ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к сцепке железнодорожных вагонов, в частности к тяговому хомуту железнодорожного вагона.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Тяговый хомут железнодорожного вагона предназначен для формирования в нем гнезда для установки поглощающего аппарата и обеспечения функционирования поглощающего аппарата в непосредственной близости от торца автосцепки таким образом, чтобы обеспечивалось поглощение усилий, прилагаемых к голове автосцепки, поглощающим аппаратом. В стандартном грузовом вагоне конструкция поглощающего аппарата - прямоугольного блока стали - расположена между торцом хвостовика автосцепки и передним рабочим торцом поглощающего аппарата. Указанный блок расположен поперек головной части гнезда тягового хомута и называется упорной плитой автосцепки. Положения упорной плиты автосцепки и поглощающего аппарата относительно торца автосцепки поддерживаются за счет крепления тягового хомута к хвостовику автосцепки с помощью соединительного клина или штифта.
Конструкция тягового хомута обусловлена поглощающим аппаратом и торцом хвостовика автосцепки. Гнездо поглощающего аппарата тягового хомута может быть совместимым по длине с длиной поглощающего аппарата и расстоянием, на которое способен перемещаться поглощающий аппарат. Форма головной часть тягового хомута должна быть таковой, чтобы в ней размещался торец хвостовика автосцепки при надлежащем обеспечении соединения указанных двух деталей. Таким образом, могут быть использованы различные тяговые хомуты для сопряжения с различными торцами хвостовика автосцепки.
В процессе эксплуатации на хомут действуют большие усилия по мере прохождения железнодорожного вагона по железнодорожному полотну. Указанные усилия способны вызвать изгибные напряжения в различных точках тягового хомута. Со временем изгибные напряжения могут привести к выходу из строя тягового хомута.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Идея настоящего изобретения относится к тяговому хомуту железнодорожного вагона, включающему: головную часть и, по меньшей мере, две тяговые полосы, примыкающие к головной части. По меньшей мере, одна верхняя тяговая полоса примыкает к верхнему участку головной части и, по меньшей мере, одна нижняя тяговая полоса примыкает к нижнему участку головной части. Тяговый хомут железнодорожного вагона включает заднюю опорную часть, примыкающую, по меньшей мере, к двум тяговым полосам таким образом, чтобы обеспечивалось разделение головной части и задней опорной части, по меньшей мере, двумя тяговыми полосами. Задняя опорная часть включает, по меньшей мере, один вогнутый профиль вдоль наружной поверхности задней опорной части. Наружная поверхность является поверхностью вдоль задней опорной части, противоположной головной части, идущей от верхней поверхности, по меньшей мере, одной верхней тяговой полосы до нижней поверхности, по меньшей мере, одной нижней тяговой полосы.
Технические преимущества конкретных примеров осуществления настоящего изобретения предусматривают повышение способности тягового хомута распределять усилия, воздействующие на тяговый хомут в процессе эксплуатации. Таким образом, обеспечивается снижение изгибных напряжений и повышение сопротивления тягового хомута разрушению. Дополнительное техническое преимущество конкретных примеров осуществления настоящего изобретения заключается в снижении веса тягового хомута без существенного соответствующего ослабления прочности тягового хомута.
Другие технические преимущества должны быть очевидны специалистам в данной области техники из приведенного ниже описания со ссылкой на прилагаемые рисунки и формулу изобретения. Более того, несмотря на то, что выше были перечислены конкретные преимущества, различные примеры осуществления настоящего изобретения могут включать все, ряд или ни одного из вышеперечисленных преимуществ.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полное понимание конкретных примеров осуществления настоящего изобретения может быть достигнуто из следующего ниже подробного описания, ведущегося со ссылками на прилагаемые чертежи, на которых:
ФИГ.1 - вид в перспективе тягового хомута в соответствии с конкретными примерами осуществления настоящего изобретения;
ФИГ.2 - вид в профиль боковой части тягового хомута в соответствии с конкретными примерами осуществления настоящего изобретения;
ФИГ.3 - вид сверху верхней части тягового хомута в соответствии с конкретными примерами осуществления настоящего изобретения; и
ФИГ.4 - способ изготовления тягового хомута железнодорожного вагона в соответствии с конкретными примерами осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
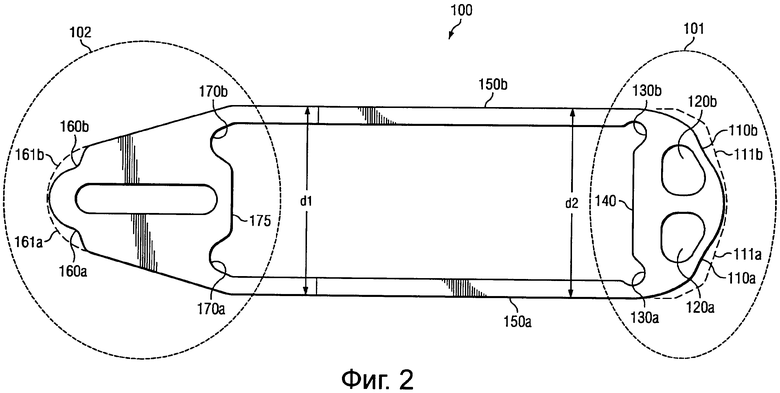
На ФИГ.1 проиллюстрирован вид в перспективе тягового хомута в соответствии с конкретными примерами осуществления настоящего изобретения. Тяговый хомут 100 включает заднюю опорную часть 101 и головную часть 102, соединенные друг с другом тяговыми полосами 150. Форма и конструктивные особенности тягового хомута 100 позволяют снизить изгибные напряжения в различных точках тягового хомута 100 (например, на участках, на которых тяговые полосы 150 соединены с задней опорной частью 101 и головной частью 102) и одновременно позволяют снизить вес тягового хомута 100.
По сравнению с традиционным тяговым хомутом, таким как известный тяговый хомут автосцепки типа Е, тяговый хомут 100 позволяет увеличить срок эксплуатации и снизить вес. Это может быть достигнуто за счет включения в конструкцию новых отверстий и вогнутых профилей, а также за счет увеличения размера/радиуса определенных вогнутых профилей. Например, в проиллюстрированном примере осуществления настоящего изобретения тяговый хомут 100 включает отверстия 180 и 120 и вогнутые профили 110, 130, 160 и 170. Указанные конструктивные особенности могут быть предусмотрены на тяговом хомуте, соответствующем конкретному стандарту автосцепки. Например, тяговый хомут 100 может быть использован для замены традиционного тягового хомута автосцепки типа Е. Детальное описание указанных различных элементов будет приведено ниже со ссылкой на ФИГ.2 и 3.
В конкретных примерах осуществления настоящего изобретения некоторые из различных описанных в настоящем патенте изменений конструктивных особенностей могут быть применены к тяговым хомутам, кроме тягового хомута автосцепки типа Е, таким как тяговые хомуты автосцепки типа F, тяговые хомуты автосцепки с поворотной головкой или тяговым хомутам любых иных типов автосцепки. Например, изменения конструкции задней опорной части 101 (включая внутренние и наружные профили) могут быть применены к тяговым хомутам автосцепок типа Е, F, с роторной головкой или иным типам автосцепок.
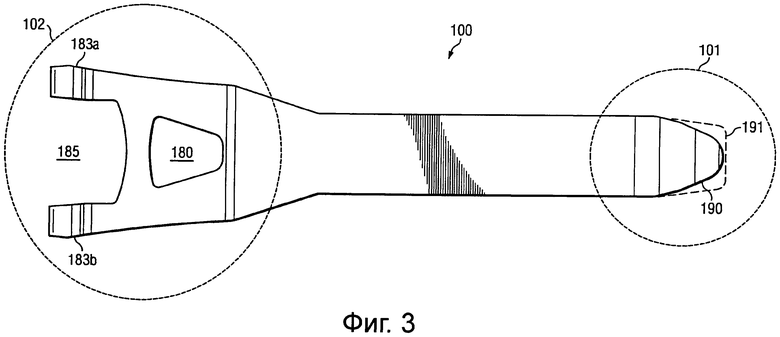
На ФИГ.2 проиллюстрирован вид в профиль боковой части тягового хомута в соответствии с конкретными примерами осуществления настоящего изобретения. Несмотря на то, что на рисунке проиллюстрирована только одна боковая сторона тягового хомута 100, другая сторона может включать аналогичные конструктивные особенности. Как можно видеть на ФИГ.2, вогнутые профили 110 расположены вдоль наружной поверхности у верхнего и нижнего углов задней опорной части 101. В некоторых примерах осуществления настоящего изобретения радиус вогнутых профилей 110 может находиться в интервале от приблизительно 4,5 дюйма до 5,0 дюйма. В конкретных примерах осуществления настоящего изобретения радиус вогнутых профилей 110 может составлять 4,75 дюйма. В некоторых примерах осуществления настоящего изобретения наружная поверхность задней опорной части 101, включающая вогнутые профили 110, может быть создана с помощью шлица. Вогнутая форма вогнутых профилей 110 позволяет более эффективно распределять усилия, прилагаемые к задней опорной части 101 тягового хомута 100 по сравнению с традиционным тяговым хомутом, таким как известный тяговый хомут автосцепки типа Е. За счет этого, в свою очередь, обеспечивается снижение изгибных напряжений, действующих на тяговый хомут 100, в результате чего потенциально увеличивается ожидаемый срок службы тягового хомута 100.
Пунктирные линии 111 показывают форму наружной поверхности задней опорной части традиционного тягового хомута (например, тягового хомута автосцепки типа Е). По сравнению с задней опорной частью традиционного тягового хомута, представленного пунктирными линиями 111, вогнутые профили 110 уменьшают размер задней опорной части 101. За счет этого обеспечивается снижение веса тягового хомута 100.
Отверстия 120 проходят по всей ширине (т.е. внутрь страницы) задней опорной части 101. В конкретных примерах осуществления настоящего изобретения отверстия 120 могут быть расположены между задним подвижным фланцем 140 и вогнутыми профилями 110. В традиционных тяговых хомутах задняя опорная часть включает четыре полости (две на каждой стороне), при этом каждая частично углублена вовнутрь задней опорной части, но не проходит через нее. Использование отверстий 120 также позволяет снизить вес тягового хомута 100.
Задний подвижной фланец 140 образует внутреннюю поверхность задней опорной части 101. Он также образует часть ограничивающей поверхности для гнезда поглощающего аппарата (остальные ограничивающие поверхности включают внутренние поверхности тяговых полос 150 и упорной плиты автосцепки 175). В традиционных тяговых хомутах могут иметься участки высоких напряжений в пределах углов, в которых задний подвижной фланец 140 соединяется с тяговыми полосами 150. Конкретные примеры осуществления настоящего изобретения включают внутренние вогнутые профили 130, позволяющие снизить и (или) распределить напряжения, прилагаемые к верхним и нижним участкам углов. В некоторых примерах осуществления настоящего изобретения внутренние вогнутые профили 130 могут быть коническими. В частности, по мере прохождения внутренних вогнутых профилей 130 по ширине задней опорной части 101 они могут иметь коническую форму, в отличие от цилиндрической формы. В примерах осуществления участков углов с коническим профилем каждый из профилей может быть выполнен с двумя радиусами. В конкретных примерах осуществления настоящего изобретения два радиуса могут находиться в пределах от приблизительно 0,25 дюйма до 0,75 дюйма (первый радиус конического профиля) и от приблизительно 1,0 дюйма до 1,5 дюйма (второй радиус конического профиля). В некоторых примерах осуществления настоящего изобретения два радиуса конических внутренних вогнутых профилей 130 могут составлять приблизительно 0,5 дюйма и 1,25 дюйма. Диапазон радиусов внутренних вогнутых профилей 130 может превышать диапазон радиусов аналогичного участка традиционного тягового хомута. Увеличенные радиусы позволяют более эффективно распределять усилия в соответствующих углах по сравнению с традиционным тяговым хомутом.
Как указывалось выше, тяговые полосы 150 могут быть соединены с головной частью 102 и задней опорной частью 101. В традиционных тяговых хомутах тяговые полосы сходятся на конус таким образом, чтобы они располагались ближе друг к другу у головной части, чем у задней опорной части тягового хомута. Тем не менее в тяговом хомуте 100 конусность тяговых полос 150 отличается от конусности тяговых полос в традиционном тяговом хомуте (например, расстояние d1 больше расстояния d2). Например, в конкретных примерах осуществления настоящего изобретения расстояние d1 между верхней поверхностью тяговой полосы 150b и нижней поверхностью тяговой полосы 150а у головной части 102 может составлять приблизительно одиннадцать и три четвертых дюйма, в то время как расстояние d2 между верхней поверхностью тяговой полосы 150b и нижней поверхностью тяговой полосы 150а у задней опорной части 101 может составлять приблизительно одиннадцать с половиной дюйма.
Упорная плита автосцепки 175 образует внутреннюю поверхность головной части 102. Как указывалось выше, она также образует часть ограничивающей поверхности для гнезда поглощающего аппарата. В традиционных тяговых хомутах могут иметься участки высоких напряжений внутри углов, в которых упорная плита автосцепки 175 соединяется с тяговыми полосами 150. Конкретные примеры осуществления настоящего изобретения включают внутренние вогнутые профили 170, позволяющие снизить и (или) распределить напряжения, прилагаемые к участкам углов. В конкретных примерах осуществления настоящего изобретения радиус внутренних вогнутых профилей 170 может находиться в пределах от приблизительно 0,025 дюйма до 1,125 дюйма. В некоторых примерах осуществления настоящего изобретения радиус внутренних вогнутых профилей 170 может составлять приблизительно 0,875 дюйма. Диапазон радиусов внутренних вогнутых профилей 170 может превышать диапазон радиусов аналогичного участка традиционного тягового хомута. Увеличенные радиусы позволяют более эффективно распределять усилия в соответствующих углах по сравнению с традиционным тяговым хомутом. В некоторых примерах осуществления настоящего изобретения внутренние вогнутые профили 170 могут иметь коническую форму. В частности, по мере прохождения внутренних вогнутых профилей 170 по ширине головной части 102 они могут иметь коническую форму в отличие от цилиндрической формы. Тем не менее некоторые примеры осуществления настоящего изобретения могут включать только конические профили в профилях 130.
По обеим сторонам головной части 102 расположены два боковых выступа 183. В зависимости от варианта осуществления изобретения боковые выступы 183 могут включать аналогичные или различные конструктивные особенности. Боковые выступы 183 могут образовывать гнездо 185 головной части, как показано на ФИГ.3. На каждой стороне боковых выступов 183 вдоль наружной поверхность верхнего и нижнего бокового выступа имеются вогнутые профили 160. В некоторых примерах осуществления радиус вогнутых профилей 160 может находиться в пределах от приблизительно 0,5 дюйма до 1,0 дюйма. Например, в некоторых примерах осуществления настоящего изобретения радиус вогнутых профилей 160 может составлять приблизительно 0,75 дюйма. Вогнутые профили 160 позволяют распределить усилия, прилагаемые к головной части 102 тягового хомута 100. За счет этого, в свою очередь, обеспечивается снижение изгибных напряжений.
Пунктирными линиями 161 показана форма наружной поверхности головной части традиционного тягового хомута. Как можно видеть путем сравнения головной части традиционного тягового хомута, показанной пунктирными линиями 161, с вогнутыми профилями 160 головной части 102 размер головной части 102 может быть уменьшен. За счет этого обеспечивается снижение веса тягового хомута 100.
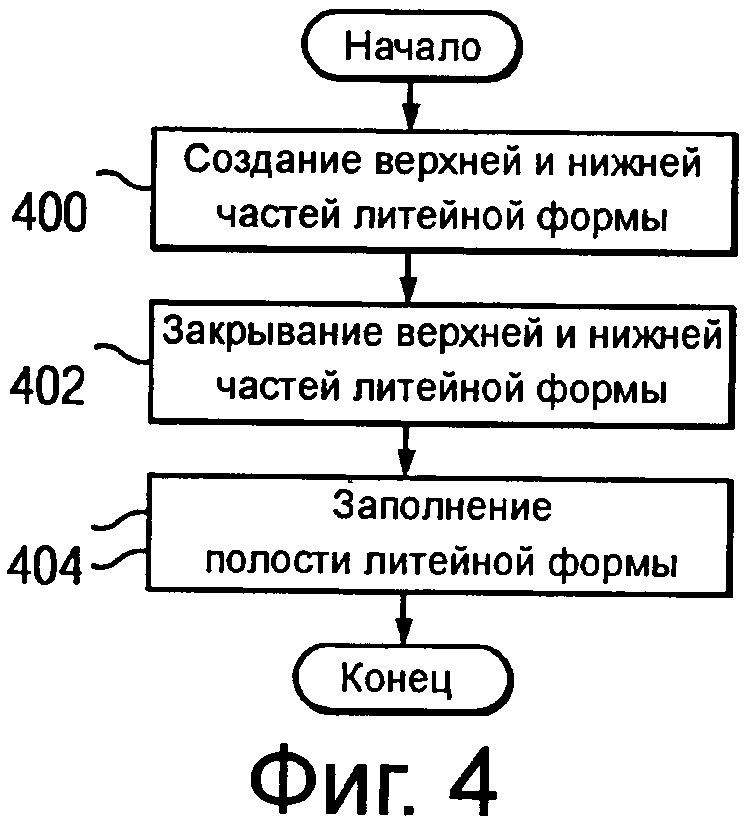
На ФИГ.3 проиллюстрирован вид сверху верхней части тягового хомута в соответствии с конкретными примерами осуществления настоящего изобретения. Несмотря на то что на ФИГ.3 проиллюстрирована только верхняя часть тягового хомута 100, нижняя часть тягового хомута 100 может иметь аналогичные конструктивные особенности. Исходя из указанного изображения сверху, можно видеть, что задняя опорная часть 101 включает закругленный или эллиптический профиль 190. В конкретных примерах осуществления настоящего изобретения эллиптический профиль может иметь эллипс с большой полуосью размером 5,75 дюйма от центра эллипса до вершины эллипса и с малой полуосью размером 2,5 дюйма от центра эллипса до другой вершины эллипса. Большая полуось такого эллипса может быть в основном совмещена с центральной осью тягового хомута 100, идущей от головной части 102 до задней опорной части 101. Пунктирными линиями 191 показан квадратный профиль традиционного тягового хомута. Уменьшенный размер профиля 190 обеспечивает дальнейшее снижение веса тягового хомута 100 по сравнению с традиционным тяговым хомутом.
Дополнительное снижение веса может быть достигнуто за счет выполнения отверстий 180, расположенных в верхней и нижней поверхностях головной части 102. В традиционном тяговом хомуте участки головной части над и под отверстием гнезда являются сплошными. Как правило, указанные участки тягового хомута не подвергаются воздействию больших усилий. Таким образом, удаление материала из тягового хомута 100 для создания отверстий 180 позволяет снизить вес при минимальном снижении прочности тягового хомута 100 по сравнению с традиционным тяговым хомутом, в котором верхняя и нижняя поверхности головной части 102 являются сплошными. В некоторых примерах осуществления настоящего изобретения вес тягового хомута 100 может составлять приблизительно 205 фунтов по сравнению с весом традиционного тягового хомута, составляющим приблизительно 215 фунтов.
На ФИГ.4 проиллюстрирован способ изготовления тягового хомута железнодорожного вагона в соответствии с конкретными примерами осуществления настоящего изобретения. Тяговый хомут изготавливают в полости литейной формы внутри опоки между верхней и нижней секциями. Для формирования внутренних разделительных стенок полости линейной формы используют песок, такой как сырой песок. Полость литейной формы может быть сформирована с использованием модели, и она может включать литник, обеспечивающий заливку расплавленного сплава металла в полость литейной формы. Способ начинается с этапа 400, на котором создаются верхняя и нижняя части литейной формы. Как верхняя, так и нижняя части литейной формы могут включать внутренние стенки, выполненные из песка с использованием модели либо иным образом, и образующие, по меньшей мере, частично поверхности полости литейной формы тягового хомута. Полость литейной формы соответствует требуемой форме и конфигурации отливаемого тягового хомута с использованием верхней и нижней частей литейной формы, а именно тяговых хомутов, описание которых было приведено в данном патенте в отношении конкретных примеров осуществления настоящего изобретения.
На этапе 402 верхнюю и нижнюю части литейной формы закрывают с использованием любого приемлемого оборудования. На этапе 404 полость литейной формы, по меньшей мере, частично заполняют с использованием любого приемлемого оборудования расплавленным сплавом, который затвердевает, образуя тяговый хомут. В некоторых примерах осуществления настоящего изобретения в полости литейной формы могут быть размещены один или несколько стержней, либо стержни могут быть соединены друг с другом и (или) с полостью литейной формы для формирования различный отверстий или полостей тягового хомута. После заполнения формы расплавленным сплавом сплав в конечном счете остывает и затвердевает, образуя тяговый хомут железнодорожного вагона, имеющий одну или несколько конструктивных особенностей, описание которых было приведено выше со ссылками на ФИГ.1-3.
В соответствии с приведенными выше различными вариантами осуществления настоящего изобретения предусматривается повышение способности тягового хомута распределять прилагаемые к нему усилия в процессе работы. Таким образом, обеспечивается снижение изгибных напряжений, в результате чего повышается сопротивления тягового хомута разрушению. Указанные преимущества могут быть достигнуты при одновременном снижении веса тягового хомута по сравнению с традиционным тяговым хомутом.
Выше приведено подробное описание конкретных примеров осуществления настоящего изобретения и их преимуществ, однако понятно, что в него могут быть внесены различные изменения, замены и модификации, не выходящие за пределы его существа и объема, определенных прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ПОГЛОЩАЮЩЕГО АППАРАТА ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ (ВАРИАНТЫ) | 2008 |
|
RU2470812C2 |
| КОРПУС ФРИКЦИОННОГО ПОГЛОЩАЮЩЕГО АППАРАТА, ИМЕЮЩИЙ СЪЕМНУЮ ТОРЦЕВУЮ СТЕНКУ | 2005 |
|
RU2413642C2 |
| ХОМУТ ТЯГОВЫЙ | 2021 |
|
RU2767547C1 |
| УЗЕЛ ПОГЛОЩАЮЩЕГО АППАРАТА, СОДЕРЖАЩИЙ КОРПУС, СЖИМАЕМЫЙ ЭЛАСТОМЕРНЫЙ ПРУЖИННЫЙ ЭЛЕМЕНТ И ФРИКЦИОННЫЙ ДЕМПФИРУЮЩИЙ МЕХАНИЗМ | 2008 |
|
RU2489289C2 |
| Способ контроля технического состояния автосцепки вагона при текущем осмотре | 2018 |
|
RU2689089C1 |
| СПОСОБ РАБОТЫ ПОГЛОЩАЮЩЕГО АППАРАТА ГРУЗОВОГО ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2009 |
|
RU2444456C2 |
| АВТОМАТИЧЕСКОЕ СЦЕПНОЕ УСТРОЙСТВО ЭЛЕКТРОПОЕЗДА | 2019 |
|
RU2730817C1 |
| ХРЕБТОВАЯ БАЛКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2006 |
|
RU2326780C1 |
| Приспособление для обеспечения сжатия поглощающего аппарата в случае обрыва тяговой полосы с использованием механизма сжатия автономного гидровыжимного устройства | 2016 |
|
RU2634067C1 |
| УДАРНО-ТЯГОВОЕ УСТРОЙСТВО ПОДВИЖНОГО СОСТАВА | 2017 |
|
RU2650282C1 |
Тяговый хомут (100) железнодорожного вагона включает головную часть (102) и тяговые полосы (150). Одна верхняя тяговая полоса (150В) примыкает к верхнему участку головной части, и одна нижняя тяговая полоса (150А) примыкает к нижнему участку головной части. Тяговый хомут также включает заднюю опорную часть (101), примыкающую к двум тяговым полосам таким образом, чтобы головная часть и задняя опорная часть были отделены двумя тяговыми полосами. Задняя опорная часть включает вогнутый профиль (110) вдоль наружной поверхности задней опорной части. Наружная поверхность представляет собой поверхность вдоль задней опорной части напротив головной части, которая расположена между верхней поверхностью одной верхней тяговой полосы и нижней поверхностью одной нижней тяговой полосы. Вогнутый профиль проходит по половине ширины внешней поверхности задней опорной части от первой кромки внешней поверхности до второй кромки внешней поверхности. 2 н. и 15 з.п. ф-лы, 4 ил.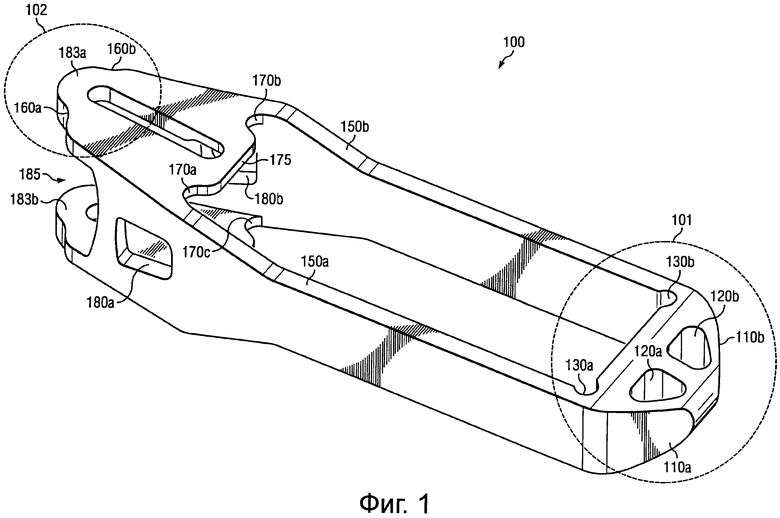
1. Тяговый хомут железнодорожного вагона, включающий:
головную часть;
по меньшей мере, две тяговые полосы, примыкающие к головной части, при этом, по меньшей мере, две тяговые полосы включают, по меньшей мере, одну верхнюю тяговую полосу, примыкающую к верхнему участку головной части, и, по меньшей мере, одну нижнюю тяговую полосу, примыкающую к нижнему участку головной части;
заднюю опорную часть, примыкающую, по меньшей мере, к двум тяговым полосам таким образом, чтобы обеспечивалось разделение головной части и задней опорной части, по меньшей мере, двумя тяговыми полосами, в котором задняя опорная часть включает, по меньшей мере, один вогнутый профиль вдоль наружной поверхности задней опорной части, при этом наружная поверхность является поверхностью вдоль задней опорной части, противоположной головной части, идущей от верхней поверхности, по меньшей мере, одной верхней тяговой полосы до нижней поверхности, по меньшей мере, одной нижней тяговой полосы, при этом, по меньшей мере, один вогнутый профиль проходит, по меньшей мере, по половине ширины внешней поверхности задней опорной части от первой кромки внешней поверхности до второй кромки внешней поверхности.
2. Тяговый хомут железнодорожного вагона по п. 1, в котором задняя опорная часть включает два вогнутых профиля, при этом два вогнутых профиля включают верхний вогнутый профиль, расположенный вдоль верхней части наружной поверхности, и нижний вогнутый профиль, расположенный вдоль нижней части наружной поверхности.
3. Тяговый хомут железнодорожного вагона по п. 1, в котором:
головная часть, по меньшей мере, две тяговые полосы и задняя опорная часть заключают в себе гнездо поглощающего аппарата; и
задняя опорная часть дополнительно включает:
задний подвижной фланец, образующий ограничивающую поверхность гнезда поглощающего аппарата, при этом задний подвижной фланец расположен от нижней поверхности, по меньшей мере, одной верхней тяговой полосы до верхней поверхности, по меньшей мере, одной нижней тяговой полосы; и
по меньшей мере, одно отверстие, проходящее по ширине задней опорной части между задним подвижным фланцем и наружной поверхностью задней опорной части.
4. Тяговый хомут железнодорожного вагона по п. 3, в котором задняя опорная часть включает два отверстия, проходящие по ширине задней опорной части между задним подвижным фланцем и наружной поверхностью задней опорной части.
5. Тяговый хомут железнодорожного вагона по п. 3, в котором задний подвижной фланец включает верхний и нижний внутренние вогнутые профили вдоль внутренней поверхности, заключающей внутри себя гнездо поглощающего аппарата, в котором:
верхний внутренний вогнутый профиль проходит по ширине торца на участке, на котором задний подвижной фланец сопрягается с верхней тяговой полосой; и
нижний внутренний вогнутый профиль проходит по ширине задней опорной части на участке, на котором задний подвижной фланец сопрягается с нижней тяговой полосой.
6. Тяговый хомут железнодорожного вагона по п. 5, в котором два внутренних вогнутых профиля являются коническими.
7. Тяговый хомут железнодорожного вагона по п. 1, в котором, по меньшей мере, две тяговые полосы сходятся на конус от головной части до задней опорной части таким образом, чтобы расстояние от верхней поверхности верхней тяговой полосы до нижней поверхности нижней тяговой полосы было больше у головной части, чем у задней опорной части.
8. Тяговый хомут железнодорожного вагона по п. 1, в котором, по меньшей мере, две тяговые полосы сходятся на конус от головной части до задней опорной части таким образом, чтобы расстояние от верхней поверхности верхней тяговой полосы до нижней поверхности нижней тяговой полосы приблизительно составляло одиннадцать и три четверти дюйма у головной части и одиннадцать с половиной дюйма у задней опорной части.
9. Тяговый хомут железнодорожного вагона по п. 1, в котором при виде сверху задняя опорная часть включает эллиптический профиль.
10. Тяговый хомут железнодорожного вагона по п. 9, в котором эллиптический профиль основан на эллипсе, имеющем большую полуось размером 5,75 дюйма от центра эллипса до вершины эллипса и малую полуось размером 2,5 дюйма от центра эллипса до другой вершины эллипса, при этом большая полуось в основном совмещена с центральной осью тягового хомута железнодорожного вагона, идущей от головной части до задней опорной части.
11. Тяговый хомут железнодорожного вагона по п. 1, в котором головная часть включает по меньшей мере, два боковых выступа, разделенных друг от друга гнездом головной части, в котором, по меньшей мере, один боковой выступ, по меньшей мере, из двух боковых выступов включает, по меньшей мере, один вогнутый профиль вдоль наружной поверхности, по меньшей мере, одного бокового выступа.
12. Тяговый хомут железнодорожного вагона по п. 11, в котором, по меньшей мере, один выступ включает верхний вогнутый профиль вдоль наружной поверхности, по меньшей мере, одного выступа и нижний вогнутый профиль вдоль наружной поверхности, по меньшей мере, одного выступа, в котором верхний вогнутый профиль имеет радиус 0,75 дюйма и находится выше центральной оси тягового хомута железнодорожного вагона, идущей от головной части до задней опорной части, и в котором нижний вогнутый профиль имеет радиус 0,75 дюйма и расположен ниже центральной оси.
13. Тяговый хомут железнодорожного вагона по п. 1, в котором головная часть включает верхнее отверстие, проходящее сквозь верхнюю часть головной части, и нижнее отверстие, проходящее сквозь нижнюю часть головной части.
14. Способ изготовления тягового хомута железнодорожного вагона, включающий:
создание одной или более частей литейной формы тягового хомута железнодорожного вагона, которые при заполнении расплавленным сплавом предназначены для формирования:
головной части, примыкающей, по меньшей мере, к двум тяговым полосам и, при этом, по меньшей мере, две тяговые полосы включают, по меньшей мере, одну верхнюю тяговую полосу, примыкающую к верхнему участку головной части, и, по меньшей мере, одну нижнюю тяговую полосу, примыкающую к нижнему участку головной части; и
задней опорной части, соединенной, по меньшей мере, с двумя тяговыми полосами таким образом, чтобы головная часть и задняя опорная часть были разделены, по меньшей мере, двумя тяговыми полосами, в котором задняя опорная часть включает, по меньшей мере, один вогнутый профиль вдоль наружной поверхности задней опорной части, при этом наружная поверхность является поверхностью вдоль задней опорной части, противоположной головной части, которая расположена между верхней поверхностью, по меньшей мере, одной верхней тяговой полосы и нижней поверхностью, по меньшей мере, одной нижней тяговой полосы, при этом, по меньшей мере, один вогнутый профиль проходит, по меньшей мере, по половине ширины внешней поверхности задней опорной части от первой кромки внешней поверхности до второй кромки внешней поверхности; и, по меньшей мере, частичное заполнение литейной формы расплавленным сплавом, при этом расплавленный сплав затвердевает после заполнения литейной формы, образуя тяговый хомут железнодорожного вагона.
15. Способ по п. 14, в котором части литейной формы тягового хомута железнодорожного вагона дополнительно предназначены для формирования:
по меньшей мере, верхнего отверстия, проходящего сквозь верхнюю поверхность головной части; и
по меньшей мере, нижнего отверстия, проходящего сквозь нижнюю поверхность головной части.
16. Способ по п. 14, в котором части литейной формы тягового хомута железнодорожного вагона дополнительно предназначены для формирования, по меньшей мере, двух боковых выступов в головной части, при этом, по меньшей мере, два боковых выступа отделены друг от друга гнездом головной части, в котором, по меньшей мере, один боковой выступ, по меньшей мере, из двух боковых выступов включает, по меньшей мере, один вогнутый профиль вдоль наружной поверхности, по меньшей мере, одного бокового выступа.
17. Способ по п. 14, в котором части литейной формы тягового хомута железнодорожного вагона дополнительно предназначены для формирования, по меньшей мере, двух отверстий, проходящих по ширине задней опорной части.
| US 2008197096 A1, 21.08.2008 | |||
| US 5511676 A, 30.04.1996 | |||
| WO 2008134079 A1, 06.11.2008. |

