Изобретение относится к машиностроению, в частности к прессам для производства силикатного, керамического, огнеупорного и других видов кирпича.
Известен механический пресс для полусухого формования сыпучих материалов, содержащий станину, несущую пресс-форму, прессующую раму, перемещающуюся в направляющих станины, несущую нижний инструмент, подвижный ползун, сочлененный с прессующей рамой и несущий верхний инструмент, коленно-рычажный привод встречно-расходящегося движения прессующей рамы и ползуна, одно колено которого соединено с ползуном, а другое - с прессующей рамой, элементы регулирования высоты формуемого изделия и элементы выталкивания (авт. св. СССР 1440737, кл. В 30 В 1/06, 06.05.87).
Недостаток упомянутого механического пресса, принятого за аналог, заключается в том, что пресс не обеспечивает двухэтапного приложения усилия формования за один ход прессующего инструмента, где на первом этапе осуществляется приложение к формовочной смеси, помещенной в пресс-форму, одностороннего заданного усилия снизу, а на втором этапе - двукратного двустороннего приложения усилия для получения высокого качества кирпича с равномерной плотностью по высоте за счет поэтапного сброса воздушных включений.
Наиболее близким техническим решением, принятым за прототип, является механический пресс для полусухого формования сырца кирпича в два этапа за один ход прессующего инструмента, который содержит станину, несущую неподвижную пресс-форму, прессующую раму, перемещающуюся в направляющих, установленных на станине, несущую нижний прессующий инструмент, ползун, перемещающийся в направляющих прессующей рамы и несущий верхний прессующий инструмент, стол, коленно-рычажный привод встречно-расходящегося движения, одно колено которого сочленено с ползуном, а другое - с прессующей рамой, шибер-наполнитель формовочной смеси с приводом, жестко связанным с коленчатым валом коленно-рычажного механизма привода пресса и элемента выталкивания сырца-кирпича, а также элементы регулирования величины заполнения пресс-формы формовочной смесью, устройством для настройки одностороннего усилия первого этапа формования смеси нижним инструментом, выполненным в виде регулируемого по усилию и управляемого упора, сочлененным с упомянутым ползуном (патент РФ 2116194, кл. В 28 В 3/08, 30.07.96).
Несмотря на то, что этот пресс снабжен устройством для настройки одностороннего усилия первого этапа формования смеси, ему присущи недостатки, заключающиеся в том, что устройство представляет собой сложную конструкцию, состоящую из корпусов упругого регулируемого упора, установленных на верхней части станины, и элементы, передающие движение ползуна на элемент, упирающийся в вышеуказанные упоры. Такая конструкция увеличивает высоту пресса, а элементы, передающие движение ползуна, имеют большую протяженность и проходят через соседние механизмы, усложняя их конструкцию, эксплуатацию и особенно ремонтопригодность.
Указанные недостатки прототипа устраняются тем, что заявляемый механический пресс для полусухого формования сырца-кирпича в два этапа за один ход прессующего инструмента имеет устройство для настройки одностороннего усилия первого этапа формования смеси нижним инструментом, выполненным в виде регулируемого по усилию и управляемого упора, корпуса которого установлены по бокам станины пресса вблизи ползуна, промежуточный элемент в виде поперечной балки, закрепленной к ползуну, проходит в пазах стоек станины для контактирования с вышеуказанным упором.
Сопоставимый анализ с известными техническими решениями механических прессов для полусухого формования сырца-кирпича показал, что расположение корпусов регулируемого по усилию и управляемого упругого упора по бокам станины пресса сокращает количество и протяженность элементов конструкции устройства, не загораживает соседние механизмы и штамповое пространство, улучшает удобство обслуживания и ремонтопригодность пресса.
На фиг.1 изображен общий вид пресса, разрез;
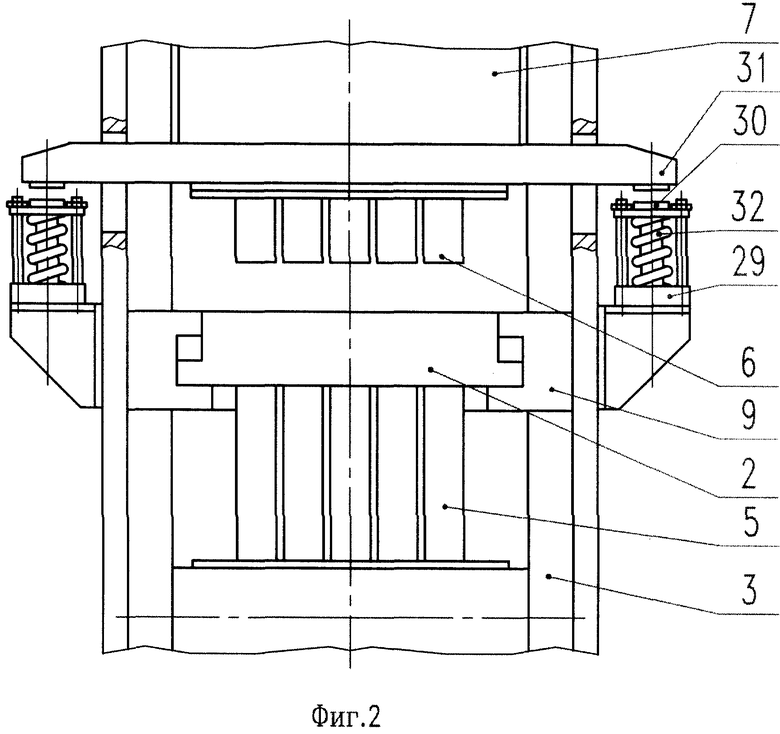
на фиг.2 - вид А на фиг.1.
Механический пресс для полусухого формования сырца-кирпича в два этапа с устройством для настройки первого этапа формования смеси содержит станину 1, несущую неподвижную пресс-форму 2, прессующую раму 3, перемещающуюся в направляющих 4 станины 1, прессующий инструмент, состоящий из нижней части 5, закрепленной на прессующей раме 3 пресса, и верхней части 6, закрепленной на ползуне 7 пресса, перемещающемся в направляющих 8, стол 9, выполненный в нижней части станины 1, коленно-рычажный привод встречно-расходящегося движения, включающий коленный рычаг 10, сочлененный посредством оси 11 с ползуном 7, и коленный рычаг 12, сочлененный посредством оси 13 с прессующей рамой 3, шатун 14, сочлененный с коленчатым валом 15 с одной стороны, а с другой шарниром 16 - с коленными рычагами 10 и 12, образующими коленную пару, шиберный наполнитель формовочной смеси 17, жестко связанный с коленчатым валом 15 через тяги 18, рычаги 19 и 20, опору 21, ролик 22 и кулак 23, закрепленный на зубчатом колесе 24; элементы 25 регулирования заполнения пресс-формы 2 формовочной смесью с упором 26. На шатуне 14 закреплен плоский кулак 27, контактирующий с роликом 28, установленным на станине 1, для выталкивания изделия из пресс-формы 2. По бокам станины 1 в корпусах 29 установлен регулируемый упругий, например, пружинный упор 30, а на ползуне 7 закреплен промежуточный элемент 31, выполненный в виде поперечной балки, проходящий в пазах боковых стоек станины и периодически контактирующий с упором 30, имеющий упругий элемент 32. Формовочная смесь подается в шибер-накопитель 17 из бункера 33.
Предлагаемый механический пресс работает следующим образом.
В исходном положении пресса ползун 7 расположен на подходе к верхней мертвой точке, прессующая рама 3 с нижним инструментом 5 расположена внизу на упоре 26 регулятора глубины засыпки 25, шибер-наполнитель 17 расположен сзади под загрузкой формовочной смеси из бункера 33. При повороте коленвала 15 шибер-наполнитель 17 через элементы привода 18, 19, 20, 21, 22, 23 и 24 перемещается в зону пресс-формы 2, заполняя ее смесью, и уходит назад. При дальнейшем повороте коленвала 15 ползун 7 с верхним инструментом 6 опускается вниз, закрывая смесь в пресс-форме, и в этот момент через поперечную балку 29 опирается на упор 30, останавливая свое перемещение. Под действием коленно-рычажного механизма начинает перемещаться вверх прессующая рама 3 с нижним инструментом 5, осуществляя первый этап одностороннего формования снизу. По достижении усилия формования, превышающего усилие упругого упора 30, начинается этап двустороннего встречного формования изделия до спрямления рычагов 11 и 12 коленно-рычажного механизма. При дальнейшем повороте коленвала верхний и нижний инструменты 5 и 6 расходятся, освобождая изделие, затем под воздействием плоского кулака 27, расположенного на шатуне 14, на опорный ролик 28 весь коленно-рычажный механизм поднимается вверх и через прессующую раму 3 и нижний инструмент 5 выталкивает изделие из пресс-формы, которое при следующем перемещении вперед шибера-наполнителя 17, сталкивается на приемный стол. На этом цикл работы пресса заканчивается.
Настройка глубины заполнения формовочной смесью пресс формы осуществляется приведением в действие при помощи электродвигателя элементов регулирования 25, перемещающих опору 26 по высоте.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2121435C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2127661C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1998 |
|
RU2151693C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2116194C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1996 |
|
RU2097178C1 |
| КРИВОШИПНЫЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛОНЖЕРОНОВ | 1998 |
|
RU2153985C2 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2210505C2 |
Изобретение относится к машиностроению и, в частности, к прессам для производства силикатного, керамического, огнеупорного и других видов кирпича. Технический результат - повышение качества прессуемого сырца кирпича за счет формования в два этапа за один ход прессующего инструмента. Механический пресс для полусухого формования сырца кирпича в два этапа содержит станину, несущую неподвижную пресс-форму, перемещающуюся в станине, прессующую раму, ползун, стол, коленно-рычажный привод встречно-расходящегося движения, одно колено которого связано с ползуном, а другое - с прессующей рамой, шибер-наполнитель формовочной смеси и элементы регулирования величины заполнения пресс-формы формовочной смесью. Пресс снабжен устройством для настройки одностороннего усилия первого этапа формования, выполненного в виде регулируемого по усилию и управляемого упора, сочлененного с промежуточным элементом, соединенным с ползуном. 2 ил.
Механический пресс для полусухого формования сырца кирпича в два этапа за один ход прессующего инструмента, содержащий станину, несущую неподвижную пресс-форму, прессующую раму, перемещающуюся в направляющих, установленных на станине, несущую нижний прессующий инструмент, ползун, перемещающийся в направляющих прессующей рамы и несущий верхний прессующий инструмент, стол, коленно-рычажный привод встречно-расходящегося движения, одно колено которого сочленено с ползуном, а другое - с прессующей рамой, шибер-наполнитель формовочной смеси с приводом, жестко связанным с коленчатым валом коленно-рычажного механизма привода пресса и элемента выталкивания сырца-кирпича, а также элементы регулирования величины заполнения пресс-формы формовочной смесью, устройство для настройки одностороннего усилия первого этапа формования смеси нижним инструментом, выполненным в виде регулируемого по усилию и управляемого упора, сочлененным с упомянутым ползуном, отличающийся тем, что корпуса упомянутого упора установлены по бокам станины пресса, а промежуточный элемент в виде поперечной балки закреплен к ползуну прессующего механизма и проходит в пазах боковых стоек станины для контактирования с упором.
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2116194C1 |
| ПРЕСС-АВТОМАТ ДЛЯ КАЛИБРОВАНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 0 |
|
SU389886A1 |
| US 4061453 А, 06.12.1977 | |||
| RU 2005069 C1, 30.12.1993 | |||
| Пресс-форма для прессования порошковых материалов | 1973 |
|
SU500062A1 |
| US 4531901 A, 30.07.1985 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
