Область техники, к которой относится изобретение
Настоящее решение относится к устройству для запечатывания упаковки, пригодной для удерживания пищевого продукта. Более конкретно, решение относится к устройству для запечатывания верха упаковки, содержащей пищевой продукт и имеющей крышеобразный верх. Решение также относится к системе, которая предназначена для формирования и заполнения упаковки с пищевым продуктом и содержит данное устройство.
Предпосылки создания изобретения
Хорошо известны упаковочные контейнеры для пищевых продуктов. Эти контейнеры часто имеют четыре вертикальные боковые стенки (как правило, прямоугольные панели), которые закрыты посредством крышеобразного верха. Типовой крышеобразный верх имеет две наклонные панели (gable panels) одинакового размера, которые соединены посредством гребня запечатанного верха. Одна наклонная панель может включать в себя укупорочное средство, такое как выливной элемент с навинчивающимся колпачком, прикрепленное к наклонной панели для облегчения доступа к содержимому, находящемуся в контейнере. Сначала из упаковочного материала заготовки формируют нижнюю часть контейнера перед заполнением контейнера пищевым продуктом. После этого формируют панели крышеобразного верха и гребень образуют запечатыванием.
В US 6,430,899 В1 раскрыто устройство для запечатывания и фальцевания верха картонной коробки и крышеобразным верхом. Устройство имеет две противоположные опоры для контактного взаимодействия и сдавливания гребня верха картонной коробки вместе для запечатывания картонной коробки. Каждая опора также имеет один или более клиньев для придания формы и образования четко выраженных сгибов на наклонных панелях верха.
В US 7,509,791 В2 раскрыто устройство для запечатывания верха упаковки с крышеобразным верхом, имеющей гребень запечатанного верха. Устройство для запечатывания включает в себя опору для рычагов и два противоположных рычага, смонтированных на опоре для рычагов с возможностью поворота. Каждый из рычагов имеет сварочную губку приблизительно на его конце. Рычаги выполнены с возможностью поворота для перемещения сварочных губок друг к другу и друг от друга по дуге. Опора для рычагов выполнена с возможностью линейного перемещения к упаковке и от упаковки при повороте рычагов для перемещения сварочных губок вниз к упаковке для изменения дуги, вдоль которой поворачиваются сварочные губки.
В EP 10 2015 102860 A1 раскрыто устройство для запечатывания верха контейнера с крышеобразным верхом, такое устройство имеет резиновые губки для компенсации неровностей стенки упаковки.
Однако существующие механизмы для запечатывания упаковок с крышеобразным верхом не обеспечивают эффективного запечатывания гребня вследствие (i) нарушений при позиционировании упаковки, которые возникают во время подачи упаковки к механизму для запечатывания, и/или (ii) отклонений технических характеристик упаковочного материала, например, ширины рукава и допусков при фальцевании. Это, в свою очередь, приводит к увеличенному выпучиванию запечатанной упаковки и преждевременной утечке/порче пищевого продукта в упаковке.
Таким образом, существует потребность в улучшенном устройстве для запечатывания упаковки с крышеобразным верхом, которое позволять скорректировать или, по меньшей мере, компенсировать отклонения при позиционировании упаковки и отклонения технических характеристик упаковочного материала при одновременном эффективном запечатывании верха упаковки.
Сущность изобретения
Согласно первому аспекту предложено устройство для запечатывания верха упаковки для пищевого продукта, при этом устройство содержит:
две противоположно расположенные, а именно первую и вторую сварочные губки, выполненные с возможностью реверсивного взаимодействия друг с другом сверху упаковки;
по меньшей мере, один клин на первой сварочной губке, выполненный с возможностью контактирования с первой верхней частью упаковки для формирования первой наклонной панели;
направляющий клин на второй сварочной губке, выполненный с возможностью контактирования со второй верхней частью упаковки для формирования второй наклонной панели;
по меньшей мере, один выступающий элемент на направляющем клине, выполненный с возможностью уменьшения перекашивания упаковки перед запечатыванием; и
резиновую подушку или на первой, или на второй сварочной губке, при этом резиновая подушка и сварочная губка, противоположная подушке, выполнены с возможностью формирования и запечатывания гребня между резиновой подушкой и противоположной сварочной губкой, посредством чего запечатывается верх упаковки.
Согласно второму аспекту предложена система для формирования, заполнения и запечатывания упаковки, содержащей пищевой продукт, при этом система содержит:
станцию формирования и запечатывания низа, предназначенную для фальцевания заготовки из упаковочного материала в упаковку и запечатывания низа упаковки;
станцию заполнения, предназначенную для заполнения упаковки пищевым продуктом; и
устройство согласно первому аспекту для запечатывания верха упаковки.
Краткое описание чертежей
Некоторые предпочтительные неограничивающие варианты осуществления настоящего решения будут описаны в качестве примера со ссылкой на сопровождающие чертежи, в которых:
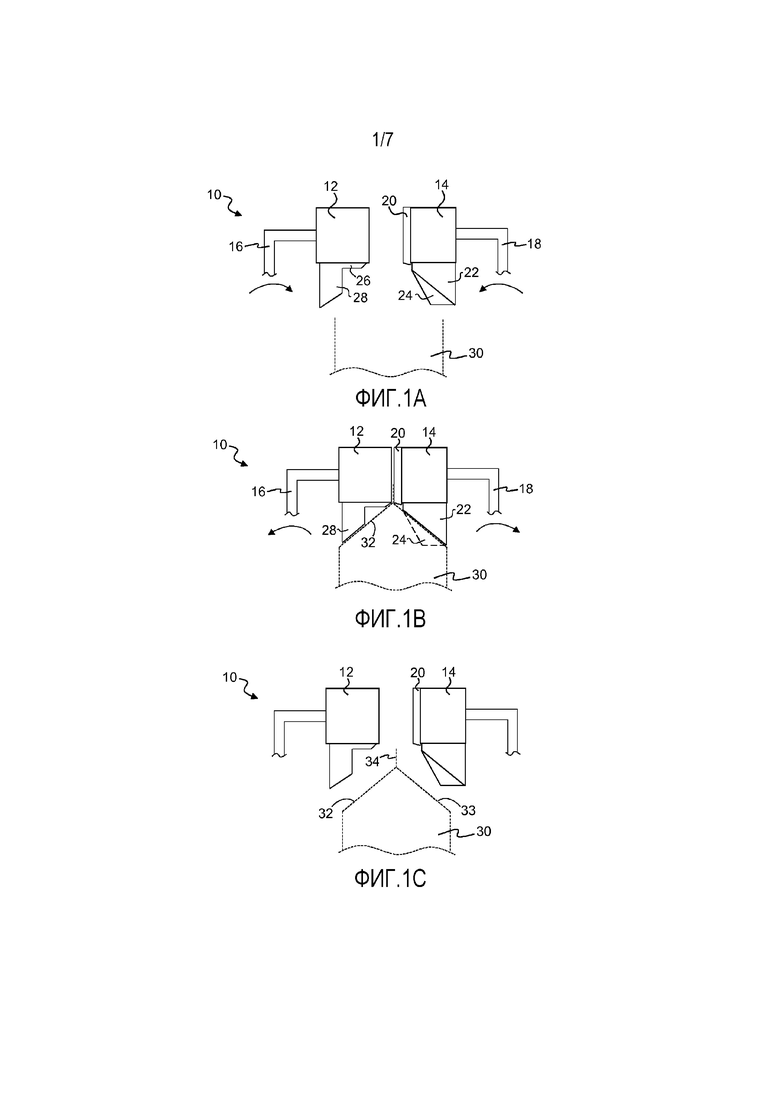
фиг.1А иллюстрирует устройство для запечатывания верха упаковки для пищевого продукта согласно варианту осуществления со сварочными губками, расположенными на расстоянии друг от друга перед запечатыванием упаковки;
фиг.1В показывает устройство по фиг.1А со сварочными губками, взаимодействующими друг с другом вокруг гребня верха упаковки для запечатывания упаковки;
фиг.1С показывает устройство по фиг.1А после запечатывания упаковки;
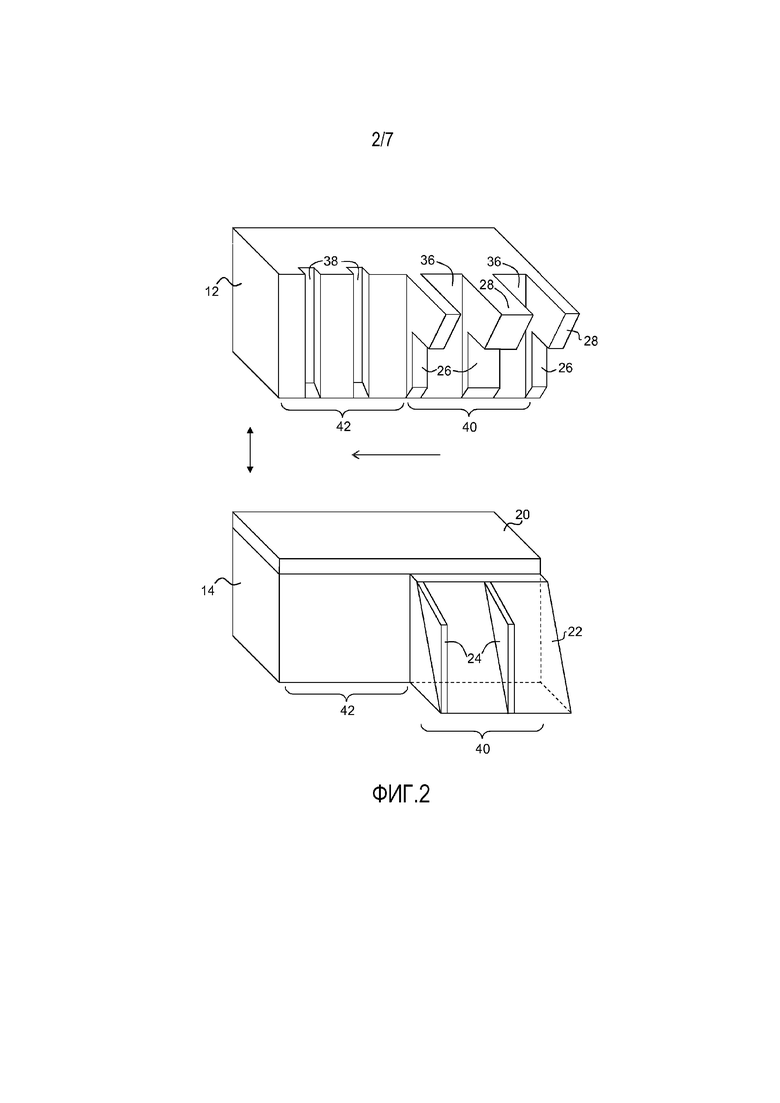
фиг.2 представляет собой вид в перспективе сварочных губок в устройстве по фиг.1А–1С;
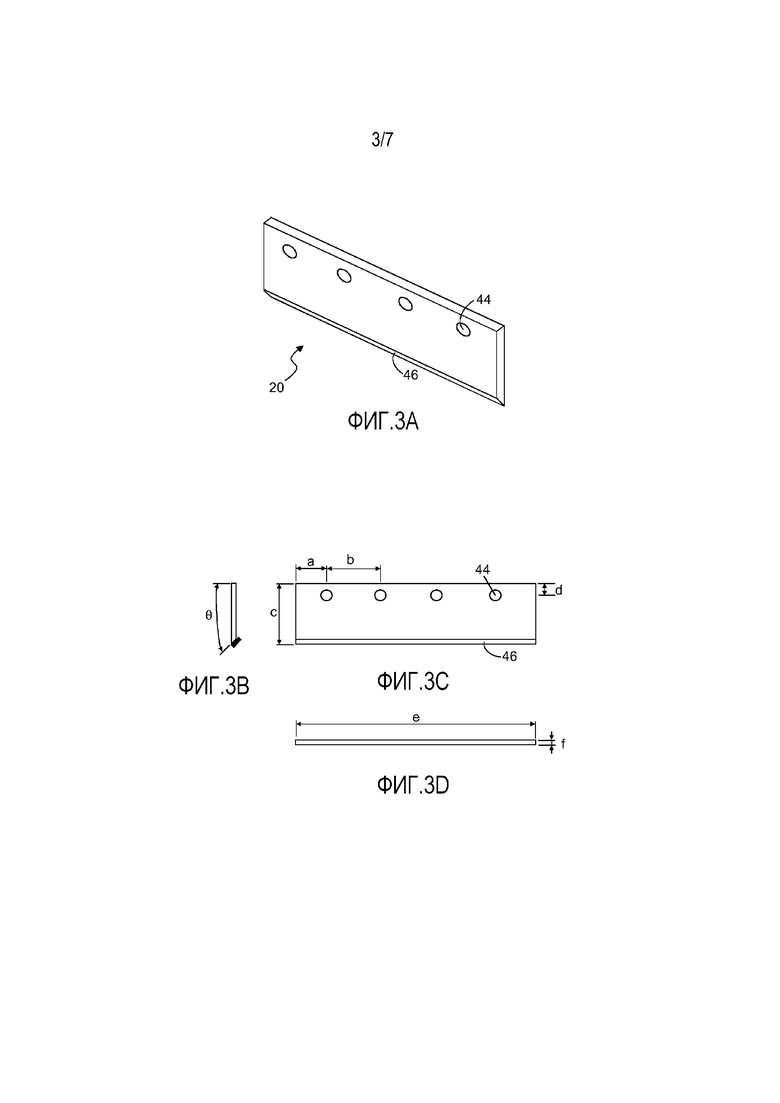
фиг.3А представляет собой вид в перспективе подушки, которая прикреплена к сварочной губке по фиг.1А–С и фиг.2;
фиг.3В представляет собой вид сбоку подушки по фиг.3А;
фиг.3С представляет собой вид спереди подушки по фиг.3А;
фиг.3D представляет собой вид сверху подушки по фиг.3А;
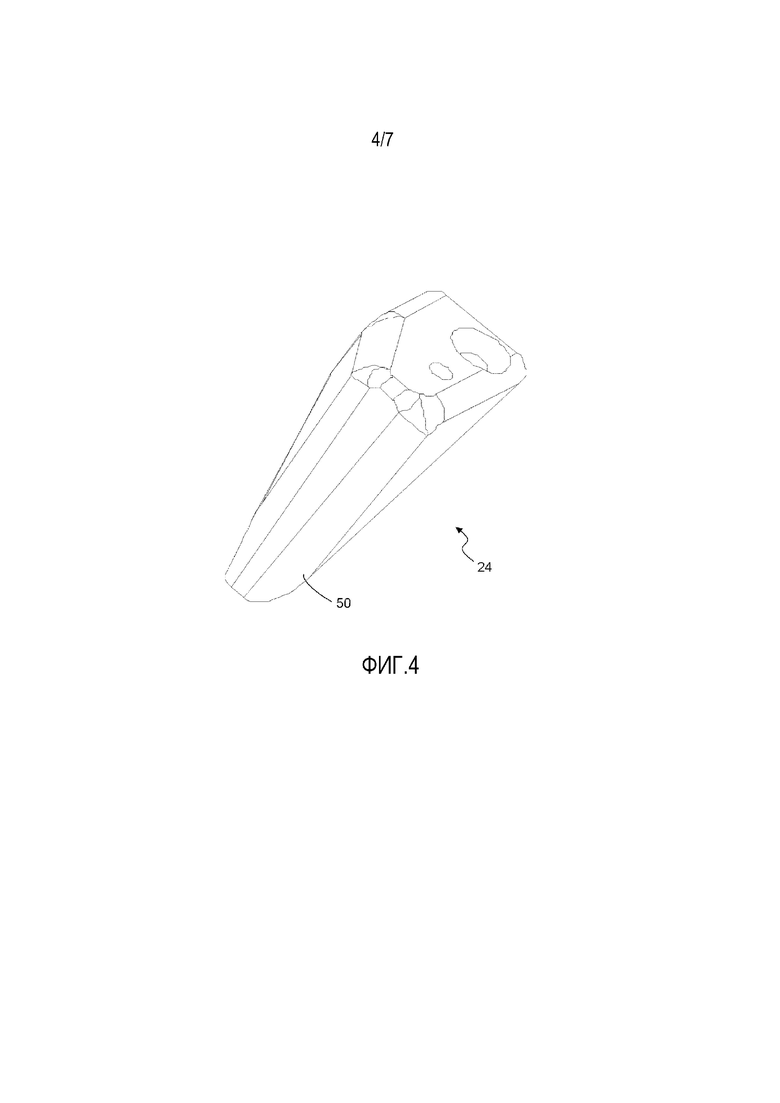
фиг.4 представляет собой вид в перспективе выступающего элемента, который находится на сварочной губке по фиг.1А–С и фиг.2; и
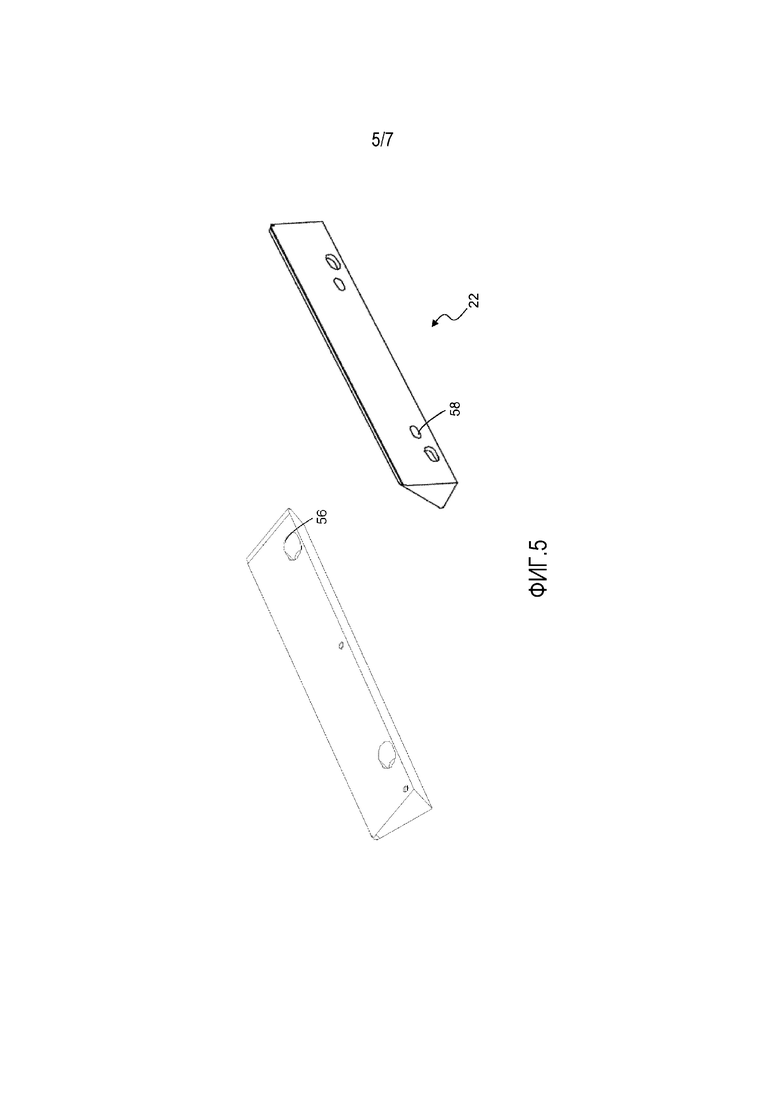
фиг.5 показывает виды в перспективе спереди и сзади направляющего клина, который находится на сварочной губке по фиг.1А–С и фиг.2;
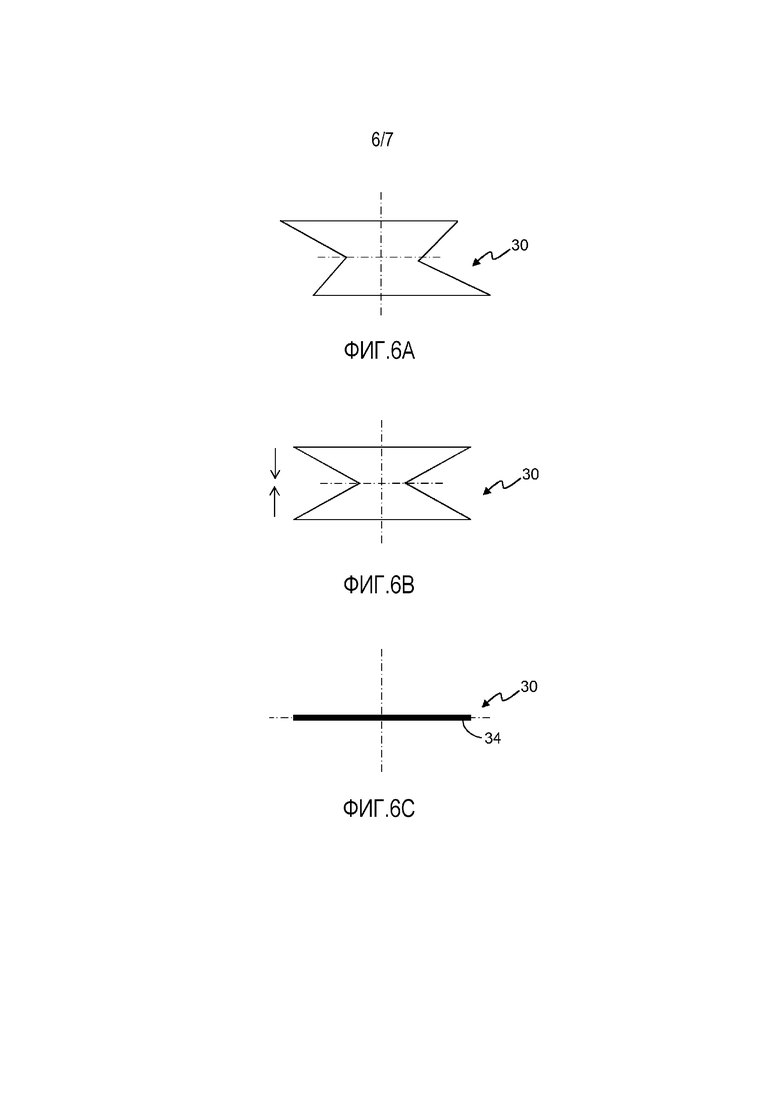
фиг.6А представляет собой вид сверху упаковки с неправильной формой перед запечатыванием посредством устройства по фиг.1А–1С;
фиг.6В представляет собой вид сверху упаковки по фиг.6А после контакта с выступающим элементом на сварочной губке в устройстве по фиг.1А–1С, но перед запечатыванием гребня;
фиг.6С представляет собой вид сверху упаковки по фиг.6В после формирования и запечатывания гребня посредством сварочных губок устройства по фиг.1А–1С; и
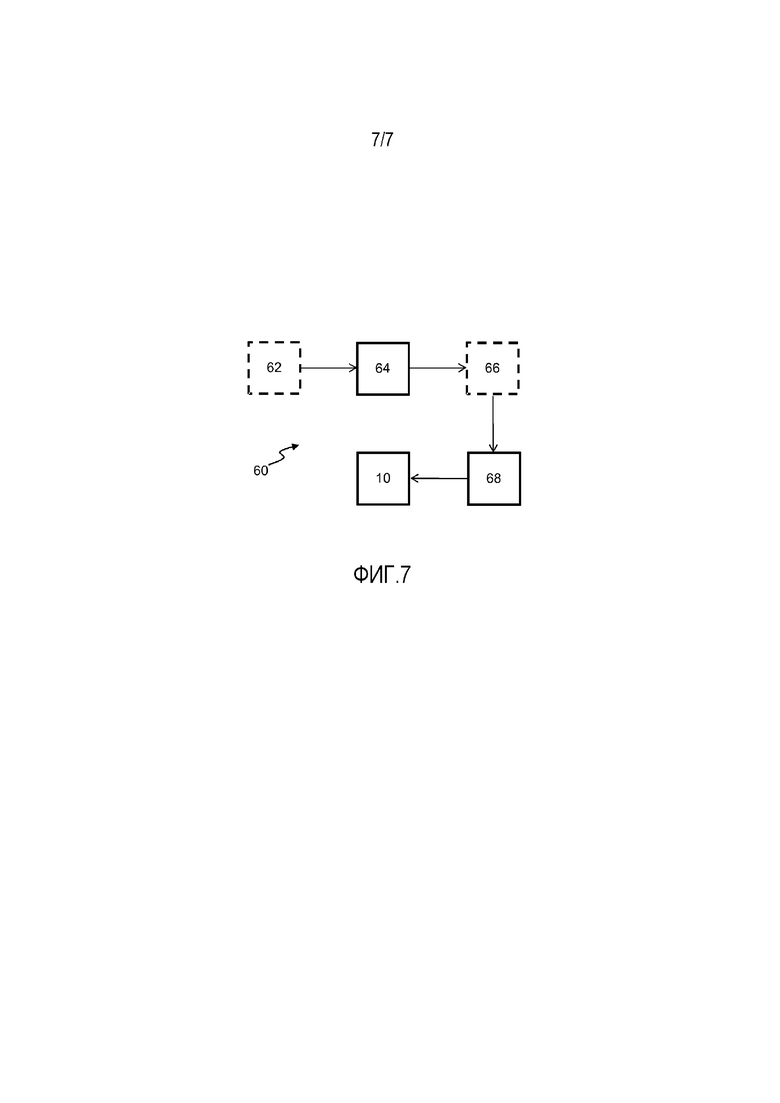
фиг.7 иллюстрирует систему для формирования и заполнения упаковки для пищевого продукта, содержащую устройство по фиг.1А–1С.
Подробное описание
Устройство и система согласно варианту осуществления описаны ниже со ссылкой на фиг.1–7.
Фиг.1А–1С иллюстрируют устройство 10 для запечатывания верха упаковки 30, пригодной для пищевого продукта. Устройство 10 имеет две противоположно расположенные сварочные губки 12 и 14, расположенные на конце рычагов 16 и 18. Сварочные губки могут быть нагреты для содействия запечатыванию/сварке. Рычаги 16, 18 соединены с приводным механизмом (непоказанным) на их другом конце, так что при использовании рычаги 16, 18 обеспечивают попеременно приближение губок 12, 14 друг к другу в направлении криволинейных стрелок на фиг.1А и последующий отвод губок 12, 14 друг от друга в направлении криволинейных стрелок на фиг.1В. Может быть использован любой конкретный приводной механизм, такой как гидравлический, пневматический, электромеханический и электрический приводные механизмы. Нижние части губок 12 и 14 проиллюстрированы более подробно на фиг.2. Обе губки 12, 14 имеют сварочную часть 40 и охлаждающую часть 42. Каждая часть 40 и 42 выполнена с возможностью размещения двух упаковок в отдельно взятый момент времени. Губка 12 имеет три клина 26 на нижней поверхности губки 12 в сварочной части 40. Каждый клин 26 имеет выступ 28, проходящий вниз от клина 26 и губки 12. Каждый клин 26 и его выступ 28 расположены на расстоянии от другого клина/выступа, которое соответствует зазорам 36, в которых размещается укупорочное средство, такое как выливной элемент (непоказанный), на упаковке 30 во время этапа сварки. Другая губка 14 имеет направляющий клин 22 на нижней поверхности губки 14 в сварочной части 40. Два выступающих элемента 24 проходят вниз от направляющего клина 22 и губки 14. Охлаждающая часть 42 губки 12 имеет два углубления 38 для подвода охлаждающего воздуха к запечатанной упаковке 30 и/или обеспечения возможности отвода остаточного тепла из устройства 10. Тепло может выделяться, когда упаковка находится в сварочной части 40. На боковой сварочной поверхности губки 14 имеется подушка 20, которая взаимодействует с губкой 12 во время использования. Подушка 20 предпочтительно изготовлена из резины. Устройство 10, показанное на фиг.1А, расположено над незапечатанной верхней частью упаковки 30. Нижняя часть упаковки 30 исключена для ясности. Двунаправленная стрелка на фиг.2 показывает перемещение губок 12, 14 в противоположных направлениях друг относительно друга во время использования. Однонаправленная стрелка на фиг.2 показывает направление перемещения упаковки 30 через устройство 10, которое будет описано ниже.
Устройство 10 функционирует следующим образом. Упаковку 30 с незапечатанной верхней частью подают в место под сварочной частью 40 устройства 10, показанного на фиг.1А и 2. Приводной механизм приводит в действие рычаги 16, 18 для перемещения губок 12 и 14 друг к другу в направлении криволинейных стрелок. При приближении губок 12, 14 друг к другу для взаимодействия выступ 28 контактирует с упаковкой 30 для сгибания/фальцовки и преобразования верхней части упаковки 30 в наклонную панель 32. Клин 26 также контактирует с упаковкой 30 на удалении от выступа 28 в части, которая находится ближе к верху упаковки 30. Направляющий клин 22 контактирует с другой верхней частью упаковки 30 для сгибания/фальцовки и формирования противоположной наклонной панели 33. Выступающий элемент 24 контактирует с упаковкой 30 только тогда, когда упаковка 30 имеет неправильную форму, как будет дополнительно описано ниже в связи с фиг.6А–6С. В других случаях выступающий элемент 24 проходит рядом с упаковкой 30 в место, показанное пунктирной линией, показывающей выступающий элемент 24 на фиг.1В. Подушка 20 и губка 12 контактируют с самой верхней частью упаковки 30 и сдавливают самую верхнюю часть упаковки 30 для формирования и запечатывания гребня 34 между подушкой 20 и губкой 12, как лучше всего показано на фиг.1В. Как только наклонные панели 32, 33 и гребень 34 будут сформированы и запечатаны, рычаги 16, 18 перемещаются в направлении криволинейных стрелок, показанных на фиг.1В, для разделения губок 12, 14 и освобождения запечатанной упаковки 30, показанной на фиг.1С. После этого запечатанную упаковку 30 перемещают к охлаждающей части 42 посредством конвейерной ленты или другой системы транспортирования (непоказанной). Когда запечатанная упаковка 30 окажется под охлаждающей частью 40, приводной механизм снова обеспечит перемещение губок 12, 14 назад для их взаимодействия вокруг гребня 34. Это обеспечивает упрочнение сварного шва, который был образован в сварочной части 40. Остаточное тепло отводится через углубления 38 губки 12. В альтернативном варианте охлаждающий газ или охлаждающий воздух может быть подан к запечатанной упаковки 30 через углубления 38. Губки 12, 14 затем разделяют, и система транспортирования перемещает запечатанную и охлажденную упаковку 30 из устройства 10.
Фиг.3А–3D иллюстрируют подушку 20, которая может быть прикреплена к сварочной губке 14. Подушка 20 имеет четыре отверстия 44 для прикрепления подушки 20 к губке 14 посредством использования винтов или других подходящих крепежных элементов. Наклонная поверхность 46 в нижней части подушки 20 опирается на наклонную панель 33 рядом с гребнем 34 упаковки 30. Наклонная поверхность 46 способствует образованию гребня 34 и приложению силы, противодействующей и уравновешивающей по отношению к силе, приложенной клином 26 к упаковке 30. Неограничивающие приведенные в качестве примера размеры подушки 20, показанные на фиг.3В–3D, таковы:
а: 37 мм
b: 90 мм
c: 50 мм
d: 12 мм
e: 344 мм
f: 4 мм
Ɵ: 25°
диаметр отверстий 44: 5,5 мм.
Фиг.4 показывает иллюстративный выступающий элемент 24, который прикреплен к направляющему клину 22 сварочной губки 14. Выступающий элемент 24 имеет скошенную поверхность 50 для содействия исправлению неправильных форм упаковок перед запечатыванием, как описано ниже в связи с фиг.6А–6С.
Фиг.5 иллюстрирует направляющий клин 22, который находится на сварочной губке 14. Направляющий клин 22 изготовлен цельным из любого пригодного материала, такого как металл. Отверстия 56 и 58 выполнены для прикрепления направляющего клина 22 к губке 14 и прикрепления выступающего элемента 24 к направляющему клину 22 посредством использования винтов или аналогичных крепежных элементов. Длина направляющего клина 22 в продольном направлении перекрывает длину сварочной части 40.
Фиг.6А показывает вид сверху упаковки 30 с перекошенной формой перед входом в сварочную часть 40 устройства 10. Упаковка 30 может стать перекошенной во время формирования нижней части, заполнения пищевым продуктом или транспортирования упаковки к устройству 10. Если перекошенная форма не будет исправлена перед запечатыванием верха упаковки, то между сварочными губками 12, 14 будет образован несимметричный гребень 34. Это создает неприятный внешний вид и может снизить эффективность образованного шва. Запечатанная упаковка также может демонстрировать увеличенное выпучивание. Когда сварочные губки 12, 14 перемещаются друг к другу во время процесса запечатывания, скошенная поверхность 50 выступающего элемента 24 входит в контакт с перекошенными вертикальными краями упаковки 30 и корректирует форму упаковки 30 до формы, которая обладает высокой степенью симметричности относительно ее горизонтальных осей (показанных штрихпунктирными линиями), если смотреть сверху, как показано на фиг.6В. После этого сварочные губки 12, 14 продолжают перемещаться друг к другу в направлениях, показанных стрелками на фиг.6В, для формирования гребня 34 и запечатывания верха упаковки 30, показанного на фиг.6С.
Фиг.7 показывает систему 60 для формирования, заполнения и запечатывания упаковки, содержащей пищевой продукт. Система 60 при желании может иметь магазин 62 упаковок, предназначенный для хранения плоских заготовок из упаковочного материала. Во время эксплуатации системы 60 заготовки из упаковочного материала подаются из магазина 62 (или другого источника) к станции 64 формирования и запечатывания низа, на которой заготовки фальцуют и нижнюю часть упаковки формируют и запечатывают. Частично сформированную упаковку затем подают на станцию 66 стерилизации, на которой упаковку стерилизуют посредством раствора пероксида водорода и/или УФ–излучения. Однако включение станции 66 стерилизации в систему 60 не является существенным. Упаковку подают из станции 66 стерилизации (или станции 64 формирования и запечатывания низа) на станцию 68 заполнения для заполнения упаковки пищевым продуктом. В завершение упаковку, содержащую пищевой продукт, транспортируют к устройству 10 для запечатывания для запечатывания верха упаковки, как описано выше в связи с фиг.1А–1С и 2.
Использование выступающего элемента 24 способствует исправлению перекошенных форм упаковок перед запечатыванием , что приводит к уменьшенному выпучиванию упаковок и более эффективному запечатыванию верха. Использование резиновой подушки 20 на одной из сварочных губок (вместо просто поверхности губки из нержавеющей стали со следами, отображающими состояние) позволяет образовать эффективный шов между двумя губками независимо от отклонений при позиционировании упаковки, которые могут возникать во время транспортирования незапечатанной упаковки к устройству 10. Резиновая подушка 20 также обеспечивает возможность эффективного запечатывания упаковки, несмотря на отклонения технических характеристик упаковки, таких как ширина рукава и допуски при фальцевании.
Перечень ссылочных позиций
В нижеприведенной таблице перечислены элементы устройства и системы и их соответствующие ссылочные позиции.
Группа изобретений относится к устройству для запечатывания верха упаковки для пищевого продукта, а также к системе для формирования, заполнения и запечатывания упаковки, содержащей пищевой продукт. Устройство содержит две противоположно расположенные, а именно первую и вторую сварочные губки, выполненные с возможностью реверсивного взаимодействия друг с другом вокруг верха упаковки. Устройство содержит, по меньшей мере, один клин на первой сварочной губке, выполненный с возможностью контактирования с первой верхней частью упаковки для формирования первой наклонной панели. Устройство включает направляющий клин на второй сварочной губке, выполненный с возможностью контактирования со второй верхней частью упаковки для формирования второй наклонной панели. По меньшей мере один выступающий элемент на направляющем клине выполнен с возможностью уменьшения перекашивания упаковки перед запечатыванием. Устройство также содержит резиновую подушку или на первой, или на второй сварочной губке. Резиновая подушка и противоположная сварочная губка выполнены с возможностью формирования и запечатывания гребня между резиновой подушкой и противоположной сварочной губкой, посредством чего запечатывается верх упаковки. Группа изобретений обеспечивает повышение точности запечатывания продукта. 2 н. и 12 з.п. ф-лы, 1 табл., 14 ил.
1. Устройство (10) для запечатывания верха упаковки (30) для пищевого продукта, содержащее:
две противоположно расположенные, а именно первую и вторую сварочные губки (12, 14), выполненные с возможностью реверсивного взаимодействия друг с другом сверху упаковки (30);
по меньшей мере, один клин (26) на первой сварочной губке (12), выполненный с возможностью контактирования с первой верхней частью упаковки (30) для формирования первой наклонной панели (32);
направляющий клин (22) на второй сварочной губке (14), выполненный с возможностью контактирования со второй верхней частью упаковки (30) для формирования второй наклонной панели (33);
по меньшей мере, один выступающий элемент (24) на направляющем клине (22);
отличающееся тем, что выступающий элемент (24) выполнен с возможностью уменьшения перекашивания упаковки (30) перед запечатыванием; и тем, что устройство содержит
резиновую подушку (20) или на первой, или на второй сварочной губке (12, 14), при этом резиновая подушка (20) и сварочная губка (12, 14), противоположная подушке (20), выполнены с возможностью формирования и запечатывания гребня (34) между резиновой подушкой (20) и противоположной сварочной губкой (12, 14), посредством чего запечатывается верх упаковки (30).
2. Устройство (10) по п.1, в котором резиновая подушка (20) находится на второй сварочной губке (14).
3. Устройство (10) по п.1 или 2, в котором резиновая подушка (20) имеет наклонную поверхность (46), выполненную с возможностью контактирования с первой или второй наклонной панелью (32, 33).
4. Устройство (10) по любому из пп.1–3, в котором резиновая подушка (20) имеет толщину от 2 мм до 6 мм, предпочтительно 4 мм.
5. Устройство (10) по любому из пп.1–4, в котором резиновая подушка (20) имеет множество отверстий (44) для приема крепежного элемента, предназначенного для прикрепления подушки (20) к сварочной губке (12, 14).
6. Устройство (10) по любому из пп.1–5, содержащее, по меньшей мере, два выступающих элемента (24) на направляющем клине (22).
7. Устройство (10) по любому из пп.1–6, в котором выступающий элемент или выступающие элементы (24) имеет/имеют, по меньшей мере, одну скошенную поверхность (50).
8. Устройство (10) по любому из пп.1–7, дополнительно содержащее, по меньшей мере, три клина (26), при этом каждый клин (26) имеет выступ (28), выполненный с возможностью контактирования с третьей верхней частью упаковки (30).
9. Устройство (10) по п.8, дополнительно содержащее зазор (36) между, по меньшей мере, двумя из клиньев (26), при этом зазор (36) выполнен с возможностью размещения в нем укупорочного средства на упаковке (30).
10. Устройство (10) по любому из пп.1–9, в котором первая и вторая сварочные губки (12, 14) дополнительно содержат охлаждающую часть (42), выполненную с возможностью приема запечатанной упаковки (30).
11. Устройство (10) по любому из пп.1–10, дополнительно содержащее два рычага (16, 18), при этом каждый рычаг соединен с одной из первой и второй сварочных губок (12, 14) и выполнен с возможностью обеспечения реверсивного взаимодействия сварочных губок (12, 14) друг с другом.
12. Система (60) для формирования, заполнения и запечатывания упаковки, содержащей пищевой продукт, при этом система (60) содержит:
станцию (64) формирования и запечатывания низа, предназначенную для фальцевания заготовки из упаковочного материала в упаковку и запечатывания низа упаковки;
станцию (68) заполнения, предназначенную для заполнения упаковки пищевым продуктом; и
устройство (10) по любому предшествующему пункту, предназначенное для запечатывания верха упаковки.
13. Система (60) по п.12, дополнительно содержащая магазин (62) упаковок, предназначенный для хранения заготовок из упаковочного материала.
14. Система (60) по п.12 или 13, дополнительно содержащая станцию (66) стерилизации, предназначенную для стерилизации упаковки перед заполнением упаковки пищевым продуктом.
| US 6430899 B1, 13.08.2002 | |||
| DE 102015102860 A1, 01.09.2016 | |||
| Устройство для изготовления, наполнения и запечатывания пакетов из ленточного термосклеивающегося материала | 1988 |
|
SU1551588A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосваривающегося материала | 1986 |
|
SU1413026A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |

