Изобретение относится к области машиностроения, а именно к способам восстановления геометрии прецизионной поверхности распылителя форсунки двигателя внутреннего сгорания для восстановления их работоспособности.
Известны способы восстановления распылителей форсунок пластическим деформированием путем перераспределения металла с нерабочих поверхностей на изношенные прецизионные поверхности с последующей термообработкой [Воробьев Л.Н. Технология машиностроения и ремонт машин. - М.: Высшая школа. 1981, с. 298-301].
Недостатком данных способов восстановления распылителей форсунки является не качественная геометрия восстановленной прецизионной поверхности.
Наиболее близким по технической сущности, принятым за прототип, является способ восстановления детали способом горячего пластического деформирования и последующей ее термообработкой [Патент РФ №2034690, кл. В23Р 6/00, 27.10.92]. Деформационное усилие воздействует на изношенную рабочую поверхность распылителя. После деформационного усилия распылитель подвергают термической обработке, включающей закалку и отпуск. Воздействие термообработки приводит к пластическому деформированию, обеспечивающему неравномерное смещение металла (на изношенные участки) по образующим поверхностям распылителя. При этом уменьшается площадь поперечного сечения детали в равной мере по всей длине ее нагружаемого участка (от опоры до опоры).
Последующее восстановление прецизионных поверхностей доводкой дает только частичную возможность получить качественно восстановленную поверхность распылителя, по численным значениям шероховатости и чистоты прецизионной поверхности, близких к заводскому исполнению. Известный способ не обеспечивает качественное восстановление геометрических размеров рабочих поверхностей распылителя по данному способу, частично решает задачу формирования сочетания конструктивных размеров и формы по образующей длине поперечного сечения распылителя. Макроструктура и геометрия распылителя в целом не обеспечивает его достаточную надежность и работоспособность в эксплуатации.
С существенными признаками изобретения совпадает следующая совокупность признаков прототипа: перераспределение металла горячим пластическим деформированием на изношенную прецизионную образующую поверхность запирающих конусов иглы и распылителя корпуса распылителя и иглы.
Техническим результатом заявляемого технического решения является обеспечение восстановления качественной геометрии прецизионной поверхности распылителя форсунки и повышение ее износостойкости за счет нормализации в карбюризаторе.
Технический результат достигается тем, что восстановление прецизионной поверхности распылителя форсунки двигателя внутреннего сгорания заключается в перераспределении металла горячим пластическим деформированием на изношенную прецизионную образующую поверхность запирающих конусов иглы и распылителя, корпуса распылителя и иглы. После горячей пластической деформации прецизионная поверхность подвергается нормализации в карбюризаторе.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается тем, что после горячей пластической деформации прецизионная поверхность подвергается нормализации в карбюризаторе.
Таким образом, заявляемое решение соответствует критерию изобретения «новизна».
Сравнение заявляемых решений не только с прототипом, но и с другими техническими решениями в данной области техники не выявило в них признаки, отличающие заявляемые решения от прототипа, что позволяет сделать вывод о соответствии критерию «изобретательский уровень».
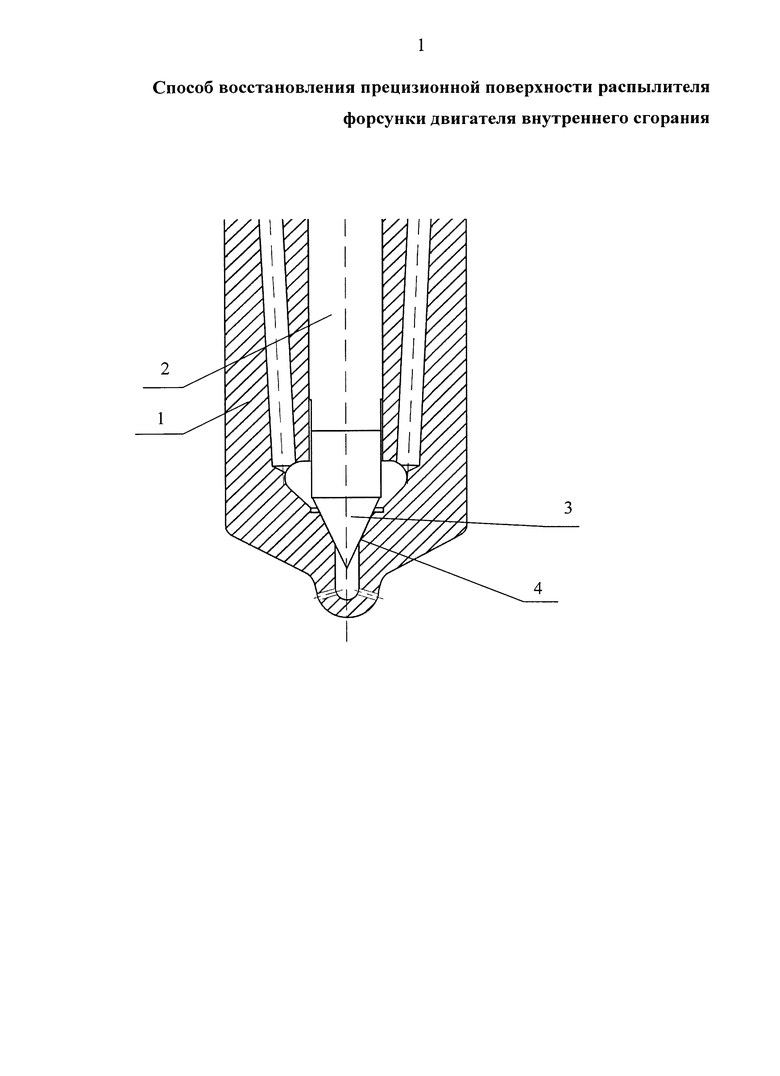
Изобретение поясняется графическим изображением, на котором представлен распылитель форсунки двигателя внутреннего сгорания, состоящий из корпуса 1. Внутри корпуса в продольном направлении размещена игла 2. Запирающий конус иглы 3 сопряжен в закрытом состоянии с запирающим конусом распылителя 4.
Способ восстановления прецизионной поверхности распылителя форсунки двигателя внутреннего сгорания реализуется следующим образом.
Для восстановления прецизионной поверхности производят нагрев корпуса 1 распылителя до температур 850°С. В результате горячей пластической деформации происходит перераспределение металла с неработающих поверхностей: запирающих конусов иглы 3 и распылителя 4, корпуса 1 распылителя и иглы 2 на изношенные ее участки.
После чего распылитель подвергают термической обработке, включающей последовательно проведенные процессы:
- Нормализация в карбюризаторе путем нагрева корпуса распылителя до температуры 900°С в течение 3 ч с охлаждением на воздухе.
- Закалка с выдержкой в течение 3 ч при 910°С и охлаждением в масле.
- Отпуск с выдержкой при 570°С в течение 4 ч и охлаждением на воздухе.
Нагрев при термической обработке осуществляют в электрической печи Т-240, размещая на поддоне не более 100 распылителей.
В завершении проводят абразивную зачистку распылителя, выполняют контроль твердости у 5% деталей от партии по диаметру отпечатка (согласно ТУ 3-514-88, требуется диаметр отпечатка 3,4-3,8 мм) и контроль механических свойств в объеме - 1 деталь от партии не более 500 штук.
Для подтверждения правильности технологического процесса пластической деформации производится выборочная проверка восстановленной партии распылителей в количестве 5 штук.
Перед восстановлением и после него проверяются все геометрические размеры по толщине и длине в местах износа рабочих поверхностей седла распылителя и конической запорной части иглы.
Размеры после восстановления соответствуют допускаемым значениям, которые составляют согласно техническим условиям (ТУ ГОСТ 106.00.002-2): по толщине 31-33,5 мм, по длине 73-76 мм.
При усталостных испытаниях восстановленных распылителей на циклический изгиб нагрузка передается перпендикулярно рабочей поверхности распылителя посредине между опорами и по краям распылителя. Испытательная нагрузка выбиралась из условия обеспечения эквивалентности эксплуатационного нагружения по спектру продольных сил, воспринимаемых распылителем по всей характеристике топливоподачи. Испытания проводились при знакопостоянном цикле нагружения со средней нагрузкой Pcp.=65 кгс, максимальной - Pmax=90 кгс, минимальной Pmin=40 кгс.
Усталостная прочность восстановленных нормализацией, после пластической деформации распылителей, повысилась, по сравнению с новыми распылителями в среднем на 10%. Кроме того, установлено, что число циклов нагружения, выдержанных восстановленными распылителями до разрушения, имеет меньший разброс - до 15% (против разброса в 25% у новых распылителей), что также обеспечивает им повышенную эксплуатационную надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1997 |
|
RU2131800C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1992 |
|
RU2034690C1 |
| Способ обработки стальных деталей | 1987 |
|
SU1477777A1 |
| РАСПЫЛИТЕЛЬ ФОРСУНКИ ДЛЯ ДИЗЕЛЯ | 1997 |
|
RU2138673C1 |
| РАСПЫЛИТЕЛЬ ФОРСУНКИ | 2010 |
|
RU2431757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЛИ ВОССТАНОВЛЕНИИЯ ДЕТАЛЕЙ | 2002 |
|
RU2245770C2 |
| ЭЛЕКТРОУПРАВЛЯЕМАЯ ФОРСУНКА | 2010 |
|
RU2526002C2 |
| РАСПЫЛИТЕЛЬ ФОРСУНКИ | 2014 |
|
RU2583199C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРЕЦИЗИОННЫХ ПАР ТРЕНИЯ | 1999 |
|
RU2172664C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
Изобретение относится к области машиностроения и может быть использовано при восстановлении геометрии изношенных участков поверхностей запирающих конусов иглы и корпуса распылителя форсунки двигателя внутреннего сгорания. Осуществляют горячее пластическое деформирование упомянутых изношенных участков, после которого осуществляют нагрев корпуса с иглой в карбюризаторе при температуре 900°C в течение 3 ч с охлаждением на воздухе с последующей закалкой при 910°C в течение 3 ч и охлаждением в масле и отпуском с выдержкой при 570°C в течение 4 ч и охлаждением на воздухе, а в завершении проводят абразивную зачистку запирающих конусов иглы и корпуса распылителя. Изобретение позволяет повысить усталостную прочность распылителей, восстановленных нормализацией после пластического деформирования, что также обеспечивает им повышенную эксплуатационную надежность. 1 ил.
Способ восстановления изношенных участков поверхности распылителя форсунки двигателя внутреннего сгорания, отличающийся тем, что осуществляют горячее пластическое деформирование изношенных участков поверхности запирающих конусов иглы и корпуса упомянутого распылителя, после которого осуществляют нагрев корпуса с иглой в карбюризаторе при температуре 900°C в течение 3 ч с охлаждением на воздухе с последующей закалкой при 910°C в течение 3 ч и охлаждением в масле и отпуском с выдержкой при 570°C в течение 4 ч и охлаждением на воздухе, а в завершении проводят абразивную зачистку восстановленного распылителя.
| ШОВНАЯ ХИРУРГИЧЕСКАЯ НИТЬ | 1997 |
|
RU2141343C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1991 |
|
RU2020047C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1997 |
|
RU2131800C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ОГНЕТУШАЩЕГО ПОРОШКА В ПОПЕРЕЧНОМ СЕЧЕНИИ НЕСТАЦИОНАРНОГО ГАЗОВОГО ПОТОКА | 2019 |
|
RU2705914C1 |

