОАО "МЗ Камасталь" [Текст] / Э. Фукс [и др.] // Сталь. - 2006. - № 11. - с. 46-50).
Данный способ обладает рядом существенных недостатков, основные из которых: необходимость вмешательства в технологический процесс, порезка годной отливки и отсутствие количественной (объективной) оценки эффективности работы вставки.
Также известен способ определения эффективности работы прибыли на основе численного анализа литейной технологии при использовании программного пакета «MAGMASOFT» и др. (В.В. Коробейников, М.П. Маринец, А.Н. Ухов. «Применение фильтров и экзотермических вставок для изотермических вставок для повышения качества отливок» // Литье и металлургия, ежеквартальный научно-производственный журнал. - №3, 2008, с. 214-217).
Преимущество данной методики в отсутствии натурных опытов. Однако данный способ не учитывает в достаточной степени свойства материала вставки, поэтому оценка является приближенной. Данным способом нельзя оценивать эффективность работы вставок различных производителей.
Известен способ, предложенный В.И. Справником, заключающийся в том, что для определения эффективности экзотермических вставок измеряется температура стали внутри экзотермической вставки, а эффективность работы прибыли оценивается путем сравнения продолжительности охлаждения прибыли до температуры солидуса со временем затвердевания отливки (В.И. Справник, Л.Ф. Выгоднер. «Обогрев прибылей экзотермическими смесями.» - М.: Машиностроение, 1981).
Данный способ наиболее близкий к заявленному изобретению по совокупности существенных признаков и выбран в качестве прототипа.
К существенным недостаткам известного способа также относится отсутствие количественных характеристик эффективности работы вставок для прибылей.
Задачей, на решение которой направлено заявляемое решение, является определение количественных характеристик эффективности работы экзотермических и изотермических вставок для прибылей с целью оптимизации их размера и расположения на отливке, проведения сравнительных испытаний вставок различного состава, и достигается следующий технический результат: увеличение коэффициента выхода годного литья.
Для достижения указанного технического результата при осуществлении предлагаемого способа определения эффективности работы экзотермических и изометрических вставок для прибылей, заключающегося в изготовлении литейной формы с установленными вставками, особенность которого в том, что на поверхности и внутри вставок устанавливаются термопары, подключенные к регистратору, осуществляющему замеры температуры с интервалом не более 1 секунды, согласно полученным данным строится график изменения температуры поверхности вставки и остывания металла внутри вставки, а далее с помощью графиков определяют показатели для вставок - время и температуру начала и окончания экзотермической реакции, максимальную температуру поверхности вставки, время сохранения стабильной температуры металла внутри вставки, время остывания металла внутри вставки до температуры солидус.
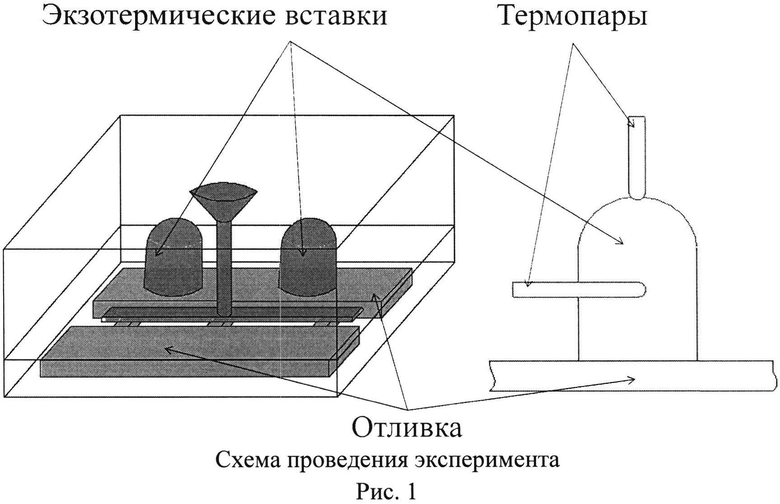
Сущность предлагаемого способа заключается в том, что для проведения испытаний изготавливается опытная литейная форма для получения отливок в виде пластин, размеры которых рассчитываются исходя из объема и количества вставок для испытаний. Размеры питателей, стояка и шлакоуловителя постоянны. В опытной форме устанавливаются термопары: на поверхность вставки (в верхней точке) прибыли и внутрь вставки (Рис. 1).
Термопары подключаются к регистратору, который фиксирует температуру на разных каналах с интервалом не более 1 секунды.
Далее подготовленная форма заливается жидким металлом (согласно применяемой технологии).
По показаниям регистратора строятся графики, отражающие изменение температуры металла внутри вставки и температуру поверхности вставки на одном листе (Рис. 2).
По построенным графикам определяются для экзотермических и изотермических вставок:
Время сохранения стабильной температуры металла внутри вставки - разница между временем, при котором температура металла в прибыли максимальна, и временем, при котором началось резкое падение температуры в прибыли.
Максимальная температура поверхности вставки - максимальная температура, зафиксированная термопарой, установленной на поверхности вставки.
Время остывания до температуры солидус - разница между временем, при котором температура металла в прибыли максимальна, и временем, при котором температура металла в прибыли равна температуре солидус для данного сплава.
Следующие показатели определяются только для экзотермических вставок:
Температура начала экзотермической реакции - температура, при которой происходит изменение скорости нарастания температуры поверхности вставки.
Температура окончания экзотермической реакции - температура, при которой происходит падение температуры поверхности вставки.
Время протекания экзотермической реакции - разница между временем начала экзотермической реакции и окончания экзотермической реакции.
Основными показателями для оценки эффективности работы вставки являются: время сохранения стабильной температуры металла- внутри вставки, время остывания до температуры солидус (чем выше данные показатели, тем меньше риск образования усадочных раковин в отливке).
Признаки, отличающие предлагаемый способ от наиболее близкого к нему, заключаются в том, что на поверхности и внутри экзотермических вставок устанавливаются термопары, подключенные к регистратору, который фиксирует температуру с интервалом не более 1 сек, затем согласно полученным данным строятся кривые изменения температуры поверхности вставки и остывания металла внутри вставки. А далее на основании полученных графиков определяются показатели для вставок - время и температура начала и конца экзотермической реакции, максимальная температура поверхности вставки, время сохранения стабильной температуры металла внутри вставки, время остывания металла внутри вставки до температуры солидус.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно- техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения.
Таким образом, используя заявленный способ определения эффективности работы экзотермических и изотермических вставок для прибылей можно получать количественную оценку эффективности их работы без вмешательства в технологический процесс и порезки годной детали, а также проводить сравнительные испытания вставок различных производителей для принятия оптимального решения, которое позволит получить качественное литье на предприятии.
С использованием заявленного способа на предприятии-заявителе были проведены сравнительные испытания экзотермических вставок производителей «Prometal», «Foseco», «Faprosid», «SQ», «Волокнистые огнеупоры».
По окончании испытаний были получены количественные оценки эффективности их работы. Материал, показавший лучшие характеристики, используется на предприятии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| ВСТАВКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ВСТАВКИ | 2002 |
|
RU2299781C2 |
| Экзотермическая смесь для обогрева литейных прибылей | 1976 |
|
SU608609A1 |
| ЭКЗОТЕРМИЧЕСКАЯ ШЛАКООБРАЗУЮЩАЯ СМЕСЬ | 2010 |
|
RU2429940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2014 |
|
RU2571238C2 |
| Способ получения отливок | 1982 |
|
SU1080926A1 |
| Способ заливки литейных форм | 1986 |
|
SU1411099A1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2008 |
|
RU2369461C1 |
| Экзотермическая смесь для обогревалиТЕйНыХ пРибылЕй | 1978 |
|
SU804200A1 |
Изобретение относится к области литейного производства. Способ заключается в изготовлении литейной формы с установленными вставками для прибылей. На поверхности и внутри вставок устанавливают термопары, подключенные к регистратору, осуществляющему замеры температуры с интервалом не более 1 сек. Согласно полученным данным строят график изменения температуры поверхности вставки и остывания металла внутри вставки. С помощью графиков определяют время и температуру начала и окончания экзотермической реакции, максимальную температуру поверхности вставки, время сохранения стабильной температуры металла внутри вставки, время остывания металла внутри вставки до температуры солидус. Обеспечивается повышение выхода годных отливок. 2 ил.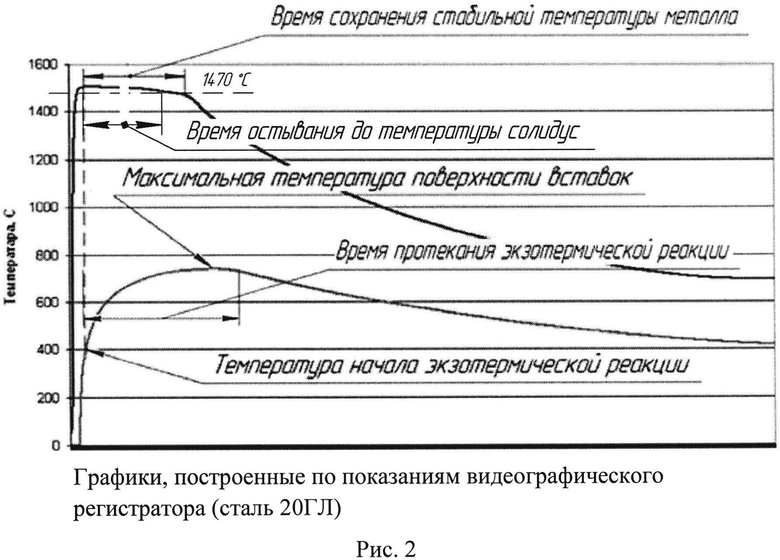
Способ определения эффективности действия экзотермических и изотермических вставок для прибылей, включающий изготовление и заливку металлом литейной формы с установленными вставками, отличающийся тем, что на поверхности и внутри вставок устанавливают термопары, подключенные к регистратору, фиксирующему температуру с интервалом не более 1 с, по полученным данным строят графики изменения температуры поверхности вставки и остывания металла внутри вставки, с помощью которых определяют показатели эффективности для вставок, характеризующих время и температуру начала и окончания экзотермической реакции, максимальную температуру поверхности вставки, время сохранения стабильной температуры металла внутри вставки и время остывания металла внутри вставки до температуры солидус.
| Справник В.И., Выгоднер Л.Ф | |||
| Обогрев прибылей отливок экзотермическими смесями | |||
| М., Машиностроение, 1981, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ОПРЕДЕЛЕННЫЕ МЕТАЛЛОЦЕНЫ, И ИХ ПРИМЕНЕНИЕ | 2009 |
|
RU2512517C2 |
| Дилатометр | 1984 |
|
SU1223106A1 |
| JP 57199543A, 07.12.1982. | |||

