Настоящее изобретение относится к топливному баку с повышенным сопротивлением ползучести и к способу его изготовления.
Топливные баки, предназначенные для автотранспорта, особенно пластмассовые топливные баки, должны соответствовать требованиям, в которых определяется максимально допустимая амплитуда отклонения их нижних панелей. Величины таких отклонений, указанные в этих требованиях, обычно должны выдерживаться при испытаниях на старение, во время которых бак содержит некоторое количество топлива в течение определенного периода времени (типично - в течение семи недель) и при определенной температуре (обычно - при 40°С). Целью таких требований является обеспечение сохранения транспортным средством дорожного просвета и предотвращение контакта панелей бака с горячими точками транспортного средства.
В настоящее время гибридные транспортные средства и, особенно, автомобили, работающие только в электрическом режиме, отличаются существенным уменьшением объемов воздуха для продувки бачка для поглощения паров топлива. В контексте разработки топливных систем для использования в таких условиях предусматривается использование баков, находящихся под давлением, поскольку образование паров нефтяного топлива сокращается как функция давления. При давлениях 350-450 мбар образование паров практически прекращается. Поэтому изменение температуры окружающей среды больше не оказывает влияния на бачок для поглощения паров топлива. С другой стороны, механическую прочность/сопротивление ползучести бака следует увеличить, поскольку к деформациям, вызываемым весом топлива добавляются деформации, вызываемые повышением давления.
Ранее предлагались решения, направленные на повышение механической прочности (включая сопротивление ползучести) топливных баков.
Например, в заявке на патент WO 2010/122065 на имя настоящего заявителя описывается топливный бак, имеющий нижнюю стенку, верхнюю стенку и по меньшей мере один усиливающий элемент, соединяющий эти две стенки, при этом этот усиливающий элемент содержит пустотелую пластиковую колонну, по меньшей мере одна часть которой является элементом конструкции принадлежности, которая играет в баке активную роль.
Хотя показанное выше решение может работать в некоторых обстоятельствах, тем не менее, существуют особые случаи, когда оно может привести к проблемам, вызванным тем, что вершина и дно бака не параллельны из-за:
- допусков пресс-формы для выдувания;
- деформаций, возникающих при охлаждении детали;
- деформаций, вызванных тепловым расширением;
- деформаций оболочки бака, не идентичных на верхней и нижней поверхности бака;
- особой непараллельной конструкции верхней поверхности и нижней поверхности бака.
В этих случаях традиционный усиливающий элемент (либо в форме колонны, либо в другой форме) стремится сконцентрировать напряжения в локализованных областях усиливающего элемента и/или интерфейса. Более конкретно, поскольку между двумя противоположными поверхностями бака никакого движения не допускается (такая конструкция не допускает какого-либо несовмещения соединенных поверхностей), все напряжения берет на себя усиливающий элемент, который в определенных случаях может создать слишком высокую концентрацию напряжений, приводящую к разрушению внутреннего усилителя после длительного периода работы в условиях повышенного давления.
Настоящее изобретение направлено на решение этих проблем путем создания усилителя, позволяющего лучше распределять напряжения без увеличения деформаций бака под давлением. Изобретение также направлено на повышение гибкости в случае столкновения, что позволяет ограничить ущерб, причиняемый топливному баку.
Для этого согласно настоящему изобретению предлагается топливный бак, имеющий два противоположных участка стенки и по меньшей мере один усиливающий элемент, соединяющий эти два участка стенки, при этом усиливающий элемент состоит по меньшей мере из двух частей, соединенный по меньшей мере одним поворотным звеном.
Идея, лежащая в основе настоящего изобретения, заключается в том, что любая свобода движения во всех направлениях (или небольшая свобода), кроме направления, в котором деформации (возникающие в результате изменения давления в баке) должны быть ограничены, может позволить уменьшить напряжения.
Поворотное звено также дает преимущество при испытаниях на сильный удар, допуская некоторое перемещение противоположных сторон бака и тем самым ограничивая напряжения в структуре усилителя и кожухе бака. Такие ограниченные напряжения уменьшают риск утечки топлива при большой энергии удара и делают узел более стойким к падению при манипуляциях (сниженный риск поломки под воздействием содержимого).
Таким образом, расстояние между двумя стенками бака можно только уменьшить (по меньшей мере на существенную величину), и оно не может быть существенно больше, чем длина усиливающего элемента в прямом (не изогнутом) состоянии. Дополнительно, следует отметить, что для уменьшения общей подвижности до уровня, превышающего общие производственные допуски, но все еще ограниченного отклонением бака в противоположном направлении, обычно добавляют соответствующие элементы.
Следовательно, в рамках настоящего изобретения термин "поворотное звено" означает сочленение, позволяющее усиливающему элементу изгибаться. В итоге можно допустить некоторое скользящее движение, но оно должно быть предпочтительно ограничено несколькими миллиметрами.
Такое поворотное звено может быть механическим узлом, содержащим жесткие детали, например универсальным шарниром, или узлом, содержащим по меньшей мере один упругий (в некоторой степени деформируемый) элемент, такой как резинометаллическая втулка. Универсальный шарнир, универсальная муфта, U-образный шарнир, карданный шарнир, шарнир Харди-Спайсера, или шарнир Гука - это шарнир или соединение на жесткой штанге, который позволяет штанге "изгибаться" в любом направлении и который применяется на валах для передачи вращения. Он, по существу, состоит из пары петель, расположенных рядом друг с другом, ориентированных под углом 90° друг к другу и соединенных поперечным валом.
Следует отметить, что "шарнирно-сочлененный" усиливающий элемент по настоящему изобретению можно использовать только для усиления или его можно использовать в конкретной области датчика уровня топлива. То есть конкретной областью, представляющей интерес, является область датчика уровня топлива (или модуля насоса/датчика), где относительное расстояние между вершиной и дном бака является критичным для правильного забора топлива и измерения уровня топлива. В этой области размер плоского участка на баке традиционно велик, что делает его более чувствительным к избыточной деформации. Поэтому настоящее изобретение также можно использовать для содержания (охвата) датчика уровня топлива. В таком варианте датчик уровня топлива окружен множеством усиливающих элементов, все из которых предпочтительно содержат по меньшей мере одно поворотное звено. В дополнение к ограничению локальных деформаций рядом с датчиком уровня топлива настоящее изобретение создает существенное уменьшение напряжений на инкапсулированное кольцо, которое, по существу, встроено в бак для удержания фланца датчика уровня топлива, который, в свою очередь, образует герметичное уплотнение относительно атмосферы.
Термин "топливный бак" означает непроницаемый бак, в котором можно хранить топливо в разнообразных и изменяющихся условиях окружающей среды и эксплуатации. Примерами таких баков являются топливные баки, которыми оснащают автомобили.
Топливный бак по настоящему изобретению имеет стенку (определяющую внутренний замкнутый объем хранения), предпочтительно выполненную из пластика, то есть выполненную из материала, содержащего по меньшей мере один полимер синтетической смолы.
Можно использовать все типы пластика. Особенно подходящими являются пластики, относящиеся к категории термопластов.
Термин "термопласт" означает любой термопластичный полимер, включая термопластичные эластомеры, и их смеси. Термин "полимер" означает и гомополимеры и сополимеры (особенно, двойные или тройные сополимеры). Примерами таких сополимеров являются, без ограничений, статистические сополимеры, линейные блок-сополимеры, другие блок-сополимеры и привитые сополимеры.
Одним часто применяемым полимером является полиэтилен. Прекрасные результаты были получены при использовании полиэтилена высокой плотности (ПЭВП). Предпочтительно, бак также содержит слой непроницаемой для топлива смолы, такой, например, как EVOH (частично гидролизованный сополимер этилен-винил ацетата). Альтернативно, можно производить обработку поверхности бака (фторирование или сульфирование), чтобы сделать ее непроницаемой для топлива. Настоящее изобретение особенно полезно для баков из ПЭВП со слоем EVOH.
Бак по настоящему изобретению содержит усиливающий элемент, который соединяет два противоположных участка стенки, которые обращены друг к другу. Предпочтительно этими участками являются нижний участок стенки (который установлен на автомобиле так, что обращен вниз и который может прогибаться (ползти) под действием веса топлива), и верхний участок стенки (который обращен вверх и при эксплуатации не прогибается или прогибается незначительно). Этот элемент по определению является жестким и, более конкретно, согласно настоящему изобретению, он может растягиваться в направлении, перпендикулярном стенкам бака, в определенной выше степени, т.е. очень ограниченно.
В настоящем изобретении две части этого усиливающего элемента (которые соединены поворотным звеном и которые прикреплены непосредственно к стенкам бака) могут иметь любую форму.
В предпочтительном варианте, они имеют форму двух плоских стоек. В этом варианте поворотное звено может быть зажимом, содержащим 2 части и имеющим деформируемые элементы, допускающие некоторое перемещение частей относительно друг друга.
В другом предпочтительном варианте две части усиливающего элемента имеют форму (предпочтительно пустотелых) цилиндрических стоек или штанг. В этом варианте поворотное звено может быть создано с помощью по меньшей мере одной части, способной образовать вместе со стойками, или с деталями, прикрепленными к ним, универсальный шарнир.
Вышеупомянутые части и звено усиливающего элемента построены на базе любого материала, стойкого к воздействию топлива, предпочтительно, пластика, и если 2 основные части приварены к баку, они предпочтительно построены на базе пластика, совместимого с материалом бака (по меньшей мере на поверхности).
Можно использовать первичный ПЭВП или ПЭВП с наполнителем из стекловолокна или с наполнителем любого другого типа (естественные или полимерные волокна), полиацеталь (РОМ), полиэфирэфиркетоны (РЕЕК). Предпочтительно, эти части изготавливают способом литья под давлением.
Настоящее изобретение также относится к способу изготовления описанного выше топливного бака, при котором две части усиливающего элемента крепят к двум противоположным участкам стенки и снабжают поворотным звеном.
Эти две части усиливающего элемента крепятся в 2 разных точках внутренней поверхности бака, по существу, напротив друг друга, на двух участках стенки, обращенных друг к другу. Можно применять любой способ крепления, но предпочтительно они крепятся сваркой или на заклепках, если они крепятся во время формования бака (см. заявку WO 2006/008308 на имя настоящего заявителя, содержание которой полностью включено в настоящее описание путем ссылки).
Две части усиливающего элемента могут крепиться к стенке бака одновременно или в разное время.
В первом варианте сначала формуют бак, затем в его стенке выполняют отверстие (которое, по существу, является технологическим отверстием, через которое вставляют функциональные элементы, такие как датчик уровня топлива), а затем полностью собранный усиливающий элемент (две части с поворотным звеном или шарнирным сочленением) устанавливают внутри участка в углублении или в гнезде (например, в форме ласточкиного хвоста) на участках стенки бака.
В этом варианте способ, по существу, содержит этапы, на которых:
- формуют бак с участком или гнездом в углублении на двух участках,
- в стенке бака выполняют отверстие,
- полностью собранный усиливающий элемент крепят внутри участков или гнезд в углублении.
Во втором варианте, который является предпочтительным, по меньшей мере одну из двух частей усиливающего элемента крепят к баку во время формовки бака.
В этом варианте способ по настоящему изобретению содержит этапы, на которых:
1) пластиковую листовую заготовку, содержащую две отдельные части, вставляют в открытую пресс-форму с двумя полостями;
2) внутрь листовой заготовки вставляют сердечник, несущий по меньшей мере одну из двух частей усиливающего элемента;
3) листовую заготовку с усилием прессуют в полостях пресс-формы (по существу, вдувая текучую среду через сердечник и/или создавая разрежение за полостями);
4) по меньшей мере одну часть усиливающего элемента крепят в одном из двух положений листовой заготовки, используя сердечник;
5) извлекают сердечник;
6) вновь закрывают пресс-форму, соединяя друг с другом ее полости так, чтобы захватить две части листовой заготовки вокруг их периферии для сварки их друг с другом;
7) в пресс-форму нагнетают текучую среду под давлением и/или создают разрежение за полостями пресс-формы для прижатия с усилием листовой заготовки к полостям пресс-формы;
8) открывают пресс-форму и извлекают бак.
В первом субварианте готовый усиливающий элемент интегрируют и крепят к баку во время его формования. В этом субварианте первая возможность заключается в том, что готовый усиливающий элемент крепят к одной части листовой заготовки на этапе 4, а после этого, на этапе 6, его крепят к другой части листовой заготовки. Вторая возможность заключается в том, что на этапе 4 каждую часть усиливающего элемента крепят к одной части листовой заготовки, при этом поворотное звено является их частью или частью одной из них, а на этапе 6 обе части усиливающего элемента собирают так, чтобы между ними находилось поворотное звено. В этом варианте обе части и/или поворотное звено снабжают устройством, выполненным с возможностью собрать эти части с помощью системы быстрого соединения, например зажима.
В первой возможности, показанной выше, может оказаться полезным использовать блокирующую часть (или механизм), которая блокировалл бы поворотное звено до окончания процесса формовки и после него, до выполнения отверстия в баке, через которое эту блокирующую часть извлекают, чтобы обеспечить возможность поворота/шарнирного соединения.
Во втором субварианте во время формовки бака к баку крепятся только две основные части усиливающего элемента, а поворотное звено вставляют после, через отверстие, выполненное в стенке бака. В этом субварианте процесс предпочтительно содержит следующие этапы:
1) пластиковую листовую заготовку, содержащую две отдельные части, вставляют в открытую пресс-форму с двумя полостями;
2) внутрь листовой заготовки вставляют сердечник, несущий две основные части усиливающего элемента;
3) листовую заготовку с усилием прессуют в полостях пресс-формы (по существу, вдувая текучую среду через сердечник и/или создавая разрежение за полостями);
4) обе части усиливающего элемента крепят в двух положениях листовой заготовки, используя сердечник;
5) извлекают сердечник;
6) вновь закрывают пресс-форму, соединяя друг с другом ее полости так, чтобы захватить две части листовой заготовки вокруг их периферии для сварки их друг с другом;
7) в пресс-форму нагнетают текучую среду под давлением и/или создают разрежение за полостями пресс-формы для прижатия с усилием листовой заготовки к полостям пресс-формы;
8) открывают пресс-форму и извлекают бак;
9) в стенке бака выполняют отверстие и
10) сквозь отверстие на место вставляют поворотное звено для соединения двух первых частей друг с другом.
Согласно описанным выше вариантам изобретения листовая заготовка состоит из двух частей или листов, которые можно изготавливать отдельно или которые могут быть образованы в результате разрезания трубчатой заготовки по двум ее противоположным образующим.
Заготовку, состоящую из двух частей, затем формуют в пресс-форме, содержащей две полости, внутренние поверхности которых адаптированы к внешней поверхности бака, и с использованием сердечника, позволяющего прикрепить две первые части усиливающего элемента к этой листовой заготовке.
Термин "сердечник" означает деталь, имеющую размеры и форму, которые позволяют вставить ее между полостями пресс-формы, предотвратить сваривание двух частей заготовки во время первого закрывания пресс-формы. Такая деталь описана, например, в патенте GB 1410215, содержание которого для этой цели включено в настоящее описание путем ссылки.
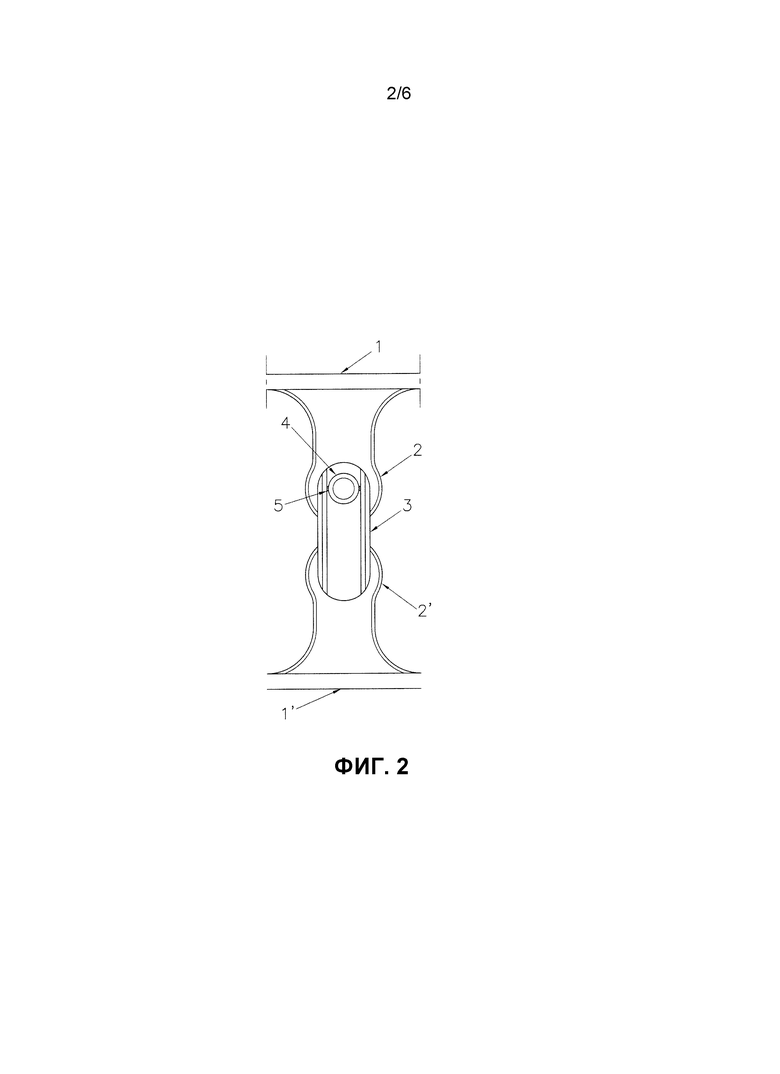
Фиг.1-7 призваны проиллюстрировать некоторые конкретные аспекты настоящего изобретения, без какого бы то ни было ограничения его объема. На фиг.1 и 2 показаны два разных вида одного варианта усиливающего элемента по настоящему изобретению. На фиг.3 и 4 показан топливный бак 4, в котором используется такой усиливающий элемент. На фиг.5 и 6 показан другой вариант "шарнирно-сочлененного " усиливающего элемента, а на фиг.7 показан еще один вариант такого элемента.
На фиг.1 и 2 показаны виды (соответственно, вид сбоку с открытым зажимом и вид спереди с закрытым зажимом) варианта настоящего изобретения, содержащего зажим из нескольких деталей с поворотным звеном (шарнирным сочленением). На этих чертежах верхняя и нижняя части бака обозначены позициями 1 и 1' соответственно. К верхней и нижней частям (1, 1') бака прикреплены узлы (2, 2') стоек, которые соединены с вершиной или дном (1, 1') бака через механический замок или сваркой плавлением, или с помощью комбинации этих двух способов. Для соединения верхней и нижней стоек (1, 1') друг с другом используется промежуточный зажим (3), в котором выполнено отверстие в нижней стороне части (не видимое на чертежах) и выступ (4) на верхней стороне части, предназначенный для прохода сквозь нижний узел стойки (1') и являющийся парным другому промежуточному зажиму, имеющему такую же геометрию, но повернутому на 180° так, чтобы являться ответным для первого зажима (3).
Зажимы удерживаются друг на друге с помощью механизма байонетного типа, который имеет деформируемые язычки (5), и они соединяют верхний и нижний узлы стоек (2, 2') друг с другом, ограничивая движение верхней и нижней секций (1, 1') бака в сторону друг от друга. Язычки (5) деформируются, позволяя выступу (4) пройти сквозь отверстия, а затем пружинят обратно, для удержания деталей соединенными друг с другом, допуская, однако, некоторую свободу движения между этими частями, благодаря деформируемости язычков.
Основными преимуществами этого варианта являются:
а. Процесс сборки, показанный на этих чертежах. В случае когда секции (1, 1') бака и узлы (2, 2') стоек не совпадают, например, из-за усадки в процессе формования дутьем, сохраняется возможность сборки деталей, если расстояние между центрами отверстий в верхнем и нижнем узлах (1, 1') остается относительно близким к расстоянию между осями отверстия и выступа на зажимах.
b. Распределение напряжений. Поскольку конструкция является круглой, она позволяет напряжению, приводящему к увеличению или уменьшению расстояния между верхней и нижней секциями (1, 1') бака, распределяться равномерно по ответным поверхностям зажима и лучше распределяться от отверстия в узлах (2, 2') стоек до поверхностей (1, 1') бака через тело узлов (2, 2') стоек.
с. Очень низкая концентрация напряжений на самих зажимах, когда топливный бак находится под давлением, что позволяет скомбинировать операцию зажима с малой силой (необходимой на практике) в сочетании с хорошим сопротивлением давлению. Кроме того, при такой конструкции направление зажима проходит перпендикулярно направлению передачи силы в усиливающей структуре.
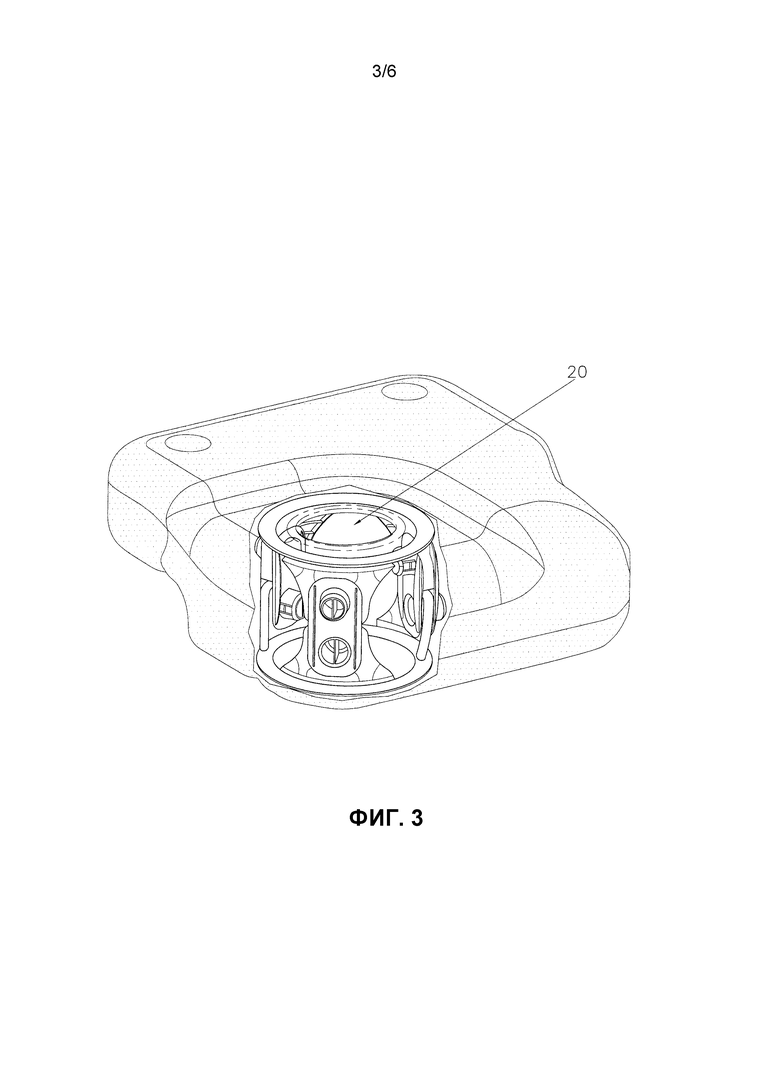
На фиг.3 показан вид в перспективе одного варианта настоящего изобретения, в котором используются такие стойки и зажимы для заключения в себя датчика уровня топлива, а на фиг.4 показан другой вид этого же варианта.
В этом варианте имеется 3 соединительных/усиливающих элемента, разнесенных вокруг модульного отверстия (20), однако размер интерфейса, количество соединений, повернутых вокруг данного диаметра, и величина этого диаметра могут меняться в зависимости от положения внутри кожуха бака.
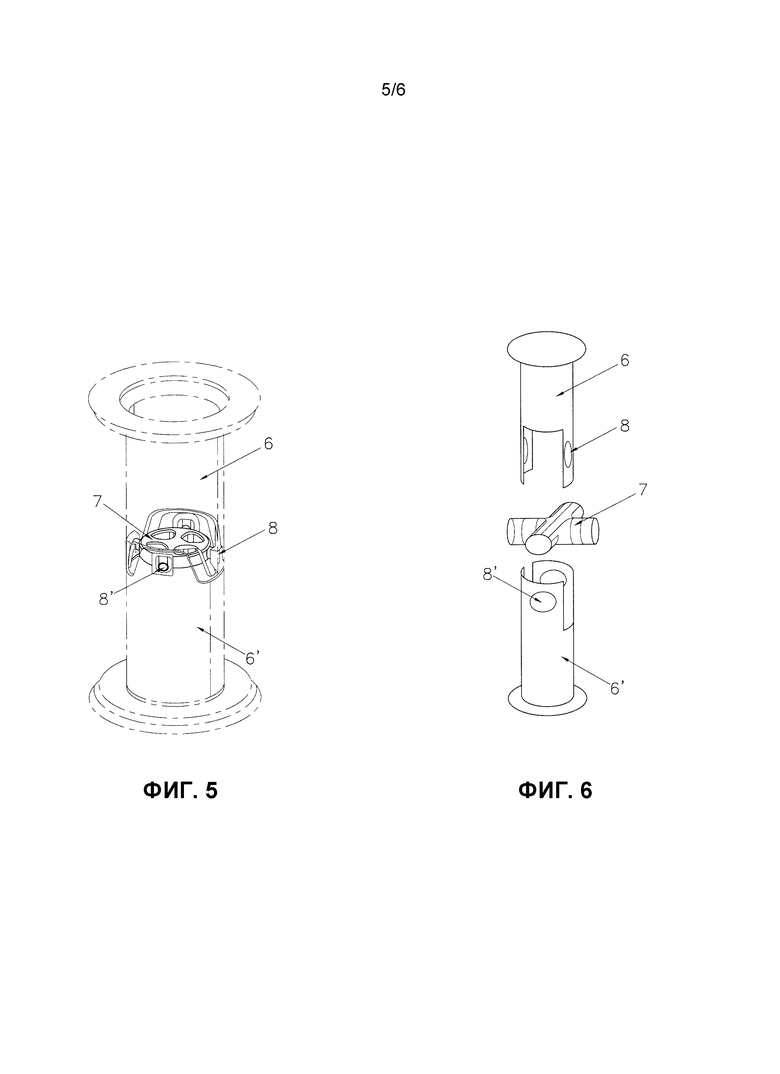
На фиг.5 показан другой вариант настоящего изобретения, в котором используется шарнир, подобный универсальному шарниру, упомянутому выше. В этом случае верхний и нижний узлы стоек имеют цилиндрическую форму.
На фиг.6 показан разнесенный вид вышеописанного варианта (фиг.5). На этом чертеже верхний и нижний узлы цилиндрических стоек выполнены для соединения с поверхностью бака, как и в предыдущем варианте (1, 1'). В узлах (6, 6') цилиндрических стоек выполнены отверстия (8, 8') для приема крестовины (7), которая служит средством соединения узлов (6, 6') стоек друг с другом, в то же время допуская некоторую несоосность между ними, тем самым распределяя нагрузки более равномерно, как и в предыдущем варианте. Процесс сборки узлов (6, 6') стоек и крестовины может включать разные виды соединения от посадки с натягом до установки элементов с использованием дополнительных удерживающих компонентов, вставляемых после сборки, например после формования дутьем. Это в некоторой степени зависит от варианта применения и времени сборки относительно процесса формовки дутьем. Например, материал, смещенный вокруг отверстий (8, 8'), можно заставить отгибаться для приема промежуточной детали (7). В другом варианте, не показанном на чертежах, промежуточная деталь может вставляться в небольшие гильзы, как это делается в современных универсальных шарнирах, используемых в карданных валах автомобилей.
На фиг.7 показан разнесенный вид еще одного варианта изобретения. В этом варианте верхняя и нижняя стойки (9, 9') являются идентичными деталями, развернутыми на 90° относительно друг друга. Для удержания двух стоек (9, 9') друг на друге используют промежуточные зажимы (10, 10'). Промежуточные зажимы (10, 10') собраны путем установки выступа (11) промежуточного зажима (10) в отверстие стойки (13') и затем сквозь отверстие в промежуточном зажиме (12'). Эти два промежуточных зажима затем поворачивают вокруг оси отверстия (13') нижней стойки в направлении друг друга и выступ (11') вталкивают в отверстие в верхней стойке (13) и затем сквозь отверстие в промежуточном зажиме (12). Промежуточные зажимы (10, 10') предпочтительно крепят к одной из стоек перед формованием бака дутьем, чтобы избежать необходимости проникать сквозь отверстие для датчика уровня топлива в баке рукой с зажатыми в ней деталями для установки на стойку (9'), перед соединением этих двух деталей.



Изобретение относится к топливному баку с повышенным сопротивлением ползучести и к способу его изготовления. Топливный бак имеет два противоположных участка, например вершина бака и дно, и по меньшей мере один усиливающий элемент, соединяющий эти два противоположных участка. Усиливающий элемент содержит по меньшей мере две детали, соединенные по меньшей мере одним поворотным звеном. Технический результат: создание усилителя, позволяющего лучше распределять напряжения без увеличения деформаций бака под давлением, повышение гибкости в случае столкновения, что позволяет ограничить ущерб, причиняемый топливному баку. 2 н. и 13 з.п. ф-лы, 7 ил.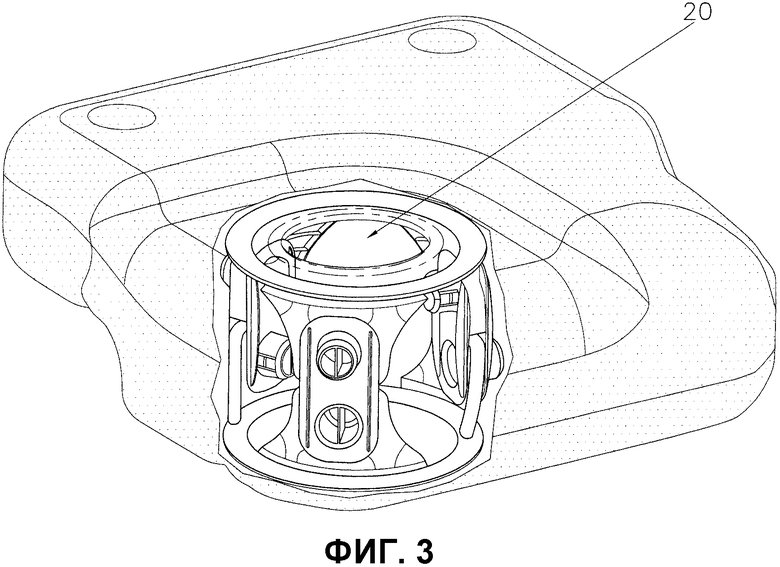
1. Топливный бак, имеющий два противоположных участка стенки и по меньшей мере один усиливающий элемент, соединяющий эти два участка стенки, при этом усиливающий элемент содержит по меньшей мере две части, соединенные по меньшей мере одним поворотным звеном.
2. Бак по п.1, в котором поворотное звено является механической сборкой жестких деталей.
3. Бак по п.1, в котором поворотное звено является сборкой, содержащей по меньшей мере одну упругую деталь.
4. Бак по любому из пп.1-3, содержащий датчик уровня топлива, окруженный множеством усиливающих элементов, содержащих по меньшей мере две детали, соединенные поворотным звеном.
5. Бак по любому из пп.1-3, являющийся пластмассовым топливным баком.
6. Бак по любому из пп.1-3, в котором две детали усиливающего элемента имеют форму плоских стоек и в котором поворотное звено является зажимом, состоящим из двух частей, содержащих деформируемые элементы.
7. Бак по любому из пп.1-3, в котором две детали усиливающего элемента имеют форму цилиндрических стоек или стержней и в котором поворотное звено содержит по меньшей мере одну деталь, выполненную с возможностью образовать, вместе со стойками или прикрепленными к ним деталями, универсальный шарнир.
8. Способ изготовления топливного бака по любому из предшествующих пунктов, в котором две детали усиливающего элемента прикрепляют к двум противоположным участкам стенки бака и снабжают поворотным звеном.
9. Способ по п.8, содержащий этапы, на которых:
- формуют бак с участком или фигурной частью в углублении в его двух частях,
- в стенке бака выполняют отверстие,
- полностью собранный усиливающий элемент крепят внутри участков или фигурных частей в углублении.
10. Способ по п.8, в котором по меньшей мере одну из двух деталей усиливающего элемента крепят к баку во время формовки бака.
11. Способ по п.10, содержащий этапы, на которых:
a) пластиковую листовую заготовку, содержащую две отдельные части, вставляют в открытую пресс-форму с двумя полостями;
b) внутрь листовой заготовки вставляют сердечник, несущий по меньшей мере одну из двух частей усиливающего элемента;
c) листовую заготовку с усилием прессуют в полостях пресс-формы (по существу, вдувая текучую среду через сердечник и/или создавая разрежение за полостями);
d) по меньшей мере одну часть усиливающего элемента крепят в одном из двух положений листовой заготовки, используя сердечник;
e) извлекают сердечник;
f) вновь закрывают пресс-форму, соединяя друг с другом ее полости так, чтобы захватить две части листовой заготовки вокруг их периферии для сварки их друг с другом;
g) в пресс-форму нагнетают текучую среду под давлением и/или создают разрежение за полостями пресс-формы для прижатия с усилием листовой заготовки к полостям пресс-формы;
h) открывают пресс-форму и извлекают бак.
12. Способ по п.11, в котором готовый усиливающий элемент интегрируют и крепят к баку во время его формования и в котором готовый усиливающий элемент крепят на одной части листовой заготовки на этапе d, а затем на этапе f крепят к другой части листовой заготовки.
13. Способ по п.12, в котором блокирующей деталью блокируют поворотное звено до окончания процесса формования и в котором в стенке бака выполняют отверстие, сквозь которое блокирующую деталь извлекают.
14. Способ по п.11, в котором на этапе d каждую деталь усиливающего элемента крепят к одной части плоской заготовки, при этом поворотное звено является их частью (или частью одной из них) и при котором на этапе f обе детали усиливающего элемента собирают с поворотным звеном между ними, при этом обе детали и/или поворотное звено снабжают устройством, выполненным с возможностью собирать эти детали с помощью системы быстрого соединения, например зажима.
15. Способ по п.10, в котором во время формовки бака к стенке бака крепят только две основные детали усиливающего элемента, а поворотное звено вставляют после, через отверстие, выполненное в стенке бака.
| ПРИСПОСОБЛЕНИЕ К КОРООБДИРНЫМ СТАНКАМ С РЕЗЦОВЫМ ПАТРОНОМ ИЛИ РЕЗЦОВЫМ БАРАБАНОМ ДЛЯ АВТОМАТИЧЕСКОГО ИЗМЕНЕНИЯ СКОРОСТИ ВРАЩЕНИЯ БАЛАНСА С ИЗМЕНЕНИЕМ ЕГО ДИАМЕТРА | 1935 |
|
SU47437A1 |
| WO 2010122065 A1, 28.10.2010 | |||
| US 6138859 A, 31.10.2000 | |||
| US 6338420 B1, 15.01.2002 | |||
| ПЛАСТМАССОВЫЙ ТОПЛИВНЫЙ БАК | 0 |
|
SU313752A1 |

