Настоящее изобретение относится к соединительному устройству между двумя трубами и, факультативно, к баку для текучей среды для трубопровода для пропускания такой текучей среды в летательном аппарате или в космическом корабле, к трубам для такого трубопровода, содержащего такие трубы и такое соединительное устройство, соединяющее их друг с другом, и к способу изготовления такого устройства. Изобретение, в частности, относится к трубопроводу для топливной цепи гражданских или военных летательных аппаратов, в частности, оснащенных композитными крыльям и, по существу, изобретение относится в целом к соединениям и крепежам всех труб, пропускающих текучую среду, например, без ограничения, для подачи топлива, водоснабжения, канализации, дренажа, для подачи кислорода, для цепей охлаждения.
Трубопроводы или линии подачи топлива в современных летательных аппаратах обычно изготовлены из алюминия, как и крылья, в которых они расположены. В последние несколько лет, однако, крылья и топливные трубы стали изготавливать из композитных материалов, чтобы как можно больше снизить вес таких труб и аэродинамических профилей, в которых они расположены.
Помимо такого снижения массы, предпринимались попытки управлять электропроводностью всего аэродинамического профиля в случае удара молнии, в то же время исключая электростатический заряд в эти трубопроводах. При ударе молнии важно обеспечить, чтобы, с одной стороны, молния текла в первую очередь по структурам крыла, а с другой стороны - строго ограничить накопление электростатических зарядов внутри трубопроводов, по которым течет топливо, чтобы устранить любой риск взрыва при воспламенении топлива.
В прошлом соединительные патрубки или соединители, которые позволяют, с одной стороны, соединять композитные трубы топливопроводов друг с другом, а с другой стороны - крепить такие трубы к структуре топливного бака с помощью установленного на таком патрубке фланца, имеющего крепежные лапки, обычно изготавливались из алюминиевого литья. Ограничения, связанные со снижением веса для снижения потребления топлива и вредных выбросов, в настоящее время приводят к облегчению таких соединителей путем перехода к механически обработанному, анодированному и обработанному для улучшения скольжения алюминию, как описано ниже.
Чтобы обеспечить возможность относительных перемещений и рабочих деформаций (например, из-за расширения) между структурами и такими трубами и соединителями, цилиндрическое звено между соединителем и каждой трубой должно иметь возможность и скользить, и катиться, и оно должно иметь малую шероховатость, чтобы облегчить такое скольжение, тем самым снижая силы, применяемые при сборке, нагрузки, передаваемые на структуры во время работы, и износ шарниров, что позволяет избежать появления со временем утечек за счет абразивного износа труб.
Для этого цилиндрические звенья известных соединителей обрабатывают, затем покрывают антифрикционным материалом (например, смазкой, например, типа Molycote®, наносимому распылением и затем подвергаемому горячему сшиванию), поскольку алюминий не обладает достаточными антифрикционными свойствами. Такие металлические соединители имеются во многих типах авиационных цепей, помимо топливных цепей, например, в цепях подачи воды, отвода воды, охлаждения, дренажа и пр.
Одним существенным недостатком таких известных цилиндрических звеньев является то, что наличие антифрикционных покрытий, нанесенных на механически обработанные соединители, приводит к потере электропроводности соединяемых поверхностей.
В то же время, в свете вышеупомянутого приоритетного ограничения, которое требует непрерывного повышения безопасности самолетов, в частности их топливных цепей, расположенных в крыльях, изготовленных из композитного материала, необходимо искать новые решения, которые являются одновременно и в достаточной степени изолирующими, чтобы минимизировать риск взрыва при ударе молнии, и "рассеивающими", чтобы разряжать электростатические заряды.
Второе существенное ограничение в настоящее время относится к снижению веса и издержек производства самолетов.
Благодаря вышеупомянутому изменению способа изготовления металлических соединителей на основе алюминия, заменивших литой алюминий на анодированный и подвергшийся механической и антифрикционной обработке алюминий, можно добиться существенного снижения веса. Действительно, характеристики нового средства механической обработки "UGV" в комбинации с существенно улучшенными механическими характеристиками сплавов, обрабатываемых в массе, относительно литого алюминия, позволяют уменьшить толщину стенки до минимальных значений в 1 мм, что является технологическим минимумом для обработки (при меньшей толщине сила резания деформирует стенки) или получить поверхностную плотность прибл. 2,7 кг/м2.
Такие подвергшиеся механической и антифрикционной обработке соединители в массе обладают высокой электропроводностью. Однако склонность алюминия к коррозии требует защиты таких соединителей путем обработки поверхности, например, относящегося к типу хромового анодирования, при этом в ступенчатых зонах уплотняющих прокладок также требуется антифрикционная обработка поверхности, но такие покрытия, как указывалось выше, не проводят электрический ток.
Поэтому применяют дополнительные электропроводные оплетки, которые с одной стороны соединяют трубы с соединителями, а с другой стороны соединяют такие соединители со структурой бака для получения электропроводности, необходимой для гарантирования электрического разряда топливных труб и тем самым предотвращения риска взрыва топливного бака в результате накопления статических зарядов.
Одним существенным недостатком таких электропроводных оплеток является то, что они увеличивают время сборки, повышают риск неправильной сборки и увеличивают общие издержки на производство и сборку, а также увеличивают вес труб.
С появлением композитных крыльев и риском прохождения молний предпочтительно по топливным трубам такие подвергшиеся механической и антифрикционной обработке алюминиевые соединители, несмотря на то, что их поверхности являются изолирующими, обладают исключительно высокой электропроводностью в массе, чтобы предотвратить попадание молнии в трубопровод. Известное решение заключается в создании устройств защиты от молний, встраивая в трубопровод электроизолирующие трубы, именуемые изоляторами. В нестоящее время такие изоляторы типично изготавливают из намотанных трубчатых структур из изолирующего стекловолокна.
Одним существенным недостатком таких электроизолирующих труб, вставленных между трубами трубопровода, является большое количество дополнительных деталей, которые дороги и увеличивают вес самолета.
В документе WO-А1-2011/007100 раскрываются соединительные устройства между металлическими трубами, предназначенные для защиты топливопроводов самолета от молний. Эти устройства содержат пластиковые соединители и металлические соединители, соединяющие трубы друг с другом, при этом пластиковые соединители содержат радиально внешний кожух с двумя концами, окружающими внутренний конец, и выполнены из впрыскиваемого композитного материала с основой из термопластичной матрицы, армированной отрезками волокон длиной, например, от 3 до 5 мм. Уплотнительные кольца круглого сечения, изготовленные из электрически изолирующего эластомера, обеспечивают плотный контакт между этими соединителями и трубами, которые они соединяют друг с другом.
Один недостаток таких изолирующих соединений заключается в том, что к трубам и/или соединителям необходимо крепить металлическую оплетку, чтобы обеспечить электропроводность между соединителями и трубами и соседней структурой, чтобы статические заряды стекали на эту структуру.
Одной из целей настоящего изобретения является создание соединительного устройства для трубопровода, пропускающего текучую среду летательного или космического аппарата, при этом соединительное устройство выполнено с возможностью соединять две трубы дуг с другом и, факультативно, дополнительно с топливным баком, при этом устройство содержит патрубок, изготовленный способом литья под давлением, который имеет по меньшей мере одну изогнутую или криволинейную зону и выполненный из композитного материала с термопластичной матрицей, армированной армирующей системой, содержащей углеродные волокна, при этом патрубок имеет медианную продольную делящую плоскость, отделяющую его от пресс-формы, которая, в частности, устраняет все вышеописанные недостатки.
Соединительное устройство по настоящему изобретению выполнено так, что углеродные волокна расположены ориентированно (т.е. не произвольно) вдоль конца, в который встроены средства механического и вибрационного усиления, которые отлиты интегрально с концом и проходят в этой делящей плоскости или симметрично относительно этой плоскости в этой по меньшей мере одной изогнутой или криволинейной зоне и/или в непосредственной близости к этой зоне.
Следует отметить, что такой термопластичный патрубок, армированный углеродными волокнами, ориентированными глобально в осевом направлении, одновременно имеет высокие механические свойства и электропроводность, регулируемую волокнами (т.е. такую, которая необходима для разряда электростатических зарядов, имеющихся на трубе).
Следует также отметить, что патрубок по настоящему изобретению не ухудшает весовые характеристики, или механическую прочность, или вибрационную стойкость интерфейсов труба-патрубок. Наоборот, такой патрубок позволяет сделать более легким соединительное устройство и, следовательно, всю трубу, с которой он соединен, например, топливную трубу, чтобы сократить время сборки деталей в самолете, где используется такая арматура, и придать дополнительную функциональность, как будет описано ниже.
Кроме того, следует отметить, что применение такого соединительного устройства, по существу состоящего из патрубка из термопластичной матрицы, в авиационной отрасли в настоящее время невозможно по следующим причинам:
- чрезвычайно высокие требования к механическим свойствам, в частности вибрационной жесткости;
- невозможность допущения какой-либо ползучести в патрубке, неприемлемой для гарантирования герметичности цилиндрических звеньев со временем, и
- отсутствие электропроводности в термопластах.
Если необходимо повысить электропроводность термопластов, заполняя их электропроводными частицами, например, электропроводной углеродной сажей, необходимый уровень содержания таких частиц (20-30%) будет таким, что механические свойства станут слишком низкими, чтобы претендовать на замену алюминиевого сплава для облегчения патрубка. Если вместо этого повысить механические характеристики термопласта, например, заполнив его короткими отрезками стекловолокна, полученные механические характеристики будут слишком слабыми для конкуренции с алюминием, обработанным в массе. Короче говоря, можно добиться улучшения одного из этих свойств, но за счет ухудшения другого.
Подводя итог, ориентированные углеродные волокна, армирующие патрубок по настоящему изобретению, позволяют одновременно добиться устранения любой ползучести патрубка, повысить вибрационную жесткость, что позволяет еще больше облегчить этот патрубок, и получить электропроводность, необходимую для разряда электростатических зарядов.
Предпочтительно, такая термопластичная матрица основана по меньшей мере на одном полимере, выбранном из группы, содержащей полиамиды, такие как PA 12, полиарилэфиркетоны (ПАЭК), полиэфирэфиркетоны (ПЭЭК), полиэфиркетонкетоны (ПЭКК) и их сплавы, при этом такая матрица имеет плотность, предпочтительно, не более 1,5.
Принимая во внимание плотности и пропорции вышеупомянутых волокон и используя один из этих термопластичных полимеров с плотностью не более 1,5, получен армированный и электропроводный термопластичный материал с плотностью прибл. 1,7 ± 0,15 иди, для толщины 1,4 мм с поверхностной плотностью менее 2,4 кг/м2, дающий прирост массы 12%.
Согласно другому признаку настоящего изобретения такая армирующая система может присутствовать в патрубке в массовой доле от 10% до 40%, при этом система предпочтительно содержит:
- углеродные волокна, предпочтительно имеющие среднюю длину от 0,5 мм до 3 мм и выбранные из группы, состоящей из волокон с промежуточным модулем или высоким модулем, и
- электрически изолирующие волокна и/или частицы, такие как стеклянные или арамидные волокна, при этом отношение углеродного волокон к электрически изолирующим волокнам и/или частицам составляет от 30% до 80%.
Хотя углеродные волокна с промежуточным или высоким модулем особенно полезны для армирования патрубка по настоящему изобретению, следует отметить, что выбор типа и количества волокон определяется необходимостью регулирования необходимой электропроводности. Поскольку патрубок не должен иметь слишком высокую проводимость и, в то же время, оставаться диссипативным, патрубок должен иметь сопротивление от 100 Ом/м до 100 МОм/м.
Поскольку желательно максимизировать арматуру (т.е. жесткость и количество волокон) без увеличения веса патрубка и получить промежуточное сопротивление, предпочтительно смешивать (электропроводные) углеродные волокна с электрически изолирующими волокнами и/или частицами в вышеупомянутом соотношении.
Согласно другому признаку настоящего изобретения патрубок содержит:
- два прямых участка, проходящих аксиально по обе стороны от по меньшей мере одной изогнутой или криволинейной зоны (т.е. n+1 прямых участков на n изогнутых или криволинейных зон, где n целое число ≥ 1) и содержащие углеродные волокна, большинство которых ориентировано в осевом направлении глобально цилиндрической поверхности каждого участка (т.е. в ненаклонном направлении, глобально параллельном продольной оси симметрии каждого прямого участка) и
- по меньшей мере один кольцевой гребень или фланец, например, для крепления патрубка к баку, при этом кольцевой гребень или фланец также отлит интегрально с патрубком и выступает радиально так, чтобы примыкать по меньшей мере к одной изогнутой или криволинейной зоне, при этом кольцевой гребень или фланец содержит углеродные волокна, большинство из которых ориентировано в радиальном направлении вокруг прямого участка (т.е. в направлении, глобально перпендикулярном оси симметрии фланца).
Следует отметить, что эти характеристики ориентации углеродных волокон являются результатом всесторонних исследовательских и конструкторских работ, проведенных Заявителем для получения патрубка, способного поглощать силы без возникновения ползучести (в частности, в зонах постоянной силы, таких как крепежные элементы и крепления) и с соответствующей ориентацией волокон для получения требуемых улучшений в отношении веса и жесткости. Таким образом, Заявитель смог идентифицировать зоны патрубка, в которых углеродные волокна имеют одинаковую ориентацию и, следовательно, патрубок имеет одинаковые механические свойства. Добавление средств, повышающих механическую прочность и вибрационную стойкость дополнительно позволяет добиться требуемых характеристик, относящихся к механическому поведению патрубка.
Согласно одному конкретному варианту изобретения средства повышения механической жесткости и вибрационной стойкости содержит по меньшей мере одно ребро или язычок, который отходит в осевом направлении патрубка и определяет радиальное утолщение по меньшей мере на одной из изогнутых или криволинейных зон и/или в непосредственной близости к этой зоне.
Согласно одному примеру настоящего изобретения средства повышения механической жесткости и вибрационной стойкости содержат по меньшей мере одно ребро, которое проходит в осевом направлении в делящей плоскости патрубка и опирающееся на фланец. Согласно этому примеру изобретения по меньшей мере одна изогнутая или криволинейная зона имеет кривизну, например, с прямым углом, определяющим внешнюю поверхность и внутреннюю поверхность примыкающих прямых участков, которые, соответственно, повернуты к внешней части и к внутренней части кривой, при этом средства повышения механической жесткости и вибрационной стойкости содержат первое так называемое осевой ребро, образующее радиальное утолщение на внешней поверхности и/или второе так называемое осевое ребро, образующее радиальное утолщение на внутренней поверхности.
Следует отметить, что эти ребра или утолщения по настоящему изобретению могут находиться на выпуклой стороне и/или на вогнутой стороне в осевой плоскости "изгиба" изогнутой зоны (т.е. плоскости, делящей отливку), что облегчает извлечение без усложнения пресс-форм и, кроме того, способствует снижению массы патрубка.
Согласно другому примеру изобретения средства повышения механической прочности и вибрационной стойкости содержат два таких язычка, например, в форме решеток, которые проходят симметрично друг другу относительно делящей плоскости патрубка, опираясь на внешнюю поверхность кривой, и которые присоединены через соединительную пластину к баку.
Следует отметить, что одним дополнительным преимуществом литья под давлением композита на основе термопластичной матрицы для получения патрубка заключается в том, что облегчается добавление средств, повышающих механическую жесткость, таких как ребро (ребра) или язычки в соответствующих положениях для получения требуемой вибрационной стойкости, например, у основания крепежных проушин или в зонах соединительных радиусов, а также для повышения жесткости изогнутой или криволинейной зоны, которая под фоновым эффектом давления работает на "разгибание".
Уменьшение толщины и нарезание шлицов на перенапряженных зонах позволяет довести толщину [стенок] патрубка до прибл. 1,4 мм, например, для выдерживания требуемого давления и повышения вибрационной стойкости.
Преимущественно соединительное устройство далее может содержать металлические крепежные элементы для крепления фланца к баку, например, винты и/или гайки, которые выполнены как единая деталь, отлитые способом многослойного литья вместе с крепежными проушинами фланца.
Таким образом, крепежные элементы, факультативно, диэлектрические соединительные элементы интегрированы непосредственно с патрубком для решения четырех проблем:
- необходимость хорошего электрического контакта со структурой;
- ползучесть термопласта при высоких напряжениях;
- трудность доступа к некоторым крепежным элементам, и
- сокращение времени сборки.
Действительно, несколько усложненная форма различных существующих патрубков или соединителей (например, изогнутая под прямым углом или другие геометрии) могут препятствовать фронтальному доступу к проушинам и, следовательно, к винтам или крепежным гайкам. При таком многослойном литье крепежных элементов по настоящему изобретению тем не менее применяют технологию впрыска, чтобы непосредственно внедрить винты или предпочтительно металлические гайки (для ремонта повторным нарезанием резьбы), предпочтительно изготовленных из титана или нержавеющей стали, чтобы избежать электрохимических эффектов (galvanic torques) с углеродными волокнами, находящимися в концах термопластичных крепежных проушин. Это в то же время решает вопросы электрической диссипации, рисков ползучести и времени сборки.
Технология впрыска также позволяет встраивать крепежные вставки быстрее, чем путем привинчивания, например, крепежных элементов "на четверть оборота", что также позволяет сократить время сборки топливопроводов при окончательной сборке, сохраняя в то же время те же характеристики технического обслуживания и электрического контакта.
Согласно другому признаку изобретения соединительное устройство далее может содержать расположенные рядом с двумя концами патрубка, предназначенными для приема труб, два электропроводные кольцевые уплотняющие прокладки на основе по меньшей мере одного эластомера, выбранного из группы, содержащей силиконовые и фторсиликоновые каучуки (каучуки, имеющие особенные преимущества, благодаря их стойкости к топливу, например, наполненные углеродной сажей, углеродными нанотрубками и/или другими электропроводными частицами), и установленные в контакте с радиально внутренней поверхностью патрубка, расположенные в двух соответствующих периферийных канавках этих труб или прикрепленные способом многослойного литья к этим трубам. Такие соединения способны обеспечить электропроводность между трубами и патрубком и баком.
Следует отметить, что каждое электропроводное эластомерное соединение не может использоваться с алюминиевыми соединительными патрубками, поскольку они требуют антифрикционной и антикоррозионной обработки, что приводит к потере электропроводности их поверхностей. В настоящем изобретении соединение такого типа использовать можно, поскольку каждое соединение находится в непосредственном контакте с электропроводным материалом, не подверженным коррозии, и это позволяет обеспечить электропроводность между трубами и патрубком и, кроме того, благодаря крепежным проушинам на патрубке, структурой примыкающего топливного бака.
Как описано ниже, этим достигается удаление электростатических зарядов в структуре самолета без необходимости применения дополнительных электропроводных оплеток, как это делалось в прошлом.
Преимущественно патрубок может иметь неметаллический периферийный слой.
Также преимущественно патрубок может иметь средство для нагревания текучей среды, движущейся через него, которое прикреплено способом многослойного литья к стенке патрубка. Свойства электрического сопротивления этой части используются для нагревания, которое особенно интересно, когда транспортируемые текучие среды подвергаются риску замерзания (например, в самолетах большой дальности, летающих в условиях температуры, близкой к -55°С). Для нагревания патрубка на него можно подавать питание через электрическое соединение, которое можно добавить при многослойном литье этой детали, при этом, если обходиться без слабого тока, можно повысить температуру патрубка выше точки замерзания транспортируемой текучей среды.
Труба по настоящему изобретению для трубопровода для текучих сред в летательном или космическом аппарате, в частности, предназначена для установке в каждом композитном крыле самолета для транспортировки топлива и содержит две трубы, предпочтительно неметаллические, и соединенные друг с возможностью скольжения и поворота соединительным устройством с патрубком, выполненным из композита с термопластичной матрицей, отличается тем, что соединительное устройство является устройством, определенным выше и имеющим неметаллический соединитель, установленный на патрубке для соединения патрубка с трубами.
Преимущественно труба может не иметь каких-либо изолирующих трубчатых вставок между трубами.
Также преимущественно труба может не иметь электропроводной оплетки, прикрепленной к патрубку для электрического соединения патрубка с этими трубами и баком, при этом соединительное устройство содержит расположенные рядом с двумя концами патрубка, принимающими трубы, две электропроводные кольцевые уплотняющие прокладки, установленные в контакте с радиально внутренней поверхностью патрубка, и прикрепленные к двум соответствующим периферийным канавкам труб или нанесены на них способом многослойного литья, при этом прокладки обеспечивают электропроводность между трубами, патрубком и баком.
Следует отметить, что отсутствие такой дополнительной электропроводной оплетки позволяет существенно снизить вес, сократить время сборки и риски неправильной сборки труб и, следовательно, повысить безопасность транспортного средства, оснащенного такими трубопроводами, например, летательного аппарата.
Согласно настоящему изобретению способ изготовления соединительного устройства, описанного выше, содержит этапы, на которых:
a) осуществляют литье под давлением композитного патрубка из термопластичной матрицы в разных положения пресс-формы для по меньшей мере одной изогнутой или криволинейной доны и двух прямых участков, проходящих в осевом направлении по обе стороны от этой зоны, предпочтительно используя вращающийся сердечник криволинейной выходной кинематикой, и
b) соединяют методом многослойного литься или сваркой эти два прямых участка с изогнутой или криволинейной зоной с помощью глобально цилиндрических ступеней, соответствующих этим прямым участкам.
Следует отметить, что этот способ по настоящему изобретению позволяет найти решение известных проблем термопластичных патрубков с армирующими волокнами, которые возникают на этапе соединения и для производства изогнутых зон (напр., под 90°) без угловой точки внутри изгиба, чтобы не допустить потери давления или кавитации в потоке транспортируемых текучих сред. Действительно, для сохранения герметичности ступени должны быть цилиндрическими и частично гладкими, то есть не иметь сварного шва или других следов "раздела" полуформ. В то же время механическая обработка для их удаления в свете присутствия механически обработанных волокон на поверхности, привело бы к преждевременному износу соединений и тем самым сокращению срока службы, и существенно увеличило бы издержки на производство таких деталей.
Одним решением, позволяющим получить изогнутую трубу с идеально гладкими ступенями, не требующими механической обработки, было бы применение сложных сердечников, комбинирующих приспособления для вытягивания с сердечниками, совершающими двойные движения (освобождение/извлечение), чтобы иметь возможность сужения. Однако такое решение требует дорогой оснастки и может с трудом поддаваться механизации из-за большого количества цилиндров или других механизмов в пресс-форме.
Однако следует отметить, что в качестве альтернативы этому способу с двумя этапами а) и b) можно изготавливать патрубок непосредственно за один этап литья под давлением.
Другие признаки, преимущества и детали настоящего изобретения будут понятны из нижеследующего описания вариантов его осуществления, приведенных как неограничивающие примеры, со ссылками на приложенные чертежи, на которых:
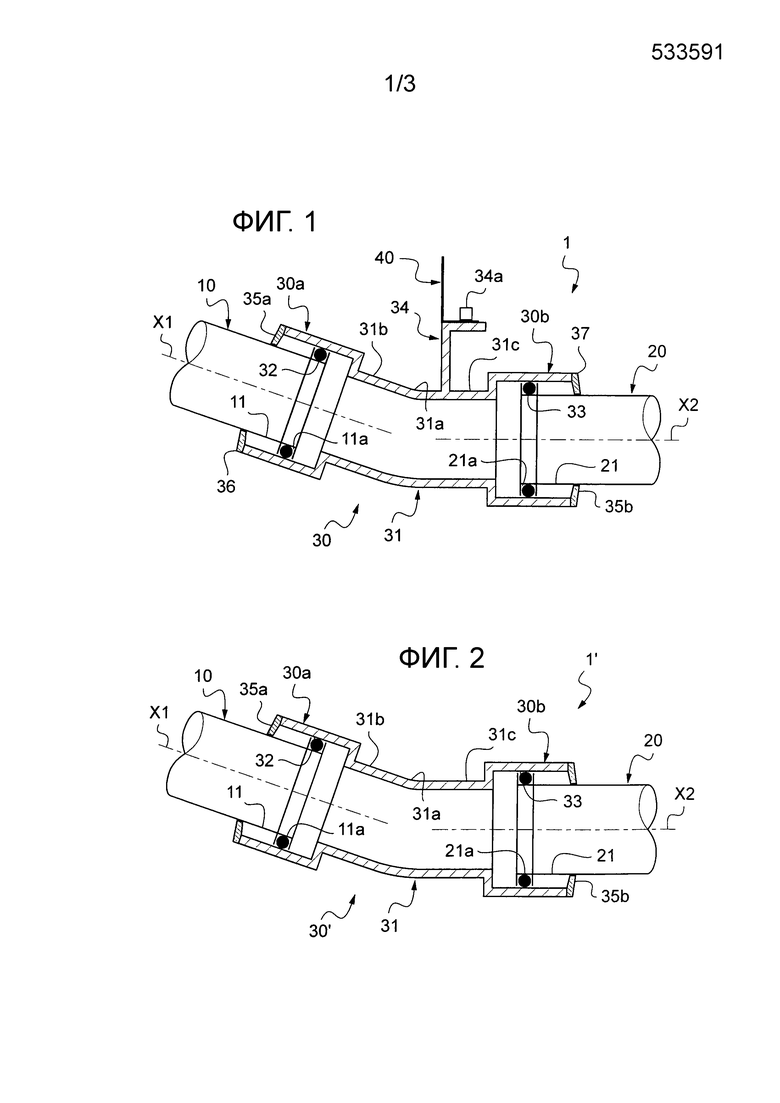
Фиг.1 изображает схематическое осевое сечение трубы по одному варианту изобретения с изогнутым патрубком, соединенным с двумя трубами и с соседней структурой летательного аппарата.
Фиг.2 - схематическое осевое сечение трубы по одному варианту изобретения с изогнутым патрубком, соединенным только с двумя трубами.
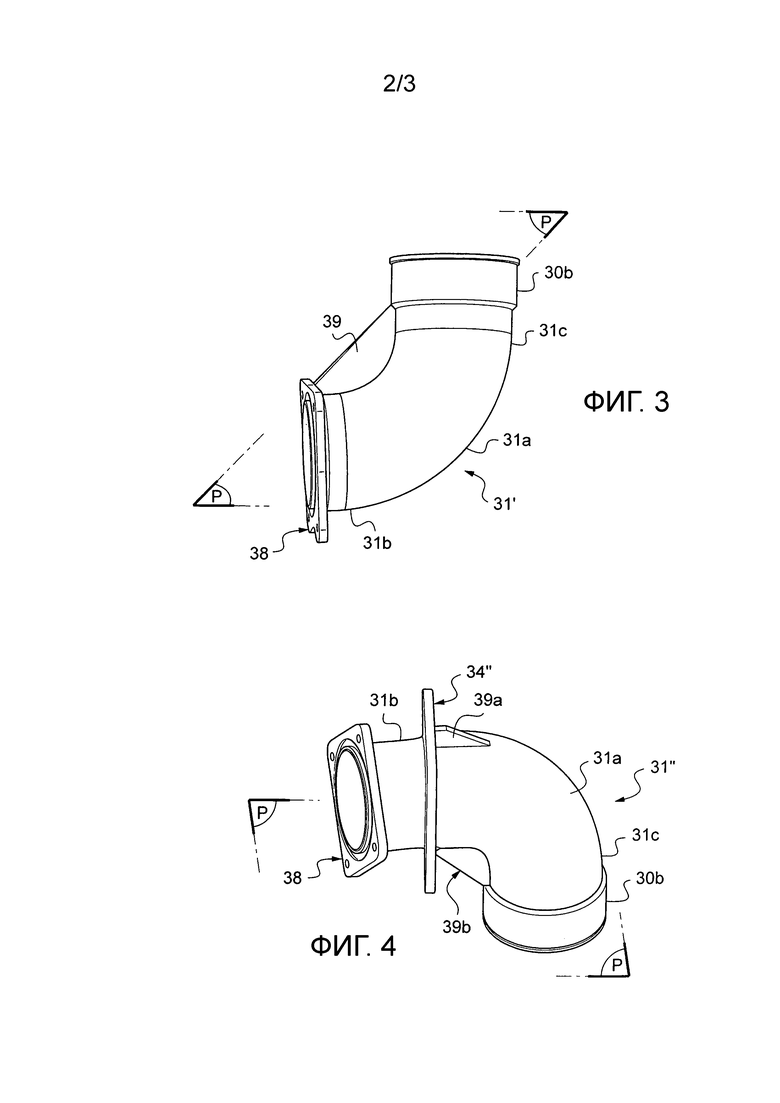
Фиг.3 - вид сбоку в изометрии изогнутого патрубка по первому варианту изобретения.
Фиг.4 - вид сбоку в изометрии изогнутого патрубка по второму варианту изобретения.
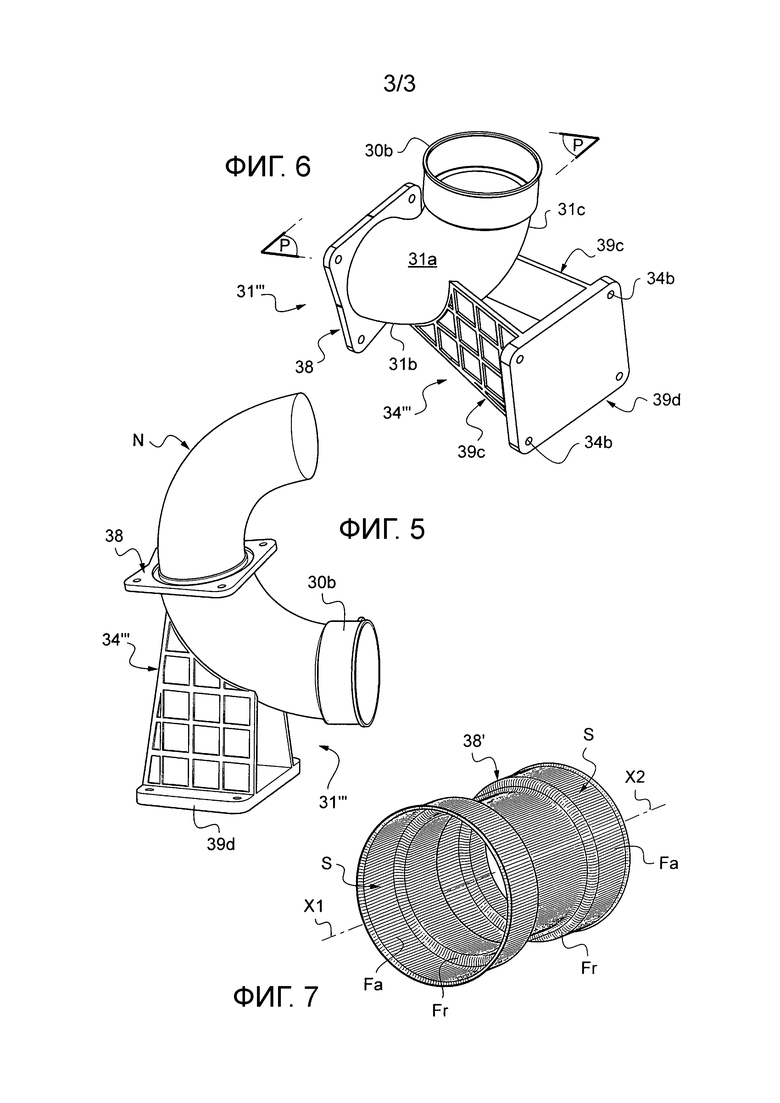
Фиг.5 - вид сбоку в изометрии обнаженного изогнутого патрубка по третьему варианту изобретения.
Фиг.6 - вид снизу в изометрии, иллюстрирующий изогнутый патрубок, полученный способом по фиг.5 по третьему варианту изобретения, и
Фиг.7 - вид сбоку в изометрии неизогнутого патрубка, схематически иллюстрирующий ориентацию углеродных волокон в изогнутом или криволинейном патрубке по настоящему изобретению.
Труба 1, 1' по примерам изобретения, показанным на фиг.1 и 2, предназначена, например, для транспортировки авиационного топлива и состоит и двух труб 10, 20, предпочтительно являющихся неметаллическими, и соединительного устройства 30, 30', которое соединяет их друг с другом непосредственно через скользящие и вращающиеся соединения в двух соответствующих концевых зонах 30a, 30b устройства 30, 30 и, факультативно далее соединяет трубы 10, 20 с топливным баком 40 (см. фиг.1). В обоих этих случаях устройство 30, 30' состоит из композитного патрубка 31, полученного способом литья под давлением, с термопластичной матрицей, имеющего изогнутую или центральную зону 31а и двух электрически изолирующих кольцевых уплотняющих прокладок 32 и 33, которые установлены радиально между двумя соответствующими концевыми зонами 11 и 30а, 21 и 30b труб 10, 20 и патрубка 31 и в контакте с ними.
По существу патрубок 31 по настоящему изобретению имеет делящую плоскость Р пресс-формы, в которой лежит ее ось (см. фиг.3, 4 и 6), которая соответствует медианной продольной плоскости патрубка 31, в которой лежат оси Х1 и Х2 симметрии двух прямых участков 31b и 31c, проходящие в осевом направлении по обе стороны от изогнутой или криволинейной зоны 31а.
Эти электропроводные соединения 32 и 33 обеспечивают электропроводность между трубами 10, 20 и патрубком 31 и, факультативно, баком 40 в примере по фиг.1, с помощью крепежного фланца 34 для крепления к этому баку 40, который также является электропроводным, как будет описано ниже. Более конкретно, на чертеже можно видеть, что каждая труба 10, 20 вставлена в осевом направлении и радиально внутрь концевой зоны 30а, 30b патрубка 31, соответствующей одному из двух прямых участков 31b, 31c. В этих примерах каждое соединение 32, 33 прикреплено или присоединено способом многослойного литья в периферийной канавке 11а, 21а концевой зоны 11, 21 соответствующей трубы 10, 20. Другими словами, трубы 10, 20 согласно фиг.1 и 2 плотно вставлены в два прямых участка 31b, 31c патрубка 31 через эти соединения 32 и 33, которые предпочтительно имеют в основе силиконовый или фторсиликоновый каучук, например, заполненных углеродной сажей и/или углеродными нанотрубками.
Можно также нанести способом многослойного литья другой электрический контакт 35а, 35b например на каждый из двух концов 36, 37 патрубка 31. Таким образом, каждый из двух контактов 35а, 35, показанных на фиг.1 и 2, установлен в осевом направлении под соответствующем соединением 32, 33 и радиально соединяет каждую трубу 10, 20 с концом 36, 37 патрубка 31, соответствующим концу труб 10, 20.
В примере по фиг.1 патрубок 31 по настоящему изобретению далее содержит расположенный рядом с изогнутой зоной 31а радиальный фланец 34 для крепления патрубка 31 к структуре фюзеляжа или топливного бака 40 летательного аппарата. Фланец 34 сформирован интегрально с патрубком 31 с помощью литья и заканчивается электрическим заземляющим средством 34а у этой структуры 40.
На фиг.4 показан альтернативный вариант настоящего изобретения, где имеется радиальный крепежный фланец 34", который проходит по всей окружности прямого участка 31а изогнутого патрубка 31" и предназначен, например, для крепления к структуре 40 бака. Преимущественно, к фланцу 34" прикреплены металлические крепежные элементы для крепления патрубка 31" к баку 40 так, чтобы винты и/или гайки, интегрированные способом многослойного литья с крепежными проушинами фланца 34" (эти проушины видны в альтернативном варианте по фиг.6). Как было указано выше, следует отметить, что применение электропроводных соединений 32 и 33 в комбинации с этими крепежными элементами патрубка 31" для крепления к баку 40 позволяет отказаться от электропроводной оплетки, соединяющей патрубок 31" с трубами 10 и 20 и с баком 40.
Как показано на фиг.3-6, один из концов патрубка 31', 31", 31'" может быть снабжен расположенным на его окружности вспомогательным фланцем 38, предназначенным для соединения патрубка 31', 31", 31'" с трубой 10, 20 или с элементом, которым оснащена труба 1, 1' например, насосом. Вспомогательный фланец 38 может находиться, например, на том же прямом участке 31b, на котором находится факультативный фланец 34" для крепления к баку 40 (см. фиг.4). Другой конец патрубка 31', 31", 31'", противоположный в осевом направлении вспомогательному фланцу 38, может иметь расширенную зону 30b, образующую прямое концевое утолщение.
Трубы 10 и 20, например, изготовлены из композитного материала с пластиковой матрицей и, согласно настоящему изобретению, патрубок 31, 31', 31", 31'" изготовлен литьем под давлением из композитного материала с матрицей из термопласта, армированной отрезками углеродного волокна с промежуточным модулем или высоким модулем, ориентированными в глобально осевом направлении, и электрически изолирующими волокнами и/или частицами (напр., стекловолокном или арамидным волокном). Заявитель, в частности, получил дающие большие преимущества результаты, применяя в патрубке 31, 31', 31", 31'" по настоящему изобретению углеродное волокно с промежуточным модулем в сочетании с термопластичной матрицей на основе полиамида, в частности, РА12, и углеродное волокно с высоким модулем в сочетании с термопластичной матрицей из полиэфирэфиркетона.
Согласно настоящему изобретению соединительное устройство 30, 30' и труба 1, 1', в которой оно применяется не имеет металлического соединителя, прикрепленного к патрубку 31, 31', 31", 31'" для соединения его с трубами 10 и 20, при этом труба 1, 1' не имеет электрически изолирующей вставки между последовательными трубами 10 и 20.
На фиг.7 схематически показана ориентация углеродных волокон по настоящему изобретению, большая часть которых расположена аксиально вдоль каждой цилиндрической поверхности S (ориентация Fa, параллельная продольной оси симметрии Х1, Х2 каждой поверхности S), и большинство которых расположены радиально на каждом проходящем по окружности кольцевом выступе или фланце 38' (ориентация Fr, перпендикулярная Х1, Х2).
Также, согласно настоящему изобретению и со ссылками на фиг.3-6, патрубок 31, 31', 31", 31'" содержит средства 39, 39а и 39, 39c для придания жесткости с механической и вибрационной точки зрения, которые также отлиты интегрально с патрубком 31, 31', 31", 31'" и, следовательно, состоят из того же материала, что и остальная часть этого патрубка. Средства для придания жесткости имеются и на патрубке 31 на фиг.1 и 2, но они не видны на этих чертежах, поскольку находятся за пределами осевого сечения, выбранного для этих чертежей.
Как показано на первом примере на фиг.3, средство 39 для придания жесткости может содержать ребро 39, которое проходит в осевом направлении и радиально в изогнутой зоне 31а в делящей пресс-форму плоскости Р патрубка 31' на внутренней изогнутой поверхности этой изогнутой зоны 31а. В этом примере это осевое ребро 39 опирается с одной стороны на вспомогательный торцевой фланец 38 патрубка 31', а с другой стороны - на расширенную концевую зону 30b на противоположном в осевом направлении конце патрубка 31'.
Как показано на втором примере на фиг.4, придающие жесткость средства 39а и 39b могут содержать расположенные в делящей пресс-форму плоскости 3 патрубка 31":
- первое по существу трапецеидальное осевое ребро 39а на внешней поверхности кривой, которое начинается от внешней поверхности с увеличенной радиальной длиной, затем опирается на крепежный фланец 34" патрубка 31" на баке 40 и
- второе осевое ребро 39b, которое проходит по внутренней поверхности кривой, аналогично ребру 39 на фиг.3, и опирается, с одной стороны, на крепежный фланец 34", а с другой стороны - сразу под расширенной концевой зоной 30 на противоположном в осевом направлении конце патрубка 31".
Как показано в третьем примере на фиг.6, средство 39с для придания жесткости может содержать на любой стороне от делящей пресс-форму плоскости Р патрубка 31'" два язычка 39с в форме решеток, которые проходят симметрично друг другу относительно плоскости Р, опираясь на внешнюю поверхность кривой и соединены соединительной пластиной 39d для соединения с соседней структурой, такой как топливный бак 40. Пластина 39d имеет металлические крепежные элементы для крепления патрубка 31'" к баку 40, такие как винты и/или гайки, интегрированные методом многослойного литья в крепежные проушины 34b фланца 34".
На фиг.5 показана фаза способа формования, который может предпочтительно применяться для изготовления патрубка 31'" не только по фиг.6, но и любого изогнутого или криволинейного патрубка 31, 31', 31" по настоящему изобретению. Этот способ по существу состоит в разделении изогнутой или криволинейной зоны 31а или каждой такой зоны на две соседних прямых участка 31b и 31c. Изогнутая или криволинейная зона 31а формуется простым, легким в реализации термопластичным формованием с поворотным сердечником N "сабельного" типа, в котором применяется криволинейная выходная кинематика, к которой добавляются цилиндрические ступени с каждой стороны методом многослойного литья термопласта или сверки. Эти ступени можно легко изготовить без сварного шва и с очень небольшим сужением, которое приемлемо для обеспечения герметичности при работе. Следует отметить, что применяемые в этом способе пресс-формы относительно просты и, поэтому недороги.
Изобретение относится к устройству для соединения двух труб друг с другом и, факультативно, с баком для текучей среды для трубопровода для текучей среды летательного или космического аппарата. Соединительное устройство может соединять две трубы друг с другом и, факультативно, с баком. Устройство содержит сформованный литьем под давлением патрубок (31"), имеющий по меньшей мере одну угловую или изогнутую область (31а) и изготовленный из композитного материала с термопластичной матрицей, армированной углеродными волокнами. Патрубок имеет медианную плоскость (Р), делящую пресс-форму. Устройство выполнено так, что волокна ориентированы вдоль патрубка, который содержит средство (39а, 39b) для повышения механической и вибрационной жесткости, сформованные интегрально с патрубком и расположенные в этой делящей плоскости или симметрично относительно этой плоскости в этой по меньшей мере одной области или непосредственно рядом с этой областью. Изобретение повышает надежность соединения. 3 н. и 12 з.п. ф-лы, 7 ил.
1. Соединительное устройство (30, 30') для трубопровода для текучей среды летательного или космического аппарата, выполненное с возможностью соединения двух труб (10 и 20) друг с другом и, факультативно, с баком (40) для текучей среды, содержащее полученный литьем под давлением патрубок (31, 31', 31", 31'"), имеющий по меньшей мере одну изогнутую или криволинейную зону, (31а) и выполненный из композитного материала с термопластической матрицей, армированной армирующей системой, содержащей углеродные волокна, при этом патрубок имеет медианную продольную делящую пресс-форму плоскость (Р), отличающееся тем, что углеродные волокна ориентированы вдоль патрубка, который содержит средства (39, 39а и 39b, 39c) для повышения механической и вибрационной жесткости, сформованные интегрально с патрубком, и проходят в делящей плоскости или симметрично относительно этой плоскости в этой по меньшей мере одной изогнутой или криволинейной зоне и/или в непосредственной близости к этой зоне.
2. Устройство (30, 30') по п.1, отличающееся тем, что патрубок (31, 31', 31", 31'") содержит:
- два прямых участка (31b и 31c), проходящие в осевом направлении по обе стороны от по меньшей мере одной изогнутой или криволинейной зоны (31а) и в которые внедрены углеродные волокна, большая часть которых ориентирована в осевом направлении (Fa) глобально цилиндрической поверхности (S) каждого участка, и
- по меньшей мере один кольцевой выступ (38') или фланец (38, 34, 34", 34'"), например, крепящий патрубок к баку (40), также сформованный интегрально с патрубком и проходящий радиально так, чтобы примыкать по меньшей мере к одной изогнутой или криволинейной зоне, при этом в кольцевой выступ или фланец внедрены углеродные волокна, большая часть которых ориентирована в радиальном направлении (Fr) вокруг прямого участка.
3. Устройство (30, 30') по п.2, отличающееся тем, что средства (39, 39а и 39b, 39c) для повышения механической и вибрационной жесткости содержат по меньшей мере одно ребро (39, 39а и 39b) или язычок (39c) проходящие в осевом направлении патрубка (31', 31", 31'") и определяющие радиальное утолщение по меньшей мере в одной изогнутой или криволинейной зоне (31а) и/или в непосредственной близости к этой зоне.
4. Устройство (30, 30') по п.3, отличающееся тем, что средства для повышения механической и вибрационной жесткости содержат по меньшей мере одно ребро (39, 39а, 39b), проходящее в осевом направлении в делящей плоскости (Р) патрубка (31', 31") и опирающееся на фланец (38, 34").
5. Устройство (30, 30') по п.4, отличающееся тем, что по меньшей мере одна изогнутая или криволинейная зона (31а) имеет кривизну, например, с прямым углом, определяющим внешнюю поверхность и внутреннюю поверхность прилегающих прямых участков (31b и 31c), которые, соответственно, повернуты наружу и внутрь кривой, при этом средства повышения механической и вибрационной жесткости содержат первое так называемое осевое ребро (39а), образующее радиальное утолщение на внешней поверхности и/или второе так называемое осевое ребро (39b), образующее радиальное утолщение на внутренней поверхности.
6. Устройство (30, 30') по п.3, отличающееся тем, что по меньшей мере одна изогнутая или криволинейная зона (31а) имеет кривизну, например, с прямым углом, определяющим внешнюю поверхность и внутреннюю поверхность прилегающих прямых участков (31b и 31c), которые, соответственно, повернуты к наружу и внутрь кривой, при этом средства повышения механической и вибрационной жесткости содержат два язычка (39с), например, в форме решеток, которые проходят симметрично друг другу относительно делящей плоскости (Р) патрубка (31"), опираясь на внешнюю поверхность кривой и соединены с помощью соединительной пластины (39d) с баком (40).
7. Устройство (30) по одному из пп.2-6, отличающееся тем, что далее содержит металлические крепежные элементы для крепления фланца (34, 34", 34'") к баку (40), такие как винты и/или гайки, сформированные заодно с помощью многослойного литья с крепежными проушинами (34b) фланца.
8. Устройство (30, 30') по одному из пп.2-6, отличающееся тем, что армирующая система присутствует в патрубке (31, 31', 31", 31'") в массовой доле от 10% до 40%, при этом система содержит:
- углеродные волокна, выбранные из группы, содержащей углеродные волокна с промежуточным модулем и углеродные волокна с высоким модулем, и
- электрически изолирующие волокна и/или частицы, например, стекловолокно или арамидное волокно, в отношении электрически изолирующих волокон и/или частиц к углеродному волокну 30%-80% по объему.
9. Устройство (30, 30') по одному из пп.2-6, отличающееся тем, что термопластична матрица имеет в основе по меньшей мере один полимер, выбранный из группы, содержащий полиамиды, например, РА12, полиарилефиркетоны, полиэфирэфиркетоны, полиэфиркетонкетоны и их сплавы, при этом матрица имеет плотность предпочтительно не более 1,5.
10. Устройство (30, 30') по одному из пп.2-6, отличающееся тем, что далее содержит расположенные рядом с двумя концами (36 и 37) патрубка (31, 31', 31", 31'"), предназначенными для приема труб (10, 20), две электропроводные кольцевые уплотняющие прокладки (32 и 33), на основе по меньшей мере одного эластомера, выбранного из группы, содержащей силиконовые и фторсиликоновые каучуки, и установленные в контакте с радиально внутренней поверхностью патрубка, при этом прокладки прикреплены в двух соответствующих периферийных канавках (11а и 21а) в трубах или нанесены способом многослойного литья на эти трубы, при этом такие соединения выполнены с возможностью обеспечить электропроводность между трубами, патрубком и баком.
11. Устройство (30, 30') по п.10, отличающееся тем, что патрубок (31, 31', 31", 31'") не имеет металлического периферийного слоя.
12. Труба (1, 1') для трубопровода для текучей среды в летательном или космическом аппарате, в частности предназначенная для установки в каждом из композитных крыльев самолета для транспортировки топлива, и содержащая две трубы (10, 20), предпочтительно являющиеся не металлическими, и соединенные друг с другом с возможностью скольжения и вращения соединительным устройством (30, 30') с патрубком (31, 31', 31", 31'") из композита с термопластичной матрицей, отличающаяся тем, что соединительное устройство является устройством по одному из предшествующих пунктов и не имеет металлического соединителя, присоединенного к патрубку для соединения его с трубами.
13. Труба (1, 1') по п.12, отличающаяся тем, что не имеет электрически изолирующей вставки между трубами (10 и 20).
14. Труба (1, 1') по п.12 или 13, отличающаяся тем, что не имеет электропроводной оплетки, прикрепленной к патрубку (31, 31", 31'") для электрического соединения патрубка с трубами (10, 20) и баком (40), при этом соединительное устройство (30) содержит расположенные рядом с двумя концами (36 и 37) патрубка, принимающими трубы, две электропроводные кольцевые уплотняющие прокладки (32 и 33) на основе по меньшей мере одного эластомера, выбранного из группы, содержащей силиконовые и фторсиликоновые каучуки, которые установлены в контакте с радиально внутренней поверхностью патрубка, при этом прокладки прикреплены в двух соответствующих периферийных канавках (11а и 21а) в трубах или нанесены способом многослойного литья на эти трубы, и которые обеспечивают электропроводность между трубами, патрубком и баком.
15. Способ изготовления соединительного устройства (30, 30') по одному из пп.1-11, отличающийся тем, что содержит этапы, на которых:
- формуют способом литья под давлением композитный патрубок (31, 31', 31", 31'") из термопластичной матрицы в разных местах пресс-формы, при этом патрубок содержит по меньшей мере одну изогнутую или криволинейную зону (31а) и два прямых участка (31b и 31c) патрубка, отходящих в осевом направлении по обе стороны от этой зоны, предпочтительно используя вращающийся сердечник (N) с криволинейной выходной кинематикой, и
- соединяют способом многослойного литья или сваркой эти два прямых участка с изогнутой или криволинейной зоной посредством глобально цилиндрических ступеней, соответствующих этим прямым участкам.
| US 6125891 A, 03.10.2000 | |||
| Автоматического устройство для симпатического управления работой машины, выталкивающей кокс, и машины, снимающей боковые затворы коксовальных печей | 1937 |
|
SU58783A1 |
| Колено с упругим вкладышем для трубопроводов пневматических закладочных установок | 1952 |
|
SU110454A1 |
| Устройство для натяжения сетки сита | 1984 |
|
SU1243841A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

