Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления, так называемого листа из текстурированной электротехнической стали, лист, с кристаллическим зерном в {110} плоскости, в соответствии с плоскостью листа и <001> ориентировкой в соответствии с направлением прокатки, в индексах Миллера.
Известный уровень техники
Известно, что лист из текстурированной электротехнической стали с ориентировкой кристаллического зерна {110}<001>(далее "ориентация Госса") за счет вторичного рекристаллизационного отжига обладает превосходными магнитными свойствами (например, см. JPS40-15644 В (PTL 1)). В качестве указателя магнитных свойств листа из текстурированной электротехнической стали обычно используют плотность магнитного потока B8 при напряженности магнитного поля 800 А/м и потери в железе (на кг) W17/50 стального листа при намагничивании до 1,7 Т в переменном магнитном поле с частотой возбуждения 50 Гц.
Кроме того, распространенной практикой в производстве листа из текстурированной электротехнической листовой стали было использование выделений, называемых ингибиторами, чтобы вызвать различие в мобильности по границам зерен во время окончательного отжига, так что кристаллическое зерно преимущественно растет только в ориентации Госса.
Например, PTL 1 раскрывает способ использования AlN и MnS, в то время как JPS51-13469 В (PTL 2) раскрывает способ с использованием MnS и MnSe. Они оба были практически использованы в промышленности.
Так как эти способы, использующие ингибиторы, требуют однородного и качественного распределения выделений ингибиторов, как в идеальном состоянии, необходимо нагреть сляб перед горячей прокаткой до 1300°C или выше. При выполнении нагрева сляба до такой высокой температуры происходит чрезмерное укрупнение в кристаллической структуре сляба. При этом укрупнении ориентировка структуры сляба имеет тенденцию к росту в {100}<011> ориентировке, которая является стабильной ориентировкой горячей прокатки, которая в значительной степени препятствует росту зерна при вторичной рекристаллизации, приводя тем самым к серьезному ухудшению магнитных свойств.
С целью уменьшения вышеуказанного укрупнения структуры сляба, JPH03-10020A (PTL 3) раскрывает способ получения равномерно рекристаллизованной микроструктуры, выполняемый прокаткой с высоким обжатием при температуре 1280°C или выше в первом проходе черновой прокати, тем самым способствуя зарождению центров рекристаллизации ядер на границах а зерен.
С целью рекристаллизации поверхностного слоя горячекатаного листа JPH02-101121A (PTL 4) раскрывает способ выполнения горячей прокатки с обжатием 40-60% в диапазоне температур 1050-1150°C с помощью валков, имеющих шероховатость поверхности 4-8 мкм Ra, чтобы увеличить деформацию сдвига в поверхностном слое горячекатаного листа.
Кроме того, JPS61-34117A (PTL 5) раскрывает технологию роста только высокоориентированных вторично рекристаллизованных зерен горячей прокаткой с высоким обжатием 40% или более сляба кремнистой стали, содержащей 0,01-0,06 мас. % С на первом проходе чистовой горячей прокатки и затем прокаткой с меньшим обжатием 30% или меньше на 1 проходе, так что количество зерна в ориентации Госса, присутствующего в поверхностном слое горячекатаного листа увеличивается. Это зерно в ориентации Госса приводит к увеличению количества зерна в ориентации Госса в поверхностном слое после первичного рекристаллизационного отжига по так называемому "механизму памяти структуры".
Список цитированных ссылок
Патентная литература
РТЫ: JPS40-15644 В
PTL2: JPS51-13469B
PTL3: JPH03-10020A
PTL4: JPH02-101121A
PTL 5: JPS61-34117А
Краткое изложение существа изобретения
Техническая проблема
PTL 3 раскрывает прокатку с высоким обжатием при температуре 1280°C или выше при черновой горячей прокатке. Однако в качестве технической концепции, это изначально высокое обжатие в области одной α фазы, и существует проблема, заключающаяся в том, что двойная фаза (α+γ) образуется даже при температуре 1280°C или выше, в зависимости от состава, так что не могут быть получены достаточно однородные рекристаллизованные микроструктуры.
Кроме того, в соответствии с PTL 4, деформации сдвига в поверхностном слое горячекатаного листа увеличивается при контроле условий чистовой горячей прокатки. Однако рекристаллизация затруднена в центральном слое в направлении толщины стального листа, где сложно создать деформацию сдвига, и все еще остается проблема в облегчении рекристаллизации в центральном слое.
Кроме того, предполагается, что PTL 4 и 5 PTL в основном сосредоточены на высоком обжатии в диапазоне температур с высокой объемной долей γ фазы. Однако так как диапазон температур максимума объемной доли γ фазы значительно меняется в зависимости от состава материала, существует проблема в том, что при использовании определенного состава, высокое обжатие осуществляют в диапазоне температур вне диапазона температур максимума объемной доли γ фазы, что приводит к недостаточному эффекту улучшения магнитных свойств.
Решение проблемы
Авторы настоящего изобретения интенсивно исследовали возможность решения вышеуказанных проблем. В результате авторы настоящего изобретения установили соотношение между добавляемым количеством Si, С и Ni, использование которых в составе листа из текстурированной электротехнической стали известно, и температурой (Тα) перехода одной α фазы, а также температурой (Тγmax) максимума объемной доли γ фазы. Кроме того, авторы настоящего изобретения также установили, что важно проводить прокатку с высоким обжатием при температуре, равной или выше (Тα - 100)°C, которая получается из температуры перехода одной α фазы в первом проходе черновой прокатки в процессе горячей прокатки, и проводить прокатку с высоким обжатием при температуре в интервале от (Tγmax±50)°C, получаемой из температуре максимума объемной доли γ фазы в одном проходе чистовой прокатки в процессе горячей прокатки.
Авторы настоящего изобретения установили, что выполнением вышеуказанной горячей прокатки, зерно феррита в горячекатаном листе измельчается, и что образование мелкодисперсной и однородной γ фазы обеспечивает измельчение структуры горячекатаного стального листа, а также, что при измельчении структуры горячекатаного стального листа, становится возможным лучше контролировать текстуру первичной рекристаллизации листа.
Настоящее изобретение основано на приведенных выше данных и его целью является создание способа изготовления листа из текстурированной электротехнической стали с помощью превращения аустенит (γ) - феррит (α), которое улучшает отличные магнитные свойства после вторичной рекристаллизации проведением прокатки с высоким обжатием в определенном на основе состава материала диапазоне температур, на первом проходе черновой прокатки, и, по меньшей мере, одном проходе чистовой прокатки в процессе горячей прокатки.
Кроме того, в дополнение к вышеуказанному способу, настоящее изобретение обеспечивает дополнительное улучшение магнитных свойств листа из текстурированной электротехнической стали регулированием скорости нагрева в заданном диапазоне температур нагрева в процессе первичного рекристаллизационного отжига, выполняя модификацию магнитного домена, и т.д.
В частности, основные признаки настоящего изобретения следующие.
1. Способ изготовления листа из текстурированной электротехнической стали, включающий:
нагрев стального сляба, включающего в мас. %
Si: 3,0% или более - 4,0% или менее,
С: 0,020% или более - 0,10% или менее,
Ni: 0,005% или более -1,50% или менее,
Mn: 0,005% или более - 0,3% или менее,
кислоторастворимый Al: 0,01% или более - 0,05% или менее,
N: 0,002% или более - 0,012% или менее,
по меньшей мере, один элемент, выбранный из S и Se, в сумме 0,05% или менее, и остальное Fe и случайные примеси;
затем горячую прокатку сляба для получения горячекатаного стального листа; проведение или отсутствие последующего отжига в зоне горячих состояний стального листа;
затем однократную или двукратную, или многократную холодную прокатку стального листа с промежуточным отжигом между ними, чтобы получить конечную толщину листа;
затем первичный рекристаллизационный отжиг и последующий вторичный рекристаллизационный отжиг стального листа для изготовления листа из текстурированной электротехнической стали,
в котором при черновой прокатке процесса горячей прокатки, когда температура перехода одной а фазы, рассчитанная по следующему выражению (1), определяется как Тα, первый проход черновой прокатки выполняют при температуре (Тα-100)°C или выше с обжатием прокатки 30% или более, и
в котором при чистовой прокатке в процессе горячей прокатки, когда температура максимума объемной доли γ фазы, рассчитанная по следующему выражению (2), определяется как Тγmax, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Тγmax±50)°C с обжатием прокатки 40% или более.

где [%А] представляет содержание элемента "А" в стали (мас. %).
2. Способ изготовления листа из текстурированной электротехнической стали в соответствии с аспектом 1, в котором стальной сляб дополнительно включает в мас. %, один или несколько из Sn: 0,005% или более - 0,50% или менее, Sb: 0,005% или более - 0,50% или менее, Cu: 0,005% или более - 1,5% или менее и Р: 0,005% или более - 0,50% или менее.
3. Способ изготовления листа из текстурированной электротехнической стали в соответствии с аспектом 1 или 2, в котором скорость нагрева от 500°C до 700°C в первичном рекристаллизационном отжиге составляет 50°C/с или более.
4. Способ изготовления листа из текстурированной электротехнической стали в соответствии с любым из аспектов 1-3, в котором стальной лист подвергают модификации магнитного домена на любой стадии после холодной прокатки.
5. Способ изготовления листа из текстурированной электротехнической стали в соответствии с любым из аспектов 1-3, в котором стальной лист после вторичной рекристаллизации подвергают модификации магнитного домена облучением электронным пучком.
6. Способ изготовления листа из текстурированной электротехнической стали в соответствии с любым из аспектов 1-3, в котором стальной лист после вторичной рекристаллизации подвергают модификации магнитного домена непрерывным лазерным облучением.
7. Способ изготовления листа из текстурированной электротехнической стали в соответствии с любым из аспектов 1-6, в котором, по меньшей мере, один проход при чистовой прокатке выполняют в диапазоне температур (Тγmax±50)°C при скорости деформации 6,0 с-1 или более.
Положительный эффект изобретения
В связи с тем, что в способе изготовления листа из текстурированной электротехнической стали в соответствии с настоящим изобретением можно контролировать текстуру первичной рекристаллизации листа таким образом, что ориентировка конечного стального листа в значительной степени соответствует ориентации Госса, становится возможным изготовление листа из текстурированной электротехнической стали, имеющего превосходные магнитные свойства по сравнению с исходным, после вторичного рекристаллизационного отжига. В частности, у листа из текстурированной электротехнической стали в соответствии с настоящим изобретением можно достичь превосходные потери в железе W17/50 после вторичного рекристаллизационного отжига 0,85 Вт/кг или менее, даже для тонкой листовой стали с толщиной листа 0,23 мм, который, как правило, трудно изготовить.
Краткое описание чертежей
Настоящее изобретение будет дополнительно описано ниже со ссылкой на прилагаемые чертежи, на которых:
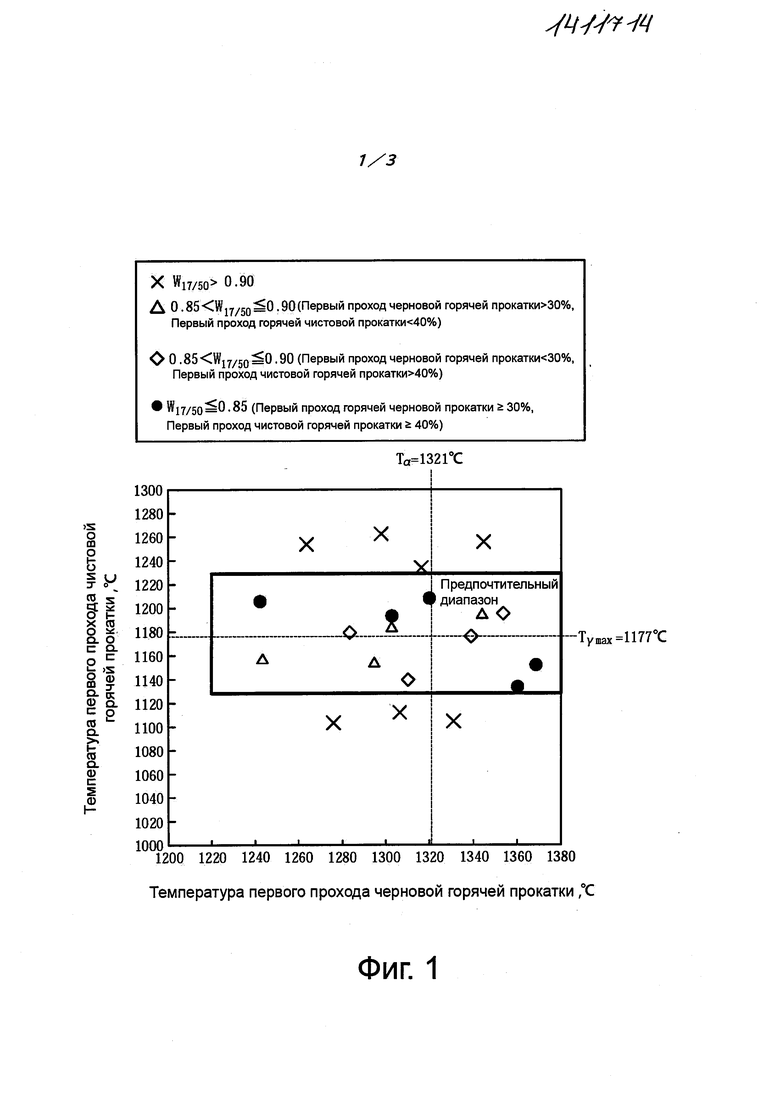
фиг. 1 является графиком, показывающим влияние температуры и обжатия первого прохода черновой горячей прокатки и первого прохода чистовой горячей прокатки на магнитные свойства стального листа после окончательного отжига (материал No 3);
фиг. 2 представляет собой график, показывающий влияние температуры и обжатия первого прохода черновой горячей прокатки и первого прохода чистовой горячей прокатки на магнитные свойства другого стального листа после окончательного отжига (материал No 15); и
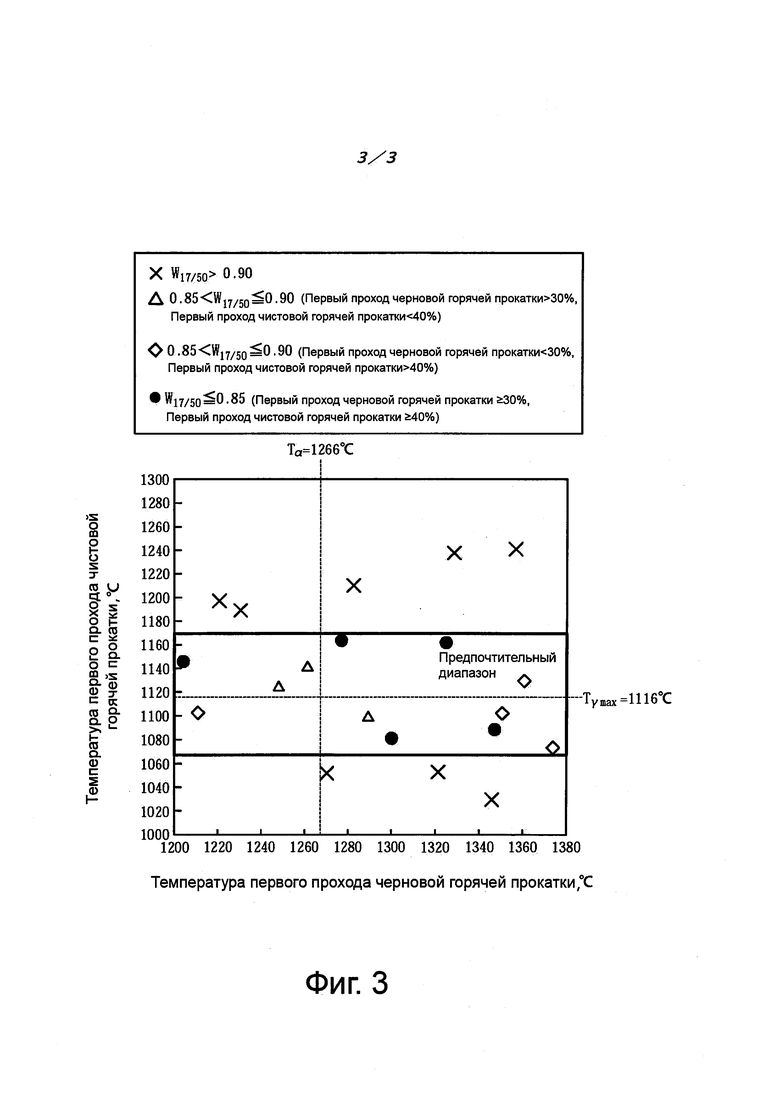
фиг. 3 представляет собой график, показывающий влияние температуры и обжатия первого прохода черновой горячей прокатки и первого прохода чистовой горячей прокатки на магнитные свойства другого стального листа после окончательного отжига (материал No 20).
Описание осуществлений
Ниже настоящее изобретение описывается подробно. При этом если не указано иное, указание "%" относительно состава стального листа будет обозначать "мас. %".
Si: 3,0% или более - 4,0% или менее;
Si является элементом, который является чрезвычайно эффективным в повышении электрического сопротивления стали и снижении потерь на вихревые токи, которые представляют собой часть потерь в железе. При добавлении Si в стальной лист электрическое сопротивление монотонно возрастает до достижения содержания 11%. Однако если его содержание превышает 4,0%, значительно снижает обрабатываемость. С другой стороны, если содержание составляет менее 3,0%, электрическое сопротивление становится слишком низким и не могут быть получены хорошие потери в железе. Таким образом, содержание Si составляет 3,0% или более - 4,0% или менее.
С: 0,020% или более - 0,10% или менее
С является необходимым элементом для улучшения текстуры горячей прокатки с использованием превращения аустенит-феррит во время горячей прокатки и времени выдержки отжига в зоне горячих состояний. Однако когда содержание С превышает 0,10%, не только усложняет обезуглероживание, но само обезуглероживание становится неполным, и вызывает магнитное старение конечного стального листа. С другой стороны, если содержание С составляет менее 0,020%, эффект улучшения текстуры горячей прокатки мал и становится трудно получить искомую основную рекристаллизованную текстуру. Таким образом, содержание С составляет 0,020% или более - 0,10% или менее.
Ni: 0,005% или более - 1,50% или менее
Ni является элементом, формирующим аустенит, и поэтому он является элементом полезным для улучшения текстуры горячекатаного листа и улучшения магнитных свойств с использованием превращения аустенита. Однако если содержание Ni составляет менее 0,005%, он менее эффективен в улучшении магнитных свойств. С другой стороны, если содержание превышает 1,50%, обрабатываемость снижается и приводит к ухудшению характеристик намотки листа, а также вызывает нестабильную вторичную рекристаллизацию и приводит к ухудшению магнитных свойств. Таким образом, содержание Ni составляет 0,005% или более - 1,50% или менее.
Mn: 0,005% или более - 0,3% или менее
Mn является важным элементом в листе из текстурированной электротехнической стали, так как он служит ингибитором в подавлении нормального роста зерна за счет MnS и MnSe при нагреве в процессе вторичного рекристаллизационного отжига. При этом, если содержание Mn менее 0,005%, абсолютное содержание ингибитора будет недостаточным, и, следовательно, эффект ингибирования нормального роста зерна будет недостаточным. С другой стороны, если содержание Mn превышает 0,3%, не только будет необходимо выполнить нагрев сляба при высокой температуре, чтобы полностью растворить Mn в процессе нагрева сляба перед горячей прокаткой, но ингибитор будет формироваться в виде крупного выделения, и, следовательно, эффект ингибирования нормального роста зерна будет недостаточным. Таким образом, содержание Mn составляет 0,005% или более - 0,3% или менее.
Кислоторастворимый Al: 0,01% или более - 0,05% или менее
Кислоторастворимый Al является важным элементом в листе из текстурированной электротехнической стали, поскольку AlN служит в качестве ингибитора в подавлении нормального роста зерна при нагреве в процессе вторичного рекристаллизационного отжига. При этом, если содержание кислоторастворимого Al менее 0,01%, абсолютное содержание ингибитора является недостаточным, и, следовательно, эффект ингибирования нормального роста зерна будет недостаточным. С другой стороны, если содержание кислоторастворимого Al превышает 0,05%, AlN образуется в качестве крупного выделения, и, следовательно, эффект ингибирования нормального роста зерна будет недостаточным. Таким образом, содержание кислоторастворимого Al составляет 0,01% или более - 0,05% или менее.
N: 0,002% или более - 0,012% или менее
N взаимодействует с Al с образованием ингибитора. Однако, если содержание N менее 0,002%, абсолютное содержание ингибитора будет недостаточным, и, следовательно, эффект ингибирования нормального роста зерна будет недостаточным. С другой стороны, если его содержание превышает 0,012%, отверстия, называемые пузырьками, будут формироваться во время холодной прокатки, и внешний вид стального листа будет ухудшаться. Таким образом, содержание N составляет 0,002% или более - 0,012% или менее.
Суммарное содержание, по меньшей мере, одного элемента, выбранного из S и Se: 0,05% или менее
S и Se взаимодействуют с Mn с образованием ингибитора. Однако если его содержание превышает 0,05%, десульфурация и деселенизация становятся неполными при вторичном рекристаллизационном отжиге, что приводит к ухудшению потерь в железе. Таким образом, общее содержание, по меньшей мере, одного элемента, выбранного из S и Se, составляет 0,05% или менее. Кроме того, хотя нет отсутствует нижний предел для этих элементов, предпочтительно их включать в количестве около 0,01% или более, чтобы достичь эффект от их добавления.
Несмотря на то, что основные компоненты настоящего изобретения описаны выше, также могут быть добавлены при необходимости следующие элементы, в соответствии с настоящим изобретением.
Sn: 0,005% или более - 0,50% или менее, Sb: 0,005% или более - 0,50% или менее, Cu: 0,005% или более - 1,5% или менее и Р: 0,005% или более - 0,50% или менее
Sn, Sb, Cu и Р являются полезными элементами для улучшения магнитных свойств. Однако, если содержание каждого элемента меньше нижнего предельного значения каждого из вышеуказанных диапазонов, эффект улучшения магнитных свойств слабый, а если содержание каждого элемента превышает значение верхнего предела каждого из вышеуказанных диапазонов, вторичная рекристаллизация становится нестабильной и магнитные свойства ухудшаются. Таким образом, содержание каждого элемента может находиться в следующих диапазонах.
Sn: 0,005% или более - 0,50% или менее, Sb: 0,005% или более - 0,50% или менее, Cu: 0,005% или более - 1,5% или менее и Р: 0,005% или более - 0,50% или менее
Стальной сляб вышеуказанного состава нагревают и подвергают горячей прокатке.
При этом основным признаком настоящего изобретения является то, что в черновой прокатке вышеуказанного процесса горячей прокатки (также упоминаемого просто как черновая горячая прокатка в настоящем изобретении), и процессе чистовой прокатки (также упоминаемой как чистовая горячая прокатка в настоящем изобретении), при определении температуры перехода одной α фазы и температуры максимума объемной доли γ фазы, полученной от добавления Si, С и Ni, как Тα и Тγmax соответственно, проводят прокатку с высоким обжатием с заданной температурой поверхности (Тα-100)°C или выше в первом проходе черновой горячей прокатки, и прокатку с высоким обжатием с заданной температурой поверхности (Тγmax±50)°C, по меньшей мере, в одном проходе процесса чистовой горячей прокатки.
Ниже в настоящем изобретении, будет сделана ссылка на эксперименты, с помощью которых настоящее изобретение было завершено. Для каждого сляба с составом стали, указанным в таблице 1, коэффициент термического расширения в процессе нагрева измеряют с помощью дилатометра Formastor и Тα получают по изменению его наклона. То есть, так как плотность упаковки атомов ниже в α фазе (ОЦК структура) по сравнению с γ фазой (ГЦК), можно подтвердить переход одной α фазы по резкому изменению коэффициента термического расширения.
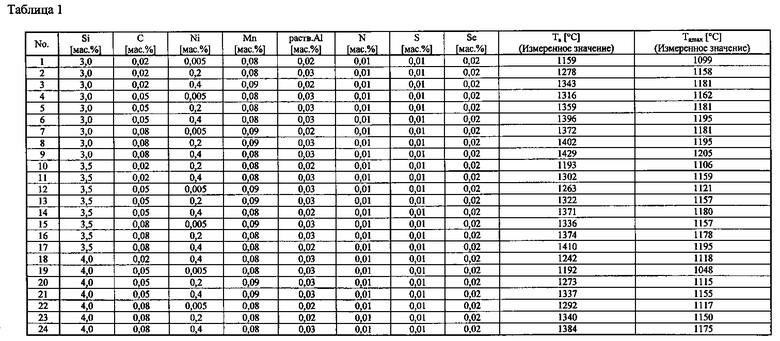
Кроме того, для термодинамического расчета Тγmax использовано программное обеспечение (Thermo-Calc) для оценки температуры, когда компонент достигает максимума объемной доли γ фазы. Затем испытание тепловыми циклами используют для выполнения выдержки в течение 30 минут в диапазоне ±30°C от расчетной температуры с шагом 5°C, а затем проводят быстрое охлаждение для фиксации микроструктуры. Что касается микроструктуры стального листа для каждой температуры, анализ микроструктуры выполняют с помощью оптического микроскопа, измерением доли перлита в диапазоне около 130 мкм × 100 мкм, и среднее значение из 5 изображений определяют в качестве объемной доли γ фазы.
Затем строят зависимость между температурами испытаний и результатами измерений объемной доли γ фазы и максимум значения объемной доли γ фазы получают с помощью аппроксимации кривых и температура максимального значения определяется как Tγmax.
Результаты Tγmax, полученные по вышеописанной методике, приведены в таблице 1 Основываясь на результатах той же таблице, находят соотношение добавляемого количества Si, С и Ni, и Тα и Тγmax множественной регрессией, и они выражены с помощью следующих двух выражений (1) и (2)

где, [%А] представляет содержание элемента "А" в стали (мас. %).
Далее проводят эксперименты по изменению условий горячей прокатки, касающиеся слябов состава, показанного в п.п. 3, 15 и 20 таблицы 1. Здесь, значения, полученные по вышеуказанным уравнениям (1) и (2), используют в качестве Тα и Тγmax. Что касается материала №3, Тα=1321°C и Тγmax=1177°C. Что касается материала №15, Тα=1323°C и Тγmax=1144°C. Что касается материала №20, Тα=1266°C и Tγmax=1116°C.
Каждый сляб, представленный в таблице 1, нагревают до температуры 1400°C, подвергают черновой горячей прокатке и чистовой горячей прокатке при различных условиях в отношении температуры и обжатия первого прохода прокатки, а затем стальной лист подвергают горячей прокатке до достижения толщины листа 2,6 мм и затем подвергают отжигу в зоне горячих состояний при 1050°C в течение 40 секунд. Затем стальной лист подвергают первой холодной прокатке до достижения толщины листа 1,7 мм и затем подвергают промежуточному отжигу при 1100°C в течение 60 секунд. Кроме того, стальной лист подвергают холодной прокатке до достижения толщины листа 0,23 мм и затем стальной лист подвергают первичному рекристаллизационному отжигу в сочетании с обезуглероживающим отжигом при температуре 800°C в течение 120 секунд. Затем, отжиговый сепаратор, состоящий в основном из MgO, наносят на поверхность стального листа и стальной лист подвергают вторичному рекристаллизационному отжигу в сочетании с чистящим отжигом при 1150°C в течение 50 часов, чтобы получить образец для каждого набора условий испытаний.
Фиг. 1-3 показывают магнитные свойства материала №№3, 15 и 20 в таблице 1. Фиг. 1-3 показывают, что хорошие магнитные свойства могут быть получены выполнением первого прохода черновой прокатки при температуре (Тα-100)°C или выше с обжатием при прокатке 30% или более, и первого прохода чистовой горячей прокатки при температуре (Тγmax±50)°C с обжатие 40% или более.
В настоящем изобретении, хотя верхний предел температуры при первом проходе черновой горячей прокатки не указан, с учетом воздушного охлаждения после нагрева сляба до высокой температуры, температура около 1350°C является предпочтительной. Кроме того, верхний предел обжатия прокатки предпочтительно составляет около 60% относительно угла зева. Кроме того, черновую горячую прокатку выполняют с общим числом проходов около 2-7. Здесь температура и обжатие со второго прохода и далее особо не ограничены и температура может составлять около (Тα-150)°C или выше, и обжатие может составлять около 20% или более.
С другой стороны, верхний предел обжатия прокатки чистовой горячей прокатки предпочтительно составляет около 80% относительно угла зева. Кроме того, чистовую прокатку выполняют с общим числом проходов около 4-7. При этом в результате дальнейших исследований изобретатели установили, что выполнение чистовой горячей прокатки с обжатием прокатки 40% или более в диапазоне температур (Тγmax±50)°C даже при любом проходе со второго прохода и последующих, будет приводить к эффекту настоящего изобретения. Таким образом, в процессе чистовой горячей прокатки настоящего изобретения, достаточно выполнять, по меньшей мере, один проход чистовой прокатки в интервале температур (Тγmax±50)°C с обжатием 40% или более.
Выполнением черновой горячей прокатки и чистовой горячей прокатки, удовлетворяющих вышеуказанным условиям, достигается эффект улучшения текстуры, такой, как указан выше, и хорошие магнитные свойства могут быть получены в конечном стальном листе. Кроме того, выполнением одного прохода чистовой горячей прокатки в диапазоне температур (Тγmax±50)°C при скорости деформации 6,0 с-1 или более, измельчение у фазы при чистовой горячей прокатке, что является признаком настоящего изобретения, становится заметным, и эффект улучшения текстуры первичной рекристаллизации листа и эффект улучшения магнитных свойств вторичной рекристаллизации листа становятся заметными.
Кроме того, в настоящем изобретении микроструктура горячекатаного листа может быть улучшена выполнением отжига в зоне горячих состояний при необходимости. Отжиг в зоне горячих состояний в это время предпочтительно осуществляют в условиях температуры выдержки 800°C или выше - 1200°C или ниже и продолжительности выдержки 2 сек или более - 300 сек или менее.
При температуре выдержки отжига в зоне горячих состояний ниже 800°C, микроструктура горячекатаного листа улучшается не полностью и части остаются не рекристаллизованными. Таким образом, не могут быть получена искомая микроструктура. С другой стороны, если температура выдержки составляет более 1200°C, происходит растворение AlN, MnSe и MnS, эффект ингибирования в процессе вторичной рекристаллизации становится недостаточным и вторичная рекристаллизация соответственно прекращается, что приводит к ухудшению магнитных свойств. Поэтому температура выдержки отжига в зоне горячих состояний предпочтительно составляет 800°C или выше - 1200°C или ниже.
Кроме того, если продолжительность выдержки менее 2 сек, остаются не рекристаллизованные части в связи с коротким временем выдержки при высокой температуре, и не может быть получена требуемая микроструктура. С другой стороны, если длительность выдержки превышает 300 сек, происходит растворение AlN, MnSe и MnS, эффект ингибирования в процессе вторичной рекристаллизации становится недостаточным и вторичная рекристаллизация соответственно прекращается, что приводит к ухудшению магнитных свойств.
Поэтому, продолжительность выдержки отжига в зоне горячих состояний предпочтительно составляет 2 сек или более - 300 сек или менее.
После отжига в зоне горячих состояний или без отжига в зоне горячих состояний однократной, двукратной или многократной холодной прокаткой стального листа с промежуточным отжигом, выполняемым между ними, до достижения конечной толщины листа, можно получить лист из текстурированной электротехнической стали в соответствии с настоящим изобретением.
В настоящем изобретении, условия промежуточного отжига могут соответствовать общеизвестным условиям. Температура выдержки предпочтительно составляет 800°C или выше - 1200°C или ниже и продолжительность выдержки составляет 2 сек или более - 300 сек или менее. В процессе охлаждения после промежуточного отжига предпочтительно выполнить быстрое охлаждение от 800°C до 400°C со скоростью охлаждения 10°C/с или более - 200°C/с или менее.
При этом если температура вышеуказанной выдержки ниже 800°C микроструктура остается не рекристаллизованной и, следовательно, трудно получить микроструктуру с равномерным размером зерна в микроструктуре первичной рекристаллизации листа и искомый рост зерна вторичной рекристаллизации не может быть достигнут, приводя тем самым к ухудшению магнитных свойств. С другой стороны, если температура выдержки составляет более 1200°C, происходит растворение AlN, MnSe и MnS, эффект ингибирования в процессе вторичной рекристаллизации становится недостаточным и вторичная рекристаллизация соответственно прекращается, что приводит к ухудшению магнитных свойств.
Поэтому, температура выдержки промежуточного отжига перед чистовой холодной прокаткой предпочтительно составляет 800°C или выше - 1200°C или ниже.
Кроме того, если длительность выдержки составляет менее 2 сек, остаются нерекристаллизованные части вследствие короткого времени выдержки при высокой температуре, и затруднено получение искомой микроструктуры. С другой стороны, если длительность выдержки превышает 300 сек, происходит растворение AlN, MnSe и MnS, эффект ингибирования в процессе вторичной рекристаллизации становится недостаточным и вторичная рекристаллизация соответственно прекращается, что приводит к ухудшению магнитных свойств.
Поэтому, продолжительность выдержки промежуточного отжига перед чистовой холодной прокаткой предпочтительно составляет 2 сек или более - 300 сек или менее.
Кроме того, в процессе охлаждения после промежуточного отжига перед чистовой холодной прокаткой, если скорость охлаждения от 800°C до 400°C менее 10°C/с, становится более вероятным укрупнение карбидов, и снижается эффект улучшения текстуры последующей холодной прокаткой до первичного рекристаллизационного отжига, и магнитные свойства с большей вероятностью ухудшаются. С другой стороны, если скорость охлаждения от 800°C до 400°C более 200°C/с, легче формируется твердая мартенситная фаза и не может быть получена искомая микроструктура в микроструктуре первичной рекристаллизации листа, что приводит к ухудшению магнитных свойств.
Таким образом, скорость охлаждения от 800°C до 400°C в процессе охлаждения после промежуточного отжига перед чистовой холодной прокаткой предпочтительно составляет 10°C/с или более - 200°C/с или менее.
В настоящем изобретении установкой обжатия в чистовой холодной прокатке 80% или более - 92% или менее можно получить даже более хорошую текстуру первичной рекристаллизации листа.
Стальной лист, прокатанный до достижения конечной толщины листа чистовой холодной прокаткой, предпочтительно подвергают первичному рекристаллизационному отжигу при температуре выдержки 700°C или выше - 1000°C или ниже. В этом случае первичный рекристаллизационный отжиг может быть выполнен, например, в атмосфере влажного водорода, чтобы получить эффект обезуглероживания стального листа.
При этом если температура выдержки первичного рекристаллизационного отжига ниже 700°C, остаются нерекристаллизованные части и не может быть получена требуемая микроструктура. С другой стороны, если температура выдержки составляет более 1000°C, может произойти вторичная рекристаллизация зерна ориентации Госса.
Таким образом, отжиг первичной рекристаллизации предпочтительно проводят при температуре 700°C или выше - 1000°C или ниже.
Проведением обычного отжига первичной рекристаллизации, удовлетворяющего вышеуказанным условиям, достигается эффект улучшения текстуры, такой как указан выше. При этом, выполнением отжига первичной рекристаллизации, когда скорость нагрева от 500°C до 700°C до достижения температуры выдержки отжига первичной рекристаллизации составляет 50°C/с или более, можно получить еще более высокую долю ориентировки S ({12 4 1}<014>) или долю ориентации Госса текстуры первичной рекристаллизации листа и, следовательно, становится возможным увеличить плотность магнитного потока стального листа после вторичной рекристаллизации и уменьшить размер рекристаллизованного зерна для улучшения потерь в железе.
Что касается диапазона температур отжига первичной рекристаллизации, так как целью отжига первичной рекристаллизации является осуществление рекристаллизации быстрым нагревом в диапазоне температур, соответствующих восстановлению микроструктуры после холодной прокатки, со скоростью нагрева от 500°C до 700°C, соответствующей восстановлению микроструктуры, имеет важное значение и предпочтительно следует определять скорость нагрева в этом диапазоне. В частности, если скорость нагрева в вышеуказанном диапазоне температуры менее 50°C/с, восстановление микроструктуры при указанной температуре не может быть в достаточной степени подавлено, и, следовательно, скорость нагрева предпочтительно составляет 50°C/с или более. Хотя отсутствует верхний предел вышеуказанной скорости нагрева предпочтительно составляет 300°C/с из-за ограничения оборудования.
Кроме того, отжиг первичной рекристаллизации обычно объединяется с обезуглероживающим отжигом и должны выполняться в соответствующем окислительной атмосфере (например, PH2O/PH2>0,1). Что касается вышеуказанного диапазона между 500°C и 700°C, где требуется высокая скорость нагрева, могут быть ситуации, когда из-за ограничений оборудования и т.п. трудно ввести окислительную атмосферу. Однако, в свете обезуглероживания, окислительной атмосфере вблизи к 800°C имеет важное значение. Поэтому, отсутствуют проблемы, даже если диапазон температур 500-700°C является диапазоном с PH2O/PH2≤0,1.
Если трудно выполнить этот отжиг, может быть предусмотрен отдельный процесс обезуглероживающего отжиг.
В настоящем изобретении, также можно выполнять азотирование в диапазоне 150-250 ч/млн N в стали после завершения первичного рекристаллизационного отжига и перед отжигом вторичной рекристаллизации. Для осуществления этого могут быть применены известные способы выполнения термообработки в атмосфере NH3, добавления нитрида в отжиговые сепараторы, изменения атмосферы вторичного рекристаллизационного отжига на атмосферу азотирования после первичного рекристаллизационного отжига.
Затем при необходимости отжиговый сепаратор, в основном состоящий из MgO, может быть нанесен на поверхность стального листа, и затем может быть выполнен вторичный рекристаллизационный отжиг. Условия вторичного рекристаллизационного отжига не имеют особых ограничений и могут быть использованы обычные известные условия отжига. Кроме того, заменой атмосферы отжига на атмосферу водорода можно также получить эффект чистящего отжига. Затем после нанесения изолирующего покрытия и отжига для правки получают искомый лист из текстурированной электротехнической стали. Отсутствуют конкретные условия относительно технологии нанесения изоляционного покрытия и отжига для правки, и они могут быть выполнены в соответствии с обычными способами.
Лист из текстурированной электротехнической стали, изготовленный удовлетворяющим вышеуказанным условиям, имеет исключительно высокую плотность магнитного потока, а также низкие потери в железе после вторичной рекристаллизации.
Однако достижение высокой плотности магнитного потока означает, что рост кристаллического зерна преимущественно обеспечен только в ориентировке, близкой к ориентации Госса в процессе вторичной рекристаллизации. Так как известно, что чем ближе к ориентации Госса зерно вторичной рекристаллизации, тем больше скорость роста зерна вторичной рекристаллизации, увеличение плотности магнитного потока указывает на то, что размер зерна вторичной рекристаллизации потенциально укрупняется. Это является преимущественным с точки зрения сокращения потерь на гистерезис, при этом может быть невыгодным с точки зрения сокращения потерь на вихревые токи. Для того чтобы предпочтительно решить такую проблему для конечной цели снижения потерь в железе, можно выполнить модификацию магнитного домена в настоящем изобретении.
Выполнением модификации магнитного домена улучшаются потери на вихревые токи, вызванные укрупнением зерна вторичной рекристаллизации, и вместе с уменьшением потерь на гистерезис можно получить очень хорошие потери в железе, даже лучше, чем в вышеуказанных примерах листа из текстурированной электротехнической стали. В настоящем изобретении могут быть использованы оба общеизвестных способа термостойкой и нетермостойкой модификации магнитного домена. В частности, проведением модификации магнитного домена с помощью электронного луча или непрерывного лазерного облучения поверхности стального листа после вторичной рекристаллизации, можно обеспечить модификацию магнитного домена, распространяющуюся на внутренние части в направлении толщины стального листа, что приводит к еще более низким потерям в железе по сравнению с другими способами модификации магнитного домена, таким как травление.
Примеры
Пример 1
Сляб состава, указанного в таблице 2, нагревают при температуре 1420°C, затем подвергают первому проходу черновой горячей прокатки с обжатием 40% при 1280°C и затем стальной лист подвергают первому проходу чистовой горячей прокатки с обжатием 50% при 1180°C, и затем подвергают горячей прокатке до достижения толщины листа 2,6 мм. Затем стальной лист подвергают отжигу в зоне горячих состояний в течение 40 сек при 1050°C. Затем проводят холодную прокатку стального листа до достижения толщины листа 1,6 мм, промежуточный отжиг в течение 80 сек при 1080°C, холодную прокатку до достижения толщины листа 0,23 мм, и затем первичный рекристаллизационный отжиг в сочетании с обезуглероживанием в течение 120 сек при 820°C. Затем отжиговый сепаратор, состоящий в основном из MgO, наносят на поверхность стального листа, и затем проводят вторичный рекристаллизационный отжиг в сочетании с очисткой в течение 50 часов при 1150°C.
Тα и Тγmax рассчитывают по следующим выражениям (1) и (2) и результаты магнитных измерений конечных отожженных листов представлены в таблице 2.

где, [%А] представляет содержание элемента "А" в стали (мас. %).
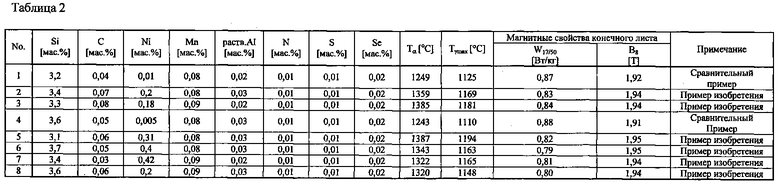
Таблица 2 показывает, что материал, подверженный прокатке с высоким обжатием в диапазоне температур (Тα - 100)°C или выше на первом проходе черновой горячей прокатки и высоким обжатием в диапазоне температур (Тγmax±50)°C на первом проходе чистовой горячей прокатки, получается с превосходными магнитными свойствами. С другой стороны, в отношении материалов №№1 и 4 предполагается, что причина, почему не получены превосходные магнитные свойства в том, что, в связи с тем, что температура первого прохода чистовой горячей прокатки выше диапазона температур максимума объемной доли γ фазы, которая вычисляется из состава, измельчение рекристаллизованного зерна феррита, а также формирование однородной γ фазы недостаточны.
Из приведенных выше результатов понятно, что лист из текстурированной электротехнической стали с превосходными магнитными свойствами может быть получен путем расчета Тα и Тγmax с помощью приведенных выше выражений (1) и (2) на основе состава стального сляба и выполнением обжатия в 30% или более в диапазоне температур (Тα-100)°C или выше на первом проходе черновой горячей прокатки, а также выполнением обжатия в 40% или более в диапазоне температур (Тγmax±50)°C на первом проходе чистовой горячей прокатки.
Пример 2
Сляб состава, указанного в таблице 3, нагревают при температуре 1420°C, затем подвергают первому проходу черновой горячей прокатки с обжатием 40% при 1280°C и затем стальной лист подвергают первому проходу чистовой горячей прокатки с обжатием 50% при 1180°C, и затем подвергают горячей прокатке до достижения толщины листа 2,6 мм. Затем стальной лист подвергают отжигу в зоне горячих состояний в течение 40 сек при 1050°C. Затем проводят холодную прокатку стального листа до достижения толщины листа 1,8 мм, промежуточный отжиг в течение 80 сек при 1080°C, холодную прокатку до достижении толщины листа 0,27 мм, и затем первичный рекристаллизационный отжиг в сочетании с обезуглероживанием в течение 120 сек при 820°C. Затем отжиговьш сепаратор, состоящий в основном из MgO, наносят на поверхность стального листа, и затем проводят вторичный рекристаллизационный отжиг в сочетании с очисткой в течение 50 часов при 1150°C.
Тα и Тγmax рассчитывают по вышеуказанным выражениям (1) и (2) и результаты магнитных измерений конечных отожженных листов представлены в таблице 3.

Таблица 3 показывает, что материал, подверженный прокатке с высоким обжатием в диапазоне температур (Тα-100)°C или выше на первом проходе черновой горячей прокатки и высоким обжатием в диапазоне температур (Тγmax±50)оС на первом проходе чистовой горячей прокатки, получается с превосходными магнитными свойствами.
Из приведенных выше результатов понятно, что лист из текстурированной электротехнической стали с превосходными магнитными свойствами может быть получен путем расчета Тα и Tγmax с помощью приведенных выше выражений (1) и (2) на основе состава стального сляба и выполнением обжатия в 30% или более в диапазоне температур (Тα-100)°C или выше на первом проходе черновой горячей прокатки, а также выполнением обжатия в 40% или более в диапазоне температур (Тγmax±50)°C на первом проходе чистовой горячей прокатки.
Пример 3
Вышеуказанные примеры 1 и 2 являются результатом выполнения первичного рекристаллизационного отжига от 500 до 700°C со скоростью нагрева 20°C/с. Образцы готовят выполнением холодной прокатки в условиях №2 (пример изобретения) примера 1 до достижения толщины листа 0,23 мм, используют при скорости нагрева от 500 до 700°C в первичном рекристаллизационном отжиге, значения которой показаны в таблице 4, для дальнейшего проведения испытания изменением способа модификации магнитного домена.
При этом канавки травления шириной 150 мкм, глубиной 15 мкм, с интервалом 5 мм в направлении прокатки формируют в поперечном направлении (направлении, ортогональном направлению прокатки) на одной стороне стального листа после холодной прокатки до достижения толщины листа 0,23 мм. Стальной лист непрерывно облучают с одной стороны электронным пучком в поперечном направлении после окончательного отжига с ускоряющим напряжением 100 кВ, с интервалом облучения 5 мм, током в пучке 3 мА. Непрерывно облучают лазером в поперечном направлении одну сторону стального листа после окончательного отжига с диаметром пучка 0,3 мм, мощностью 200 Вт, скоростью сканирования 100 м/с, с интервалом облучения 5 мм.
Результаты измерений магнитных свойств приведены в таблице 4.

Таблица 4 показывает, что при увеличении скорости нагрева от 500 до 700°C во время первичного рекристаллизационного отжига получаются хорошие потери в железе. Кроме того, также показано, что при всех скоростях нагрева, очень хорошие потери в железе получают проведением модификацией магнитного домена.
Пример 4
Примеры 1, 2 и 3 являются результатами проведения экспериментов в диапазоне температур (Тγmax±50)°C со скоростью деформации 8,0 с-1 на первом проходе чистовой горячей прокатки. При этом с материалом №3 (пример изобретения) примера 1, проводят эксперимент по изменению скорости деформации только одного прохода чистовой горячей прокатки.
С использованием обжатия и скорости прокатки, представленных в таблице 5, материал подвергают, по меньшей мере, одному проходу чистовой горячей прокатки при 1150°C, которая соответствует (Тγmax±50)°C с контролируемой скоростью деформации, и затем стальной лист подвергают горячей прокатке до достижения толщины листа 2,0 мм. Затем стальной лист подвергают отжигу в зоне горячих состояний в течение 60 сек при 1100°C. Кроме того, проводят холодную прокатку стального листа до достижения толщины листа 0,23 мм и затем первичный рекристаллизационный отжиг в сочетании с обезуглероживанием в течение 120 сек при 820°C. Затем отжиговый сепаратор, состоящий в основном из MgO, наносят на поверхность стального листа и затем проводят отжиг вторичной рекристаллизации в сочетании с очисткой в течение 50 часов при 1150°C. Результаты магнитных измерений листа после конечного отжига показаны в таблице 5.
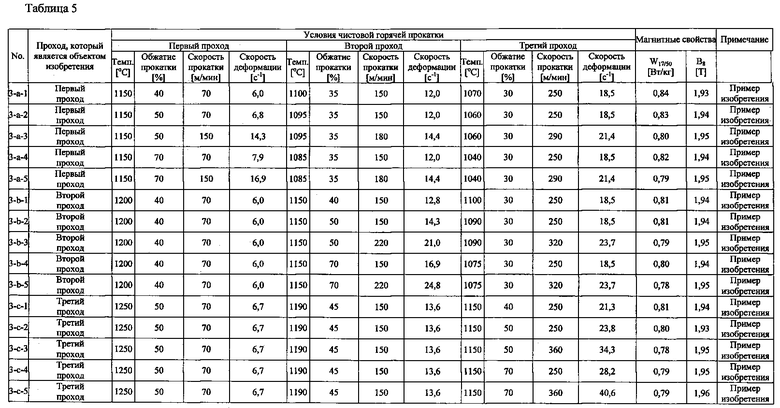
Таблица 5 показывает, что, хорошие потери в железе получают выполнением, по меньшей мере, одного прохода чистовой горячей прокатки при скорости деформации 6,0 с-1 или более в диапазоне температур (Тγmax±50)°C.

Изобретение относится к области металлургии. Для улучшения магнитных свойств стали осуществляют нагрев стального сляба, содержащего, в мас. %: Si 3,0 - 4,0, C 0,020 - 0,10, Ni 0,005 - 1,50, Mn 0,005 - 0,3, растворимый Al 0,01- 0,05, N 0,002 - 0,012, по меньшей мере, один элемент, выбранный из S и Se, в сумме 0,05 или менее, Fe и случайные примеси - остальное, горячую прокатку сляба, отжиг, однократную или многократную холодную прокатку с промежуточным отжигом между ними, первичный рекристаллизационный отжиг и вторичный рекристаллизационный отжиг, причем в процессе черновой прокатки, если температура перехода α-фазы определена, исходя из выражения: Tα[˚C]= 1383,98 -73,29 [%Si] +2426,33 [%C] + 271,68 [%Ni], то первый проход черновой прокатки выполняют при температуре (Tα - 100)°C или выше с обжатием прокатки 30% или более, а в процессе чистовой прокатки горячей прокатки, если температура максимума объемной доли γ-фазы, определена, исходя из выражения: Tγmax [˚C]= 1276,47 - 59,24 [%Si] +919,22 [%C]+149,03 [%Ni] то, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C с обжатием прокатки 40% или более. 16 з.п. ф-лы, 3 ил.,5 табл., 4 пр.
1. Способ изготовления листа из текстурированной электротехнической стали, включающий:
нагрев стального сляба, содержащего, в мас. %
Si 3,0 или более - 4,0 или менее
C 0,020 или более - 0,10 или менее
Ni 0,005 или более - 1,50 или менее
Mn 0,005 или более - 0,3 или менее
кислоторастворимый Al 0,01 или более - 0,05 или менее
N 0,002 или более - 0,012 или менее
по меньшей мере, один элемент, выбранный из S и Se, в сумме 0,05 или менее
Fe и случайные примеси- остальное,
горячую прокатку сляба для получения горячекатаного стального листа,
проведение, при необходимости, последующего отжига в зоне горячих состояний стального листа,
однократную, двукратную или многократную холодную прокатку стального листа с промежуточным отжигом между ними для получения конечной толщины листа,
первичный рекристаллизационный отжиг стального листа и последующий вторичный рекристаллизационный отжиг для получения листа из текстурированной электротехнической стали,
причем в процессе черновой прокатки горячей прокатки, если температура перехода α -фазы, определена как Tα , рассчитанная по следующему выражению (1):

где [%A] представляет содержание элемента "A" в стали (мас. %),
то первый проход черновой прокатки выполняют при температуре (Tα - 100)°C или выше с обжатием прокатки 30% или более, а
в процессе чистовой прокатки горячей прокатки, если температура максимума объемной доли γ фазы, определена как Tγmax , рассчитанная по следующему выражению (2):

где [%A] представляет содержание элемента "A" в стали (мас. %),
то, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C с обжатием прокатки 40% или более.
2. Способ изготовления листа из текстурированной электротехнической стали по п. 1, в котором сталь сляба дополнительно содержит, в мас. %, один или более из: Sn: 0,005 или более - 0,50 или менее, Sb 0,005 или более - 0,50 или менее, Cu 0,005 или более - 1,5 или менее и P 0,005 или более - 0,50 или менее.
3. Способ изготовления листа из текстурированной электротехнической стали по п. 1 или 2, в котором скорость нагрева от 500°C до 700°C при первичном рекристаллизационном отжиге составляет 50°C/с или более.
4. Способ изготовления листа из текстурированной электротехнической стали по п. 1 или 2, в котором проводят модификацию магнитного домена стального листа на любой стадии после холодной прокатки.
5. Способ изготовления листа из текстурированной электротехнической стали по п. 3, в котором проводят модификацию магнитного домена стального листа на любой стадии после холодной прокатки.
6. Способ изготовления листа из текстурированной электротехнической стали по п. 1 или 2, в котором модификацию магнитного домена стального листа после вторичной рекристаллизации проводят облучением электронным пучком.
7. Способ изготовления листа из текстурированной электротехнической стали по п. 3, в котором модификацию магнитного домена стального листа после вторичной рекристаллизации проводят облучением электронным пучком.
8. Способ изготовления листа из текстурированной электротехнической стали по п. 1 или 2, в котором модификацию магнитного домена стального листа после вторичной рекристаллизации проводят непрерывным лазерным облучением.
9. Способ изготовления листа из текстурированной электротехнической стали по п. 3, в котором модификацию магнитного домена стального листа после вторичной рекристаллизации проводят непрерывным лазерным облучением.
10. Способ изготовления листа из текстурированной электротехнической стали по п. 1 или 2, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
11. Способ изготовления листа из текстурированной электротехнической стали по п. 3, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
12. Способ изготовления листа из текстурированной электротехнической стали по п. 4, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
13. Способ изготовления листа из текстурированной электротехнической стали по п. 5, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
14. Способ изготовления листа из текстурированной электротехнической стали по п. 6, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
15. Способ изготовления листа из текстурированной электротехнической стали по п. 7, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
16. Способ изготовления листа из текстурированной электротехнической стали по п. 8, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
17. Способ изготовления листа из текстурированной электротехнической стали по п. 9, в котором, по меньшей мере, один проход чистовой прокатки выполняют в диапазоне температур (Tγmax±50)°C со скоростью деформации 6,0 с-1 или более.
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2007 |
|
RU2378394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ СТАЛЬНОЙ МАГНИТНОЙ ПОЛОСЫ | 2006 |
|
RU2407807C2 |
| СТАЛЬ КРЕМНИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ И СПОСОБ ЕЕ ОБРАБОТКИ | 1996 |
|
RU2096516C1 |
| JP 2005226111 A, 25.08.2005 | |||
| JP 10140243 A, 26.05.1998. | |||

