Изобретение относится к клапану с электромагнитным приводом, прежде всего к клапанной форсунке для систем впрыскивания топлива двигателей внутреннего сгорания, а также к способу изготовления кожуха электромагнита для этого клапана.
Уже известны клапаны с электромагнитным приводом, который включает по меньшей мере катушку, якорь, служащий для открытия и закрытия клапана, и наружный, выполняющий функцию магнитопровода элемент, которым может служить, например, корпус, соответственно кожух электромагнита или имеющий форму скобы проводящий элемент.
Обычно подобные корпуса электромагнитов изготавливают обработкой поверхности заготовки снятием стружки, при этом известными методами такой обработки корпуса электромагнита являются точение, фрезерование, сверление и чистовая обработка.
Кроме того, из DE-OS 4003229 или US 5544816 известна также возможность изготовления кожухов электромагнитов для клапанов с электромагнитным приводом глубокой вытяжкой. При этом кожух электромагнита имеет на одном осевом конце широкое отверстие, через которое в него в осевом направлении вставляется катушка. Для замыкания магнитной цепи в зоне этого широкого отверстия необходимы дополнительные элементы в виде крышек. Под выводы катушки в кожухе электромагнита приходится специально предусматривать сквозные отверстия или прорези, изготавливаемые сверлением или фрезерованием.
Другая возможность выполнения наружного кожуха электромагнита состоит в использовании двух имеющих форму скобы проводящих элементов, которые частично охватывают по периметру катушку, как это известно из DE-OS 3825135. Такими проводящими элементами могут служить детали, необходимая форма которым придана, например, штамповкой или рельефной формовкой. Кроме того, подобные проводящие элементы могут изготавливаться также в виде скобы, полученной спеканием порошкового материала.
Наряду с вышеописанными корпусами электромагнитов из DE-OS 3904448 уже известна технология, согласно которой якорь электромагнита, который вместе с гильзообразным соединительным элементом и сферическим запорным элементом клапана является частью подвижной в осевом направлении иглы клапана, изготавливают из полосового металла малой толщины. При этом вначале из листа вырубают листовую заготовку требуемой формы, которую затем свертывают, соответственно сгибают с получением в результате якоря, имеющего форму кольца.
Более близкое техническое решение к конструкции предлагаемого в изобретении клапана известно из US 4800912, где описан клапан с электромагнитным приводом, прежде всего клапанная форсунка для систем впрыскивания топлива двигателей внутреннего сгорания, имеющий продольную ось, электромагнитную цепь, которая содержит по меньшей мере катушку, служащий внутренним полюсом сердечник и якорь, а также кожух электромагнита, который охватывает катушку по меньшей мере по части периметра, при этом якорь обеспечивает открытие и закрытие клапана его приподнятием от седла клапана и прижатием к этому седлу соответственно, а кожух электромагнита имеет среднюю зону, образующую его боковую поверхность, к которой в осевом направлении с обеих сторон примыкают крепежные участки, наружный диаметр которых меньше наружного диаметра указанной средней зоны, образующей боковую поверхность кожуха, и может быть изготовлен свертыванием, соответственно гибкой металлической листовой заготовки.
В соответствии с настоящим изобретением предлагается крепежные участки выполнить секционированными.
При этом боковая поверхность кожуха может прерываться в окружном направлении.
В предпочтительном варианте угловая протяженность боковой поверхности кожуха составляет примерно 240°, и в ней благодаря этому целесообразно выполнить окно угловой протяженностью примерно в 120°.
Предпочтительно катушку расположить в ее каркасе, наружный диаметр которого больше наружного диаметра обоих крепежных участков.
В предпочтительном варианте выполнения каждый из крепежных участков имеет по четыре секции, отделенные выемками, которые проходят в осевом направлении по всей длине крепежных участков, а в радиальном направлении - на всю толщину материала этих крепежных участков.
При этом предпочтительно, когда один из крепежных участков кожуха электромагнита прилегает к сердечнику, а другой крепежный участок - к опоре седла клапана.
В изобретении предлагается также способ изготовления кожуха электромагнита для клапана, прежде всего для клапана с электромагнитным приводом, где кожух электромагнита охватывает катушку по меньшей мере по части периметра. Согласно изобретению на первой стадии из металлического листа изготавливают металлическую листовую заготовку с приданием ей определенной формы, при этом указанная заготовка имеет среднюю зону и две расположенные друг против друга и примыкающие к средней зоне вдоль первой линии протяженности краевые зоны, причем эти краевые зоны вдоль ориентированных перпендикулярно первой линии протяженности вторых линий протяженности выступают за среднюю зону и в них предусмотрено несколько выемок, на второй стадии всей металлической листовой заготовке свертыванием или гибкой придают форму кольца и на третьей стадии краевые зоны обрабатывают давлением с приданием им меньшего наружного диаметра, при этом ширина выемок уменьшается до минимальной, в результате чего получают кожух электромагнита, имеющий среднюю зону, образующую его боковую поверхность, к которой с двух противоположных сторон примыкают крепежные участки, наружный диаметр которых меньше наружного диаметра указанной средней зоны, образующей боковую поверхность кожуха.
Предпочтительно металлическую листовую заготовку изготавливать штамповкой.
Выемки в краевых зонах предпочтительно выполнять таким образом, чтобы они, отходя от кромок краевых зон, имели вначале параллельные боковые стороны, которые затем сходятся под углом в вершинах этих выемок.
В этом случае по меньшей мере в одной краевой зоне предусматривают выступающие вдоль второй линии протяженности боковые кромки, контур которых ограничен половиной выемки.
В другом варианте по меньшей мере в одной краевой зоне предусматривают выступающие вдоль второй линии протяженности боковые кромки, выполненные таким образом, что после свертывания, соответственно гибки они оказываются расположенными на некотором расстоянии друг против друга.
Преимущество предлагаемого в изобретении клапана благодаря выполнению его крепежных участков секционированными состоит в том, что секции образуются за счет выполнения нескольких выемок на указанных крепежных участках. Эти секции действуют по типу цангового зажима, и поэтому при сборке могут быть легко разведены в стороны с приложением небольшого усилия. В результате исключается образование стружки и появление царапин. Предварительное сжатие действующих по принципу цангового зажима крепежных участков уже обеспечивает после сборки клапана надежную фиксацию кожуха электромагнита в требуемом положении в этом клапане, например, на сердечнике.
Преимущество предлагаемого в изобретении клапана состоит также в возможности его очень простого изготовления и сборки. При этом особое преимущество состоит в том, что кожух электромагнита, который по меньшей мере частично охватывает по периметру катушку, выполнен таким образом, что позволяет вставлять в него катушку в радиальном направлении. Кожух электромагнита имеет такую конструкцию, которая не требует наличия вокруг катушки дополнительных элементов для замыкания магнитной цепи. Придание кожуху электромагнита определенной формы позволяет оптимальным путем устанавливать его в клапан.
Еще одно преимущество заключается в более низких требованиях, предъявляемых к допускам на наружный диаметр сердечника и опоры седла клапана, а также на внутренний диаметр кожуха электромагнита, без снижения магнитной проводимости на участке перехода между этими элементами.
Преимущество предлагаемого в изобретении способа изготовления кожуха электромагнита для клапана заключается в возможности простого изготовления этого кожуха, который обеспечивает достаточный охват катушки в осевом направлении и по периметру без необходимости принятия дополнительных мер по замыканию магнитной цепи. Предлагаемый в изобретении способ позволяет сразу придавать кожуху электромагнита такую форму, которая более не требует применения никаких дополнительных наружных элементов магнитной цепи и исключает необходимость выполнять сквозные отверстия или прорези путем обработки резанием, такой как фрезерование или сверление.
Ниже изобретение более подробно поясняется на примере некоторых вариантов его выполнения со ссылкой на прилагаемые упрощенные чертежи, на которых показано:
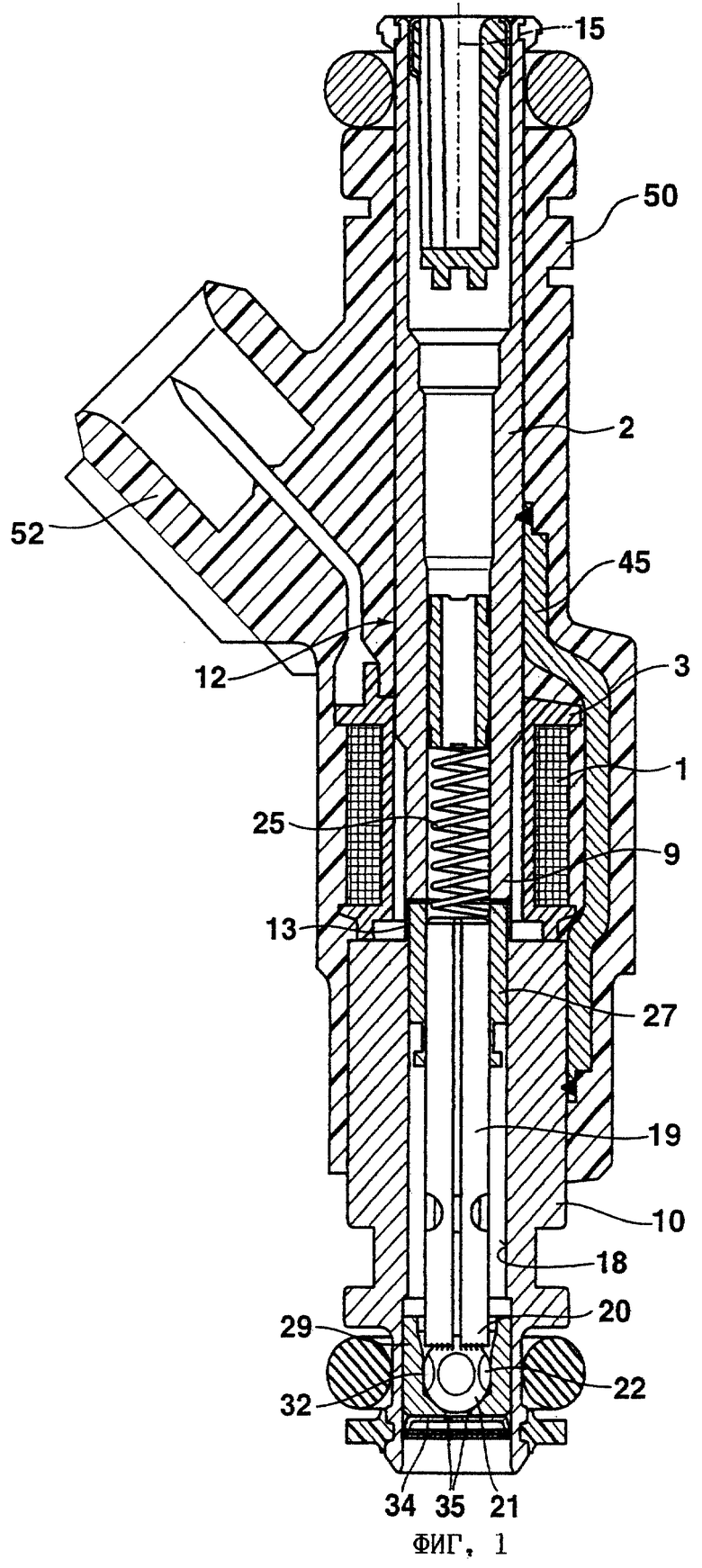
на фиг.1 - известный клапан с электромагнитным приводом с двумя выполненными в форме скобы проводящими элементами в качестве наружных деталей-магнитопроводов,
на фиг.2 - металлическая листовая заготовка для изготовления предлагаемого в изобретении кожуха электромагнита,
на фиг.3 - вид сверху предлагаемого в изобретении кожуха электромагнита,
на фиг.4 - вид снизу того же кожуха электромагнита,
на фиг.5 - вид кожуха электромагнита в сечении плоскостью V-V по фиг.4 и 5 и
на фиг.6 - второй вариант выполнения листовой заготовки для кожуха электромагнита.
На фиг.1 показан клапан с электромагнитным приводом известной конструкции, в котором может быть использован предлагаемый в изобретении кожух электромагнита, описанный ниже. Представленный в качестве примера на фиг.1 клапан с электромагнитным приводом, выполненный по типу клапанной форсунки для систем впрыскивания топлива двигателей внутреннего сгорания со сжатием рабочей смеси и принудительным зажиганием, имеет окруженный катушкой 1 и служащий впускным патрубком для подачи топлива трубчатый сердечник 2 в качестве так называемого внутреннего полюса. Катушка 1 расположена в ее каркасе 3. Сердечник 2 не оканчивается своим нижним по ходу потока концом 9, а продолжается далее по ходу потока, т.е. расположенная по ходу потока ниже каркаса 3 катушки трубчатая соединительная деталь, которая в дальнейшем называется опорой 10 седла клапана, выполнена заодно целое с этим сердечником 2, при этом вся эта деталь называется клапанной трубкой 12. Тот участок клапанной трубки 12, на котором сердечник 2 переходит в опору 10 седла, образован также трубчатым магнитным дроссельным участком 13, стенки которого, однако, имеют существенную меньшую толщину в сравнении с толщиной стенок сердечника 2 и опоры 10 седла. В принципе сердечник 2 и опору 10 седла клапана равным образом можно выполнять и в виде отдельных деталей и предусматривать в этом случае в зоне расположения дроссельного участка 13 немагнитную промежуточную деталь. Клапанная форсунка имеет выполненный известным образом привод, например электромагнитный.
Через опору 10 седла клапана проходит продольное отверстие 18, выполненное концентрично продольной оси 15 клапана. В этом продольном отверстии 18 размещена, например трубчатая, игла 19 клапана, которая своим нижним по ходу потока концом 20 соединена, например сваркой, со сферическим запорным элементом 21, по периметру которого предусмотрены, например, пять лысок 22 для прохождения топлива.
Для осевого перемещения иглы 19 и тем самым для открытия клапанной форсунки против усилия возвратной пружины 25, соответственно для ее закрытия, служит электромагнитная цепь, состоящая из катушки 1, сердечника 2 и якоря 27. Якорь 27 соединен с иглой 19 на ее дальнем от запорного элемента 21 конце сварным швом и установлен на одной оси с сердечником 2. В продольное отверстие 18 с расположенного ниже по ходу потока и обращенного в противоположную сторону от сердечника 2 конца опоры 10 седла вставлен цилиндрический элемент 29, который образует жесткое и неподвижное седло клапана и который герметично соединен с этой опорой сваркой.
Направляющей запорного элемента 21 при осевом перемещении иглы 19 вместе с якорем 27 вдоль продольной оси 15 служит направляющее отверстие 32 в образующем седло клапана элементе 29. Направляющей для самого якоря 27 служат, например, направляющие выступы в зоне дроссельного участка 13. Сферический запорный элемент 21 взаимодействует с сужающимся в направлении потока в виде усеченного конуса седлом, которое образовано элементом 29. Своим обращенным в противоположную от запорного элемента 21 сторону торцом образующий седло клапана элемент 29 жестко соединен с распылительной шайбой 34, выполненной, например, чашечной формы. В распылительной шайбе 34 предусмотрено по меньшей мере одно или, например, четыре распылительных отверстия 35, выполненных путем электроэрозионного прошивания или пробивки.
Глубина, на которую образующий седло клапана элемент 29 вместе с распылительной шайбой 34 утоплен в опору 10, определяет величину хода иглы 19. При этом одно из конечных положений иглы 19 при невозбужденной катушке 1 задается упором запорного элемента 21 в седло клапана, образованное элементом 29, а другое конечное положение иглы 19 при возбужденной катушке 1 определяется упором якоря 27 в конец 9 сердечника.
Катушка 1 окружена двумя выполненными в виде скобы и служащими ферромагнитными элементами проводящими элементами 45, которые охватывает катушку 1 по меньшей мере по части периметра и прилегают одним своим концом к сердечнику 2, а другим концом - к опоре 10 седла, с которыми эти проводящие элементы могут быть соединены, например, сваркой, пайкой, соответственно клеем. В предлагаемом клапане эти проводящие элементы 45 заменены изготовленным в соответствии с изобретением кожухом 60 электромагнита (фиг.3-5). Однако положение кожуха 60 электромагнита в смонтированном виде в осевом и радиальном направлении сравнимо с положением проводящих элементов 45, вследствие чего предлагаемый в изобретении кожух 60 электромагнита также частично охватывает катушку 1 по периметру.
Клапан практически полностью заключен в пластмассовый литой корпус 50, который проходит в осевом направлении, начиная от сердечника 2, через участок, на котором расположены катушка 1 и используемый согласно изобретению вместо проводящих элементов 45 кожух 60 электромагнита, вплоть до опоры 10 седла, при этом кожух 60 электромагнита, например, полностью закрыт в осевом направлении и по периметру. На этом пластмассовом корпусе 50 в процессе литья, например, совместно с ним формуется электрическая штекерная часть 52.
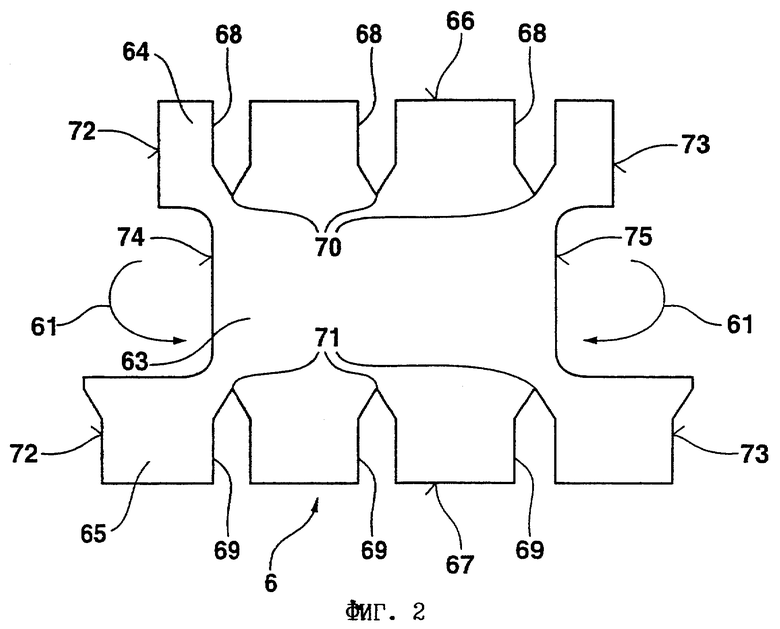
На фиг.2 показана металлическая листовая заготовка 6, из которой в последующем изготавливается кожух 60 электромагнита. Эту металлическую листовую заготовку 6 изготавливают, например вырубают, в соответствии с требуемыми размерами из металлического листа больших размеров и одинаковой толщины. Затем указанную заготовку 6 свертывают, соответственно сгибают на оправке в кольцо с приданием ей требуемой формы, показанной на фиг.5. Стрелками 61 обозначено направление свертывания заготовки.
Каждая отдельная металлическая листовая заготовка 6 для изготовления кожуха 60 электромагнита отличается наличием особого контура, при этом целесообразно выделить три основных зоны. К средней зоне 63, которая в конечном итоге образует боковую поверхность 630 кожуха 60 электромагнита, которая по периметру охватывает катушку 1, в осевом направлении примыкают в соответствии с расположением в клапане вдоль первой линии протяженности верхняя и нижняя краевые зоны 64 и 65. Обе эти краевые зоны 64 и 65 образуют в конечном итоге крепежные участки 640 и 650 кожуха 60 электромагнита, с помощью которых осуществляется крепление к сердечнику 2 и к опоре 10 седла клапана.
Краевые зоны 64 и 65 отличаются тем, что они секционированы, т.е. в каждой из этих зон от верхней и от нижней кромок 66 и 67 в сторону средней зоны 63 отходит соответственно по несколько выемок 68 и 69, между которыми в соответствующей краевой зоне 64, 65 и образуются секции, т.е. которые собственно и разбивают соответствующие краевые зоны 64, 65 на секции. Выемки 68, 69, отходящие от кромок 66, 67, имеют, например, вначале параллельные боковые стороны, которые затем сходятся под углом в вершинах 70, 71. В обеих краевых зонах 64, 65 предусмотрены, например, по три равноотстоящие друг от друга выемки 68, 69, в результате чего выемки 68 в верхней краевой зоне 64 располагаются точно напротив выемок 69 в нижней краевой зоне 65.
Однако обе эти краевые зоны 64, 65 отличаются друг от друга своими обеими боковыми кромками 72 и 73. Если в нижней краевой зоне 65 к каждой из обеих крайних выемок 69 примыкает еще по одной полной секции, контур боковых кромок 72 и 73 которых ограничен половиной выемки 69, то боковые кромки 72, 73 верхней краевой зоны 64 удалены от обеих крайних выемок 68 менее чем на одну ширину секции и, кроме того, ориентированы перпендикулярно верхней кромке 66. Боковые кромки 74 и 75 средней зоны 63 расположены глубже по сравнению с боковыми кромками 72, 73 краевых зон 64, 65, в результате чего после свертывания листовой металлической заготовки 6 в кольцо в боковой поверхности 630 кожуха 60 электромагнита образуется окно 80 (фиг.5), ограниченное кромками 74, 75. В соответствии с определением первой линии протяженности обе краевые зоны 64, 65 выступают вдоль ориентированных перпендикулярно этой первой линии протяженности вторых линий протяженности за среднюю зону 63. Вершины 70, 71 выемок 68, 69 расположены примерно на уровне уступов, по которым боковые кромки 72, 73 переходят в кромки 74, 75 средней зоны 63, поскольку в этих зонах готовый кожух 60 электромагнита также должен иметь заплечики 78, 79 (фиг.5).
Способ изготовления кожуха 60 электромагнита после подготовки листовой металлической заготовки 6 соответствующим необходимым контуром подразделяется на две следующие основные стадии. На первой стадии всю металлическую листовую заготовку 6 свертывают в кольцо, соответственно сгибают, например на оправке, до тех пор, пока обе боковые кромки 72, 73 нижней краевой зоны 65 не окажутся непосредственно друг против друга. На второй стадии верхнюю и нижнюю краевую зоны 64, 65 подвергают обработке давлением, обжимая, например, выполненным в виде утягивающего хомута инструментом до меньшего наружного диаметра, при этом ширина выемок 68, 69 уменьшается до минимальной, в результате чего расположенные между ними секции вплотную сдвигаются друг к другу.
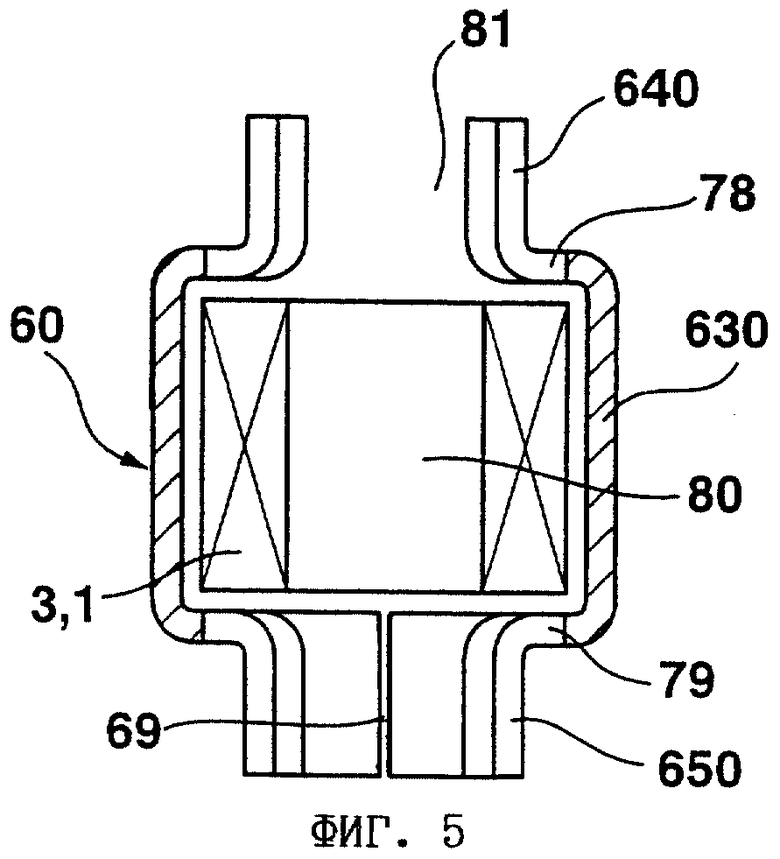
Образующиеся в результате вышеописанной операции крепежные участки 640, 650 действуют по типу цангового зажима и при сборке могут быть легко разведены в стороны. Предварительное сжатие действующих по типу цангового зажима крепежных участков 640, 650 уже обеспечивает при сборке клапана надежную фиксацию кожуха 60 электромагнита в требуемом положении на сердечнике 2 и на опоре 10 седла клапана. Как уже указывалось выше, при изготовлении кожуха электромагнита образуются два заплечика 78, 79 (фиг.5), которые представляют собой участки перехода от боковой поверхности 630 в один и второй крепежные участки 640 и 650, наружный диаметр которых меньше наружного диаметра боковой поверхности 630. Вершины 70, 71 выемок расположены при этом в зоне заплечиков 78, 79.
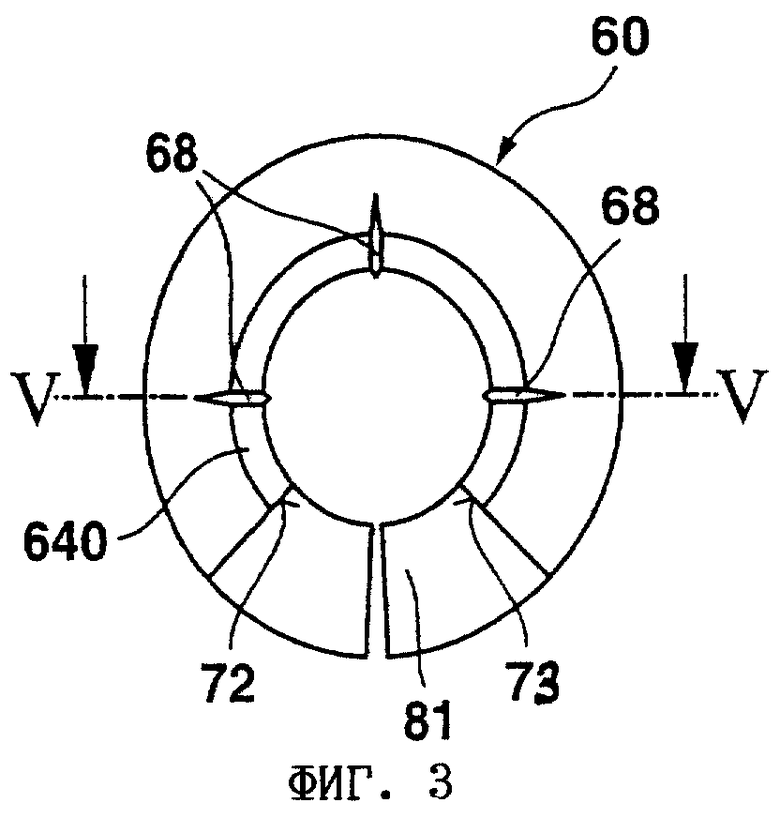
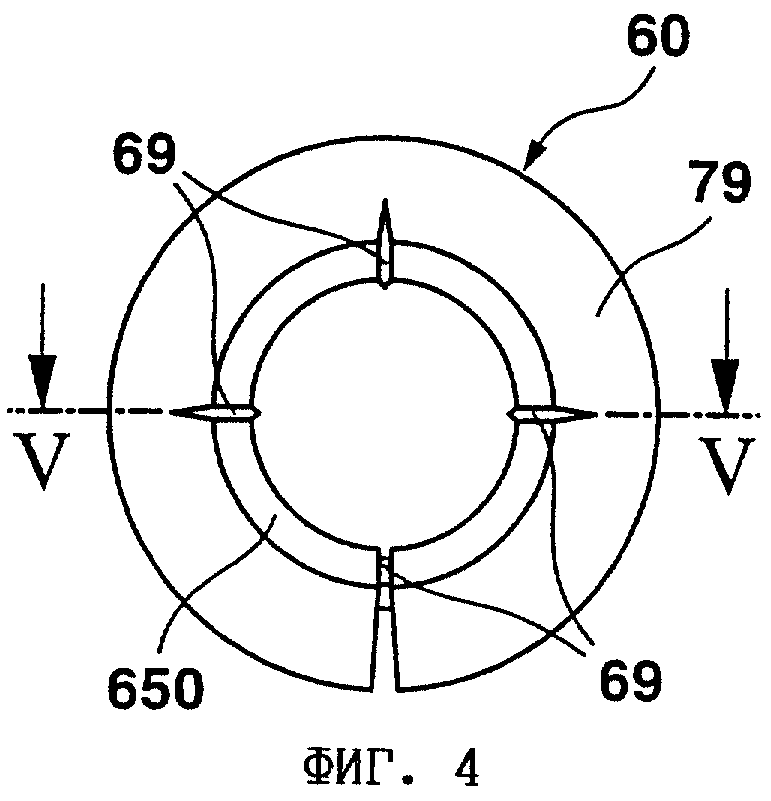
На фиг.3 кожух 60 электромагнита, изготовленный в соответствии с изобретением из металлической листовой заготовки 6 по фиг.2, показан в виде сверху, а на фиг.4 - в виде снизу. На фиг.5 кожух 60 электромагнита еще раз показан в сечении плоскостью V-V по фиг.4 и 5. Как следует из показанного на фиг.3 изображения, боковые кромки 72, 73 верхней краевой зоны 64 расположены друг против друга на некотором расстоянии, что позволяет простым путем вывести выводы катушки 1 в осевом направлении из кожуха 60 электромагнита через этот образующийся промежуток 81.
Как следует из показанного на фиг.5 разреза, боковая поверхность 630 проходит не по всему периметру, а прерывается окном 80. Угловая протяженность этого окна 80 зависит от глубины кромок 74, 75 средней зоны 63 металлической листовой заготовки 6. Угловая протяженность окна 80 может составлять, например, около 120°, в результате чего боковая поверхность 630 остается открытой, соответственно незамкнутой на трети периметра. Сквозь это окно 80 вставляют в радиальном направлении катушку 1, схематично показанную на фиг.5. С целью упростить введение катушки 1 сквозь окно 80 боковую поверхность 630 можно также простым путем несколько отогнуть. Угловая протяженность окна 80, если смотреть в окружном направлении, может и отклоняться от 120° в большую или меньшую сторону.
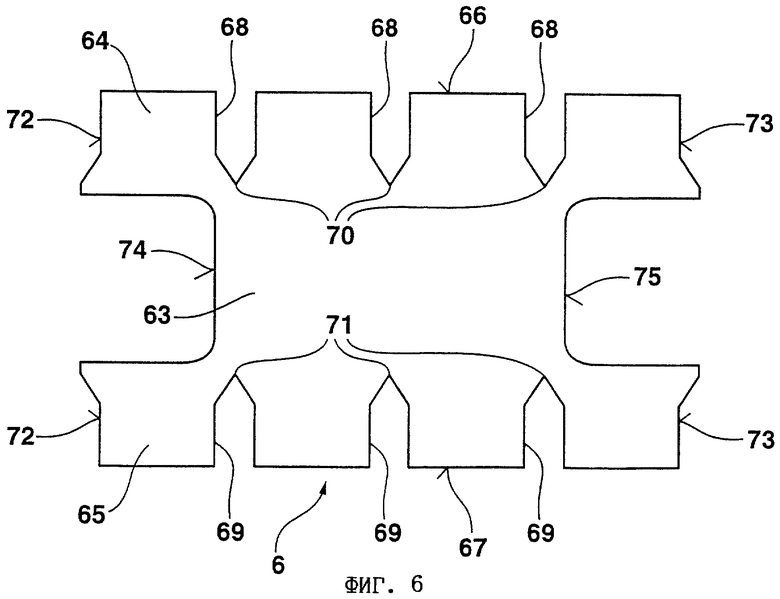
На фиг.6 показан второй вариант выполнения листовой металлической заготовки 6 для кожуха 60 электромагнита, отличающийся от заготовки 6 по фиг.2 тем, что обе краевые зоны 64, 65 выполнены одинаковыми, но зеркально-симметричными относительно средней зоны 63. В этом варианте верхняя краевая зона 64 также выполнена таким образом, что к обеим крайним выемкам 68, 69 вплоть до боковой кромки 72, 73 примыкает еще по одной полной секции. Поскольку в этом случае у кожуха 60 электромагнита в свернутом соответственно согнутом в кольцо состоянии больше не остается промежутка 81, выводы катушки 1 в этом случае выводят в радиальном направлении сбоку из окна 80.
Настоящее изобретение не ограничено только клапанными форсунками для впрыскивания топлива, а может найти применение в целом в любых клапанах с электромагнитным приводом, используемых в различных областях.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАПАН С ЭЛЕКТРОМАГНИТНЫМ ПРИВОДОМ | 1997 |
|
RU2177075C2 |
| КЛАПАННАЯ ФОРСУНКА ДЛЯ ВПРЫСКИВАНИЯ ТОПЛИВА | 1997 |
|
RU2193685C2 |
| КЛАПАН С КОМБИНИРОВАННЫМ СЕДЛОМ И ДИСКОВЫМ РАСПЫЛИТЕЛЕМ | 1997 |
|
RU2187687C2 |
| ТОПЛИВНАЯ ФОРСУНКА | 2011 |
|
RU2578366C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1991 |
|
RU2047034C1 |
| КЛАПАН С ЭЛЕКТРОМАГНИТНЫМ ПРИВОДОМ | 1996 |
|
RU2152533C1 |
| ТОПЛИВНАЯ ФОРСУНКА | 2011 |
|
RU2572263C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1994 |
|
RU2131549C1 |
| КЛАПАН С ЭЛЕКТРОМАГНИТНЫМ УПРАВЛЕНИЕМ | 1991 |
|
RU2092735C1 |
| КЛАПАННАЯ ФОРСУНКА ДЛЯ ВПРЫСКИВАНИЯ ТОПЛИВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2177074C2 |
Изобретение относится к двигателестроению, в частности к клапанам с электромагнитным приводом, входящим в состав топливной аппаратуры двигателей внутреннего сгорания и способам изготовления конструктивных элементов вышеуказанных клапанов. Изобретение позволяет исключить образование стружки и появление царапин при изготовлении и сборке, а также обеспечить после сборки клапана надежную фиксацию кожуха электромагнита в требуемом положении в этом клапане за счет предварительного сжатия действующих по принципу цангового зажима крепежных участков. Клапан с электромагнитным приводом, прежде всего клапанная форсунка для систем впрыскивания топлива двигателей внутреннего сгорания имеет продольную ось, электромагнитную цепь, содержащую, по меньшей мере, катушку, служащий внутренним полюсом сердечник и якорь, а также кожух электромагнита, охватывающий катушку, по меньшей мере, по части периметра. Якорь обеспечивает открытие и закрытие клапана его приподнятием от седла клапана и прижатием к этому седлу соответственно. Кожух электромагнита имеет среднюю зону, образующую его боковую поверхность, к которой в осевом направлении с обеих сторон примыкают крепежные участки, наружный диаметр которых меньше наружного диаметра указанной средней зоны, образующей боковую поверхность кожуха, и может быть изготовлен свертыванием, соответственно гибкой металлической листовой заготовки. Крепежные участки секционированы. Способ изготовления кожуха электромагнита для клапана, прежде всего для клапана с электромагнитным приводом с кожухом электромагнита, охватывающим катушку, по меньшей мере, по части периметра, заключается в том, что на первой стадии из металлического листа изготавливают металлическую листовую заготовку с приданием ей определенной формы. Заготовка имеет среднюю зону и две расположенные друг против друга и примыкающие к средней зоне вдоль первой линии протяженности краевые зоны. Краевые зоны вдоль ориентированных перпендикулярно первой линии протяженности вторых линий протяженности выступают за среднюю зону и в них предусмотрено несколько выемок. На второй стадии всей металлической листовой заготовке свертыванием или гибкой придают форму кольца. На третьей стадии краевые зоны обрабатывают давлением с приданием им меньшего наружного диаметра. Ширина выемок уменьшается до минимальной, в результате чего получают кожух электромагнита, имеющий среднюю зону, образующую его боковую поверхность, к которой с двух противоположных сторон примыкают крепежные участки, наружный диаметр которых меньше наружного диаметра указанной средней зоны, образующей боковую поверхность кожуха. 2 н. и 10 з.п. ф-лы, 6 ил.
| US 4800912 А, 31.01.1989 | |||
| RU 2064074 C1, 20.07.1996 | |||
| ЭЛЕКТРОМАГНИТНЫЙ ПРИВОД | 1992 |
|
RU2046519C1 |
| RU 2059868 C1, 10.05.1996 | |||
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1991 |
|
RU2018758C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ ЖИДКОСТИ | 1992 |
|
RU2046673C1 |
| RU 2052151 C1, 10.01.1996 | |||
| ЭЛЕКТРОМАГНИТНАЯ ФОРСУНКА | 1993 |
|
RU2080474C1 |
| ЭЛЕКТРОМАГНИТНАЯ ФОРСУНКА | 1996 |
|
RU2117815C1 |
| Устройство для излучения чувствительности рыб к электромагнитному полю по их двигательной реакции | 1974 |
|
SU525442A1 |
| DE 4032425 A1, 18.04.1991 | |||
| US 5044563 А, 03.09.1991 | |||
| US 5394850 А, 07.03.1995 | |||
| US 4946107 А, 07.08.1990 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Способ оценки взрывозащищенности электрооборудования с жидким диэлектриком | 1976 |
|
SU649983A1 |
| DE 4420176 А1, 14.12.1995 | |||
| JP 7063140 А, 07.03.1995 | |||
| US 4967966 А, 06.11.1990. | |||

