Область техники
Настоящее раскрытие относится к листу из текстурированной электротехнической стали, имеющему стабильные магнитные свойства и превосходные характеристики потери в железе, а также способу его изготовления.
Уровень техники
Листы из текстурированной электротехнической стали представляют собой материал, применяемый в основном для железных сердечников трансформаторов и тому подобного. В последние годы возрастала потребность в сбережении энергии в таких железных сердечниках. Соответственно, также требуется, чтобы листы из текстурированной электротехнической стали, которые являются материалом железных сердечников, имели лучшие магнитные характеристики, т.е. низкую потерю в железе и высокую плотность магнитного потока.
Лист из текстурированной электротехнической стали имеет кристаллическую структуру, в которой ориентация <001>, представляющая собой ось лёгкого намагничивания железа, в высокой степени согласуется с направлением прокатки стального листа. Такая текстура образуется в процессе изготовления листа из текстурированной электротехнической стали, в частности, в ходе вторичной рекристаллизации при конечном отжиге, в которой рост гигантских зёрен кристаллов обусловливается предпочтительно в ориентации {110}<001>, которая представляет собой так называемую ориентацию Госса. С учётом вышесказанного, ориентация кристаллов вторично рекристаллизованных зёрен оказывает большое влияние на магнитные свойства листов из текстурированной электротехнической стали.
Традиционно такие листы из текстурированной электротехнической стали производят при помощи следующего процесса.
Стальной сляб, содержащий 4,5 масс. % или меньше Si и элементы, которые образуют ингибиторы, такие как MnS, MnSe, AlN и BN, нагревают до 1300 °C или выше, осуществляют горячую прокатку и, необязательно, подвергают отжигу горячекатаного листа, затем подвергают холодной прокатке один раз, либо два раза или больше, с промежуточным отжигом, выполняемым между ними, для получения таким путём горячекатаного листа, имеющего конечную толщину листа, затем подвергают первичному рекристаллизационному отжигу во влажной водородной атмосфере с целью разуглероживания, далее наносят покрытие из сепаратора отжига, состоящего в основном из оксида магния, а затем подвергают конечному отжигу при 1200 °C примерно в течение 5 часов для вторичной рекристаллизации и очистки от элементов, образующих ингибиторы (например, патент США US1965559B (PTL 1), патенты Японии JPS40-15644B (PTL 2) и JPS51-13469B (PTL 3)).
Однако в процессе изготовления такого листа из текстурированной электротехнической стали необходимо высокотемпературное нагревание сляба вследствие наличия элементов, образующих ингибиторы, и стоимость изготовления является чрезвычайно высокой.
Для решения указанной проблемы разработаны способы обеспечения условий вторичной рекристаллизации без включения элементов, образующих ингибиторы, так называемые безингибиторные способы (например, заявка на патент Японии JP2000-129356A (PTL 4)).
Технический замысел безингибиторных способов полностью отличается от идеи других традиционных способов получения листов из текстурированной электротехнической стали. Конкретно, тогда как в других традиционных способах для развития вторичной рекристаллизации применяются фазы выделения (ингибиторы), такие как MnS, MnSe и AlN, в безингибиторных способах ингибиторы не используются, а используется более высокая чистота для снижения сопротивления миграции границ зёрен, что делает очевидным различие в скоростях миграции внутренних границ зёрен, которое зависит от характеристик границ зёрен, за счёт чего достигается желаемая вторичная рекристаллизация.
Поскольку безингибиторные способы изначально не включают в себя использования почти никаких ингибиторных элементов, высокотемпературный процесс нагревания сляба, требуемый для растворения ингибиторных компонентов, является необязательным, что делает возможным получение листов из текстурированной электротехнической стали при низкой стоимости.
Список цитированных документов
Патентные документы
PTL 1: патент США US1965559B
PTL 2: патент Японии JPS40-15644B
PTL 3: патент Японии JPS51-13469B
PTL 4: заявка на патент Японии JP2000-129356A
Раскрытие сущности изобретения
Техническая проблема
При производстве листов из текстурированной электротехнической стали безингибиторным способом очень небольшое количество элементов примесей осаждается в стали неравномерно, что приводит к неравномерной вторичной рекристаллизации, и магнитные свойства полученных в конечном итоге листов из текстурированной электротехнической стали значительно различаются даже в одном рулоне, и указанное явление обнаружило собой другую проблему.
Для решения указанной проблемы в заявке на патент Японии JP2006-152387A (PTL 5) предложена технология достижения стабильных магнитных свойств путём уменьшения количества упомянутых оксидов, содержащих Ca и/или Mg, с диаметром частиц от 1 мкм до 3 мкм. В результате, стабильные магнитные характеристики могут достигаться по всей длине рулона.
PTL 5: заявка на патент Японии JP2006-152387A
Однако, даже в случае применения вышеупомянутой технологии, когда для воплощения безингибиторных способов используются слябы, содержащие 20 ч/млн или больше кислоторастворимого Al, магнитные свойства не могут быть стабильными вследствие сильного влияния термического гистерезиса отжига в промежуточном процессе.
Для решения указанных выше задач, следовательно, было бы целесообразно получать лист из текстурированной электротехнической стали, обладающий стабильными и превосходными магнитными свойствами по всей длине рулона.
Решение проблемы
Авторы настоящего изобретения оценивали различными методами характеристики указанных исходных материалов, в которых имелось сильное «варьирование» магнитных свойств в рулонах при определённой частоте и выполняли дополнительные исследования для выяснения характеристик.
В результате было обнаружено, что характеристики указанных продуктов, в которых имелось сильное «варьирование» свойств, являлись следующими: в комплекте Ti, содержащегося в стали, концентрация кислоторастворимого Ti составляла меньше 5 ч/млн или больше 25 ч/млн, а концентрация выделений, содержащих Ti и N с размером зерна 200 нм или больше, составляла менее 0,05 штук/мм2. Для оценки выделений в стали вырезали образец из центрального положения в поперечном и продольном направлениях каждого готового рулона и исследовали сечение в направлении сворачивания рулонов (т.е. в направлении L) в непрерывном поле зрения на площади 90 мм2. Затем методом ЭДРС выполняли анализ состава всех зёрен с размером 200 нм или больше в эквивалентном диаметре на основе изображений зёрен, полученных с использованием отражательного электронного микроскопа, и рассчитывали число зёрен, содержащих и Ti, и N, делённое на площадь поля наблюдения, а также оценивали результат.
Обычно при получении листов из текстурированной электротехнической стали безингибиторным способом кислоторастворимый Ti часто выделяется в виде TiN, который также может функционировать в качестве ингибитора. Таким образом, предпочтительным является Ti с более низкой растворимостью в кислотах. Однако, поскольку Ti представляет собой элемент, содержащийся в различных легирующих элементах и металлоломе, Ti может смешиваться в стали и содержаться как примесь.
В рамках сведений, обнаруженных в настоящем изобретении, описанных выше, причина сильной флуктуации магнитных свойств в рулонах конечного продукта, когда содержание кислоторастворимого Ti превышало 25 ч/млн, может заключаться в том, что TiN действовал как ингибитор и приводил к образованию неоднородной микроструктуры. С другой стороны, диапазон кислоторастворимого Ti < 5 ч/млн наблюдался как характеристика рулона с сильной флуктуацией магнитных свойств, и это указывает на то, что магнитной стабилизации содействует определённое количество кислоторастворимого Ti. Такие обнаруженные данные являются основанием для предположения, что нестабильность магнитных свойств может иметь место при определённой концентрации, если кислоторастворимый Ti не контролируется надлежащим образом и в течение процесса производства остаётся смешанным в виде примесей.
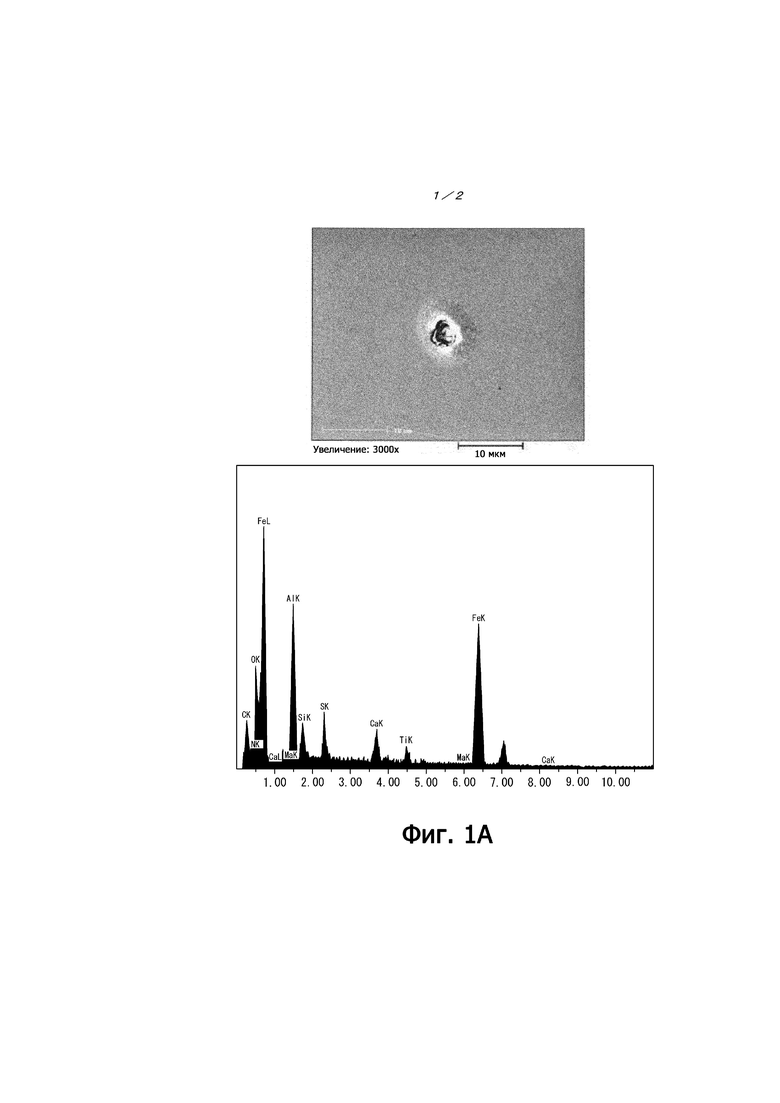
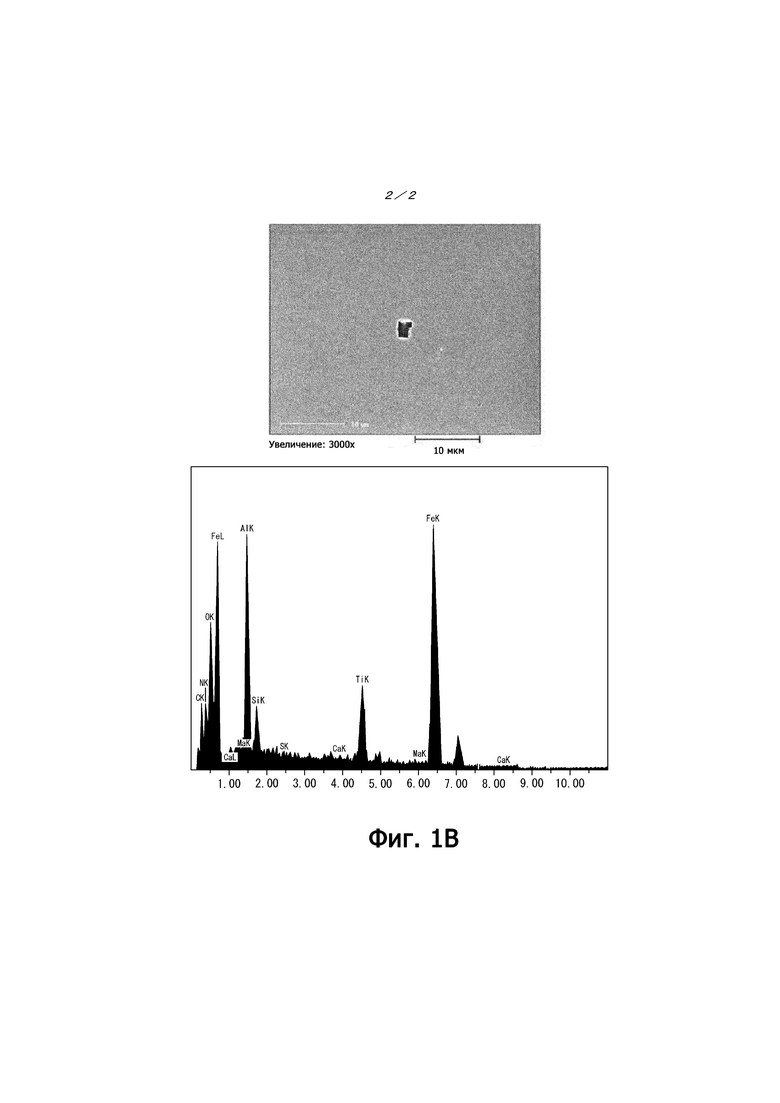
В дополнение к этому, присутствие Ti и N в виде зёрен размером 200 нм или больше в готовых рулонах при концентрации меньше 0,05 зёрен/мм2 характеризовалось сильной флуктуацией магнитных свойств. Выделения, которые обычно используются как ингибиторы, имеют размер зерна меньше 100 нм. Размер зерна 200 нм или больше неизбежно приводит к понижению плотности и ослаблению функции как ингибитора. Ti также образует оксиды (TiO2) и нитриды (TiN). Однако оксиды нерастворимы в кислоте. Таким образом, предполагается, что кислоторастворимый Ti оценивают как существующий в форме нитридов. Обнаруженные зёрна также присутствовали в форме TiN, поскольку N определялся вместе с Ti. В данном случае известно, что TiN действует как центр выделения для сульфидов, таких как MnS. Поскольку TiN является нитридом, он также функционирует в качестве центра выделения для нитридов, таких как AlN. Действительно, обнаруженные зёрна находились в форме комплексного выделения, как проиллюстрировано на фиг. 1A и 1B, где они наблюдались вместе с сульфидами, нитридами, а также оксидами Si и Al.
На основе указанных наблюдений было обнаружено, что причина подавления изменения достигаемых магнитных свойств может заключаться в том, что соответствующее количество Ti, при наличии его в форме азотсодержащего выделения надлежащего размера, действует как центр для комплексного выделения и стимулирует достижение состояния высокой степени чистоты, которое является важным в системах без ингибиторов.
Авторы изобретения дополнительно проверили такие заключения на основании полученных данных и исполнили настоящее раскрытие. Таким образом, предлагается:
1. Лист из текстурированной электротехнической стали, содержащий химическую композицию, включающую в себя (состоящую из), в масс. %, C: 0,005% или меньше, Si: от 2,0% до 4,5% и Mn: от 0,01% до 0,5%, а также, в масс. ч/млн, N: 20 ч/млн или меньше, Se, Te и O: каждого из них меньше 50 ч/млн, S: меньше 30 ч/млн и кислоторастворимый Al: меньше 40 ч/млн, а также Ti: меньше 30 ч/млн, из которого 5 ч/млн или больше и 25 ч/млн или меньше являются кислоторастворимым Ti, при этом остальное представляет собой Fe и неизбежные примеси, а выделения с размером зёрен 200 нм или больше при концентрации 0,05 зёрен/мм2 или больше заключают в себе Ti и N.
2. Лист из текстурированной электротехнической стали в соответствии с аспектом 1, химический состав которого дополнительно включает в себя, в масс. %, по меньшей мере, один элемент, выбранный из группы, состоящей из Ni: 1,50% или меньше, Sn: 0,50% или меньше, Sb: 0,50% или меньше, Cu: 0,50% или меньше, Mo: 0,50% или меньше, P: 0,50% или меньше, Cr: 1,50% или меньше, B: 0,0050% или меньше и Nb: 0,0100% или меньше.
3. Способ получения листа из текстурированной электротехнической стали в соответствии с аспектом 1, включающий в себя следующее: из расплавленной стали отливают стальной сляб, содержащий химическую композицию, включающую в себя (состоящую из), в масс. %, C: 0,08 % или меньше, Si: от 2,0% до 4,5% и Mn: от 0,01 % до 0,5%, а также, в масс. ч/млн, Ti: меньше 50 ч/млн; Se, Te и O: каждого из них меньше 50 ч/млн, S: меньше 50 ч/млн, кислоторастворимый Al: 20 ч/млн или больше и меньше 100 ч/млн, а также N: 80 ч/млн или меньше, при этом остальное представляет собой Fe и неизбежные примеси; осуществляют горячую прокатку стального сляба для получения горячекатаного листа; затем отжигают и выполняют прокатку горячекатаного листа для получения холоднокатаного листа, имеющего конечную толщину листа; далее подвергают холоднокатаный лист первичному рекристаллизационному отжигу; после этого подвергают холоднокатаный лист вторичному рекристаллизационному отжигу; а затем на холоднокатаном листе формируют изоляционное покрытие,
при этом расплавленная сталь содержит Ti в количестве меньше 50 ч/млн, из которых 5 ч/млн или больше и 30 ч/млн или меньше представляют собой кислоторастворимый Ti.
4. Способ получения листа из текстурированной электротехнической стали в соответствии с аспектом 1, включающий в себя следующее: из расплавленной стали отливают стальной сляб, содержащий химическую композицию, включающую в себя (состоящую из), в масс. %, C: 0,08% или меньше, Si: от 2,0% до 4,5% и Mn: от 0,01% до 0,5%, а также, в масс. ч/млн, Ti: меньше 50 ч/млн; Se, Te и O: каждого из них меньше 50 ч/млн, S: меньше 50 ч/млн, кислоторастворимый Al: 20 ч/млн или больше и меньше 100 ч/млн, а также N: 80 ч/млн или меньше, при этом остальное представляет собой Fe и неизбежные примеси; осуществляют горячую прокатку стального сляба, включающую в себя первоначальное обжатие, после которого стальной сляб выдерживают при температуре 1000°C или выше в течение 40 секунд или больше для получения горячекатаного листа; затем отжигают и выполняют прокатку горячекатаного листа для получения холоднокатаного листа, имеющего конечную толщину; далее подвергают холоднокатаный лист первичному рекристаллизационному отжигу; после этого подвергают холоднокатаный лист вторичному рекристаллизационному отжигу; а затем на холоднокатаном листе формируют изоляционное покрытие, при этом расплавленная сталь имеет химический состав, регулируемый таким образом, что Si-содержащий ферросплав, Al-содержащий ферросплав и Ti-содержащий ферросплав вводят в следующем порядке: добавляют 50% или больше от общего количества Ti-содержащего ферросплава после добавления Si-содержащего ферросплава и перед добавлением Al-содержащего ферросплава, для достижения количества Ti в расплавленной стали, составляющего, по меньшей мере, менее 50 ч/млн, из которых 5 ч/млн или больше и 30 ч/млн или меньше представляют собой кислоторастворимый Ti.
5. Способ получения листа из текстурированной электротехнической стали, соответствующего аспекту 2, согласно аспекту 3 или 4, в котором химический состав стальных слябов в соответствии с аспектом 3 или 4 дополнительно заключает в себе, в масс. %, по меньшей мере, один элемент, выбранный из группы, состоящей из Ni: от 0,005% до 1,50%, Sn: от 0,01 % до 0,50%, Sb: от 0,005% до 0,50%, Cu: от 0,01% до 0,50%, Mo: от 0,01 % до 0,50%, P: от 0,0050% до 0,50%, Cr: от 0,01% до 1,50%, B: от 0,0001% до 0,0050% и Nb: от 0,0005% до 0,0100%.
6. Горячекатаный стальной лист для применения в производстве листа из текстурированной электротехнической стали, содержащий Ti в количестве меньше 50 ч/млн, из которых 5 ч/млн или больше и 30 ч/млн или меньше представляют собой кислоторастворимый Ti.
7. Горячекатаный стальной лист для применения в производстве листа из текстурированной электротехнической стали в соответствии с аспектом 6, дополнительно заключающий в себе выделения, содержащие Ti и N с размером зерна 200 нм или больше при концентрации 0,05 зёрен/мм2 или больше.
Полезный эффект
Согласно данному раскрытию, лист из текстурированной электротехнической стали, обладающий стабильными и превосходными магнитными свойствами по всей длине рулона, можно получать с использованием безингибиторного способа. Данное раскрытие также обеспечивает возможность получения такого листа из текстурированной электротехнической стали предпочтительным образом.
Краткое описание чертежей
В сопроводительных чертежах:
На фиг. 1A проиллюстрированы изображения, полученные методом СЭМ, и результаты анализа выделений на поверхности стального листа методом ЭДРС; и
На фиг. 1B проиллюстрированы изображения, полученные методом СЭМ, и результаты анализа выделений на поверхности другого стального листа методом ЭДРС.
Осуществление изобретения
Настоящее раскрытие далее будет подробно изложено на основе его способа получения.
Прежде всего, описана причина ограничения химического состава стального сляба, который является исходным материалом при производстве листа из текстурированной электротехнической стали. В нижеследующем описании обозначения «%» и «ч/млн» для компонентов будут означать масс. % и масс. ч/млн, если не указано иного.
C: 0,08 % или меньше
C подавляет укрупнение зёрен кристаллов при горячей прокатке и улучшает предшествующую холодной прокатке микроструктуру. При холодной прокатке C улучшает текстуру после первичной рекристаллизации путём взаимодействия с дислокациями. Однако, если С остаётся в стальном листе как конечном продукте, он вызывает магнитное старение и ухудшение магнитных свойств. Если С содержится в слябе в количестве больше 0,08 %, нагрузка в ходе процесса разуглероживания становится высокой и не может уменьшаться в достаточной степени. С учётом вышесказанного, содержание C ограничивается величиной 0,08 % или меньше. Для достижения вышеупомянутого эффекта улучшения микроструктуры нижний предел содержания C желательно составляет 0,01%.
Si: от 2,0% до 4,5%
Si является полезным элементом, который улучшает характеристику потери в железе путём увеличения электрического сопротивления. Если содержание Si составляет меньше 2,0%, не может достигаться в достаточной степени эффект снижения потери в железе, а если содержание Si составляет больше 4,5%, крайне затрудняется холодная прокатка. С учётом вышесказанного, содержание Si ограничивается диапазоном от 2,0% до 4,5%. Содержание Si предпочтительно составляет 2,0% или больше. Предпочтительно оно составляет 4,0% или меньше.
Mn: от 0,01% до 0,5%
Mn является полезным элементом для улучшения обрабатываемости в горячем состоянии. Однако, когда содержание Mn превышает 0,5%, ухудшается первично рекристаллизованная текстура и затрудняется получение зёрен вторичной рекристаллизации, которые в высокой степени соответствуют ориентации Госса. Для улучшения обрабатываемости в горячем состоянии необходимо, чтобы Mn содержался в количестве 0,01 % или больше. Содержание Mn предпочтительно составляет 0,03 % или больше. Предпочтительно оно составляет 0,15% или меньше.
Se, Te и O: каждого из них меньше 50 ч/млн
Когда Se и Te присутствуют в избытке, образуются селениды и теллуриды и затрудняется вторичная рекристаллизация. Причина этого заключается в том, что выделения, укрупняющиеся при нагревании сляба, делают первично рекристаллизованную текстуру неоднородной. С учётом вышесказанного, содержание Se и Te следует понижать до величины меньше 50 ч/млн каждого из них для предотвращения их воздействия в качестве ингибиторов. Содержание Se и Te предпочтительно составляет 30 ч/млн или меньше каждого из них. В дополнение к этому, O образует оксиды, которые остаются в конечном продукте в виде включений и ослабляют магнитные свойства. С учётом вышесказанного, содержание O необходимо поддерживать ниже 50 ч/млн. Содержание указанных элементов может составлять 0%.
Кислоторастворимый Al: 20 ч/млн или больше и меньше 100 ч/млн, S: меньше 50 ч/млн, N: 80 ч/млн или меньше
В случае применения безингибиторного способа указанные элементы, образующие выделения, необязательно имеются в составе, если рассматривается только вторичная рекристаллизация. Однако при содержании в надлежащем количестве Al может образовывать плотную плёнку Al2O3 на поверхности в ходе вторичного рекристаллизационного отжига и снижать эффекты азотирования, например, исходящие от атмосферы отжига. С учётом вышесказанного, содержание Al составляет 20 ч/млн или больше и меньше 100 ч/млн.
Если S и N, по отдельности содержатся в количестве 50 ч/млн или больше и больше 80 ч/млн, соответственно, как и в случае Se и Te, выделения, образующиеся при нагреве сляба, укрупняются и ухудшают первично рекристаллизованную текстуру. С учётом вышесказанного, верхний предел ограничивается величинами, упомянутыми выше.
Нижний предел количества добавляемых S и N предпочтительно составляет 0%. Однако указанные элементы трудно удалять полностью, а фактическое уменьшение содержания S до величины меньше 10 ч/млн и N до величины меньше 20 ч/млн значительно повышает стоимость производства. Безингибиторный способ предназначен для получения высококачественных листов из текстурированной электротехнической стали при низкой стоимости, и приведённые выше значения указаны как нижний предел с точки зрения снижения нагрузки при производстве.
С использованием настоящего раскрытия можно стабилизировать магнитные свойства рулонов стальных листов путём связывания сульфидов и нитридов, образуемых такими S и N с соответствующим количеством Ti, для достижения псевдовысокой чистоты.
Далее, касательно содержания Ti в расплавленной стали, подвергаемой непрерывной разливке, отметим, что количество Ti должно быть меньше 50 ч/млн, из которых 5 ч/млн или больше и 30 ч/млн или меньше должны представлять собой кислоторастворимый Ti.
Ti в стали образует такие зёрна, как TiO2 и TiN. Если включения и выделения, образующиеся таким путём, присутствуют в избытке, они приводят к ухудшению магнитных свойств, особенно, к ухудшению потери на гистерезис. С учётом вышесказанного, содержание Ti следует регулировать на уровне меньше 50 ч/млн. Далее, содержание кислоторастворимого Ti, который приводит к выделению TiN в последующем процессе, регулируют в диапазоне от 5 ч/млн до 30 ч/млн. Если в качестве исходного материала должны использоваться ферросплавы высокой чистоты, которые не содержат Ti в виде примеси, необходимо отдельно добавлять легирующие элементы, служащие источниками Ti. Следовательно, с целью уменьшения стоимости производства при использовании настоящего раскрытия можно принимать меры для увеличения количества Ti путём активного применения ферросплавов низкой чистоты.
В настоящем раскрытии предпочтительно, что расплавленная сталь имеет химический состав, регулируемый таким образом, что Ti-содержащий ферросплав, Si- содержащий ферросплав и Al-содержащий ферросплав вводят в следующем порядке: добавляют Ti-содержащий ферросплав в количестве 50% или больше от общего количества после добавления Si-содержащего ферросплава и перед добавлением Al- содержащего ферросплава. Поскольку Ti является сильным раскислительным элементом, при добавлении его на стадии, когда содержание кислорода в расплавленной стали является высоким, Ti объединяется с кислородом с образованием TiO2, что затрудняет образование кислоторастворимого Ti. С учётом вышесказанного, предпочтительно использовать процедуру добавления Si перед введением источника Ti.
При помощи указанной процедуры содержание кислорода, имеющегося в расплавленной стали, до определённой степени возрастает в составе шлака в форме SiO2, и он удаляется из стали. Это будет повышать выход Ti и увеличивать количество кислоторастворимого Ti в умеренном диапазоне.
С другой стороны, известно, что Al является более сильным раскислительным элементом, чем Ti. С учётом вышесказанного, после добавления Al кислород, имеющийся в расплавленной стали, удаляется при помощи Al в форме Al2O3, и наибольшая часть добавленного Ti, как предполагается, будет полностью находиться в форме кислоторастворимого Ti, а это может обусловить то, что содержание кислоторастворимого Ti в расплавленной стали превысит 30 ч/млн.
С учётом вышесказанного, в случае реализации регулирования содержания компонента с использованием недорогого ферросплава, характеризующегося относительно низкой чистотой и содержащего Ti в качестве примеси, после введения Si-содержащего ферросплава к растворённому в умеренном количестве кислороду добавляют Ti-содержащий ферросплав на уровне 50% или больше от общего количества, а по завершении анализа кислоторастворимого Ti после его введения добавляют Al- содержащий ферросплав. Затем можно добавлять остальной Ti-содержащий ферросплав при более высоком выходе Ti, а содержание Ti можно регулировать в соответствующем диапазоне. Такой способ обеспечивает возможность контролировать содержание Ti в пределах соответственного диапазона без использования особо чистого ферросплава. Несомненно, такой способ не всегда является обязательным, если химический состав регулируется при помощи ферросплавов высокой чистоты.
Хотя выше описаны существенные элементы и ингибирующие элементы, в настоящем раскрытии могут быть выбраны один или несколько других элементов, описанных ниже, и содержаться в установленном количестве.
Ni: от 0,005% до 1,50%
Ni служит для повышения однородности микроструктуры горячекатаного листа и, таким образом, улучшения магнитных свойств. Однако, если содержание Ni меньше 0,005%, эффект добавления является слабым, тогда как, если его содержание превышает 1,50%, вторичная рекристаллизация становится нестабильной и магнитные свойства ухудшаются. С учётом вышесказанного, желательно, чтобы содержание Ni находилось в диапазоне от 0,005% до 1,50%.
Sn: от 0,01% до 0,50%, Sb: от 0,005% до 0,50%, Cu: от 0,01% до 0,50%
Указанные элементы иногда рассматривают как вспомогательные ингибиторы вследствие сегрегации по границам зёрен, но они могут быть применимы в безингибиторных способах, в которых не используются активно ингибиторы, действующие путём выделения. Если величина концентрации каждого элемента ниже нижнего предела, эффект добавления является слабым, тогда как, если указанная величина превышает верхний предел, повышается вероятность невозможности осуществления вторичной рекристаллизации.
P: от 0,0050% до 0,50%, Cr: от 0,01% до 1,50%
Упомянутые элементы оказывают влияние на благотворное протекание реакции при образовании форстеритовой плёнки. Если содержание каждого элемента ниже нижнего предела, эффект добавления является слабым, тогда как, если содержание каждого элемента выше верхнего предела, будет слишком сильно ускоряться образование форстеритовой плёнки, вызывая такие проблемы, как её отслаивание.
Mo: от 0,01% до 0,50%, B: от 0,0001% до 0,0050%, Nb: от 0,0005% до 0,0100%
Все указанные элементы способствуют подавлению роста зёрен и оказывают влияние на улучшение текстуры и стабилизацию вторичной рекристаллизации. В целях действенного достижения таких эффектов предпочтительно, чтобы содержание каждого из них находилось в вышеуказанном диапазоне. При избыточном добавлении каждый введённый элемент выделяется в стали и действует как сильный ингибитор. С учётом вышесказанного, нежелательно, чтобы в условиях безингибиторного способа содержание любого из указанных элементов находилось выше верхнего предела.
Остальная часть состоит из железа и примесей, отличных от тех, что упомянуты выше, конкретно, неизбежных примесей.
Стальной сляб, химический состав которого доведён до вышеупомянутого подходящего диапазона, после повторного нагревания или без него, подвергают горячей прокатке. В случае повторного нагревания сляба температура повторного нагревания желательно составляет около 1000 °C или выше. Желательно она составляет около 1300 °C или ниже. В частности, нагревание сляба выше 1300 °C является необязательным вследствие того, что оно является бессмысленным для настоящего раскрытия, при осуществлении которого на стадии сляба в стали не содержится почти никакого ингибитора, и в конечном итоге это приводит к увеличению стоимости.
Затем осуществляют горячую прокатку. Желательно, чтобы после выполнения первой прокатки (начальное обжатие) материал выдерживался при температуре 1000 °C или выше в течение 40 секунд или больше. Это вследствие того, что данная процедура является ещё более эффективным процессом превращения кислоторастворимого Ti в TiN, выделения которого характеризуются размером зёрен 200 нм или больше. Иными словами, вышеупомянутое выдерживание после начального прохода может привносить дислокации вокруг TiN, который уже находится в состоянии выделения, и повышать скорость дифузии N или ему подобного в окрестности TiN, за счёт чего упрощается контролирование размера зёрен выделений, содержащих количества Ti и N в соответствующем диапазоне. Хотя на время выдерживания не налагается никакой верхний предел, с точки зрения производства, желательным является верхний предел 600 секунд или меньше. С точки зрения обеспечения температуры 1000 °C по завершении начального прохода при горячей прокатке нижний предел температуры нагрева сляба желательно составляет 1100 °C или выше.
Зёрна соответствующего размера, содержащие и Ti, и N, образующиеся в результате этого, практически не изменяются в последующем процессе и проявляют эффект достижения псевдовысокой чистоты за счёт формирования центров выделения сульфидов и нитридов в последующем процессе. Авторы настоящего изобретения полагают, что указанный эффект является аналогичным эффекту, используемому в технологии улавливания C в стали, например, путём добавления Ti для изготовления IF- стали.
Затем, при необходимости, горячекатаный лист подвергают отжигу горячекатаного листа, а после этого сразу же осуществляют холодную прокатку или два раза, или больше с промежуточным отжигом, выполняемым между ними, для получения конечного холоднокатаного листа. Холодную прокатку можно выполнять при комнатной температуре. В качестве альтернативы, также применима тёплая прокатка, когда её осуществляют при температуре стального листа, повышаемой до температуры, выше комнатной, например, в окрестности 250°C.
Конечный холоднокатаный лист подвергают первичному рекристаллизационному отжигу. Цель первичного рекристаллизационного отжига заключается в том, чтобы вызвать первичную рекристаллизацию холоднокатаного листа, обладающего микроструктурой катаного листа, для доведения размера её зерна до оптимального размера первичного рекристаллизованного зерна с целью осуществления вторичной рекристаллизации. Атмосфера отжига является влажной водородно-азотной или влажной водородно-аргоновой, которая приводит к удалению углерода, содержащегося в стали, и в то же время к образованию оксидной плёнки на поверхности в атмосфере отжига. Для этой цели желательно, чтобы температура первичного рекристаллизационного отжига (температура выдерживания) составляла приблизительно от 800 °C или выше до значения ниже 950°C. В дополнение к этому, эффективно повышать скорость нагрева в процессе нагревания при первичном рекристаллизационном отжиге с целью получения ещё лучшей текстуры. Конкретно, улучшения можно ожидать при увеличении скорости нагревания до 80°C/с или выше в диапазоне от 500°C до 700°C.
После первичного рекристаллизационного отжига, описанного выше, на поверхность стального листа наносят сепаратор отжига. В качестве основного сепаратора отжига используют оксид магния (MgO) для образования форстеритовой плёнки на поверхности стального листа по завершении следующего далее вторичного рекристаллизационного отжига. Образованию форстеритовой плёнки можно дополнительно способствовать путём добавления к сепаратору соответствующего количества оксидов Ti, соединений Sr или тому подобных. В частности, также является предпочтительным добавление вспомогательных веществ, которые активируют образование однородной форстеритовой плёнки, для улучшения характеристик стойкости к отслаиванию. За этим следует конечный отжиг для вторичной рекристаллизации и образование форстеритовой плёнки. Атмосфера отжига в случае такого конечного отжига может представлять собой газообразный N2, Ar, H2 или смесь любых из указанных газов. Поскольку выделение микрокомпонентов в конечном продукте будет приводить к ухудшению магнитных свойств, максимальная температура отжига предпочтительно составляет 1100°C или выше для очистки компонентов.
Поскольку в стальном листе настоящего раскрытия имеется небольшое изменение магнитных свойств в рулоне, по экономическим причинам желательно выполнять конечный отжиг в рулоне с массой 5 тонн или больше, более предпочтительно, 10 тонн или больше.
После вышеупомянутого конечного отжига на поверхность стального листа можно дополнительно наносить изоляционное покрытие и спекать. Такое изоляционное покрытие не ограничивается конкретным типом и применимо любое общеизвестное изоляционное покрытие. Например, предпочтительные способы описаны в заявках на патент Японии JPS50-79442A и JPS48-39338A, в которых на стальной лист наносят жидкость для покрытия, содержащую фосфат-хромат-коллоидный диоксид кремния, а затем спекают при температуре в области 800°C.
В результате очистки путём конечного отжига полученный конечный продукт имеет такой состав, что стальная основа стального листа после удаления изоляционного покрытия и базовой плёнки содержит C: 0,005% или меньше, Si: от 2,0% до 4,5%, Mn: от 0,01 % до 0,5%, N: 20 ч/млн или меньше; Se, Te и O: меньше 50 ч/млн каждого из них, S: меньше 30 ч/млн, кислоторастворимый Al: меньше 40 ч/млн, Ti: меньше 30 ч/млн, из которых 5 ч/млн или больше и 25 ч/млн или меньше представляют собой кислоторастворимый Ti, и выделения, содержащие Ti и N с размером зерна 200 нм или больше при концентрации 0,05 зёрен/мм2 или больше. В отношении N, S и Al отметим, что с точки зрения стоимости производства приемлемыми количествами являются 3 ч/млн или больше N, 5 ч/млн или больше S и 5 ч/млн или больше Al. В дополнение к этому, лист из текстурированной электротехнической стали, раскрытый в настоящем документе, может дополнительно содержать, в масс. %, по меньшей мере, один элемент, выбранный из группы, состоящей из Ni: 1,50% или меньше, Sn: 0,50% или меньше, Sb: 0,50% или меньше, Cu: 0,50% или меньше, Mo: 0,50% или меньше, P: 0,50% или меньше, Cr: 1,50% или меньше, B: 0,0050% или меньше и Nb: 0,0100% или меньше, для улучшения магнитных свойств и тому подобного.
В числе вышеупомянутых дополнительных элементов, те, для которых не указан нижний предел, являются элементами, для которых не существует конкретного нижнего предела, и допускается их наличие в количестве ниже нижнего предела анализа, включая 0. Другие элементы могут включаться в состав форстеритовой плёнки или выделяться в газовую фазу, в зависимости от условий конечного отжига, а их содержание в стали может уменьшаться, и некоторые из них могут иметь меньшую концентрацию, чем при нахождении их в составе сляба, соответственно, в пределах вышеуказанных диапазонов.
Примеры
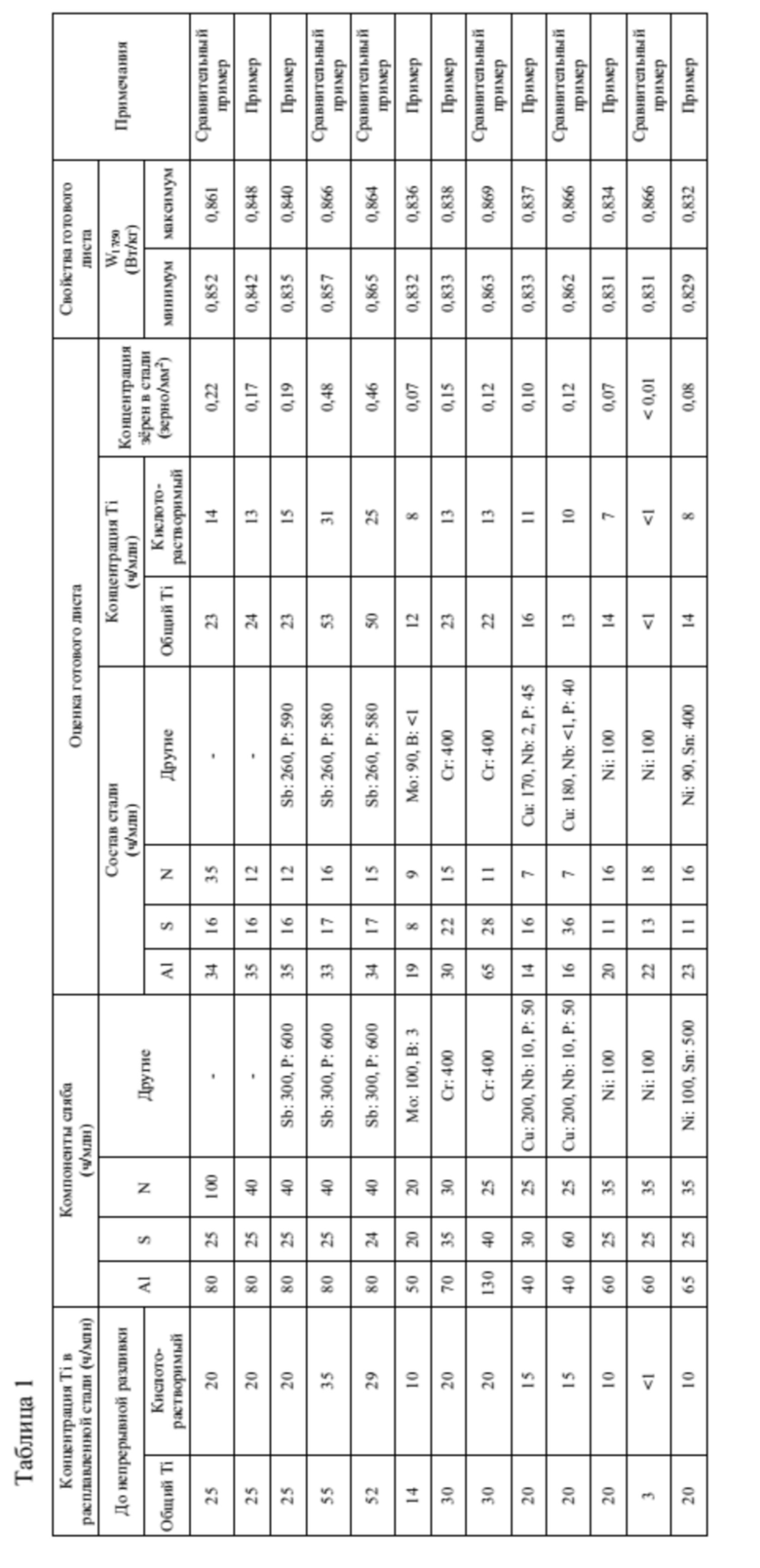
Пример 1
Путём расплавления были изготовлены слябы различных составов, содержащие в дополнение к основным компонентам C: 0,06 %, Si: 3,35% и Mn: 0,03 %, а также другие компоненты, перечисленные в таблице 1. Концентрации всех элементов, Se, Te и O, составляли по 30 ч/млн. Концентрацию Ti регулировали с использованием Ti болванок, а концентрации других компонентов регулировали с использованием ферросплава высокой чистоты, либо кусковых или гранулированных чистых металлов, которые почти не содержали таких примесей, как Ti. Горячую прокатку выполняли в таких условиях, что после нагревания сляба при 1250°C и начального (первого) прохода в процессе горячей прокатки каждый сляб выдерживали при 1000°C или выше в течение 60 секунд для получения горячекатаного листа с толщиной 2,5 мм.
Указанные горячекатаные листы подвергали отжигу горячекатаного листа при 900 °C, осуществляли холодную прокатку до достижения 1,3 мм, а затем подвергали промежуточному отжигу. При промежуточном отжиге температуру постепенно изменяли в направлении от ведущего конца рулона к хвостовому, так что температуру ведущего конца рулона устанавливали равной 950°C, а хвостового конца рулона равной 1050 °C. Осуществляли холодную прокатку отожжённых рулонов до конечной толщины 0,23 мм, разуглероживали и отжигали для первичной рекристаллизации. Далее наносили сепаратор отжига, состоящий главным образом из MgO, и осуществляли конечный отжиг, включающий в себя процесс вторичной рекристаллизации и процесс очистки, при максимальной температуре 1150°C и времени томления 10 часов. На полученные рулоны наносили изоляционное покрытие, состоящее из коллоидного диоксида кремния и фосфата магния, и спекали при 850°C для получения готовых листов.
Оценивали характеристики потери в железе для каждого готового листа, полученного таким путём. Потерю в железе (W17/50) измеряли непрерывно по всей длине каждого рулона готового листа и оценивали наиболее низкое значение (минимум), которое является лучшей величиной, и наиболее высокое значение (максимум), которое является худшей величиной. В случае каждого рулона отбирали образцы из центра продольного направления и центра поперечного направления и анализировали для определения концентрации Ti. В то же время отбирали образец для испытаний с целью наблюдения L-сечения и исследовали 90 мм2 в непрерывном поле зрения, а также методом ЭДРС выполняли анализ состава всех зёрен, размер которых составлял 200 нм или больше в эквивалентном диаметре, на основе изображений зёрен, рассчитывали число зёрен, содержащих и Ti, и N, и делили на площадь поля наблюдения с целью получения концентрации зёрен в стали. Результаты приведены в таблице 3. Концентрации C, Si и Mn в готовых листах во всех случаях составляли C: 0,001%, Si: 3,35% и Mn: 0,03%. Концентрации Se, Te и O во всех случаях составляли по 30 ч/млн.
Из таблицы можно видеть, что изменение магнитных свойств ослабляется, а подходящие свойства поддерживаются путём следования настоящему раскрытию.
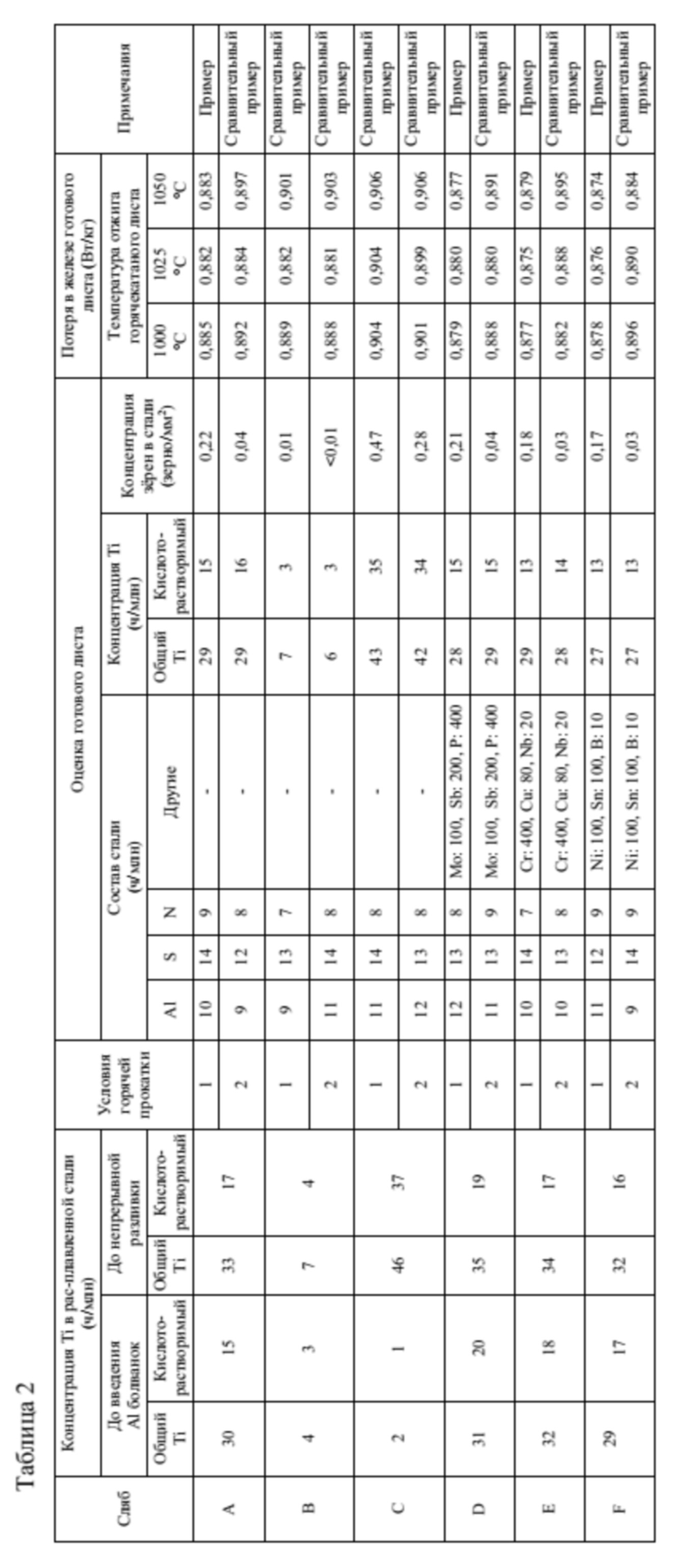
Пример 2
При получении путём выплавки стали с целевым составом C: 0,05%, Si: 3,2%, Mn: 0,05%, Cr: 0,03%, P: 0,01%, кислоторастворимый Al: 30 ч/млн, S: 20 ч/млн, N: 30 ч/млн, Se: 50 ч/млн, Te: 30 ч/млн и O: 20 ч/млн, получали сляб A путём добавления ферросплавов, таких как FeMn, FeCr и FeP, содержащих Ti в виде примесей, после добавления FeSi, затем, после анализа содержания Mn, Cr, P и Ti, добавления кускового Al и дальнейшего введения небольших количеств недостающих компонентов. Для сравнения получали, соответственно, два сляба B, в которые ферросплавы вводили перед добавлением FeSi, а небольшие количества недостающих компонентов вводили после добавления кускового Al, и два сляба C, в которых все концентрации регулировали после добавления кускового Al. В дополнение к этому, приготовляли, соответственно, два сляба составов D - F, приведённых в таблице 2, с использованием процедуры получения сляба A.
После этого выполняли нагревание сляба до 1200 °C, соответственно, и изготовляли горячекатаные листы толщиной 2 мм в условиях 1 горячей прокатки, в которых температуру выдерживали при 1000 °C или выше в течение 60 секунд, после начального прохода при горячей прокатке, и в условиях 2 горячей прокатки, в которых температуру снижали до 980 °C в пределах 30 секунд, после начального прохода при горячей прокатке, соответственно.
При выполнении отжига горячекатаного листа указанных горячекатаных листов температуру постепенно изменяли в направлении от ведущего конца к хвостовому концу каждого рулона, так что температуру ведущего конца рулона устанавливали равной 1000°C, температуру центра рулона в продольном направлении равной 1025°C и температуру хвостового конца рулона равной 1050°C. Осуществляли холодную прокатку отожжённых рулонов до конечной толщины 0,27 мм, разуглероживали и отжигали для первичной рекристаллизации. Далее наносили сепаратор отжига, состоящий главным образом из MgO, и осуществляли конечный отжиг, включающий в себя процесс вторичной рекристаллизации и процесс очистки при максимальной температуре 1200°C и времени томления 10 часов. На полученные рулоны наносили изоляционное покрытие, состоящее из 60% коллоидного диоксида кремния и фосфата алюминия, и спекали при 800°C.
В случае каждого материала вырезали образцы для испытания по методу Эпштейна из позиций верхнего конца, центра и хвостового конца рулона, измеряли потерю в железе (W17/50), и вычисляли среднее значение. Средние значения результатов измерений потери в железе, соответствующие температуре при определённом времени отжига горячекатаного листа, соответственно, приведены в таблице 2. Концентрации C, Si и Mn во всех готовых листах, составляли: C: 0,001%, Si: 3,2% и Mn: 0,05%. Концентрации Se, Te и O во всех готовых листах составляли: Se: 10 ч/млн, Te: 5 ч/млн и O: 20 ч/млн.
Покрытие и плёнки удаляли с образцов для испытания по методу Эпштейна, на которых выполняли измерения потери в железе, осуществляли анализ состава, а также отбирали образцы для испытаний с целью наблюдения L-сечения и исследовали 90 мм2 в непрерывном поле зрения. В рамках данного исследования, методом ЭДРС выполняли анализ состава всех зёрен, размер которых составлял 200 нм или больше в эквивалентном диаметре, на основе изображений зёрен, рассчитывали число зёрен, содержащих и Ti, и N, и делили на площадь поля наблюдения для получения концентрации зёрен в стали.
Из таблицы 2 можно видеть, что, даже если имеется варьирование температуры отжига в промежуточном процессе, изменение магнитных свойств уменьшается, и поддерживаются подходящие свойства путём следования настоящему раскрытию.
Изобретение относится к области металлургии, а именно к листу из текстурированной электротехнической стали, используемому в качестве материала для железных сердечников трансформаторов. Лист имеет химический состав, включающий в себя: C: 0,005 мас.% или менее, Si: от 2,0 до 4,5 мас.%, Mn: от 0,01 до 0,5 мас.%, а также в мас.ч./млн, N: 20 ч./млн или менее, Se, Te и O каждого менее 50 ч./млн, S: менее 30 ч./млн, кислоторастворимый Al: менее 40 ч./млн, Ti: менее 30 ч./млн, из которого 5 ч./млн или более и 25 ч./млн или менее являются кислоторастворимым Ti, при необходимости по меньшей мере один элемент, выбранный из группы, состоящей из: Ni: 1,50 мас.% или менее, Sn: 0,50 мас.% или менее, Sb: 0,50 мас.% или менее, Cu: 0,50 мас.% или менее, Mo: 0,50 мас.% или менее, P: 0,50 мас.% или менее, Cr: 1,50 мас.% или менее, B: 0,0050 мас.% или менее и Nb: 0,0100 мас.% или менее, остальное - Fe и неизбежные примеси. Лист содержит выделения, содержащие Ti и N с размером зерен 200 нм или более при концентрации 0,05 зерен/мм2 или более. Лист обладает стабильными высокими свойствами по всей длине. 4 н. и 1 з.п. ф-лы, 1 ил., 2 табл., 2 пр.
1. Лист из текстурированной электротехнической стали, содержащий:
химический состав, включающий в себя: C: 0,005 мас.% или менее, Si: от 2,0 до 4,5 мас.%, Mn: от 0,01 до 0,5 мас.%, а также в мас.ч./млн, N: 20 ч./млн или менее, Se, Te и O каждого менее 50 ч./млн, S: менее 30 ч./млн, кислоторастворимый Al: менее 40 ч./млн, Ti: менее 30 ч./млн, из которого 5 ч./млн или более и 25 ч./млн или менее являются кислоторастворимым Ti, при необходимости по меньшей мере один элемент, выбранный из группы, состоящей из: Ni: 1,50 мас.% или менее, Sn: 0,50 мас.% или менее, Sb: 0,50 мас.% или менее, Cu: 0,50 мас.% или менее, Mo: 0,50 мас.% или менее, P: 0,50 мас.% или менее, Cr: 1,50 мас.% или менее, B: 0,0050 мас.% или менее и Nb: 0,0100 мас.% или менее, остальное - Fe и неизбежные примеси; и
выделения, содержащие Ti и N с размером зерен 200 нм или более при концентрации 0,05 зерен/мм2 или больше.
2. Способ получения листа из текстурированной электротехнической стали по п. 1, включающий в себя следующее:
из расплавленной стали отливают стальной сляб, имеющий химический состав, включающий в себя: C: 0,08 мас.% или менее, Si: от 2,0 до 4,5 мас.%, Mn: от 0,01 до 0,5 мас.%, а также в мас.ч./млн, Ti: менее 50 ч./млн, Se, Te и O каждого из них менее 50 ч./млн, S: менее 50 ч./млн, кислоторастворимый Al: 20 ч./млн или более и менее 100 ч./млн, N: 80 ч./млн или менее, при необходимости по меньшей мере один элемент, выбранный из группы, состоящей из: Ni: от 0,005 до 1,50 мас.%, Sn: от 0,01 до 0,50 мас.%, Sb: от 0,005 до 0,50 мас.%, Cu: от 0,01 до 0,50 мас.%, Mo: от 0,01 до 0,50 мас.%, P: от 0,0050 до 0,50 мас.%, Cr: от 0,01 до 1,50 мас.%, B: от 0,0001 до 0,0050 мас.% и Nb: от 0,0005 до 0,0100 мас.%, при этом остальное представляет собой Fe и неизбежные примеси;
осуществляют горячую прокатку стального сляба для получения горячекатаного листа;
затем выполняют отжиг горячекатаного листа и выполняют прокатку горячекатаного листа для получения холоднокатаного листа, имеющего конечную толщину листа;
далее подвергают холоднокатаный лист первичному рекристаллизационному отжигу;
после этого подвергают холоднокатаный лист вторичному рекристаллизационному отжигу; и
затем на холоднокатаном листе формируют изоляционное покрытие,
при этом расплавленная сталь содержит Ti в количестве меньше 50 мас.ч./млн, из которых 5 мас.ч./млн или более и 30 мас.ч./млн или менее представляют собой кислоторастворимый Ti.
3. Способ получения листа из текстурированной электротехнической стали по п. 1, включающий в себя следующее:
из расплавленной стали отливают стальной сляб, имеющий химический состав, включающий в себя: C: 0,08 мас.% или менее, Si: от 2,0 до 4,5 мас.%, Mn: от 0,01 до 0,5 мас.%, а также в мас.ч./млн, Ti: менее 50 ч./млн, Se, Te и O каждого из них менее 50 ч./млн, S: менее 50 ч./млн, кислоторастворимый Al: 20 ч./млн или более и менее 100 ч./млн, N: 80 ч./млн или менее, при необходимости по меньшей мере один элемент, выбранный из группы, состоящей из: Ni: от 0,005 до 1,50 мас.%, Sn: от 0,01 до 0,50 мас.%, Sb: от 0,005 до 0,50 мас.%, Cu: от 0,01 до 0,50 мас.%, Mo: от 0,01 до 0,50 мас.%, P: от 0,0050 до 0,50 мас.%, Cr: от 0,01 до 1,50 мас.%, B: от 0,0001 до 0,0050 мас.% и Nb: от 0,0005 до 0,0100 мас.%, при этом остальное представляет собой Fe и неизбежные примеси;
осуществляют горячую прокатку стального сляба, включающую в себя первоначальное обжатие, после которого стальной сляб выдерживают при температуре 1000°C или выше в течение 40 секунд или больше для получения горячекатаного листа;
затем выполняют отжиг горячекатаного листа и выполняют прокатку горячекатаного листа для получения холоднокатаного листа, имеющего конечную толщину;
далее подвергают холоднокатаный лист первичному рекристаллизационному отжигу;
после этого подвергают холоднокатаный лист вторичному рекристаллизационному отжигу; и
затем на холоднокатаном листе формируют изоляционное покрытие,
при этом расплавленная сталь имеет химический состав, регулируемый таким образом, что Si-содержащий ферросплав, Al-содержащий ферросплав и Ti-содержащий ферросплав вводят в следующем порядке: добавляют 50% или больше от общего количества Ti-содержащего ферросплава после добавления Si-содержащего ферросплава и перед добавлением Al-содержащего ферросплава, для достижения количества Ti в расплавленной стали, составляющего менее 50 мас.ч./млн, из которых 5 мас.ч./млн или более и 30 мас.ч./млн или менее представляют собой кислоторастворимый Ti.
4. Горячекатаный стальной лист для производства листа из текстурированной электротехнической стали по п. 1, содержащий Ti в количестве менее 50 мас.ч./млн, из которых 5 мас.ч./млн или более и 30 мас.ч./млн или менее представляют собой кислоторастворимый Ti.
5. Горячекатаный стальной лист по п. 4, дополнительно заключающий в себе выделения, содержащие Ti и N с размером зерна 200 нм или больше при концентрации 0,05 зёрен/мм2 или больше.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2503728C1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
